Дайындамаға дөңгелек сұлбалы кескішті және тесік өңдеу құралдарын жобалау

Ә. Сағынов атындағы Қарағанды техникалық университеті
ТЖМжС кафедрасы
КУРСТЫҚ ЖОБА
«Кесу және кескіш құрал-сайман»
(пәннің атауы)
Тақырып: Дайындамаға сұлбалы кескішті жобалау.
Қабылдады:
Бузауова Т. М
(баға) (оқытушының аты-жөні)
Комиссия мүшелері (қолы) (уақыты)
Орындаған:
Оңғарбеков А. Т.
(қолы) (аты-жөні) (аты-жөні)
Маш 20-2
(группасы)
(қолы) (аты-жөні)
(сынақ кітапшасының шифрі)
Қарағанды 2023ж
Ә. Сағынов атындағы Қарағанды техникалық университеті
Факультет: машина жасау «БЕКІТЕМІН»
Кафедра: ТЖМжС Кафедра меңгерушісі:
(қолы)
« » 2023 ж.
КУРСТЫҚ ЖОБАҒА ТАПСЫРМА
Кесу теориясының негіздері және кескіш құрал пәні бойынша
Маш 20-2 тобының студенті Оңғарбеков А. Т.
Тақырып: Дайындамаға сұлбалы кескішті жобалау
Бастапқы мәліметтер: дайындама материалы-10К сталь50, σβ=640 МПа
Тапсырма берілді « » 2023 ж.
Жетекші: Бузауова Т. М қолы
Студент: Оңғарбеков А. Т қолы
Мазмұны
Кіріспе 4
1 Сұлбалы кескіштерді жобалау 5
1. 1 Бастапқы мәліметтер 6
1. 2 Сұлбалы кескіш профилін графикалық әдіспен анықтау 6
1. 3 Сұлбалы кескіш профилін аналитикалық әдіспен есептеу 8
2. Тесіктерді өңдейтін құралдар 12
2. 1. Спиральды бұрғыны жобалау 13
2. 1. 1. Диаметрі 8мм кесу мәзірін есептеу 14
Қорытынды 17
Әдебиеттер тізімі 18
Кіріспе
Курстық жобаның мақсаты металл кесуші құралдарды есептеу және жобалау. Бұл курстық жұмыста дөңгелек сұлбалы кескішті жобалаймыз.
Сұлбалы кескіштер токарлық топ станоктарында күрделі профильдің бетін өңдеу үшін және сирек сүргілеу (қашау) білдектерінде сериялық және жаппай өндіріс жағдайында қолданылады. Қарастырылып отырған кескіштердің артықшылығы - қарапайымдылық, осыған байланысты құралдарды дайындау құнының салыстырмалы төмендігі.
Сұлбалы кескіштер пішіннің ұқсастығын және бөлшектердің қажетті дәлдігін, өңдеудің жоғары өнімділігін қамтамасыз етеді, осыған қарамастан қайраудың арқасында бұл кескіштер ұзақ уақыт қызмет етеді. Ең көп таралған түрлері: радиалды, дөңгелек және призматикалық кескіштер.
Дөңгелек сұлбалы кескіштер сыртқы және ішкі беттерді өңдеу үшін қолданады.
Дөңгелек сұлбалы кескіштер, соның жоғары дәлдіктегі құралдар болып табылады. Дәлдігі бойынша аса жоғары талаптар жүздің сұлбалы кескіш жиегінің геометриялық параметрлеріне қойылады. Өңделетін бөлшектің дәлдігі жоғары болған сайын, соғұрлым жоғары талаптар сұлбалы кескіштің дәлдігіне және ең алдымен оның профилінің дәлдігіне қойылады. Бөлшектер өлшемдерінің қол жетімді дәлдігі жоғары өнімділік кезінде 7-8 квалитетке сәйкес келеді. Сұлбаны дәлдеу процесі кесудің жоғары емес жылдамдығымен және кескіш жүзінің салыстырмалы үлкен ұзындығынан аз берумен орындалады.
Курстық жобаны орындай отыра біз прогрессивті металл кескіш құралды жобалауда практикалық дағдыларды қалыптастырамыз.
1 Сұлбалы кескіштерді жобалау
Сұлбалы кескіштер -бір жүзді типті кескіш құрал. Сұлбалы кескіштер сыртқы немесе ішкі сұлбалы беттері бар айналу денелерін өңдеу үшін қолданылады.
Кескіштердің басқа түрлерімен салыстырғанда сұлбалы кескіштер мынадай артықшылықтарға ие:
1) Тетікті алудың жоғарғы дәлдігі;
2) Кесетін жиектің белсенді бөлігінің үлкен ұзындығы есебінен жоғары өнімділікке ие;
3) Пішіннің бірдейлігі және сұлбалы кескіштің дәлдігі өңделетін бөлшек дәлдігінен жоғары болуы;
4) Қайта қайрау арқасында жұмыс жасау мерзімінің ұзақтылығы;
Сұлбалы кескіштердің кемшіліктері қатарына мыналарды жатқызуға болады:
1) Дайындау күрделілігі және жоғары құны;
2) Қайраудан кейін жұмысшы бөлігінің шөгуі;
Есептерді үтірден кейін 2-3 белгіге дейінгі дәлдікпен орындау ұсынылады. Нәтижелердің дәлдігін төмендету есебінен есептерді оңайлатуға жол берілмейді.
Сұлбалы кескіштердің жұмыс істеу принципі кесетін пышақпен металдың барлық көлемін жоюға жататын жоңқалар түрінде біртіндеп кесуге негізделген. Кескіштің қозғалуына қарай кескіш жүзінің барлық нүктелері жұмысқа кіріседі және жұмыс соңында жоңқаның барлығы кескіш жүзімен кесіледі. Егер кескіштің кесу жүзінің барлық нүктелері бөлшектің айналу ортасының биіктігінде орналасқан болса, онда бұл нүктелер бөлшектің диаметральды жазықтығында жатыр және бұл жағдайда кескіш жүзінің пішіні бөлшектің шаблон профиліне сәйкес келеді. Кескіштердің сұлбалы кескіш жүздерінің мұндай орналасуы алдыңғы бұрышы γ = 0 және кескіштердің алдыңғы беті бөлшектердің диаметральды қимасымен сәйкес келген жағдайда ғана мүмкін болады. Егер бұл ретте кескіштердің алдыңғы беті бір уақытта сұлбалы артқы беттерге қалыпты болса, онда кескіштер мен бөлшектердің профильдері сәйкес келеді, түзету есептері қажетсіз болады және кескіштердің шаблондары бөлшектердің контршаблоны болып табылады. Ал соңғысы алдыңғы бұрышы γ = 0 және артқы бұрышы α = 0 болған жағдай, бұл іс жүзінде мүмкін емес. Кескіштермен тиімді кесу үшін кескіштерді α >0 бұрышымен қайрауды немесе орнатуды жүргізу қажет(бұл ретте кескіштің артқы бетіне бөлшектің кесілетін бетінің шайылуы жойылады) . Кесу сапасын арттыру үшін γ > 0 бұрышымен кескіштің алдыңғы бетін қайрау жүзеге асырылады.
Түзету есебі кезінде кескіштің сұлбалы кескіш жүзінің бейінді сызығын құрайтын барлық нүктелердің координаттарын анықтау керек. Берілген сұлбалы профильдің тораптық нүктелерінің координаттары және қисық сызықты учаскелер бар жекелеген жағдайларда, сондай-ақ тораптық нүктелердің арасындағы жеке нүктелердің координаттары есептеледі.
Осы пайымдауларға сүйене отырып, түзету есептеріне кіріспес бұрын, үлгілік бөлшектердің атқарушы сызбаларында базалық беттен тораптық нүктелерге дейінгі барлық координаттық өлшемдердің бар-жоғын және егер олар көрсетілмесе, онда барлық таңдалған нүктелерге дейін жетіспейтін координаттық өлшемдерді анықтау қажет. Үлгі бөлшектерінің сызбаларында әрқашан жетіспейтін координаттық өлшемдерді анықтауға мүмкіндік беретін өлшемдер бар. Кескіштердің сұлбалы кескіш жүздерінің негізгі және қосымша түзету есептеулері номиналды мөлшерлері бойынша жүргізіледі.
1. 1 Бастапқы мәліметтер
Жоғарыда айтылғандай, дөңгелек сұлбалы кескіштер технологиялы және қайта қайралмалы болып келеді. Дөңгелек сұлбалы кескіштерге арналған материал негізінен тез кескіш болаттан жасалады.
Дөңгелек сұлбалы кескіштерді ұстағышқа бекіту үшін осы кескіштердің шеткі беттерінде рифлениялар, штифтке арналған тесіктер немесе бүйіріндегі пазалар көзделеді. Сонымен қатар, дөңгелек сұлбалы кескіштер де созылғышпен (үйкеліс күшінің арқасында) бекітіледі.
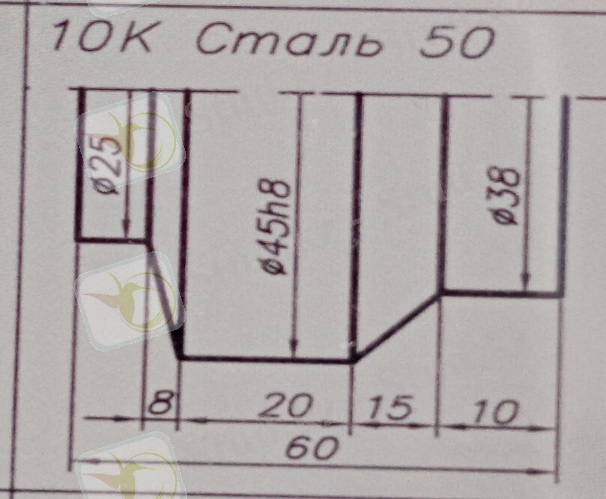
1. 1-сурет. Тетік сұлбасы
Дайындама материалы - 10К сталь 50
1. 2 Сұлбалы кескіш профилін графикалық әдіспен есептеу
= 0 бұрышымен қарапайым қондырғының дөңгелек сұлбалы кескіштер профилінің өлшемдерін анықтау.
Дөңгелек сұлбалы кескіштерді есептеу кезінде берілген шамалар 1 базалық нүктесіне сәйкес келетін α және γ бұрыштары, кескіштің сыртқы радиусы және өлшемдері болып табылады, олар алдыңғы жазықтықта жатқан және есептеудің жалпы бөлігінде табылған. Есептеу нәтижесінде бөлшектер профилінің басқа нүктелеріне сәйкес келетін кескіш радиусы, сондай-ақ кескіштің осьтік қимасындағы кескіштің биіктік өлшемдері анықталады.
Н мөлшері бір мезгілде кесудің дұрыстығын бақылау үшін ҚР бақылау тәуекелінің радиусы болып табылады.
- Кескіш жүзінің алдыңғы және артқы бұрыштарын кесте бойынша анықтаймыз (кесте 47) :γ=10∘; α=9∘\gamma = 10{^\circ}; \ \alpha = 9{^\circ}\.
- Дайындаманың профилін салайық, ол үшін ОО осін жүргіземіз, одан дайындаманың профильінің тиісті өлшемдерін алып тастаймыз және сызбаның сол жақ төменгі бұрышында дайындаманың толық профилін саламыз.
- Дайындау орталығы арқылы өтетін көлденең оське дайындаманың 1, 2, 3, 4, 5 және 6 профилінің алынған нүктелерін сызамыз. 1'-2', 3'-4’, 5'-6' олар арқылы тиісті шеңберлерді өткіземіз.
- 1' (A1A_{1}) нүктесінен γ бұрышымен кескіш жүзінің алдыңғы бетінің сызығын және α бұрышымен артқы бетінің сызығын өткіземіз.
- r1−r2, r3−4, r5−6r_{1} - r_{2}, r_{3 - 4}, \ r_{5 - 6}кескіштердің тиісті шеңберлерініңA1−2, A3−4, A5−6\ A_{1 - 2}, A_{3 - 4}, \ A_{5 - 6}арқылы кескіштің алдыңғы бетінің сызығымен қиылысу нүктесін белгілейміз.
- Осы нүктелерден кескіштің артқы бетіне параллель сызықтарды өткіземіз.
- Қалыпты қимада, яғни, оның артқы бетіне перпендикуляр қимада (\қимасы) кескіш профилін салайық:сызығын өткіземіз; осы сызықтан өңделетін дайындаманың осьтік өлшемдеріне сәйкес келетінl1, l2, l3, l4l_{1}, \ l_{2}, l_{3}, l_{4}осьтік өлшемдерді алып тастаймыз; кескіштің артқы бетіне параллель сызықтардың арасындағы тең арақашықтықтарға, параллель сызықтарға, кескіштің артқы бетіне параллель сызықтардың арасындағы тең қашықтықтарға тең кескіш нүктелерді алып тастаймыз. 1", 2", 3", 4", 5", 6" және, оларды тура жалғай отырып, қалыпты қимада кескіш профилін аламыз.
- Кескіштің сұлбалы кескінін бақылау үшін шаблон мен контршаблонды құру барлық 1" - 2", 3"- 4", 5"- 6" есінділерін тасымалдауға түседі және тораптық контурлық нүктеге қатысты.
- Кескіштің габариттік және конструктивтік өлшемдерін формула бойынша таңдаймыз. Дайындалатын бөлшектіңtmaxt_{\max}профильінің ең үлкен тереңдігіне байланысты.
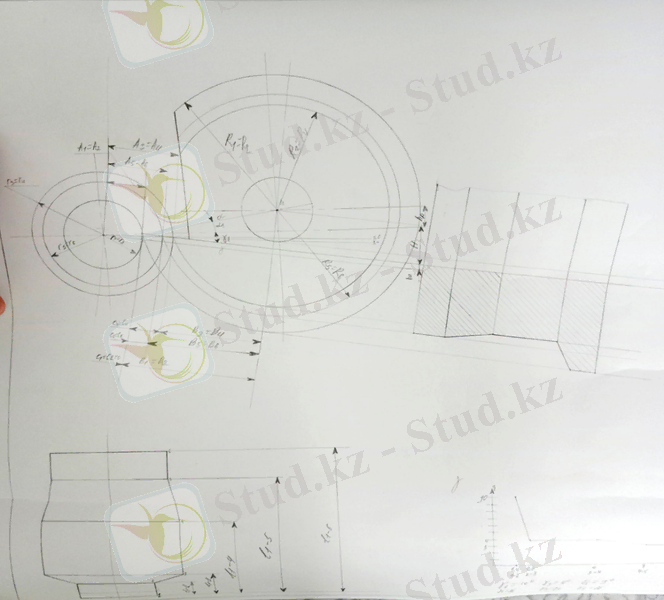
1. 2-сурет. Жұмыс эскизі
1. 3 Сұлбалы кескіш профилін аналитикалық әдіспен есептеу
Кескіш профилінің аналитикалық есебі. сұлбалы кескіштердің профилін аналитикалық есептеу әдістемесін баяндау жұмыстарында келтірілген. [1, 8] .
Бұл бөлімде дөңгелек және призмалық сұлбалы кескіштердің профилін есептеу мысалдары келтірілген. Дөңгелек кескіштің тесіктерінің осі немесе призмалық кескіштің бекіту базасы бүгу осіне параллель болатын станокта әдеттегі қондырғысы бар кескіштер үшін тек радиалды өлшемдерді есептейді. Кескіштің барлық осьтік өлшемдері, дайындаманың осіне параллель, өңделетін бөлшектің берілген профилінің өлшемдеріне тең қабылданады.
Есептеу ыңғайлы болу үшін кесте жасалады, онда өлшемдер логарифмдары көрсетіледі. Бұл есептеуді жеңілдету және жеделдету мақсатында жасалады: көбейту және бөлу тиісті логарифмдерді қосумен және шегерумен алмастырылады. Кескіш профилінің өлшемдерін есептеу шаблонның сызбаларында орналастыру үшін 0, 001 мм дейін дәлдікпен жүргізіледі.
1. Кескіш жүзінің алдыңғы және артқы бұрыштарын кесте бойынша анықтаймыз. :γ=10 ; α=9 .
2. Кесу және кесу үшін қосымша кесу жиектерінің өлшемдері
қабылдаймыз:
3. Бөлшектер профилінің ең үлкен тереңдігі мм
4. профильдің ең үлкен тереңдігі үшін бүйірлі рифлениесы бар кескіштің габариттік және конструктивтік өлшемдерін кесте бойынша таңдаймыз: D0= мм; d(H9) = мм; d 4 = мм және одан әрі келесі формулалар бойынша:
Кескішті орнату биіктігі:
кескіштің радиусы.
Қалған конструктивтік өлшемдер кескіштің жұмыс сызбасында көрсетіледі.
5. Дайындаманың сызбасындағы өлшемдерге сәйкес дайындаманың
профильінің тораптық нүктелерінің шеңберінің радиусы , және т. с. с келесі:
= мм;
мм;
= мм;
= мм;
Көрсетілген өлшемдерге рұқсатнамалар өңделетін дайындаманың тиісті өлшемдеріне 1/3 рұқсатнаманы тең қабылдайды.
6. Кескіштің профилін келесі төмендегі формулалар бойынша жинақтаймыз:
Тетіктерге қатысты қаралатын нүктеден алдыңғы бетке дейінгі қашықтық:
Есептеу формуласы Параметрлердің мәні
Hи=r1*sin1 Hи=2, 17
А1=r1*cos1 A1=12, 31
A1=A2
Sin3=hu/r3 sin3=0, 09644
A3=r3*cos3 A3=22, 414
Sin4=hu/r4 sin4=sin 0, 0964
A4=r4*cos4 A4=22, 414
А4=А3
A5=A6
A6=r6cosγ6 Α6=18, 8959
C6=A6-A1 C6=6, 5859
C5=C6
C3=A3-A1
C4=C3 C3=10, 104275
C2=A2-A1 C2=0
C1=C2
Ε1=α1+1 ᶓ1=19º
H=R1*sinε1 H=29, 30112
B1=R1*cosε1 B1=85, 095
B1=B2
B3=B1-C3 B3=74, 990725
B4=Β3 B4=74, 990725
B6=B5
Β6=Β1-C6 Β6=78, 5091
Tg ε3=H/B3 tgε3=0, 3907299
... жалғасыСіз бұл жұмысты біздің қосымшамыз арқылы толығымен тегін көре аласыз.
- Іс жүргізу
- Автоматтандыру, Техника
- Алғашқы әскери дайындық
- Астрономия
- Ауыл шаруашылығы
- Банк ісі
- Бизнесті бағалау
- Биология
- Бухгалтерлік іс
- Валеология
- Ветеринария
- География
- Геология, Геофизика, Геодезия
- Дін
- Ет, сүт, шарап өнімдері
- Жалпы тарих
- Жер кадастрі, Жылжымайтын мүлік
- Журналистика
- Информатика
- Кеден ісі
- Маркетинг
- Математика, Геометрия
- Медицина
- Мемлекеттік басқару
- Менеджмент
- Мұнай, Газ
- Мұрағат ісі
- Мәдениеттану
- ОБЖ (Основы безопасности жизнедеятельности)
- Педагогика
- Полиграфия
- Психология
- Салық
- Саясаттану
- Сақтандыру
- Сертификаттау, стандарттау
- Социология, Демография
- Спорт
- Статистика
- Тілтану, Филология
- Тарихи тұлғалар
- Тау-кен ісі
- Транспорт
- Туризм
- Физика
- Философия
- Халықаралық қатынастар
- Химия
- Экология, Қоршаған ортаны қорғау
- Экономика
- Экономикалық география
- Электротехника
- Қазақстан тарихы
- Қаржы
- Құрылыс
- Құқық, Криминалистика
- Әдебиет
- Өнер, музыка
- Өнеркәсіп, Өндіріс
Қазақ тілінде жазылған рефераттар, курстық жұмыстар, дипломдық жұмыстар бойынша біздің қор #1 болып табылады.

Ақпарат
Қосымша
Email: info@stud.kz