Құрғақ құрылыс материалдарын тасымалдайтын конвейерлерге арналған энергия үнемдейтін екі қозғалтқышты электр жетегін жобалау және асинхронды-вентильді каскад пен екі жақтан қоректенетін машина схемаларын MATLAB-та модельдеу

АНДАТПА
Дипломдық жұмыста құрғақ сусымалы материалдарды тасымалдайтын конвейрлердің екі қозғалтқышты электр жетегін қазіргі заманғы энергия үнемдегіш электржетегінің көмегімен жобалау қарастырылған.
Элекртжетектерін реттеудің екі түрі бірге қарастырылған. Олар асинхронды вентильді каскад және екі жақтан қоректенетін машина схемалары. Осы реттеу тәсілдері теориялық тұрғыда баяндалып, механикалық сипаттамалары тұрғызылған және энергетикалық тиімділігі баяндалған.
MatLab ортасында элктр жетегінің әр буыны бөлек модельденген және зерттелген. Асинхронды вентильді каскад - екі жақтан қоректенетін машина схемасымен жасалған екі қозғалтқышты элетр жетек жүйесі тұтастай модельденіп, көптеген зерттеу нәтижелері алынған.
АННОТАЦИЯ
В дипломной работе расмотрены вопросы применения энергосберегающего двухдвигательного электропривода согласованного вращения для конвейрных линии применяемых при транспортировке сухих строительных материалов.
Рассмотрена схема совместной работы двух типов регулируемых электроприводов по схеме асинхронного-вентильного каскада и машины двойного питания. Отмечена энергетическая эффективность электропривода и получены основные характеристики системы.
Каждое звено регулируемого электропривода промоделированно отдельно в среде MatLab, и глубоко изучено. Так же была построенна модель двухдвигательного электропривода по схеме асинхронный - вентильный каскад и машина двойного питания. Получены многочисленные эксперементальные результаты.
ANNOTATION
The thesis examines the application of energy-saving two-motor electric drive of coordinated rotation for conveyor lines used for the transport of dry building materials.
The scheme of joint operation of two types of regulated electric drives according to the scheme of an asynchronous-valve cascade and a double-feed machine is considered. The energy efficiency of the electric drive is noted and the main characteristics of the system are obtained.
Each link of the regulated electric drive is simulated separately in the MatLab environment, and is deeply studied. In the same way, a model of a two-motor electric drive was constructed according to the asynchronous scheme - a valve cascade and a double-feed machine. Numerous experimental results were obtained.
МАЗМҰНЫ
КІРІСПЕ
Электржетектері қазіргі кезде шаруашылықтың көп жерінде қолданылады. Олар энергияны ең көп тұтынушы құрылғылар болып табылады. Осы себептен электр жетектерінде энергияны түрлендіру барысында олардың пайдалы әсер коэффициентін жоғарлату, яғни электржетектерін реттеу және басқару өте қажетті мәселе болып табылады, .
Бүгінгі таңда энергия үнемдеу бағыттары Қазақстан Республикасының инновациялық дамуының негізгі бағыттарының бірі болып табылады және энергия үнемдеу мәселелері қазіргі уақытта Қазақстан Республикасының барлық негізгі стратегиялық құжаттарымен тікелей байланысты [1] .
«Энергияны үнемдеу - 2030» бағдарламасының және индустриялық-инновациялық дамудың басқа да мемлекеттік стратегиялық құжаттарының технологиялық және техникалық шешімі үшін келесі негізгі міндеттерді іске асыру қажет:
- елдің индустриясының энергия тиімділігін арттыру және жаңғырту;
- энергия және жылу желілеріндегі шығындар деңгейін төмендету;
- энергия үнемдейтін электромеханикалық жүйелерді (ЭМЖ) әзірлеу және енгізу.
Айнымалы ток машиналарының математикалық теориясының дамуы, жартылай өткізгіштер негізіндегі түрлендіргіштердің жасалуы, басқарудың қазіргі заманғы жабдықтарының қолданылуы реттелмелі электржетегінің негізгі түрі болып табылатын асинхронды электржетегінің жоғары сенімді және сапалы түрлерін жасауға мүмкіндік берді.
Электр жетегі саласындағы әдебиеттер мен матераилдарға шолу көрсетіп отырғандай 2022 жылы Еуропа нарығында сатылған реттелмелі электржетектердің 68 % - асинхронды электржетектер, 15 %- тұрақты ток электржетектері, 17 % - механикалық және гидровликалық жетектер құраған. Өндіріске енгізілетін реттелмелі асинхронды электржетектерінің басымдылығы болашақта да сақталып қалады, себебі қуаты 100 кВт дейінгі шығарылатын асинхронды қозғалтқыштар тұрақты ток қозғалтқыштарынан 40-50 есе көп.
Энергия тұтыну саласындағы ақпараттарды талдау бойынша өнеркәсіптік сектор жалпы электр энергиясын тұтынудың шамамен 70% -ын құрайды, ал өнеркәсіптік секторда үздіксіз тасымалдау көлік жүйелерінің (ҮТКЖ) электр энергиясын тұтыну үлесі 20% -ды құрайды.
Бұл, ең алдымен, көптеген ҮТКЖ жетектерінде реттелмейтін жетектердің немесе реттелетін тұрақты ток жетектерінің қолданылуымен сипатталады.
Жұмыстың мақсаты - энергетикалық сипаттамалары жақсартылған орта және жоғары қуатты ҮТКЖ механизмдеріне келісімді айналатын екі қозғалтқышты электр жетегін жасау.
1 Құрғақ құрылыс қоспаларын өндіру технологиясы
"Технология" терминін анығырақ талдасақ, бұл шикізат материалдарын тұтыну заттарына қайта өңдеу тәсілдері мен құралдары туралы ғылым болып табылатынын ұға аламыз. Құрғақ қоспалар технологияларының қарапайымдылығына қарамастан, бұл өндіріс жоғары ғылымды қажетсінетіндердің біріне жатқызуға болады.
Бұл бағыттағы алдыңғы қатарлы жұмыстар жеке компонентті технологиялық қайта өңдеумен, белгілі бір процесті әзірлеумен және тұтас өндірістік кәсіпорындарды құрастырумен байланысты проблемаларды шешуді қамтиды, бұл соңғы жылдары БАҚ-та пайда болған мақалалардың едәуір санымен расталады [5, 6] .
Жалпы технологиялық схема, бұл кең номенклатурадағы құрғақ құрылыс қоспаларын өндірудің жалпыланған технологиялық сұлбасы 1. 3-суретте көрсетілген.

1-автокөлік; 2-темір жол көлігі; 3-цемент қоймасы; 4-химиялық қоспалар қоймасы; 5-құм қатарлап қоймасы; 6-минералды толтырғыштар қоймасы; 7, 18, 20, 11, 31-тасымалдау жүйелері; 8, 10, 15,, 19, 22-материалдарды аралық сақтау бункерлері; 9, 16-кептіру жабдығы; 17-ұнтақтау жабдығы; 12-құм классификаторлары; 14-фракцияланған құм қоймасы; 23, 24, 25, 26-араластыру бөлімінің Шығыс бункерлері; 28-таспалы қоректендіргіш; 27- дозаторлар жүйесі; 29-араластырғыш; 30-дайын құрғақ қоспаның жинақтаушы бункері; 32-құю машинасы; 33-қаптарды салушы, 34-дайын өнім қоймасы.
- Сурет - кеңейтілген номенклатураның құрғақ құрылыс қоспаларын өндірудің технологиялық схемасы.
Кәсіпорынға бастапқы компоненттерді жеткізу авто - және темір жол көлігі, поз. 1, 2 арқылы жүзеге асырылады. Тұтқыр заттарды сақтау 3 сүрлем үлгісіндегі қоймаларда көзделген. Химиялық түрлендіргіш қоспалар Құрғақ жылытылатын үй-жайларда жиналады 4. Толтырғыштар әдетте 5, 6 қатар типті қоймаларда сақталады.
5 қоймадан таспалы конвейерлердің галереясында құм 7 қоректендіргіш арқылы 8 кептіру агрегатына беріледі. Құмның қалдық ылғалдылығы әдетте 0, 2% - дан 0, 3% - ға дейін аспайды. Кептіргеннен кейін құм 10 аралық бункерге түседі. Бұдан әрі 11 транспортер арқылы 12 жіктемеге қажетті фракцияларға бөле отырып беріледі. Ірі және ұсақ фракциялар 13 қалдықтар бункеріне шығарылады және одан әрі кәдеге жаратылады немесе үйіндіге шығарылады. Дайын фракциялар фракциялар бойынша бөлек сақталатын 14 металл сүрлемге жіберіледі.
Жергілікті жерде дайындалатын минералды толтырғыштар бірқатар технологиялық операциялардан өтеді: қоймадан 18 және 20 тасымалдау жүйелері арқылы олар 15 қоректендіргіш арқылы 16 кептіруге және одан әрі 17 ұнтақтауға түседі. Толтырғышты операция аралық сақтау 19 және 22 аралық бункерлерде жүзеге асырылады.
22 толтырғыштардың аралық бункерінен, 14 фракцияланған құм қоймасынан және 3 және 4 Дайын өнім қоймаларынан компоненттер 23, 24, 25, 26 араластыру бөлімінің Шығыс бункерлеріне түседі. 27 дозатор және таспалы қоректендіргіш арқылы материалдар қатаң белгіленген тәртіппен араластырғышқа түседі. Алынған қоспа дайын өнімнің аралық жинағыш-бункеріне 30, содан кейін транспортер жүйесі арқылы 32 орау машинасына түседі, онда құрғақ қоспаны автоматты түрде өлшеу, тиісті қағаз қаптарды толтыру және оларды орау жүзеге асырылады.
Автоматты манипулятормен құрғақ қоспасы бар дайын қаптар немесе пакеттер 33 ағаш табандықтарға немесе контейнерлерге салынады және дайын өнім қоймасына жіберіледі.
Құрғақ құрылыс қоспаларын өндіретін шағын зауыт үшін негізгі элементтер:
1. Цемент сүрлемі;
2. Ленталы транспортері бар РБ-3000 шығыс бункері,
3. Бұрандалы конвейер,
4. Дәл мөлшерлеу және сапалы араластыру кешені,
5. Қаптарды орау станциясының қабылдау бункері,
6. Клапанды қаптарды орау станциясы,
7. САУ Строймикс LOGIC кешендерін басқарудың автоматтандырылған жүйесі,
8. Лентлы транспортер.
Құрғақ құрылыс қоспаларын өндіру зауытының конструкциясы 1-суретте көрсетілген. 1. 7.

1-цементті беруге арналған бұрандалы конвейері бар цемент сүрлемі, 2-Шығыс бункері БР-3000 таспалы транспортері бар, 3-бұрандалы конвейер, 4 - дәл мөлшерлеу және сапалы араластыру кешені, 5 - қаптарды өлшеп - орау станциясының қабылдау бункері, 6 - клапанды қаптарды өлшеп-орау станциясы, 7-САУ Строймикс LOGIC кешендерін басқарудың автоматтандырылған жүйесі, 8-ленталы транспортер.
1. 7 Сурет -Құрғақ құрылыс қоспаларын өндіретін шағын зауыттың құрылымы.
Цемент сүрлемі.
Цемент сүрлемі цементті автоцементовоздан қабылдауға, оны бетон қоспасын дайындау учаскесіне бұрандалы конвейер бойынша сақтауға және беруге арналған.
Көбіктібетон өндіру жөніндегі өндірістік желілерде және бетоннан жасалған бұйымдарды дайындау кезінде қолданылады.
Сүрлемдерде цемент деңгейін бақылау үшін төменгі және жоғарғы деңгейдегі датчиктер орнатылады, сондай-ақ сүрлемдер қашықтықтан және жергілікті басқаруы бар сүзгіш элементтерді импульстік үрлеу жүйесі бар жеңдік сүзгілермен жабдықталады. Жеңдік сүзгі сүрлемнің жоғарғы платформасына орнатылады және цементті тиеу кезінде сүрлемнен шығатын тозаңдатылған ауаны тазарту үшін қызмет етеді.
Цементті сүрлемге тиеу пневматикалық цемент құбыры бойынша жүзеге асырылады, материалдың сүрлемнің төменгі (конустық) бөлігіне тоқтаусыз берілуін қамтамасыз ету үшін электромеханикалық вибраторлар орнатылады. Цементті сүрлемнен түсіру бұрандалы конвейермен жүргізіледі.
Пневмокамералық сорғылар.
Пневмокамералық сорғылар (монжустар) ылғалдылығы 6% - ға дейін сусымалы материалдарды, фракциясы 0, 01-ден 4, 5 мм-ге дейін, тығыздығы 980 кг/м3-ден 4500 кг/м3-ға дейін пневматикалық тасымалдауға арналған. Мұндай материалдарға цемент, шлак, гипс, алебастр, доломит ұны, темір кені концентраты және т. б. сусымалы материалдар жатады.
Пневмокамералық сорғы әр түрлі бункерлерден (сүрлем, вагон-хоппер, биг-бэг және т. б. типті жұмсақ контейнерлерді еріту станциясы) тиеу люгі арқылы сусымалы материалдарды жинаумен айдау әсерінің пневматикалық түсірушісі болып табылады.
Пневмокамералық сорғылар төмендегідей қасиеттерімен ерекшеленеді:
- конструкцияның қарапайымдылығы және жұмыста жоғары сенімділік;
- агрегаттардың құрамында пайдалану процесінде тез тозатын бөлшектер мен механизмдердің болмауы;
- төмен үлестік шығындар кезінде тасымалдаудың үлкен қашықтығы.
Орау станциялары.
Орау үшін дайындалған материал роторлы қоректендіргіштің көмегімен орау станциясының аралық бункерінен, тиеу келте құбырының қабылдау тесігіне және одан әрі тиеледі, қысылған ауа қысымымен қапқа беріледі.
Өнімді мөлшерлеу-таразылау, "брутто" принципі бойынша жүзеге асырылады, өнім қаптармен бірге оның толтырылуына қарай үздіксіз өлшенеді. Өлшеп орау станциясының өнімділігі өлшеп-оралатын өнім дозасының шамасына тікелей байланысты. 50 кг қаптарға салынған салмағы 1000 кг/м3 өнімді буып-түю кезінде ол 8 т/сағ-қа дейін құрайды. Өлшеп-орау жылдамдығына өлшеп-оралған өнімнің қасиеттері айтарлықтай әсер етеді.
Орау станциясының ажырамас бөлігі болып табылатын роторлы қоректендіргіш тез алмалы-салмалы бүйірлік қақпақпен жабдықталған, ол тазалау және көзбен бақылау үшін роторлы қоректендіргіштің ішкі қуысына оңай қол жеткізу мүмкіндігін қамтамасыз етеді. Толтырғыш арнаға берілетін сығылған ауа қысымын тәуелсіз теңшеу әр түрлі, соның ішінде қаптау жағынан қиын өнімдермен жұмыс істеу үшін орау станциясын пайдалануға мүмкіндік береді. "Жұқа" ағын режимінде дозалаушы клапанның бос қимасы реттеледі, бұл талап етілетін диапазонда мөлшерлеу қателігін реттеуге мүмкіндік береді. Материал толтырылған қаптар стационарлық тірекке тіреледі.
Қысу босатылғаннан кейін қап өз салмағының әсерінен 180° - ға айналатын таспалы типті қабылдау конвейеріне түседі. Тігінен және көлденеңінен орналасуы қаптардың габариттеріне сәйкес реттеледі. Қабылдау конвейері таспадағы қаптардың дұрыс орналасуын қамтамасыз ету үшін қалқаншалармен жабдықталған. Материал салынған қаптар тегендерге салынады және қоймаға түседі немесе бірден көлік құралдарына тиеуге жіберіледі.
Бункерлер.
Шығын бункерлері сусымалы және кесек материалдарды жинақтауға және үздіксіз тасымалдауға арналған.
Инертті материалдарға арналған бункерлер сусымалы материалдарды жинауға арналған. Таспалы транспортердің үстіне орнатылады.
Қоректендіргіштер.
Қоректендіргіш деп технологиялық желіге (тікелей немесе аралық сыйымдылықтар арқылы) сыйымдылықтардан сусымалы жүктерді біркелкі реттелетін беру арқылы жүзеге асырылатын механизмдерді айтады.
Қоректендіргіш ыдыстардан сусымалы жүктерді біркелкі реттелетін берумен қатар, бекіту құрылғысы болуы және бункерлік бекітпенің рөлін орындауы мүмкін, бірақ ол олардан сусымалы жүк ағынын неғұрлым жұқа реттеу мүмкіндігімен ерекшеленеді.
Қоректендіргіш ыдыстардан сусымалы жүктерді біркелкі реттеп берумен қатар, бекіту құрылғысы болуы және бункерлік бекітпенің рөлін орындауы мүмкін, бірақ ол олардан сусымалы жүк ағынын неғұрлым жұқа реттеу мүмкіндігімен ерекшеленеді.
Қоректендіргіштерге қойылатын аса маңызды талаптар - жүкті беру біркелкілігі және құрылғының өнімділігін реттеу мүмкіндігі. Кейбір өндірістік процестерде қоректендіргіштер қарапайым, сенімді және арзан көлемді шағын дозаторлар ретінде пайдаланылады.
Қоректендіргіштер жүктің қасиеттеріне, талап етілетін өнімділікке және пайдалану шарттарына байланысты әрбір жеке жағдайда таңдап алынатын түрлердің үлкен әртүрлілігімен сипатталады.
Қоректендіргіштердің үлкен тобы, конвейерлердің түрлері - таспалы, бұрандалы, тербелмелі, дірілді. Қоректендіргіштер ұзындығы аз, бір аттас конвейерлерден, қозғалтқыштың жоғары қуатымен, беріктігімен және реттелетін өнімділігімен ерекшеленеді.
Бұл топқа ПШ-0, 63, ПРШ-0, 25 және ПВ-0, 2 бұрандалы қоректендіргіштер, ПК-0, 2 және ПК-0, 4 тербелмелі қоректендіргіштер жатады.
Қоректендіргіштердің басқа тобының конвейерлер арасында прототиптері жоқ және тек жүкті бункердің немесе технологиялық аппараттың шығу тесігінен тікелей беру үшін ғана қолданылуы мүмкін. Бұл БПВ және ПВА типті дірілді қоректендіргіштер.
Бункерлерден сусымалы материалдарды белгілі бір өнімділікпен технологиялық Аппараттарға біркелкі тиеу үшін: диірмендер, елеуіштер және т. б., басқаларына қарағанда бұрандалы қоректендіргіштер жиі қолданылады. Өнімділікті реттеу жиілікті -реттелетін жетек көмегімен жүзеге асырылады.
Бұрандалы қоректендіргіштер тобында ПВ-0, 2 бұрандалы қоректендіргіштерді атап өту керек. (1. 8 суретті қараңыз. ) . Максималды өнімділігі - 4 л/с, тасымалдау ұзындығы-860 . . . 1580 мм, бұранданың диаметрі - 200 мм.
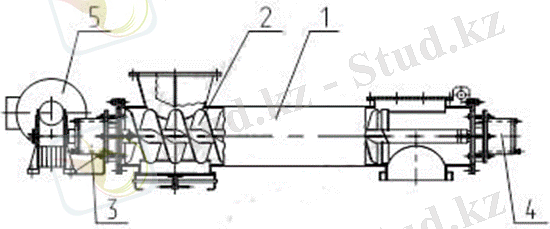
а) көлденең қоректендіргіш

б) көлбеу қоректендіргіш
1-корпус; 2-бұранда; 3, 4-тірек; 5-жетек; 6-диск жапқыш; 7-диск жапқыш жетек
1. 8 Сурет-Винтті ПВ-0, 2 қоректендіргіш
Қоректендіргіш екі нұсқада жасалған. Көлденең қоректендіргіш инертті материалдарға арналған; көлбеу - өздігінен өшіруге бейім материалдар үшін - пневматикалық жетегі бар бекіту дискілі жапқышпен қосымша жабдықталған. ПВ-0, 2 бұрандалы Қоректендіргіштер құрғақ құрылыс қоспаларын өндіруде негізгі компоненттердің дозаторына кіреді.
Бұл қоректендіргіштердің артықшылығы-өнімділікті бірқалыпты реттеу мүмкіндігі.
ПРШ-0, 25 реверсивті шнек қоректендіргіш ірілігі 2 мм артық емес сусымалы материалдарды реверсивті тасымалдауға арналған. Тиеу келте құбырына түсетін материал шнектің айналу бағытына байланысты түсірудің сол немесе басқа келте құбырына беріледі.
Өнімділігі - 25 м3/сағ, тасымалдаудың жалпы ұзындығы-2, 5 м, бұранданың диаметрі - 250 мм.
Бұл аппарат араластырғыштарды кезекпен тиеу үшін өнімділігі жылына 20 мың тонна құрғақ құрылыс қоспаларын өндіретін зауыттың құрамында қолдануды тапты. Қоректендіргішті қолдану зауыттың араластыру торабын ұтымды біріктіруге мүмкіндік берді. Ол әсіресе, құрғақ құрылыс қоспаларын өндіретін жабдық орналасқан ғимараттың биіктігі аз болғанда өзекті.
Шағын өнімділік кезінде ПВ-0, 075/0, 32 бұрандалы қоректендіргіш қолданылады. (сурет 1. 9. ), келесі параметрлері бойынша: өнімділігі-0, 5. 0, 125 л / с, тасымалдау ұзындығы - 0, 32 м, бұранданың диаметрі-75мм.
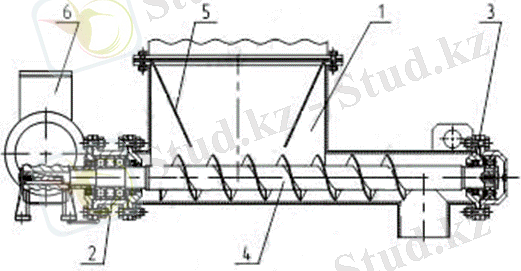
1-корпус; 2, 3-тірек; 4-бұранда; 5-уатқыш; 6-мотор-редуктор.
1. 9 Сурет-бұрандалы ПВ қоректендіргіші ПВ-0, 075 / 0, 32
Бұл қоректендіргіш шағын технологиялық машиналарды тиеу үшін дербес аппарат ретінде де, қосымша мөлшерлегіштерде қоректендіргіш ретінде де қолданылады.
2 КОНВЕЙЕРЛІК КӨЛІКТІ БАСҚАРУДЫҢ АВТОМАТТАНДЫРЫЛҒАН ЖҮЙЕЛЕРІ
2. 1 Таспалы конвейрлер, жалпы мағұлыматтар
Таспалы конвейерлер тарту элементі иілгіш таспа болып табылатын үздіксіз тасымалдау механизмдері болып табылады.
Таспалы конвейерлер өнеркәсіпте кеңінен қолданылады. Олар қазіргі заманғы өнеркәсіптік және ауылшаруашылық өндірісінің барлық салаларында қысқа, орташа және ұзақ қашықтыққа сусымалы және бөлшектік жүктерді тасымалдау үшін қолданылады; пайдалы қазбаларды өндіруде; металлургияда; қоймалар мен порттар; тиеу және қайта тиеу құрылғыларының элементтері, сондай-ақ технологиялық функцияларды орындайтын машиналар ретінде пайдаланылады.
Таспалы конвейерлердің кеңінен қолданылуы бірқатар артықшылықтарға байланысты:
- төмен салмақ;
- құрылысының қарапайымдылығы;
- жүкті жоғары жылдамдықпен тасымалдау мүмкіндігі (6 - 8 м/с дейін) ;
- таспалы конвейерлердің жоғары өнімділігі (30 000 т/сағ дейін) ;
- ұзақ тасымалдау ұзақтығы (бір конвейермен 3 сағ 4 км және бірнеше конвейерлер жүйесінде 100 км-ден астам) .
- таспаның икемділігіне байланысты ленталық конвейердің көлденең жазықтықта көлденең, көлбеу секциялары мен иілулері бар күрделі маршруттары болуы мүмкін;
- жұмысты бақылаудың қарапайымдылығы.
1 конвейер желісінің ұзындығы 3-5 км-ге дейін, кейде 14 км-ге дейін жетуі мүмкін, тасымалдау қашықтығы 100 км-ден астам, бірақ конвейерлердің 70% -дан астамы 500 м-ге дейін шектелген ұзындыққа ие.
Таспалы конвейерлердің кемшіліктеріне мыналар жатады:
- таспаның жоғары құны (50% дейін) және тіректердің рөлі (конвейер құнының 30% дейін) ;
- бастапқы кернеуді қажет ететін тарту күшін берудің фрикциондық әдісі;
- жоғары жұмыс жүктемесінде және ұзақ қызмет ету мерзімінде белдік кернеуінің жоғарылауы;
- жабысқақ заттардан тазалаудың күрделілігі;
- шаңды, ыстық, ауыр жүктерді тасымалдау қиын;
- ыстық жүктерді тасымалдау үшін пайдалану мүмкін еместігі;
- биіктік бұрышының жоғарылауымен өнімділіктің күрт төмендеуі.
Конвейердің шекті көлбеу бұрышының мәні тасымалданатын материалдың қасиеттеріне байланысты - негізінен кесектердің пішініне, олардың өлшеміне және ылғалдылығына байланысты және рұқсат етіледі:
- қарапайым көмір, кен және тау жыныстары үшін - 18 o дейін;
- шағын габаритті жүктер үшін - 19-20 0 -ға дейін, ал кейбір жағдайларда (мысалы, ылғалды байыту өнімдері үшін) - 21-22 0 -ге дейін;
- ірі сұрыпталған жүктер үшін көлбеу бұрышы 16-17 o дейін;
- тиісінше брикет және бөлшек тауарлар үшін 10 - 12 o дейін.
Көрсетілгеннен үлкен көлбеу бұрыштарда жүк белбеу бойымен оралады немесе төмен сырғып кетеді.
Жүкті төмен түсіретін конвейерді көлбеу орнату кезінде еңістің шекті бұрышы 3 - 5 o азаяды.
Таспалы конвейерлердің классификациясы:
- қолдану саласы бойынша:
-Жалпы мақсаттағы конвейерлер (сусымалы және жалпы жүктер үшін)
-Арнайы (жүктеу машиналары үшін, жылжымалы, портативті)
- Жер асты
- маршруттың пішіні бойынша:
- Қарапайым (бір түзу қимасы бар, көлденең немесе жоғары немесе төмен қозғалыспен көлбеу)
- Күрделі (жолы бұзылған)
- қисық (кеңістіктік)
- жолдың еңісіне сәйкес
-Көлденең
- Көлбеу
-Тік (22 0 -дан астам)
- Вертикалды
- жүк қозғалысы бағыты бойынша:
- көтеру
- Төмен түсіру
- таспаның пішініне және оған жүктің орналасуына сәйкес
-жалпақ жолақпен
-ойық белдікпен
- жоғарғы жұмыс жағымен
-төменгі жұмыс жағымен
-екі жұмыс жағымен.
- тарту элементінің түрі бойынша
-резеңке таспамен
- резеңке таспамен
-болат прокат жолағы бар
- сым таспамен.
Таспалы конвейер құрылысы
Таспалы конвейер, сұлбасы 1-суретте көрсетілген, жетекші (жетекті) 2 және құйрықты (айналмалы) 3 барабандарды қоршайтын жабық иілгіш таспадан 1 тұрады. Жетек барабаны редуктор арқылы электр қозғалтқышынан айналуды алады. Барабаннан таспаға тартылу күші үйкеліс арқылы беріледі. Барабандар 4 лентаны бұрып жіберетін көмекші болып табылады. Оларды қолданудың арқасында жетек пен айналмалы барабандардың таспамен жабылу бұрышы артады, бұл таспаның осы барабандардың беттеріне жабысу жағдайларын жақсартады және таспаның сырғанауын азайтады.

Сурет 1 - Таспалы конвейр схемасы
Таспаның керілуін соңғы барабанында осы схемада орналасқан кергіш 10 жүзеге асырады.
Белдіктің жүк орналасқан бөлігін жұмысшы, тиелген немесе тасымалдаушы тармақ, ал тасымалданатын материалдан бос бөлігін бос тармақ деп атайды.
Таспа рамкаға 7 бекітілген, жүктелген тармақта 5 және бос тармақта 6 роликті мойынтіректермен бекітіледі.
... жалғасыСіз бұл жұмысты біздің қосымшамыз арқылы толығымен тегін көре аласыз.
- Іс жүргізу
- Автоматтандыру, Техника
- Алғашқы әскери дайындық
- Астрономия
- Ауыл шаруашылығы
- Банк ісі
- Бизнесті бағалау
- Биология
- Бухгалтерлік іс
- Валеология
- Ветеринария
- География
- Геология, Геофизика, Геодезия
- Дін
- Ет, сүт, шарап өнімдері
- Жалпы тарих
- Жер кадастрі, Жылжымайтын мүлік
- Журналистика
- Информатика
- Кеден ісі
- Маркетинг
- Математика, Геометрия
- Медицина
- Мемлекеттік басқару
- Менеджмент
- Мұнай, Газ
- Мұрағат ісі
- Мәдениеттану
- ОБЖ (Основы безопасности жизнедеятельности)
- Педагогика
- Полиграфия
- Психология
- Салық
- Саясаттану
- Сақтандыру
- Сертификаттау, стандарттау
- Социология, Демография
- Спорт
- Статистика
- Тілтану, Филология
- Тарихи тұлғалар
- Тау-кен ісі
- Транспорт
- Туризм
- Физика
- Философия
- Халықаралық қатынастар
- Химия
- Экология, Қоршаған ортаны қорғау
- Экономика
- Экономикалық география
- Электротехника
- Қазақстан тарихы
- Қаржы
- Құрылыс
- Құқық, Криминалистика
- Әдебиет
- Өнер, музыка
- Өнеркәсіп, Өндіріс
Қазақ тілінде жазылған рефераттар, курстық жұмыстар, дипломдық жұмыстар бойынша біздің қор #1 болып табылады.

Ақпарат
Қосымша
Email: info@stud.kz