Өндірістік тәжірибе есебі: ЧПУ токарлық және сүргілеу станоктарының құрылысы, жұмыс принципі және бөлшектерді дайындаудың технологиялық процесі (кесу режимдерін есептеу)

ҚАЗАҚСТАН РЕСПУБЛИКАСЫ АУЫЛ ШАРУАШЫЛЫҚ МИНИСТРЛІГІ
С. СЕЙФУЛЛИН атындағы ҚАЗАҚ АГРОТЕХНИКАЛЫҚ УНИВЕРСИТЕТІ
“Технологиялық машиналар және жабдықтар” кафедрасы
Өндірістік тәжірибе бойынша есеп
СББ (ЧПУ) токарлық станоктардың құрылысы, мақсаты және қолданылуы. Бөлшектерді дайындаудың технологиялық процесі (кесу режимдерін есептеу) .
МазмұныОрындаған: Әкімқожа. А
Тексерген: Қардыбай. С
Астана 2023ж.
Кіріспе3
1. Сүргілеу станоктары4
1. 2 Көлденең сүргілеу станогы6
1. 3 Бойлық-сүргілеу станогы8
2. Станоктардың жұмыс принципі және дизайны 9
3. Сүргілеу, көлденең және бойлық станоктарының жіктелуі17
Қорытынды 27
Қолданылған әдебиеттер 28
КіріспеОрындалатын жұмыстардың сипатына және қолданылатын кесу құралына байланысты станоктар топтар мен түрлерге бөлінеді.
Станки с ЧПУ должны обеспечивать высокие точность и скорость отработки перемещений, заданных УП, а также сохранить эту точность в заданных пределах при длительной эксплуатации. Конструкция станков с ЧПУ должна, как правило, обеспечивать совмещение различных видов обработки, автоматизацию загрузки и выгрузки деталей, автоматическое или дистанционное управление сменой инструмента, возможность встройки в общую автоматическую систему управления. Высокая точность обработки определяется точностью изготовления и жесткостью станка. В конструкциях станков с ЧПУ используют короткие кинематические цепи, что повышает статическую и динамическую жесткость станков. Для всех исполнительных органов применяют автономные приводы с минимально возможным числом механических передач. Эти приводы должны иметь высокое быстродействие.
CNC станоктарының дәлдігі жетектердің беріліс механизмдеріндегі саңылауларды жою, бағыттағыштар мен механизмдердегі үйкеліс шығындарын азайту, дірілге төзімділікті арттыру, жылу деформацияларын азайту нәтижесінде жоғарылайды.
1. Сүргілеу станоктарыСүргілеу станоктары металдарды және басқа материалдарды сүргілеу арқылы өндеуге арналған. Бұл процедура дайындаманың бетіне арнайы кесу профилі бар кескіштің циклдік өту арқылы жүзеге асырылады.

Сүргілеу станоктары бірнеше негізгі санаттарга жіктеледі:
- Жұмыс принципі бойынша: көлденең сүргілеу станогы; бойлық-сүргілеу станогы.
Көлденең планерде негізгі жұмыс қозғалысы планердің басын жылжыту арқылы жүзеге асырылады. Бөлік, әдетте, үстелге бекітіледі. Бөлікті беру үстелді қозғалысы немесе планердің басын жыжыту арқылы жүзеге асырылады.
Бойлық жоспарлау машиналарында, керісінше, жұмыс қозғалысы үстелдегі дайындаманың қозғалысы есебінен жүзете асырылады. Ал беру орындалады ыгысуымен строгальной бастары.
- Мөлшері бойынша: шағын:
орта; үлкен.
Шағын машиналар негізінен көлденең жоспарлау қондырғыларының тобымен ұсынылған. Өлшемдердің ұлгаюымен машиналардың қатынасы жұмыс принципіне сәйкес бойлык жоспарлау жағына ауысады.
- Жетек түрі бойынша:
гидравликалык;
механикалык (кулисно-нінді) ;
Гидравликалық жетегі бар сүргілеу станоктары май электр сорғысынан қоректендірілетін гидравликалық цилиндрлердің көмегімен іске косылады.
Мұндай жүйенің бірқатар артықшылықтары бар. Біріншіден, гидравлика қозғалыстардың күші мен жылдамдығын реттеуге жақсы көмектеседі. Екіншіден, гидравликада қауіпсіздік клапандары бар, олар жүйедегі қысымның жоғарылауы жағдайында машинаны зақымданудан қорғауға қарағанда артық қысымды ашады жене босатады. Гидравликалық жұмыс қозғалысын камтамасыз ету жүйесі барлық типтегі және мөлшердегі машиналарда қолданылады.
Айналмалы-иінді механизмнің схемасына сәйкес жасалған механикалық жетек негізінен шағын және орта өлшемді көлденең планерлерде қолданылады. Мұндай жетек электр козғалтқышынан, редуктордан, жаппай ұшқыштан жане шыбынның айналмалы қозғалысын жүгірткінің өзара қозғалысына айналдыратын айналмалы иінді механизмнен тұрады. Кейде механикалық жетек бойлық жоспарлау машиналары үшін де қолданылады. Бұл жағдайда шамадан тыс жүктемелерден қорғау жүйесі үйкеліс ілінісімен ұсынылған.
- Дайындаманың максималды өлшемдері.
- Жұмыс қозғалысының жылдамдығы.
- Жоспарлау кезінде максималды күш. 7. Өнімділік.
Көлденең планер (сурет. 1) шағын өлшемді бөлшектерді өндеуге арналған.

Сурет. 1 Көлденең-сүргілеу станогы
Көлденең планер келесі негізгі элементтерден тұрады.
- Қолдау аялдамасы. Үстелдің екінші тірек нүктесі ретінде қызмет етеді. Оның үстелге сүйенетін реттелетін жолағы бар. Жолақ бір уақытта көлденең қозғалыс жүзеге асырылатын бағыттаушы болып табылады.
- Үстел. Дайындаманы бекітуге және оны жұмыс аймағына беруге арналған. Үстелдің қозғалысы көлденең және тік жазықтықта жүзеге асырылуы мүмкін. Көлденең беру үстелдің бағыттағыштар бойынша қозғалысы есебінен жүргізіледі. Биіктікті өзгерту бұрандалы беріліс көмегімен жүзеге асырылады. Көлденең беру механизмі тегістеу басымен байланысты, соның арқасында дайындаманың ілгерілеу шамасын машинаның бір жұмыс циклінде белгілі бір мәнге келтіру мүмкіндігі бар.
- Тік бағыттағыштар. Үстел олардың бойымен тік жазықтықта қозғалады.
- Кескіш ұстағыш (сурет. 2) . Кескіш құралды бекітуге қызмет етеді. Көбінесе оның зақымдануын болдырмау үшін бос тұрған кезде кескіштің ағызу механизмі бар.

Сурет. 2 Сүргілеу станогының кескіш ұстағышы.
- Суппорт (сурет. 3) . Штангенциркуль Кесу тереңдігін реттеуге және кескіштің дайындамаға қатысты орнын орнатуға арналған. Кесу құралының биіктігін реттеуге қабілетті, сонымен қатар көлденең жазықтықта емес беттерді өңдеу үшін беру осінің айналасында айнала алады.
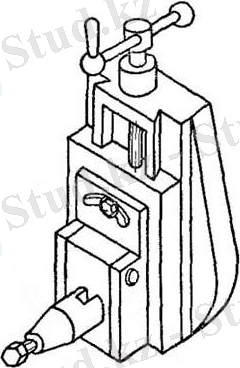
Сурет. 3 Көлденең планердің калибрі.
- Жүгірткі. Негізгі жұмыс қозғалысын жүзеге асырады. Бағыттағыштарда қозғалады. Электр қозғалтқышынан рокер-иінді беріліс арқылы немесе гидравлика көмегімен қозғалады.
- Көлденең бағыттағыштар. Олар арқылы жүгірткі қозғалысы жүзеге асырылады.
- Станина. Сүргілеу станогының негізі. Станоққа станоктың барлық тораптары мен механизмдері бекітіледі.
- Поперечина. Бұл үстелдің көлденең және тік қозғалысын қамтамасыз ететін дизайн. Автоматты түрде берілісті реттеген кезде сырғытпамен әрекеттесуге арналған бағыттағыштар, тік бергіштің бұрандасы және байланыстырушы кинематикалық тізбек бар.
Бойлық жоспарлау машинасы (сурет. 4) ірі габаритті немесе массивті бөлшектерді өңдеуге қызмет етеді.

Сурет. 4 Бойлық-сүргілеу станогы
Бойлық планер келесі негізгі компоненттерден тұрады:
- Үстел нұсқаулықтары. Үстелдің бағыттаушылары бойынша негізгі жұмыс қозғалысы жүзеге асырылады. Нұсқаулықтар жоғары дәлдікпен орындалады.
- Станина. Машинаның барлық элементтерін орнатуға негіз болады. Бойлық тегістеу станоктарының үлкен өлшемдеріне байланысты олардың астындағы кереуеттер құрамдас болып орындалады. Бұл тасымалдау мен орнатуды жеңілдету үшін жасалады.
- Үстел. Металл өңдеу жабдықтары үшін стандартты бойлық Жоспарлағыш үстелінің дизайны. Оларға бекіткіштерді (бұрандалар, қысқыштар, висктер және т. б. ) орнатуға арналған Т-тәрізді ойықтары бар металл плита бағыттағыштар бойымен қозғалатын жақтауға сенімді түрде қосылған.
- Сол жақ тірек.
- Оң жақ тірек. Тіректерге штангенциркуль тіреледі, ол штангенциркульді бекітуге қызмет етеді.
- Жоғарғы көлденең жолақ. Тіректерді қосу үшін қызмет етеді.
- Траверстің тік беріліс қорабы. Онда электр қозғалтқышы мен редуктор орналасқан. Траверсті тік бағытта жылжытуды жүзеге асырады.
- Кескіш ұстағышы бар калибр. Бас жұмыс органы. Калибрдің арқасында кескіш беріледі. Беру мөлшері өңдеу шарттарына байланысты реттеледі.
- Бүйірлік калибрлі жетек.
- Үстелдің негізгі жұмыс қозғалысының жетегі. Электр қозғалтқышы, редуктор, жылдамдық қорабы және қуат мөлшері мен жылдамдығын басқару схемалары бар электр қалқаны кіреді.
Сүргілеу типті станоктардың техникалық сипаттамалары:
- Жұмыс бетінің мөлшері-200×180 мм-ден 1500×6000 мм-ге дейін;
- Өңделетін дайындаманың шекті биіктігі-1, 23 м дейін;
- Жұмыс беті мен көлденең қима арасындағы ең үлкен қашықтық - 1, 25 M;
- Бөлшектердің рұқсат етілген массасы - 8 тоннаға дейін;
- Электр қозғалтқышьның қуаты, машина моделіне байланысты - 500
- Вт-тан 150 кВт-ка дейін;
- Кескіштердің екі жаққа бұрылуының шекті бұрышы-60 градус;
- Өңдеу жылдамдығы-3-тен 60 м/мин дейін.
Планерлер паркет, Багет, карнизді өндіру процесінде, сондай-ақ "таза"кесу үшін қолданылады. Осындай машинаның көмегімен кез-келген сызықты бетті өңдеуге болады: көлденең, тік, көлбеу, әртүрлі бұрыштарда орналасқан.
Сүргілеу кұральның басты тораптары:
- станина-станоктың металл негізі
- пышак білігі
- жұмыс үстелі
- мотор
- вальцы.

Машинаның жұмыс беті екі белікке белінеді: жылжымалы және бекітілген. Бұл бөліктердің арасында пышақ білігі қозғалады, оның міндеті дайындаманың бөліктерін кесу болып табылады. Жұмыс үстелінде қозғалу кезінде дайындама роликтермен ұсталады. Барлық заманауи машиналарда қауіпсіздік құралдары бар: арнаны қақпақтар, қауіпсіздік түймелері, қорғаныс кедергілері.
Ағаш Жоспарлағыш білікке бекітілген пышақтармен жабдықталған. Планерге арналған пышақтар екі немесе үш дана болуы мумкін. Үш пышақ өңдеу сапасын едәуір арттырады, сонымен қатар білікті теңгерімді етеді. Пышақтар жиынтығын ауыстыру жұмсақ (шырша, қарағай) және қатты ағаш түрлерімен (емен, терек, бук) жұмыс істеуге мүмкіндік береді.
Планердің барлық түрлерінде келбеу бұрышын реттеуге мүмкіндік беретін бағыттаушы бар. Бұл құрылғының бүкіл дизайны қатаң жане массивті, нәтижесінде дірілдің шамалы деңгейі байқалады. Бұл өңдеу сапасына және ыңғайлы қолдануға әсер ететін маңызды фактор, тіпті құралдың қызмет ету мерзімін ұзартады.
Планерлерде чиптерді жинайтын шаңсорғышты қосуға арналған арнайы саптама бар. Осының арқасында жұмыс орны әрдайым таза, машинаны тазартуға арналған аялдамалар саны азаяды. Сонымен қатар, шебер пайда болған ағаш шаңының зиянды әсерінен қорғалған.
Планерлердің екі түрі бар:
1. Үстел үстелі
2. Стационарлық
Көбінесе ықшам жұмыс үстелдері үйде немесе кішігірім шеберханаларда пайдалану үшін таңдайды, ал стационарлық опциялар ірі ағаш өңдеу кәсәпорындарында қолданылады. Ал жұмыс үстелі жабдықтарының құны стационарға қарағанда едәуір төмен.
Номенклатура және белгілеу
Жоспарлау жабдыктарының барлық өлшемдері тегіс беттерді өңдеуге арналған машиналар тобына кіреді. Бұл ретте жалпы мақсаттағы (көлденең де, бойлық те сүргілеу), мамандандырылған және арнайы станоктар жеке таңбаланады.
Мұндай жабдықтың жалпы жіктеу индексі турінің әріптіксандық белгілеуін қамтиды. Бірінші индекс-Сан-машинаны белгілі бір түрге жатқызуды анықтайды. Қарастырылып отырған жабдық үшін бұл әрқашан 7 саны. Келесі-машина түрін көрсететін сан:
1-бір тіректі бойлық сүргілеу;
2-екі тіректі бойлық-сүргіеу,
3-көлденең-сүргілеу,

Таңбалаудың соңғы екі саны жабдықтың негізгі технологиялық параметрін білдіреді. Әдетте, бұл дециметрдегі өңделген өнімнің ен үлкен өлшемі. Мысалы, 7310 маркасы бұл қондырғының көлденең - сүргілеу екенін және жазыктықтың максималды ұзындыны 1000 мм-ге дейін металды өңдеуге арналғанын көрсетеді, белгілеудегі әріп (мысалы, 7А110) базалық модельдің модификациясын көрсетеді (мысалы, гидравликалық жетектің, қосымша қысқыш түйіннің және т. б. болуы) . Белгілеуде Ф әрпінің болуы бұл жабдықтың CNC жүйесімен жабдықталғанын корсетеді.
Жоспарлағыштардың механикалық бөлігі келесі элементтерден тұрады:
- Шойын немесе болат төсек-бұл кескіш кұрал мен жұмыс үстелінің түнін орналастыру үшін қолданылатын негізгі жүктемелерді қабылдайтын кұрылымның негізгі бөлігі;
- Жұмыс беті - дайындамаларды орналастыруға, оларды бекітуге арналған; Бағыттағыштар - жүгірткіні немесе жұмыс бетін жылжыту үшін қажет, жугірткі-дайындамаларды ендеу кезінде
- аудармалы қозғалыстарды орындайды;
- Металл кесу үшін қолданылатын кескіш;
- Калиппер-кескішті белгілі бір бұрышен бекітеді;
- Беріліс корабы - бекітілген дайындамамен шыбықтың жылдамдығын өзгерту үшін қолданылады, Өңдеу кезінде бөлшектерді бекітуге арналған вице.
Дизайн сонымен қатар электрлік компоненттерді қамтиды: қозғалткыш, басқару элементтері, сенсорларды басқару, қорғаныс жүйелері. Механикалық элементтерді салқындату үшін майлау және салқындату суықтықтарын беру жүйесі қолданылады. Машинаның барлыкқ түйіндері болат немесе шойын корпусының ішінде орналасқан.
Жұмыс принципі кескіш құралдың өнделетін бөлшекпен тікелей байланысына негізделген. Өңдеу дайындаманы кескішке қатысты жылжыту немесе айналдыру кезінде жүреді.
Сүргілеу станоктарың өңдеу технологиясы бойынша металл бойынша жіктеу:
- Бойлық жоспарлау үшін. Кескішке катысты егжей-тегжейлі үстел.
- Көлденең жоспарлау үшін. Кесу бөлігі бөлік бекітілген Жұмыс үстелінің үстінде қозғалады.
Жетек түрі бойынша:
- гидравликалық-жылжымалы механизмдер тұрақты жылдамдықпен қозғалады немесе айналады;
- кривошип-ықтырмалы - тораптар ықтырмалы механизмнің қондырғыларына сәйкес қозғалады, яғни жылдамдықты нақты өңдеу технологиясы бойынша таңдауға болады.
Дайындамаға әсер ету тәсілі бойынша:
- ұзын-беткі қабаттарды алып тастау үшін қолданылады (көлденең, тік немесе алғашқы екі нұсканың комбинациясы)
- фасонды-сүргілеу-күрделі қисық сызықты беттерді кұруға арналған,
Сүргілеу станогын қалай таңдауға болады.
Таңдау критерийлері:
- жұмыс үстелінің ауданы;
- орнатылған қозғалткыштың қуаты;
- кескіштің дайындамаға қатысты қозғалу жылдамдығы;
- қол жетімді кесу әдістері;
- кесте конфигурациясы,
- кескішті орналастыру мүмкіндігі: көлбеу бұрышы, қозғалыс тракториясы; корпустың шаң мен ылғалдан қорғалу дәрежесі;
- өңделетін бөлшектердің шекті рұқсат етілген массасы;
- өндіруші, кепілдік мерзімі, функционалдылықты кеңейту үшін қосымша мүмкіндіктердің болуы.
Артықшылықтары:
- қолдану әмбебаптығы-металдардың әртүрлі түрлерін өңдеу;
- оңтайлы кесу жылдамдығын таңдау;
- кесу кұралдарының кең таңдауы,
- бетінің кедір-бұдырының қажетті деңгейін алу үшін өрескел немесе әрлеу мүмкіндігі;
- кескіш құралдан жоғары жүктемелерді тасымалдауға қабілетті корпустың жоғары беріктігі, бөліктің салмағы;
- ыңғайлы басқару,
- күрделі пішінді беттерді қалыптастыру; орнатылған тораптардың, агрегаттардың жоғары сенімділігі.
Кемшіліктері:
- кескішті жұмыс бөлігіне қатысты жылжыту уақытын жоғалту;
- қозғалатын механизмдердің инерциясы;
- жоғары діріл денгейі;
- қозғалткыштың шуылы;
- қысқа уақыт ішінде жүктемеде немесе бос жүрісте қозғалткыштың жоғары айналым жиілігін алу күрделілігі.
Кадамдық құру строгального станок:
- Сурет, егжей-тегжейлі, шығындар сметасы жасалады.
- Барлық қажетті материалдар сатып алынады.
- Тірек қанқасы болат Арқалықтардан жасалған, қабырғалары Болат парақтармен қапталған.
- Жұмыс беті бекітілген.
- Бағыттағыштар орнатылады.
- Төсек пен жүгірткі бекітілген.
- Монтаждалады қысқыш, суппорт.
- Электр қозғалтқышы орнатылған, сым салынған.
- Қозғалткыш білігі белдік берілісімен дайындаманы бекітетін ұшқышпен қосылады.
- Қажет болған жағдайда салқындатқыш сұйықтығы бар түтік, сондай-ақ оның артық мөлшерін кәрізге төгуге арналған ванна жүргізіледі.
- Құрастырудьң дұрыстығы, есептеу жүктемелерінде тестілеу тексеріледі.
- Жабдықты баптау.
Машиналарды пайдалану кезінде бірқатар ережелерді сақтау қажет:
- жұмысты бастамас бұрын, кескішті, сондай-ақ дайындаманы бекітудің сенімділігіне көз жеткізу керек;
- жұмыс құралының қызып кетуіне жол бермеу үшін майлау немесе салқындатқыштардын тұрақты жеткізілімі қажет;
- жылжымалы бөліктер қорғаныш қаптамаларда болуы тиіс;
- өлшемдері немесе салмағы станок өндірушінің техникалық талаптарына асатын бөлшектерді өңдеуге жол берілмейді;
- тұрақты айналу жилігін жинамас бұрын, жұмысқа кірісуге тыйым салынады,
- техникалық тексерулер мен қызмет көрсетулерді мерзімді жүргізу қажет;
- механизмдерді таза ұстау қажет;
- жеткізу тізбектеріндегі тұйықталуды болдырмау үшін бөлмедегі ылғалдылықтың оңтайлы деңгейін қамтамасыз ету қажет.
Кейбір кұрылғылар бірнеше кескіштерді бір уакытта бекітуге арналған бекітпелермен жабдықталған. Бұл жоғары өнімділігі бар күрделі беттерді өңдеуге мүмкіндік береді, өйткені кесу кұралдарын ауыстыруға уақыт жұмсалмайды. Бір, екі немесе төрт жақты бекітпелер бар.
3. Сүргілеу, көлденең және бойлық станоктарыныңжіктелуіТегістеу және тегістеу машиналары сызыктық, әдетте тегіс беттерді кескіштермен өңдеу үшін қолданылады: бағыттағыштар, ойықтар - көлденең де, тік те, беріліс тістері жалғыз және жаппай өндірісте. Сүргілеу және тегістеу машиналары тек тік сызықты жұмыс қозғалысы бар екенін біріктіреді.
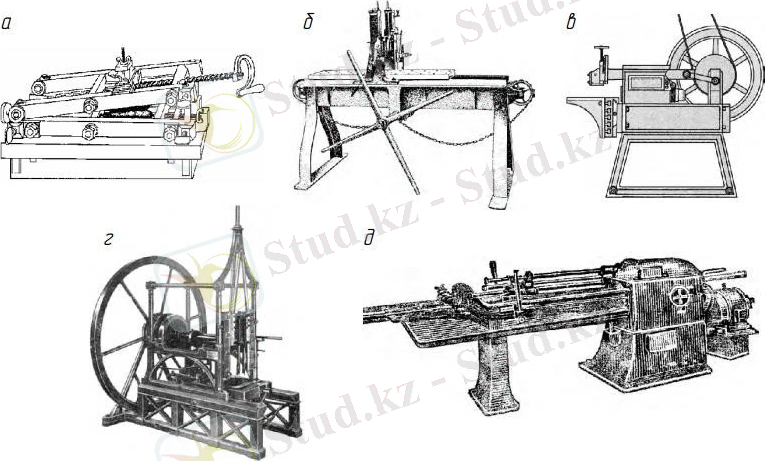
Сурет. 5. Сүргілеу, қашау және созу станоктарының тарихы: (а) -XVII ғасырдың алғашқы сүргілеу құрылғысы; (б) -Р. Робертстің бойлық сүргілеу станогы (1817) ; (в) - Санкт-Петербург арсеналынан жасалған көлденең сүргілеу станогы (1848) ; (г) - м. и. Брюнельдің сүргілеу станогы (1808) ; (д)
- созу станогы.
Алғашқы Планерлер сүйек пен металды жоспарлауға арналған. Тарихшылар қазіргі заманғы сүргілеу машинасының барлық ерекшеліктеріне ие прототип 1751 жылы Понт-а-Ланда Шарлеруа слесары Никола Фок жасаған станок болған деп келіседі. Бірақ Чарльз Плумье (Франция) кітабында сүргілеу құралы сипатталған (сурет. 5, а), кем дегенде 50 жыл бұрын болған - XVII ғасырдың аяғында. қазіргі заманғы типтегі планер Англияда 1814-1840 жылдар аралығында құрылды.
Сүргілеу тобындағы станоктарға бойлық-сүргілеу, көлденең сүргілеу (пішіндеу) және қашау жатады. Мамандандырылған станоктарға жиек салу, көшірме жасау, ішкі құрылыс, CNC станоктары жатады. Өңдеудің бірнеше түрін біріктіруге мүмкіндік беретін аралас жоспарлағыштар (тегістеуфрезерлеу, тегістеу-тегістеу) шығарылады.
Бойлық-сүргілеу станоктарында негізгі қозғалыс дайындамасы бар үстелді алады, ал көлденең сүргілеу және қашауларда - фрезерлік станоктармен салыстырғанда кескіші бар сырғытпа немесе долбяк (штосель), тегістеу тобындағы станоктардың келесі артықшылықтары бар: қолданылатын құралдың қарапайымдылығы мен арзандығы, тар және ұзын беттерді өңдеу кезінде жоғары өнімділік, өңдеу дәлдігі тегістеу кезінде күрделі профильдерді өңдеу мүмкіндігі, фрезерлеу кезінде жоспарлаудың кемшіліктері арасында қымбат фрезерлік жиынтықтарды жасау және қайрау қажет - үлкен инерциялық күштердің әсерінен бос уақытты жоғалту және кесу жылдамдығының шектелуі. Тегістеу және қашау бір және шағын сериялы өндірісте қолданылады, ал созу - шағын сериядан жаппай (жылына 200 дөңгелек немесе 50 пішінді тесіктерден экономикалық тұрғыдан тиімді) .
Сүргілеу станоктары бойлық-сүргілеу және көлденең-сүргілеу болып бөлінеді. Оларды қалыптаудың басқа технологиялық әдістерімен салыстырғанда қолдану құрылымның қарапайымдылығы мен кескіш құралдың төмен құнына байланысты экономикалық тұрғыдан тиімдірек.
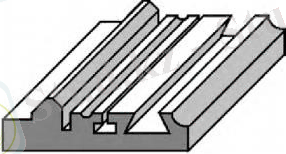
Сурет. 6. Сүргілеу кезінде алынған типтік беттер
Сүргілеу тік, көлденең және көлбеу беттерді, жиектерді, ойықтарды, ойықтарды және сирек - қисық беттерді құрайды (сурет. 6) . Пішінді беттерді өңдеу үшін пішінді кескіштер қолданылады.
3. 17307тд моднлінің көлденең сүргілеу станогы (сурет. 7) шағын және орташа бөлшектерде 720 мм беттерді ең үлкен жүгірткі бар кескішпен өңдеуге арналған. Машина бір және шағын өндірісте қолданылады.
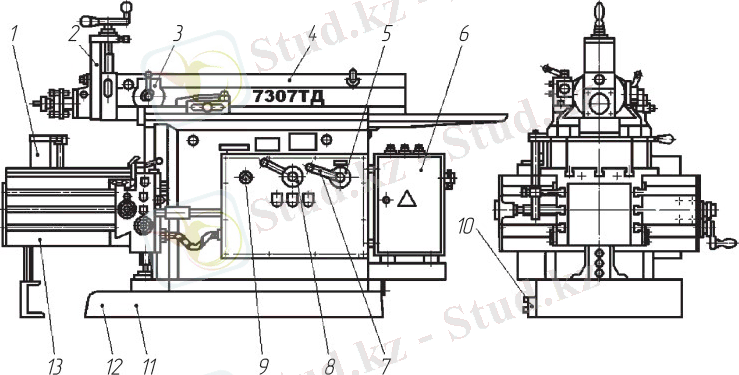
Сурет. 7. 7307тд моделінің көлденең сүргілеу станогының жалпы түрі: 1 - жоңқа жинағыш; 2 - суппорт; 3 - суппорттың тік беру механизмі; 4 - жүгірткі; 5 - жылдамдық қорабы; 6 - Электр шкафы; 7 - жылдамдықты ауыстыру механизмі; 8 - беріліс қорабы; 9 - рельсті механизм; 10 -
орталықтандырылған майлау; 11 - төсек; 12 - көлденең жолақ; 13 - үстел.
Көлденең жоспарлағыштардың орналасуы қарапайым және компам. Станок үстелінің өлшемі 450 х 710 мм көлденең жұмыс беті бар және көлденең осьтің айналасында ±90° бұрышқа бұрыла алады . Калибр сонымен қатар ±60°бұрышқа бұрыла алады.
Станокта иінді иінді механизмнен минутына 10, 6-дан 118-ге дейінгі қос жүріс саны бар сегіз жылдамдықты сырғытпаның механикалық жетегі және екі жүріс үшін 0, 2-ден 5, 0 мм-ге дейінгі 25 көлденең үстелдің берілісі бар. станоктың конструкциясымен қамтамасыз етілген металл кесу жылдамдығы қос жүріс жиілігі мен жоспарлау ұзындығына байланысты 1ден 68, 3 м/мин-ге дейін өзгереді. Кескішті бастапқы күйіне қайтаруға кететін уақыт шығындарының азаюына бос жүріс жылдамдығы жұмысшының жылдамдығынан үлкен болатындығы қол жеткізіледі.
Кілттер, саңылаулар және т. б. сияқты беттерді алу үшін машина 250 мм қашау кезінде ең үлкен рұқсат етілген соққымен жабдықталған.
Станоктың негізгі бөліктері-кереует, жүгірткі, үстел, калибр, жылдамдық қорабы, рокер механизмі және беріліс қорабы.
Кереуеттің жоғарғы жағында көлденең "Қарлығаш құйрығы" тәрізді рельстері бар қорап тәрізді пішіні бар, оның бойымен сырғытпа алдыңғы ұшына бекітілген калибрмен алға-артқа жылжиды. Штангенциркуль ұстағышында кескіш бекітілген. Төсек іргетас тақтасында нығайтылған, ол бір уақытта май ыдысы ретінде қызмет етеді.
Төсек ішінде жылдамдық пен беріліс қораптары, жылдамдықты ауыстыру механизмі және рокер механизмі бар, ол рокер редукторының айналмалы қозғалысын сырғытпаның Алға қозғалысына айналдырады және машинаның негізгі қозғалыс жетегінің негізі болып табылады. Жүгірткі соққысының ұзындығы сахна саусағының айналу радиусын өзгерте отырып, рокердің рельстері бойымен жылжуымен реттеледі.
Кескішті бүктеу және бөліктің бетін кескіштің артқы бетімен өңделген бөліктің бетін сызып алмау үшін, сырғытпаның кері жүрісі кезінде азу тісті автоматты түрде бүктеудің арнайы механизмі бар. Негізгі жетектің электр қозғалтқышы жылдамдық қорабына айналмалы қозғалысты, Ал ол арқылы рокердің беріліс қорабына рокердің беріліс қорабының әр айналымы үшін жүгірткі металл қабаты кесілген жұмыс инсультынан және кері бос жүрістен тұратын бір қос жүрісті орындайды, бұл кезде кескіш жұмыс барысында бастапқы күйіне бұрылады, тек жүгірткіні қажетті күйге орнатудан басқа инсульттің ұзындығы және минутына екі рет жүру саны үшін қажетті жерде өңдеуді қамтамасыз ететін жүгірткінің ұшуын орнату керек.
... жалғасыСіз бұл жұмысты біздің қосымшамыз арқылы толығымен тегін көре аласыз.
- Іс жүргізу
- Автоматтандыру, Техника
- Алғашқы әскери дайындық
- Астрономия
- Ауыл шаруашылығы
- Банк ісі
- Бизнесті бағалау
- Биология
- Бухгалтерлік іс
- Валеология
- Ветеринария
- География
- Геология, Геофизика, Геодезия
- Дін
- Ет, сүт, шарап өнімдері
- Жалпы тарих
- Жер кадастрі, Жылжымайтын мүлік
- Журналистика
- Информатика
- Кеден ісі
- Маркетинг
- Математика, Геометрия
- Медицина
- Мемлекеттік басқару
- Менеджмент
- Мұнай, Газ
- Мұрағат ісі
- Мәдениеттану
- ОБЖ (Основы безопасности жизнедеятельности)
- Педагогика
- Полиграфия
- Психология
- Салық
- Саясаттану
- Сақтандыру
- Сертификаттау, стандарттау
- Социология, Демография
- Спорт
- Статистика
- Тілтану, Филология
- Тарихи тұлғалар
- Тау-кен ісі
- Транспорт
- Туризм
- Физика
- Философия
- Халықаралық қатынастар
- Химия
- Экология, Қоршаған ортаны қорғау
- Экономика
- Экономикалық география
- Электротехника
- Қазақстан тарихы
- Қаржы
- Құрылыс
- Құқық, Криминалистика
- Әдебиет
- Өнер, музыка
- Өнеркәсіп, Өндіріс
Қазақ тілінде жазылған рефераттар, курстық жұмыстар, дипломдық жұмыстар бойынша біздің қор #1 болып табылады.

Ақпарат
Қосымша
Email: info@stud.kz