Жартылай құрғақ әдіспен жылына 15 млн дана өнім өндіретін қызыл кірпіш зауытының технологиялық және өндірістік схемасы

Қазақстан Республикасының Білім және Ғылым Министрлігі
ЖӘҢГІР ХАН АТЫНДЫҒЫ БАТЫС ҚАЗАҚСТАН АГРАРЛЫҚ - ТЕХНИКАЛЫҚ УНИВЕРСИТЕТІ
Машина жасау факультеті
«Құрылыс, құрылыс материалдыры» кафедрасы
«Процесстер мен аппараттар I » пәнінен
Курстық жоба
Тақырыбы: Қызыл кірпіш жартылай құрғақ әдіспен жасайтын
зауытының өндірістік құрылым схемасын сызу. Өнімділігі 15 млн дана
жылына
Орындаған: ПСМ - 31 тобының студенті Асылғали Е. А.
Қабылдаған: т. ғ. к., Таскалиев А. А.
Қызылорда, 2010 жыл
Мазмұны
Жобалауға берілген тапсырмалар . . .
І. Есептік түсіндірме жазба
1. Кіріспе . . .
2. Өндіріс туралы мағлұмат . . .
3. Технологиялық бөлім . . .
3. 1. Бұйымның номенклатурасы . . .
3. 2. Технологиялық схеманың жазбасы және схемасы . . .
3. 3. Кәсіпорынның, цехтың жұмыс істеу режимі . . .
3. 4. Берілген процесті есептеу . . .
3. 5. Негізгі техникалық, көліктік қондырғыларды таңдау және есептеу . . .
4. Дайын өнім сапасын және технологиялық процесті қадағалау . . .
5. Қорытынды . . .
Қолданылған әдебиеттер тізімі . . .
ІІ. Графикалық бөлім:
Технологиялық схема;
1. Кіріспе
Қызыл кірпіш саздың күйдірілуі мен қалыптасуы нәтижесінде жасалынған, өз бойымен бұйымдар болып табылады. Кез келген қызыл кірпіштің құрамы саздан тұрады. Ежелгі адамның өзі кірпішті пайдалануды үйренген, күйдіріліп жасалған саз бұйымдары адамның даму этапының барлық кезеңінде кездеседі. Қазіргі уақытта қызыл кірпііштер барлық құрылыста қолданылады. Керамикалық құрылыс материалдары мен бұйымдары жартылай кристалды, құрамдары қыш өнерінің ертедегі шеберлері негіздеген материалға жатады.
Қызыл кірпіш саз қоспасынан, топырақтан және басқа табиғи материалдардан құралады. Қоспа дайын болғаннан кейін, оған белгілі бір форма беріледі, содан кейін ол температурада күйдіріледі. Керамикалық материалдар қазіргі кезде өте белгілі материал болып саналады.
Қызыл кірпішті материалдар өте көп уақыт өмір сүреді. Кірпішті бұйымдар өндірісінің даму тарихы өте көне заманда басталған. Ертеректе қабырғаны қалауда тұраланған сабанмен, қаңқаланған және ағаш балауызы немесе асфальтпен қаныққан күйдірілмеген балшықты кірпіштерді қолданған.
Ешқандай материалдар керамикалық материалдар орнын толық ауыстыра алмайды. Мысалы, еденге арналған плиталар, өзінің беріктілігімен қатар, адамға жақсы әсер береді. Қазіргі уақытта рынокта көптеген дизайндағы материалдар бар. Соның ішінде итальяндық технологиялық әдіспен жасалынған керамикалық кірпіштер де бар. Оның өзі үлкен қолданыста. Оны едендерге, терассаларға, жолдарға, ішкі қабырғаға, баспалдақтарға, т. б. жерлерде қолданады.
Қызыл кірпіштың тағайындалуына байланысты қолданылуы: кірпіш пен керамикалық тастар - аз және көп қабатты ғимараттар мен салулар үшін; керамикалық плита мен беттік кірпіш - ішкі және сыртқы қаптама жұмыстары кезінде; жолдық кірпіш пен керамикалық трубалар - жол құрылысына және жер асты коммуникацияларына; черепица - жамылтқы құрылғысына; жеңіл
керамикалық бұйымдар - жылу оқшаулау үшін.
Құрылыстық керамика - керамикалық бұйымның үлкен тобы, олар үй құрылысы, өнеркәсіпті ғимараттың құрылысында және салуларда қолданылады. Керамикалық қабырғалық бұйымдар - ертедегі жасанды материалдардың бірі, олардың жасы 5 мың жыл. Олар - өз ұзақ өмір сүруімен, жоғары көркем мінездемелермен, қышқылға төзімділігімен және улылықтың толық жоктығымен ерекшеленеді.
Қызыл кірпішті материал өндірісінде дәл қазір технологияның толық жетілдіруіне, сапа жақсаруына назар аударылған. Автоматтандырылған, жоғары механикаландырылған технологиялық кәсіпорындарды құру көзделеді.
Қызыл кірпішті бұйымдарды дайындау үшін шикізат есебінде иілімді материалдар (саздар, каолиндер) және иілімді емес материалдар (жанатын қоспалар) қоданылады. Саздар мен каолиндердің жалпы атауы сазды материалдар болып аталады. Кейбір жасанды күйдірілген материалдар өндірісінде диатомит, трепел, сонымен қатар қождар, күлдер, сланецтер қосымша ретінде қолданылады.
2. Өндіріс туралы мағлұмат
Өнеркәсіп мекемесінің жобасы технологиялық құжатнама комплексімен түсіндіріледі, яғни ол есептерден, сызбалардан, түсіндірме парағынан және басқа да жобалық материалдардан тұрады.
Жобалық ұйымның құрылымы мен олардың қарым-қатынасы 1. 1. сұлбада көрсетілген.
Мекеме басшысы, оған берілген құқықтарғ сай бүкіл өндірістік-техникалық, шаруашылық және қаржылы іс-әрекеттерді ұйымдастырады, бүкіл басшылықтарды сайлап. Мекеме жұмыс жобасының сұрақтарын шешеді.
Мекеменің бас инженері мекеме басшысымен теңдей жауапкершілік алады және ол жоқта орнына жауап береді; барлық өндірістік-техникалық іс-әрекеттерге басшылық етеді. Өте қиын және маңызды жобаларды қарауда кеңес жұмысын ұйымдастырады және олардың іске асуын қадағалайды.
Жобалық құжатнама құрамына кіретіндер: технико-экономикалық бөлігі, яғни онда өнеркәсіп қуаттылығы анықталады, жұмыс алаңын таңдау, механизация дәрежесі анықталады, тұрғын құрылыс туралы мәлімет т. б.
Бас жоспар - жобаланған және дайын ғимараттардың, тасымал жолдарының орналасу жері; технологиялық құрамы технологиялық процесстерден, қондырғыларды таңдаудан, цехтарды жоспарлаудан, электро жабдықтау, жылу жабдықтау және сумен жабдықтау сұрақтарынан, жұмыс режимінен тұрады; құрылыстық бөлігі жоспардан, кескіннен ғимараттардың алаңымен көлемінен, констукция типі ен құрылыс материалдарынан тұрады.
Негізгі сызбаның құрамына кіретіндер: бас жоспар, типті жобаларда қолданылатын үйреншікті сызбалар; типті емес ғимараттардың, үймереттердің іргетасының сызбасы; еңбек қорғауға қатысты типті емес қондырғылардың сызбалары; қабырғалардың, іргетастардың архитектуралық құрылыстық жоспары.
Құрылыс үшін жер көлемі қоршаған ортаны қоғаумен қамтамасыз етілген, сонымен бірге отқа және жарылысқа қауіпсіз деп танылған, СНиП ке
және басқада нормативті құжаттардың талабына сай болу керек,
Құрылыстық өнеркәсіптер, ғимараттар мен үймереттермен орнықтыру үшін ауданы мен құрылыс алағын таңдағанда мынадай жағдайлар ескерілуі керек:
1. Өнеркәсіп шикізат және энергетикалық ресурстарға жақын орналасу керек, ал тасымалдау магитралінің жолдары осы ресурстардың керек жерге жеткізілуін қамтамсыз етуі керек.
2. Сол аудандардағы өнеркәсіптермен жұмыс істеу мүмкіндіктері қарастырылуы керек
3. Көп көлемдегі капитальді шығындарсыз тасымал коммуникативі қолданылады.
Бас жобалаушының міндеті: ірі және қиын мекемелердің құрылысын өңдегенде қатысу; жобалауға ұсынылған тапсырмалардың құралуына қатысу: құрылыс алаңын және оған керекті материалдарды таңдағанда қатысу: жобалауға ұсынылған жұмыстың көлемі мен бағасы туралы келісімге отыру.
Бас жобалаушы болып, заңға сәйкес, жобалаушы ұйым ғана болады.
Жаңа құрылыстың орындалуы кезінде тұрғызылып жатқан өнеркәсіптің дирекциясына мына міндеттер жүктеледі:
1) құрылысты жоспарлау аймағында, жобаның бесжылдық жоспарын өңдеу және оны құрылысты монтажды ұйымның капиталды салымдары мен қуаттылығымен байыту.
2) Жобалық сметалық құжатнамалар аймағында, жобалаушы ұйыммен бірге отырып тапсырманы қарау және келісім жасау; өз уақытында бақылау жасау және жобаның сапалы орындалуын қадағалау.
3) құрылыстық қаржы аймағы, капиталды салымның көлеміне қарай қаржымен қамтамасыз етеуі керек; капиталды салымның құрылымына сәйкес шыққан шығынды есептеу.
4) материалдық техникалық қамтамасыз ету аймағында, құрылысты техникалық, энергетикалық, электротехникалық, ортақ зауыттық және басқа қондырғылармен, аппараттармен, құрылғылармен, материалдармен қамтамасыз ету
5) құрылыс мекемесінің аймағында мекемені және құрылыс сапасын бақылап отыру.
6) аяқталмаған обьектілер аймағында, қабылдау үшін комиссия құру; аяқталған құрылысты пайдалануға беру.
3. Технологиялық бөлім
3. 1. Бұйымның номенклатурасы
Минералды шикізаттан, қалыптау жолымен және жоғары температурада күйдіру арқылы алынған жасанды тастарды керамикалық деп атайды.
Құрылымына байланысты қызыл кірпішті бұйымдарды қуысты және тығыз деп бөледі. Қуысты деп әдетте су сіңірімділігі 5%-дан жоғары бұйымды айтады, оларға - қуыс денелі, керамикалық тастар, черепица, қаптағыш плиталар, дренажды құбырлар жатады. Тығыз құрылымды бұйымның су сіңірімділігі 5%-дан төмен болады. Оларға - жолдық кірпіштер, еденге арналған плиталар, фарфорлы бұйымдар жатады.
Конструктивтік тағайындалуына байланысты қызыл кірпішті бұйымдарды былай бөледі: қабырғалар үшін (кірпіш және керамикалық тастар) ; қасбеттік қаптама үшін (беттік кірпіш, плиталар) ; жабулар үшін (қуыс денелі тастар) ; шатыр үшін (черепица) ; санитарлы-техникалық бұйымдар (құрылыстық фаянстан дайындалған бұйымдар) ; жылу оқшаулау үшін (жеңіл кірпіш, фасонды бұйымдар) ; және жеңіл бетон толтырғыштары үшін (керамзит, аглопорит) .
Қызыл кірпішті қаптама материалдары әр түрлі болып келеді. Өз тағайындалуына байланысты оларды сәндік және конструктивті деп бөледі.
Сәндік бұйымдарды қабырға қаптауға, олардың тұрғызылуы кезінде пайдаланады, және жоғары безендіру үшін үлкен пішінді қабырға панельдері қолданылады. Олар темірбетонды бұйымдар зауытында өндіріледі. Ғимараттың цоколь қаптамалары үшін, жерасты қабырғалары үшін және т. б. қаптамалар үшін жылтыратылған плиталар қолданылады. Мозайкалы керамиканы кіші пішінді, жіңішке қабырға плиталарын, әр түрлі түстегі ғимараттың әсемдік өңдеулері үшін пайдаланылады.
Конструктивтік бұйымдар, әсемдік қасиетінен басқа, конструктивтік материал қасиеті де бар, ол ауырлықты кәдімгі қабырға сияқты көтере алу керек. Конструктивтік материалдарға беттік кірпіштер мен керамикалық тастар жатады. Оларды қуыс денелі және толық денелі деп бөледі. Айтылған бұйымдар ГОСТ 7884-69 сәйкес болуы қажет. Беттік кірпіш өлшемі 250X120X65 немесе 90 мм, керамикалық тас 188X120X140 немесе 250 мм болады.
Екі қабатты қалыптау әдісімен жасалған кірпіш және керамикалық тастар қабаттанбау керек. Беттік қабатының қалыңдығы 3 мм-ден кем болмауы керек.
Қасбеттік қаптама керамикалық материалдар барынша түрлі болып келеді. Олардың түрлеріне байланысты 3 топқа бөледі: беттік тастар, қасбеттік қаптағыш плиталар мен плиткалар, сәулеттік-көркемдік бөлшектер. Кірпіш және беттік тастар жоғарғы беттік түріне байланысты жалпақ және профильді, офактуралы, тегіс немесе бедерлі суреттерімен, жабусыз немесе жабуымен болып бөлінеді.
Қалыпталуына және тағайындалуына байланысты кірпіш пен тастар қатар және профильді болып бөлінеді.
Қызыл кірпішті беттік тастар 4 түрлі маркада шығарылады: 150, 125, 100 және 75. Кірпіш маркасы онгың бүгілуі және қысылуы кезіндегі беріктілігімен, тастар маркасы оның қысылуы кезіндегі беріктілігімен анықталады.
Профильді кірпішті - ернеулерге, базаларға, бағаналарға, белдіктерге, есік және терезе жақтауларына, және басқа сәулеттік ғимарат бөлшектері үшін қолданады.
Беттік қатарланған және профильді кірпіш пластикалық және жартылай құрғақ әдіспен дайындалады. Ал, басқа керамикалық бұйымдар әдетте пластикалық әдіспен жасалынады.
Беттік кірпішті жаппай және қуыс денелі қылып, беттік тасты - қуыс денелі қылып жасайды.
Кірпіш пен тас массасы ГОСТ 22951-78 сәйкес болуы керек. Кірпіш пен тастарды аязға төзімділігіне байланысты Мрз 15, Мрз 25, Мрз 35 және Мрз 50 деп бөледі.
Кірпіш пен тастардың өлшемдеріне байланысты бөліну 1 кестеде көрсетілген.
№1 кесте
Өлшем
axbxh
Көлемдік массасы,
кг/м 3
Жылуөткізгіш-тік коэффициенті,
Вт/ (м·град)

75-300
(7, 5-30)
14-44
(1, 4-4, 4)
75-300
(7, 5-30)
14-44
(1, 4-4, 4)
3. 2. Технологиялық схеманың жазбасы және схемасы
Бұл тарауда өндіру әдісіне қысқаша шолу жасалады. Бұл әдістің кемшілігі және артықшылықтары көрсетілген. Талдау, яғни анализ жүргізген кезде жергілікті ресурстарды қолдану келтірілген. Сонымен бірге өндірістік аудандарды төмендету, автоматизациялау, және мүмкіншілігінше толығымен механизациялау. Еңбектің өнімділігін көтеру және бұйымның бағасын төмендету, еңбектің қауіпсіздігін санитарлы - гигиеналық жағдайын жақсарту қарастырылған. Қабылданған әдіс бойынша талдау және салыстыру негізінде техналогиякалық схемасы жасалынады.
Шикізатты жартылай-құрғақ әдіспен дайындау схемасы
Саз қоймасы
↓
Сазға аз мөлшерлеп құю (жәшік қоректенгіші)
↓
Майдалау
(дезинтеграторлар, стругачтар, дезинтеграторлы дестелер)
↓
Тасымалдағыш (жәшікті тәрелкелі)
↓
Кептіру (кептіргіш барабан)
↓
Тасымалдағыш (жәшікті тәрелкелі)
↓
Массаны ылғалдау және араластыру
(лапастты қоректенгіш)
↓
Сазбен қамтамасыз ету (балшыққоры)
↓
Тасымалдағыш (жәшікті тәрелкелі)
↓
Құрғақ ұнтақтау
(дезинтеграторлар немесе диірмендер)
↓
Елеу (цито-бурат, шекті торлар)
↓
Сақтау (бункер)
↓
Аз мөлшерлеп сазбен шамотты құю (тәрелкелі
қоректенгіш ленталық транспортер)
↓
Тұндырып ылғалдандырғыш (балшықараластырғыш)
↓
Қалыптау (иіндітіректі пресс)
↓
Тасымалдау (арбаша)
↓
Кептіру (кептіргіш барабан)
↓
Электроберілісті арбаша
↓
Шикізат күйдіру (туннельді немесе саңылаулы пеште)
↓
Қоймалау (мөлшерлегіш бункер, түсірумен және тиеумен
механикаландырылған қойма)
Қызыл кірпіштерді жартылай құрғақ әдіспен жасау технологиясы
Жартылай құрғақ әдіс бойынша шикізат материалдарын алдын - ала кептіреді, содан соң ұсақтайды және кейінен ұнтақтайды. Осыдан соң сумен немесе бумен араластырып бір масса түріне келдіреді. Мұндай керамикалық массаның ылғалдылығы 8 . . . 12% (құрғақ әдісте 2 . . . 8%) иілімділігі аз пресстелген ұнтақ түрінде болады. Сондықтан мұндай массалардан бұйымды арнайы престерге (15 . . . 40МПа) жоғары қысыммен қалыптау арқылы алады.
Престелгеннен кейін бұйымдарды бірден күйдіре беруге болады. Бұл өндірудің тез болуын және отынның шығыны мен өнімнің бағасын төмендетеді. Жартылай құрғақ әдіспен де тұтас немесе қуысты кірпіш, қаптама плиткалары, ал құрғақ әдіс бойынша тығыз керамикалық (еденге арналған плиткалар, жол кірпіші, фаянс және фосфор) материалдары шығарылады.
Шликерлі әдіс бойынша басқтапқы материлдарды алдын ала майдалаайды да, содан соң үлкен мөлшердегі сумен (қоспаның ылғалдылығы 40%) араластырып біркелкі ағынды масса алғанға дейін дайындайды. Шликерлі әдісті фарфор және фаянс бұйымдары, қаптама плиткалар технологиясында қолданады.
Кірпіштерді кептіру. Иілімді әдіспен қалыпталған кірпіштің құрамында жеткңлңктң түрде ылғал болады, сондықтан оны күйдірерден бұрын әдейі кептіреді, себебі кірпішті күйдіру кезінде қырлары ішкі қабаттарына қарағанда жылдамырақ кебеді, осының салдарынан көптеген сызаттар мен жарықшалар пайда болады. Жаңадан қалыпталған кірпіштер, табиғи жағдайға қарағанда, кірпіш 3-4есе жылдамырақ кебетін үздікті және үздіксіз қимылдағы арнайы кептіргіш камераларында кептіріледі.
Кірпіш зауыттарындағы туннельді камераларда, вагонеткаға қаланып, ұзындығы 70 метрлік туннельде, ыстық ауа немесе түтінді газдың бағытына қарсы жылжи отырып, 15-36 сағаттан кейін, туннельдің қарама - қарсы соңынан
күйдірілген дайын бұйым алынады. Бұйымдарды кептіру тәртібі оның массасы мен ылғалдылығына байланысты. Әдетте керамикалық бұйымның ылғалдылығы күйдірердің алдында 6-8%- дан аспау керек.
Кірпішті күйдіру үш кезеңнен тұрады: материл мен химиялық қосылыс
түземеген, бос ылғалдың біртіндеп бұзылуы; кірпіштерді күйдіру (900-1000ºС), бірте - бірте салқындату. Керамикалық бұйымдарды күйдіру кезінде балшықтың қасиеттері мен қалыпталған бастапқы бұйымның пішініне орай, температура өзгереді. Температура 900ºС каолинит, SiO 2 мен Al 2 O 3 сияқты тотықтарға ыдырайды және пеште температураның одан әрі өсуіне байланысты балшықтағы тотықтар бір-бірімен әрекеттесе отырып, жаңа қоспаларды - силиманиттер (Al 2 O 3 * SiO 2 ) , мулиттер (3Al 2 O 3 * 2SiO 2 ) түзейді. Осы заттар бұйымдардың беріктілігін өсіруге тікелей әсер етеді.
Егер қуысты керамикалық бұйымдарды өндіру керек болса, онда оларды балқу температурасынан жоғары температурада күйдіреді, ал тығыз бұйымдарды - балқу температурасынан төмен мағынада күйдіреді.
Керамикалық бұйымдарды күйдіруге қажетті пештердің екі түрі белгілі: туннельді және сақиналы. Сақиналы пештерде 14-тен 36-ға дейін бөлек камералар бар. Осы камералы бөлшектерде шикі және күйдірілген кірпіштерді қалау мен жинауға арналған қондырғыштар орнатылған. Түтінді газдар кезекпен осы камералы бөлшектерге, олардың ортасына орныққан, арнай жинағыш каналдар арқылы бағытталады. Отын есебінде газ, көмір ұнтағы және шым тезекті қолданады. Осы пештердің камералы бөлшектерде, бастапқы қалыпталған кірпіштер, төселіп ұаланғаннан толық күйдіріліп салқдағанға дейін қалып қояды. Күйдіруге газды қолдану кезінде отын пештің төменгң жағынан беріледі.
Осы сияты пештердің әрбір метр квадрат ауданынан ай сайын алынатын қуаттылығы 2000-2500 дана кірпіш. Кірпішті күйдіру ұзақтығы 35-40 сағат.
Көрсетілген пештердің біркелкі күйдірлуіне қарамастан, қол еңбегінің деңдейі, қуаттылығы төмен және жұмыстың санитарлық шарттары қанағаттандырарсыз сияқты кемістіктері бар. Сондықтан кәзіргі кезде қол еңбегін механикаландыру мен автоматтандыруға мүмкіндік беретін туннельді пештерде қолдану әлдеқайда ұтымды және тиімді.
Туннельді пеште ыстық ауаны жңберетін арнайы қондырғыш бар, ұзындығы 60-150 метрлік тура өтпелі канал. Төменгі жағына тар табанды темір жол салынған. Онымен жүретін вагонетка өзіне толтыра отырғызылған
кірпішпен бір бағытта қозғала отырып, біртіндеп қыздыру, күйдіру және салқындату аймақтары арқылы өтеді. Пештің көлденең кесіндісіндегі пайдалы бөлігі 3, 5 - нан 5, 5 м 3 дейін. Туннельді пештерде кірпішті 30-70 сағат бойына кептіреді. Отын ретінде газды, коксты және сұйық жанғыштарды қолданады.
Жартылай құрғақ қалыптау әдісі бойынша ылғалдылығы 8-10% балшық пресс-ұнтақ (ұнтақ) түрінде престе үлкен (15-40МПа) қысыммен нығыздалынып қалыпталынады. Пресс-ұнтақ шликерлік немесе кепитіру-ұнтау әдістерімен дайындалады. Кептіру-ұнтау әдәстерісмен дайындалады. Кептіру-ұнтау әдісі мынандай процестерді қамтиды: балшықты дезинтиграторлы
біліктерде майдалау, майдаланған балшықты кептіргіш барабандарда кептіру, кептірілген балшықты кәрзеңкелі дезинтераторда ұнтау, бумен 8-10%-ға дейін дымқылдау.
Жартылай құрғақ тәсілмен қалыптандырылған бұйымдар үшін ұнтау алдында қажет етпейтін, аз дымқылданған табиғи балшықты пайдаланған жөн. Бұл әдістің иілімді әдіспен салыстырғанда тиімділігі - өндірісте энергияның аз шығындалуы. Мысалы иілімді тәсілмен қндірілген дымқылдығы 18-22% 1000 кірпішті кептіру үшін 100 кг шартты отын шығындалынады.
Жартылай құрғақ престеу әдісінде (1 сурет) бұйым ылғалдылығы 7-12% массадан дайындалады. Жартылай құрғақ престеу әдісімен балшықты кірпіш өндіру схемасына қазып алу, кептіру, ұсақтау және балшықты електен өткізу; қоспаларды ұсақтау, ылғалдау және массаларын арластыру; шикізатты престеу; кептіру (қажет болса) және кірпішті күйдіру жұмыстары жатады. Шикізаттың барлық компоненттері ұсақталады, кептіріледі және мұқият араластырылады; көптеген зауыттарда өнделген шихтаның қоры жасалады. Балшықты массаны сақтау, кептіру және орташаландыру үшін балшықсақтағыш және балшыққор-силосы қолданады. Дайындалған ұнтақтәрізді массадан ылғалға дейінгі , иінтіректі немесе гидравликалық престерде бұйымды престейді. Жартылай құрғақ қалыптау әдісімен дайындалған кірпіш қажетті беріктікті сақтап, саңылаулы пештегі күйдіру арбашаларына ыңғайлы төселеді; дайын өнім қоймаға жіберіледі.
Қызыл кірпішті өндірудің схемасы
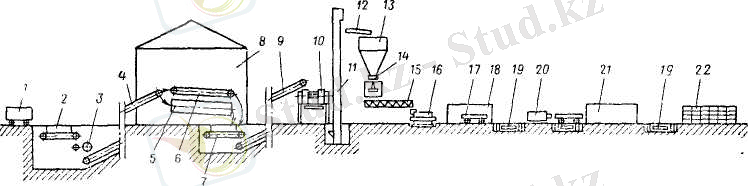
1 сурет. Жартылай құрғақ әдіспен қызыл кірпішті өндірудің технологиялық схемасы; 1 - арбаша немесе автотөккіш; 2 - қорапты қоректендіргіш; 3 - тас бөлу иілткіштері; 4, 6, 9 - тасымалдағыштар; 5 - кептіргіш барабан; 7 - пластинкалық қоректендіргіш; 8 - балшыққоры; 19 - құрғақ ұнтақтауға арналған жүгірмелер, дезинтегратор немесе диірмен; 11 - элеватор; 12 - виброелек; 13 - бункер; 14 - қоректендіргіш; 15 - тұндырып ылғалдандырғыш (балшықараластырғыш) ; 16 - иіндітіректі пресс; 17 - арбаша; 1 8 - кептіргіш; 19 - э лектроберілісті арбаша; 20 - итергіш; 21 - саңылаулы пеш; 22 - дайын өнім қоймасы.
3. 3. Кәсіпорынның, цехтың жұмыс істеу режимі
1. Цехтың жұмыс істеу режимі:
1. 1 жыл 365 күн
2. Мейрам күндерінің саны 11 күн
3. Ауысым 1 тәулік ішінде 3 ауысым
4. Ауысым ұзақтылығы 8 сағат
5. Жоспарлы жөндеу жұмыстары 18 тәулік
6. Төтенше жағдай 1%
7. Қондырғының тазалау және жөндеу 0, 5 сағ/ауысым
Қондырғының жұмыс уақытының жылдық фонды:
(365 - 11 - 18) · (24 - 1, 5) · (100 - 1/100) = 7484, 4сағат
2. Қалыптау, кептіру және күйдіру цехтарының жұмыс істеу режимі:
1. 1 жыл 365 күн
2. Мейрам күндерінің саны 11 күн
3. Ауысым 1 тәулік ішінде 3 ауысым
4. Ауысым ұзақтылығы 8 сағат
5. Жоспарлы жөндеу жұмыстары 18 тәулік
6. Төтенше жағдай 1%
7. Қондырғының тазалау және жөндеу 0, 5 сағ/ауысым
Қондырғының жұмыс уақытының жылдық фонды:
(365 - 11 - 18) · (24 - 1, 5) · (100 - 1/100) = 7484, 4сағат
3. 4. Берілген процесті есептеу
Бастапқы берілгендер:
Зауыт қуаттылығыжылына - 15 000 000 дана кірпіш
Бір бұйымның орташа салмағы - 3, 5 кг
Шығындар:
Артық өлшеу - 2%
Күйдіру кезіндегі шығын - 3%
Күйдіру кезіндегі бұйымның өзгеріске ұшырауы - 0, 5%
Кептіру кезіндегі шығын - 2%
Кептіру кезіндегі бұйымның өзгеріске ұшырауы - 0, 5%
Қалыптау - 0, 5% (қайтып оралғаны)
Шихта - 0, 2%
Араластыру - 0, 05%
Майдалау - 1%
Себу (дүрсіл, сито-бурат) - 0, 2%
Ұсақтау (щековая, балға уатқыштар) - 0, 8%
Тас бөлгіш вальцы - 0, 1%
Көлемді мөлшерлеу (жәшікті қоректендіргіш) - 0, 1%
Транспортировка - 0, 02%
Ағаш жаңқаларды қайта өңдеу - 1%
Бумен дымқылдау - 0, 4%
Кептіруден кейін кірпіште қалған ылғал - 6%
Саздың ылғалдылығы - 21%
Шамот ылғалдылығы - 9%
Ағаш жаңқаларының ылғалдылығы - 30%
Қалыптау кезіндегі ылғалдылық - 21%
Сазды қыздыру кезінде кеткен шығын - 6, 94%
Шихтаның құрамы:
Саз - 81% саздың тығыздығы - 1, 8 т/м 3
Ағаш жаңқалар - 11% ағаш жаңқалар тығыздығы - 0, 5 т/м 3
Шамот - 8 % шамот тығыздығы - 2, 3 т/м 3
- Көлемдік пайызы массалық пайызға өзгерту:
1 м 3 - та 81 % тығыздығы 1, 8 т/м 3 : 0, 81 · 1, 8 = 1, 458 т саздан тұрады.
1 м 3 - та 11 % тығыздығы 0, 5 т/м 3 : 0, 11 · 0, 5 = 0, 055 т опилкілерден тұрады.
1 м 3 - та 8 % тығыздығы 2, 3 т/м 3 :0, 08 · 2, 3= 0, 184 т шамоттан тұрады.
Барлығы : 1м 3 1, 697 т бар.
Яғни:
Саз 1, 458 · 100/1, 697 = 85, 92%, W = 21% болады.
Ағаш жаңқалар 0, 055 · 100/1, 697 =3, 24%, W=30% болады.
Шамот 0, 184 · 100/1, 697 = 10, 84%, W = 9% болады.
2. Шихтаны қыздыру кезіндегі шығын:
Шихта 100 кг құрғақ компоненттерден тұрады.
Саз 85, 92 · 79/100 = 67, 88 кг
Ағаш жаңқалар 3, 24 · 70/100 = 2, 27 кг
Шамот 10, 84 · 91/100 = 9, 86 кг
Барлығы 100 кг құрғақ масса 80 кг шихтадан тұрады.
Саз 67, 88 · 100/80 = 84, 85%
Ағаш жаңқалар 2, 27 · 100/80 = 2, 83%
Шамот 9, 86 · 100/80 = 12, 32%
Яғни, массаның қыздыру кезіндегі шығыны (қ. к. ш. )
84, 85 · 6, 94/100 + 2, 83 · 100/100 = 8, 72%
Есептеу
1. Зауыт қуаттылығы:
15 000 000 · 3, 5 = 52 500 000кг/жыл = 52500 т/жыл
2. Қоймаға түсетін кірпіштің массасы:
... жалғасыСіз бұл жұмысты біздің қосымшамыз арқылы толығымен тегін көре аласыз.
- Іс жүргізу
- Автоматтандыру, Техника
- Алғашқы әскери дайындық
- Астрономия
- Ауыл шаруашылығы
- Банк ісі
- Бизнесті бағалау
- Биология
- Бухгалтерлік іс
- Валеология
- Ветеринария
- География
- Геология, Геофизика, Геодезия
- Дін
- Ет, сүт, шарап өнімдері
- Жалпы тарих
- Жер кадастрі, Жылжымайтын мүлік
- Журналистика
- Информатика
- Кеден ісі
- Маркетинг
- Математика, Геометрия
- Медицина
- Мемлекеттік басқару
- Менеджмент
- Мұнай, Газ
- Мұрағат ісі
- Мәдениеттану
- ОБЖ (Основы безопасности жизнедеятельности)
- Педагогика
- Полиграфия
- Психология
- Салық
- Саясаттану
- Сақтандыру
- Сертификаттау, стандарттау
- Социология, Демография
- Спорт
- Статистика
- Тілтану, Филология
- Тарихи тұлғалар
- Тау-кен ісі
- Транспорт
- Туризм
- Физика
- Философия
- Халықаралық қатынастар
- Химия
- Экология, Қоршаған ортаны қорғау
- Экономика
- Экономикалық география
- Электротехника
- Қазақстан тарихы
- Қаржы
- Құрылыс
- Құқық, Криминалистика
- Әдебиет
- Өнер, музыка
- Өнеркәсіп, Өндіріс
Қазақ тілінде жазылған рефераттар, курстық жұмыстар, дипломдық жұмыстар бойынша біздің қор #1 болып табылады.

Ақпарат
Қосымша
Email: info@stud.kz