Бұрғылау сораптарын есептеу және конструкциялау: құрылымы, беріктік есептеулері және конструкциялық материалдарды таңдау

Жабдықтарды есептеу және конструкциялау
Кіріспе
1. Әдебиетті патентті шолу
2. Жобаланушы обьектінің тағайындалуы,
конструкциясы және жұмысы
3. Конструкциялық материалдарды қабылдау.
4. Технологиялық және беріктік есептемелері
5. Бұрғылау кезіндегі техника қауіпсіздігі және еңбекті қорғау
Қорытынды
Әдебиеттер тізімі
Кіріспе
«Жабдықтарды есептеу және конструкциялау» пәнінің курстық жоба жұмысының есептемелік жұмыстарының нәтижелік мәндері, өндіріс процесі кезінде маңызды роль атқаратын факторлардың бірі болып келеді. Сондықтанда алынған бұрғылау сораптарының негізгі көрсеткіштері, яғни оның поршендерінің өнімділігі немесе жылжымалы жылдамдылығы мен цилиндірлі төлке диаметрлері, сораптың соруының геометрлік биіктігі мен сорап қуаты және бөлшектерінің берік мәндерін анықтау, келешек өндіріс кезінде ең елеулі сипаттамалары болуына негізделген.
Негізінен бұрғылаушы сораптарының ұңғыманы бұрғылау мен пайдалануын реттеу кезінде ең маңызды роль атқарады. Оның жаңа сипаттамалық негіздерін табу, бұрғылау жұмыстарында елеулі экономикалық және өндірістік шығындар мен шикізаттық мөлшерлерін азайту мен ретті, тиімді қолдануына жол ашады. Жобада осы техникалық обьектінің мән сипаты, оынң негізгі түйіндерінің шикізаттық сипаттамалары мен беріктіктік есептемелері мен көптеген кестелік мағлұматтары, бейнелік суреттері мен жобаланушы обьектінің шикізаттық мәндері келтірілген. Осы аталған негіздеріне сүйене отырып біз жаңа шешімдерге қол жеткізуіміздің бірден бір алғы шарты болып келетіне көз жеткізуімізге болады.
Жалпы алғанда, бұрғылау сораптарының бұрғы ұңғымасында орналасу мен басқа бұрғылау кезінде қолданылатын жабдықтармен үйлесуі бұрғылау жылдамдығына, қабаттарды ашуға және де ұңғымаларды пайдалуына тікелей қатысы бар екеніне көз жеткізуімізге болады.
1. Әдебиетті патентті шолу
Бұрғы сораптары ұңғыға қысым мен жуу сұйығын айдау үшін қолданылады. Бұрғылау жұмыстарында тек горизонталь, жетекті поршенді сораптар қолданылады. Екі цилиндірлі бұрғы сорабының жұмыс істеу принципі 2. 1 суретте көрсетілген. Білік 14 айналған кезде шатун 12 кривошипі 13 тербелмелі қозғалыс жасап, крейцкопты 11 және онымен шток 10 арқылы байлқанысқа поршенді 5 қозғалысқа келтіреді. Поршен 5 астында айдау клапандары 6 орналасқан цилиндр төлке 9 ішімен қозғалады. Сору клапандары сүзгімен қамтамасыз етілген сору құбыры 3 арқылы қабылдау қалбырымен 1 қосылған. Айдау клапандары айдау компенсаторы 8 және айдау жолымен 7 қосылған. Поршен оңға қарай жылжыфған кезде йилиндрдің сол жағы сиретіліп, жуу сұйығы атм қысым әсерінен қабыдлдай қалбырына 1 сору құбыры 3 арқылы көтеріліп сору клапанын 4 ашады да сорап цилинрдріне кіреді.
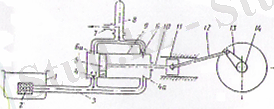
Сурет 1. 1- Екі цилиндірлі бұрғы сорабының жұмыс істеу принципі
Осы кезде цилиндрдің оң жағындағы қуысында жуу сұйығы айдау клапанына 6 айдау жолы арқылы ығыстырылады. Бұл кезде 6а және 4а клапандары жабық болады. Поршень кейін жылжыған кезде цилиндрдің оң қуысында сұйық сорылады, ал сол жақ қуысында айдалынады. Осылай поршень қозғалған кезде цилиндрдің бір жағында сұйық сорылса екінші жағында айдалып отырады, яғни сорап екі дақты істейті.
Екі цилиндрлі бұрғы сораптарының техникалық сипаттамалары
кестеде келтірілген.
1. 1 кесте
180
170
160
150
140
130
200
190
180
170
160
150
140
130
200
190
180
170
160
150
140
130
180
170
160
150
140
Өнімділігі
(толтыру коэффициенті 0. 9), м 3 /с
Ең жоғары
Ең төмен
0, 031
0, 015
0, 0509
0, 0189
0, 0502
0, 0223
0, 0414
0, 023
Сұйық айдау қысымы, МПа:
Цилиндлі төлкенің ең үлкен диаметрінде
Цилиндрлі төлкенің ең кіші диаметрінде
9, 7
20, 0
10, 0
25, 0
14, 2
32, 0
19, 0
32, 0
Соңғы кезде үш цилиндрілі (3 поршенді) бұрғыф сораптары кеңінен қолданылады. Олардың екі цилиндірлі сораптардан негіге ерекшелігі: бір жақты істейтін үш жұп цилиндр поршендерінің болуы: поршендерінің сызықтық жылдамдығы (поршендердің қос жүрісі) жоғары: сұйықты қысып айдау дәрежесі бір қалыпты; жетек жәіне гидравликалық біліктерінің сипаттамалары жетілдірілген.
Мысал ретінде үш цилиндрлі НТБ-600 бұрғы сорабының (2. 2 сурет ) құрылымын қарастырамыз. Бұл бұрғы сорабы БУ 2500 ЭУ және БУ 2500 ДГУ бұррғы қондырғыларының жигнақ құрамына кіреді.
НТБ-600 бұрғы сорабы гидравликалық және жетек бөлімінен тұрады. Гидравликалық бөлім өзара сору 7 және айдау 13 коллекторларымен біріктірілген үш клапан қорабынан 8 тұрады. Клапан қорабында сору және айдау клапандары орналасқан. Оның ішінде сонымен қатар алынып-салынбалы цилиндр төлкелерде орналасқан. Төлкелер ішінде өздігінен тығыздалынатын резеңке манжеті мен поршендер 11 қозғалады. Поршень өлшемдері төлкеніңкі сияқты жуу сұйығының қажетті пайдалану мөлшері менн қысымына байланысты алынады. Поршень қозғалысы крейцкопқа жалғанған шток арқылы іске асырылады. Жетек бөлімі станинада тербелмелі подшипниктерге отырғызылған трансмиссиядан және эксцентрлік біліктерден тұрады. Жетек және гидравликалық бөлімдер бір рамаға отырғызылады. Оның құрамына майлау 1, және салқындату 6 жүйелері де кіреді.
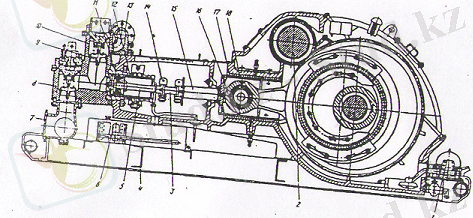
1. 2 сурет- НТБ- 600 бұрғы сорабы.
1- майлау жүйесі; 2- жетек бөлігі; 3- ендірме; 4- рама; 5- шток; 6- суыту жүйесі; 7- сору коллекторы; 8- клапандар қорабы; 9- клапандап тобы; 10- гидравликалық бөлік; 11- поршень; 12- цилиндр төлке; 13- айдаушы коллектор; 14- қамыт; 15- сырғыма тиек штогі; 17- сырғыма тиек; 18- станина жабсырмасы.
Шығармашылық сораптар құрылысына негізделе шығарылған болып табылады, яғни поршенді соараптардың клапанды жібергіштіктеріне негіз етілген. Барлығына белгілі сораптардың сорушылық тактісі, клапанді реттегіш ретінде, сорушы сұйықтың кеңістікті қысымының азаюынан пайда болатын, ал айдалушы клапанының ретті бекітілуі арқылы жүзеге асырылады.
Өнертабыстың нәтижесі болып- сорушылық қасиетін көбейту болып табылады. Берілген жоба келесі түрде жүргізіледі, такт басында сорушылықты қасиеті айдаушы клапанында қысымды төмендеуін келтіріп, сұйық жүрісінің импульсін әсерлейді. Ол өз ретінде айдалушы гидрожүрісінде жүргізілген, мұнан соң ол ағыстың бірдестен жылдамдығының мәнін азайтады және де отырғызушының кедергілік қасиетін туындап, тежейді.
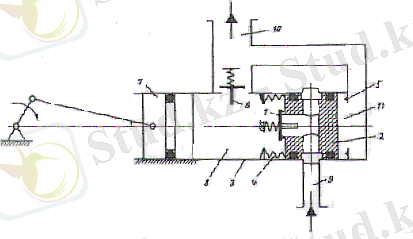
Сурет 1. 3- Поршенді сораптың сызбасы.
Мұндағы: 1- сорушы клапанның отырғзылмалы орыны; 2- цилиндр жүрісін тежегі; 3- қаттылықты және 4- сонымен қоса қозғалыссызды; 5-тығырықтар, 2 элементіне қысымдардың төмендігі; 6- айдаушы клапанға әсер етеді; 7-поршень, ол өз ретінде әсерлеседі; 8- жұмысшы камераға ; 9- сорап сорушы және 10- айдаушы гидрожолды; 3- цилиндрінде элементтің сырт бөлігіне орналасқан.
Ізденіс туралы анықтама
Патенттік зерттеулер жүргізуге тапсырма (номер, күні) Бұрғылау сорабы № 2903564/25-06, Ғ 04 В 21/02, 1982
Тақырып шифры SU 901616 С1 кезең коды 5000183/03
Ізденіс регламменттінің күні номері № 2903564/25-06, 30. 01. 1982ж, Бюл. 4
Ізденіс басталуы 04. 04. 1980ж
Ізденіс аяқталу 30. 01. 1982ж
Ізденіс келесі метериалдардан бойынша жүргізілген
1. 1 кесте
Классификациялық
индексі
Ғ 04 В 21/02
Ғ 04 В 47/00
Бұрғылау сорабы
Ғ 04 В 21/02
04. 04. 1980ж
30. 01. 1982
1. SU 901616 С1
Поршневой насос
Способ осуществления такта всасывания поршневого насоса
1. SU 901616 С1
Поршневой насос
Авторлық куәлік СССР № 2903564/25-06
Ғ 04 В 21/02
901616
04. 04. 1980ж
Құрылған шешімнің тиімділігімен жаңалық анализі
1. 2 Кесте
Белгілі прогрессивті шешімдерді жасау қажеттігін талдау
1. 3 кесте
SU 901616 С1.
04. 04. 1980ж
30. 01. 1982ж
Гидро ортада әсерлесетін сораптардың
меншікті беріктік пен сенімділігін арттыру
2. Жобаланушы обьектінің тағайындалуы,
конструкциясы және жұмысы
Ең алдымен жобаланушы обьект қай бұрғылау қондырғысының орналасу мен реттуілігімен таныстырылуы қажет. Сол үшін алдымен басты бұрғылау қондырғысының құрылымдық бөлшектерін таныстырып кетейік.
Бұрғылау мұнарасы бұрғылау тізбектерін және шегендеу құбырларын ұңғыға көтеріп түсіріу, бұрғылау кезінде бұрғылау тізбегін ұстап тұру үшін, сонымен қатар бұрғылау тізбегіне таль жүйесі, бұрғылау құбырларын және бұрғылау процесіне қажетті жабдықтарды орнату үшін қолданылады. Бұрғылау мұнаралары жүк көтерімділігіне, биіктігіне және конструкциясына байланысты бірнеше түрге бөлінеді:
Сорапты қоймасы бұрғылау сорабы мен күштік жабдықтардың сиғызуға арналған оны мұнарадан бөлек немесе шамды редукторлы мұнараның қоймасына орнатылады. Редукторлы және сорапты қойманың шатыры мен қабырғасын нақты жағдайларға байланысты тақтаймен, гафрировандалған темірмен, қамыстан жасалған қорғаныспен, резина немесе полиэтиленген пленкалармен тігіледі. Кейбір бұрғылауларды орнатуды қолдануда редукторлы және сорапты қоймаларды біріктіруді қажет етеді.
Бұрғылау сораптары ұңғымаға тазалау мақсатымен сұйықтықты еңгізу үшін орнаған салқындату және қашауды майлау шекті қашаулармен бұрғылағанда гидромониторингті эффектіні жасау, тоқтап қалған гидраликалық қозғалтқышты іске асыру жұмыстарын қамтиды. Тағайындалуы мен эксплуатациялық шарттарына байланысты бұрғылау сораптары келесі негізгі талаптарды қамтиды:
-сораптың біреуі ұңғаманы шаю үшін қамтамасыз етулер шектердеқадағалануы тиіс;
-сораптың қуттылығы ұңғыманы шаюға және тоқтап қалмаған гидравликалық қозғалтқыштарды іске келтіру үшін қолданылады;
-сораптың шыға берісте шаятын сұйықтықтың жылдамдығы инерционды ауырлықты және қысым соққысын жою үшін бір қалыпты болуы қажет;
-сораптар құрамында майы бар және коррозионды белсенді қоспалармен тығыздығы әр-түрлі ерітінділермен жұмыс істеуге арналған болуы қажет;
-қоспалы ерітінділермен әрекеттесетін саңылаулар және бөлшектер жектілікті дәрежеде берік болуы және бөлшектер қатардан шыққан жағдайда тез ауыстыруға ыңғайлы болуы қажет;
-үлкен көлемді саңылаулар және де техникалық қызмет көрсету үшін сенімді ұстау және ауыстыру құралдарын қамтамасыз етілулері қажет;
-келтірілген бөлшектердің саңылаулары және бөлшектері шаятын ерітіндіден қорғалуы тиіс және тексеру мен техникалық талаптарының қызмет көрсету үшін ыңғайлы әрі оңай болуы қажет;
-сораптар алыс-жақын қашықтықтарға тасымалдануына сай болып, жалпы жағдайларына тәуелді болуы керек;
-сораптар құрылысында оң және сол бүйірінде сорапты агрегат қозғалтқышы болуы тиіс;
-сораптардың сенімділігі және ұзақтығы олардың ұтымдылығы мен экплуатациялық қауіпсіздігімен үйлесуі қажет.
Бұрғылау сораптарын дайындау барысында шартты ГОСТ-пен бекітіледі. Бұрғылау тереңдігі өсумен бірге сораптың қуаттылығы мен осьпен бұрғылау талаптарына сай, бұрғылау сорабының жаңа модельдерін өндіріске еңгізуде жинақталған тәжірибе ғылыми-зерттеу және тәжірибелік құрастыру жұмыстарынмен, сонымен қатар сорапт жасауда жеткен жетістіктерге байланысты сораптардың өндірісі үздіксіз болып, одан да әрі даму үстінде.
Олардың сенімділігі және ұзақ шыдамдылығы жоғарлау мен салтықтарының төмендеуі, сорапты дайындау мен пайдалану, жондеу кезінде кететін материалдар мен еңбек шығындары азаю үстінде.
Бұрғылау сораптарының негізгі ағзаларына поршеньдік түрде орындалған. Ең көп тарағандары екі жақты қозғалысты екі поршеньді сораптар. Қазіргі кезде олардың бір жақты қозғалысты үш поршеньді сораптар алмастыруда екі жақты қозғалысты сораптарда сұйықтық поршеньді және шнекті жазықтықтарға ауыстыруда. Мұнымен қоса поршеннің біреуін екі жүрісінде сорудың және қыздырудың екі жақты жүрісінде аяқтайды. Бір жақты қозғалыста сұйықтықтың поршеьді жазықтықтардан жұмысшы камераларға ауысады және біреулік екі жүрісті сорудың және қыздырудың бір циклін орындайды.
Бұрғылау сораптары өздігінен әрекет ететін табақша құрыслысты серпімелі клапандар қолданылады. Клапандардың соруы және қыздыруы өзара тиімді. Қозғалысты поршеньге хабарлап тұратын бұрғылаушы сораптардың басты тізбегі айналмалы эксцентірлі, саусақ не поршень ретінде орындалған. Тікелей әсер ететін басты тізбегі қайтымды келуші қозғалыс болатын сораптар, қазіргі отандық бұрғылау құрылғыларында қолданылады.
Бұрғылаушы вакуумды сораптың цилиндірлі жұп тістері әсерінен трансмиссияланды келтіреді. Бұрғылау сораптарының агрегаттарының көпшілігінде қозғалқыштары дизельді болып табылады. Айналмалы тізбегінің берілмелі қозғалысы әсерінен іске асырылады.
3. Конструкциялық материалдарды қабылдау.
Бұрғылау жабдықтарды конструкциялауда металдар және олардың құймалары негізгі конструкциясына жатады. Олардың арасында көп қолданылатыны болат, шойын аллюминий, титан, қорғасын, мыс құймалары (латунь, қола), аллюминий силуминдер құймасы, марганецпен, мыспен және магнимен титан құймалары.
Темірлі немесе мысты түрде қосымша кремниймен толықтырылады және асбестен, кремнеземмен, ал фрикциялық, антифрикциялық, металлокерамикалық бұйымдар және фильтрлер бронзадан графитпен, темір графитпен, никельден, тот баспайтын болаттан және бронза және фторапластпен немесе маймен сіндіреді.
Қатты құймалар мұнай кәсібінің жабдықтары үшін аз қолданылады. Бұл әсіресе вольфрамды, титанвольфрамды, карбидті және басқа да қатты қоспалар
Бұрғылау кезінде қолданылатын қондырғылар мен жабдықтарын дайындау үшін материалдарды таңдау келесі факторларға байланысты:
а) ішкі жұмыс шарттарына тәуелділігі;
б) берілген материалдардың қасиеттерімен баайланыстылығы.
1-ші топ факторларына, температура, қысым және ортаның қасиеті жатады.
Температура материалдың механикалық қасиетіне әсер етеді. Температура жоғарылаған кезде, металдың механикалық қасиеті төмендейді. Мысалыға: Температура 500°C-дан асқанда көміртекті болаттардың механикалық қасиеті төмендеуіне байланысты оларды қолдану тиімсіз болады. Жоғары температурада легірленген болаттардың механикалық қасиеті аз мөлшерде төмендейді, сондықтан легірленген болатты қолданған тиімді. Температураның төмендеуі де материалдың механикалық қасиетін өзгертеді.
Қысымның жоғарылауы кезінде болаттың сапасы қатаң талаптар қойылады. Қысымның жоғарылауы коррозияға әкеліп соқтырады.
Материал таңдау кезінде ортаның коррозиялық және эрозиялық әсерін ескеру керек. Бұл жағдайда болаттың кең тараған түрлерін таңдау қиындықтар тудырады. Мысалы: шикізатты тұздан және судан толық тазалау орындалмаған жағдайда кейбір мұнай өңдеу процестерінде конденциялы-тоңазытқыш аппараттарын дайындау үшін аппараттың жұмыс мерзімін ұзартатын болаттарды таңдау қиындыққа соқтырады.
2-ші топ факторларына материалдың физика -механикалық және технологиялық қасиеттері жатады.
Материалдарды таңдау кезінде механикалық қасиеттердің ең маңызды мінездемелірі болып мыналар табылады:беріктік шегі немесе уақытша кедергі-
 ; ағымдық шегі-
; ағымдық шегі-
 ;
;
 -қысылуына және
-қысылуына және
 -созылуына байланысты, Пуассон коэффициенті-
-созылуына байланысты, Пуассон коэффициенті-
 , -тұтқырлығы.
, -тұтқырлығы.
Құрамында 0, 4
 % көміртегі болаттардың механикалық қасиеттерінің өзгеруі температура жоғарылаған кезде олардың мінездемесі аз мөлшерде өзгереді.
% көміртегі болаттардың механикалық қасиеттерінің өзгеруі температура жоғарылаған кезде олардың мінездемесі аз мөлшерде өзгереді.
Болаттың термиялық қасиеті
3. 1-кесте
Температура,
 С
С






20
100
200
300
400
500
100
100
120
115
90
60
100
95
85
70
58
40
100
80
55
80
100
110
100
95
80
90
100
110
100
98
95
90
85
75
100
110
115
110
85
60
Металлемес бұйымдар-пластмассаны, резинаны, цемент және бетонды, сондай-ақ жабдықтарды дайындауда қолданылады.
Пластмассаны лезде металл орнына немесе оны коррозиядан қорғау үшін, тығыздағышты дайындау үшін, антифрикционды бөлшектерге қолданылады.
Резина негізінен тығыздаушы бөлшектерге, подшипниктерге, металды коррозиядан және анда-санда дірілдеуден, аммортизацияланатын бөлшектерді қорғау үшін қызмет етеді.
Алайда жіберу нәзіктігінің өсуі мүмкін және де хромды болаттарды термиялық өңдеуде оның тағайындалуына көңіл бөлу керек.
40ХН-маркалы болаттың
 -та аққыштық шегі
-та аққыштық шегі
 МПа, ал
МПа, ал
 -та аққыштық шегі
-та аққыштық шегі
 МПа. Бұл болаттың беріктік шегі
МПа. Бұл болаттың беріктік шегі
 МПа және
МПа және
 температурадан төмен болған жағдайда қолдануға болмайды және бөлшектің максималды қалыңдығы 50мм болады. Бұл болаттың соққылау тұтқырлығы
температурадан төмен болған жағдайда қолдануға болмайды және бөлшектің максималды қалыңдығы 50мм болады. Бұл болаттың соққылау тұтқырлығы
 пен
пен
 аралығында шексіз мәнге жетеді.
аралығында шексіз мәнге жетеді.
Сорап қаңқасы көміртекті немесе аз легірленген болаттан жасалады және бүйір қалтасының сыртқы жағында, ұршықты тәл механизмінің ілмегіне ілуге арналған штроптан тұрады. Штроп доға тәріздес формаға және дөңгелек қимаға ие. Ол 40ХН, 38ХГН, 30ХГСА болат маркаларынан еркін соғу әдісімен дайындалады.
Сорап оқпандары еркін құйма тәсілімен алынған, бір қалыпты құймамен дайындалады. Осындай дайындаманы қолдану арқылы материал шығыны және механикалық өңдеуге кеткен шығындар азаяды. Оқпан үшін құйылу нәтижесінде ең соңғы үлгіде жаңартылған кристалдық құрылымға және механикалық қасиеті жоғарылатылған 40 ХН, 40Х, 38ХГН, болат маркалары қолданылады.
Сораптың негізгі бөліктерінің материалдық шикізаттарына тоқталып өтелік:
Өткізбелі блок. Станинаның тоғысатын беттері мен қақпақтары механикалық жағынан өңделеді және резеңке шнурдың көмегімен тығыздалады. Бұрғылау сораптарының станиналарын сапалы шойыннан немесе болаттан құяды. -Болат станиналары шойынға
Болаттың физикалық қасиеті
3. 2-кесте
 0, 12
0, 12
 2, 0
2, 0
 8, 0
8, 0
 17-19
17-19
10х17Н
13М2Т
 , 10
, 10
 2, 0
2, 0
 0, 80
0, 80
қарағанда жеңіл, бірақ қымбаттырақ. Дәнекерленген құрылымды станиналары бар бұрғылау сораптарының салмағы жағынан үнемді.
- Транмиссиялық білік болаттан орындалады;
- Бұрғылау сораптарда 34ХН1М, 35ХН1З, 33ХВМ маркалы болаттан дайындалган шестерналы, қисық тісті редукторлар қолданылады. Жылдамдықты арттыруға шестернялар үлкен беріктілік береді;
- Шатун ползунының білігін қозғалысқа береді және болаттан жасалған серіппе түрінде болады. Шатун серіппесінде шатунның төменгі метал сыйымдылығындағы беріктілікті қамтамасыз ететін жуу санды қиылыс бар. Салмақты азайту инерциялық жүктемені төмендетуге әсер етеді.
- Ползун жолақ болат корпус пен шойын төсемдерден тұрады. Ползун төсемдері мен түзетуші станиналар арасында саңылау 0, 2-0, 5 мм құрайды және металдан жасалған төсемдерден реттеледі;
- Станина мен ползун төсемдерінің үйкелу бетінің саңылаулығы
R 0 =2, 5 мм-ден аспайды;
- Тартпа бетінің қаттылығыползунды бөлікке HRC-50в -тан және поршень бөлімді HRC-50в-дан аспауы тиіс. Тарпаларды 40Х, 40ХН, 38ХШ10Н, 12ХН, 20ХН3А маркалы болаттардан дайындалуы тиіс.
Материал таңдау кезінде ортаның коррозиялық және эрозиялық әсерін ескеру керек. Бұл жағдайда болаттың кең тараған түрлерін таңдау қиындықтар тудырады. Мысалы: шикізатты тұздан және судан толық тазалау орындалмаған жағдайда кейбір мұнай өңдеу процестерінде конденциялы-тоңазытқыш аппараттарын дайындау үшін аппараттың жұмыс мерзімін ұзартатын болаттарды таңдау қиындыққа соқтырады.
4. Технологиялық және беріктік есептемелері
Бұрғы лау сорабының өндіріс кезеңіне ендіруі барысында ең алғашқысы ретінде оның жалпы өнімділік және жұмысшы режымдерін анықтау қажет. Соның есесіне біз ең алғаш болып бұрғылау сораптарының поршдерінің өнімділігін есептеуін келтірсек, онда ол келесі түрде жүргізіледі:
4. 1 Бұрғы сорабының поршендерінің өнімділігін анықтау:
... жалғасыСіз бұл жұмысты біздің қосымшамыз арқылы толығымен тегін көре аласыз.
- Іс жүргізу
- Автоматтандыру, Техника
- Алғашқы әскери дайындық
- Астрономия
- Ауыл шаруашылығы
- Банк ісі
- Бизнесті бағалау
- Биология
- Бухгалтерлік іс
- Валеология
- Ветеринария
- География
- Геология, Геофизика, Геодезия
- Дін
- Ет, сүт, шарап өнімдері
- Жалпы тарих
- Жер кадастрі, Жылжымайтын мүлік
- Журналистика
- Информатика
- Кеден ісі
- Маркетинг
- Математика, Геометрия
- Медицина
- Мемлекеттік басқару
- Менеджмент
- Мұнай, Газ
- Мұрағат ісі
- Мәдениеттану
- ОБЖ (Основы безопасности жизнедеятельности)
- Педагогика
- Полиграфия
- Психология
- Салық
- Саясаттану
- Сақтандыру
- Сертификаттау, стандарттау
- Социология, Демография
- Спорт
- Статистика
- Тілтану, Филология
- Тарихи тұлғалар
- Тау-кен ісі
- Транспорт
- Туризм
- Физика
- Философия
- Халықаралық қатынастар
- Химия
- Экология, Қоршаған ортаны қорғау
- Экономика
- Экономикалық география
- Электротехника
- Қазақстан тарихы
- Қаржы
- Құрылыс
- Құқық, Криминалистика
- Әдебиет
- Өнер, музыка
- Өнеркәсіп, Өндіріс
Қазақ тілінде жазылған рефераттар, курстық жұмыстар, дипломдық жұмыстар бойынша біздің қор #1 болып табылады.

Ақпарат
Қосымша
Email: info@stud.kz