Өлшеу құралдарының ағаттылығы және метрологиялық құралдармен жұмыс істеу принциптері (штангенциркуль мен микрометр)

Жұмыс түрі: Курстық жұмыс
Тегін: Антиплагиат
Көлемі: 23 бет
Таңдаулыға:
МАЗМҰНЫ
КІРІСПЕ . . . 3
1 ӨЛШЕУ ҚҰРАЛДАРЫНЫҢ АҒАТТЫЛЫҒЫ . . . 4
1. 1 Өлшеу әдістері мен түрлері . . . 4
- Өлшеу қателіктері туралы негізгі түсінік . . . 7
- Жүйелi қателiк . . . 10
- МЕТРОЛОГИЯЛЫҚ ҚҰРЫЛҒЫЛАРМЕН ЖҰМЫС ІСТЕУ ПРИНЦИПІ. . . 14
2. 1 Штангенциркульдың жұмыс істеу принципі . . . 14
2. 2 Микрометрдің жұмыс істеу принципі . . . 16
ҚОРЫТЫНДЫ . . . 21
ПАЙДАЛАНЫЛҒАН ӘДЕБИТТЕР ТІЗІМІ . . . 22
ҚОСЫМША . . . 23
КІРІСПЕ
Менің курстық жұмысымның құрылымы өлшем бірліктердің қателіктері мен құрылғылардың жұмыс істеу принциптерін зерттеу болып табылады. Зерттеу жұмысымның мақсаты: өлшеу қателіктерінің түрлерімен танысу, оны практикада қолдана білу. Сонымен өлшеу дегеніміздің өзі- бірқатар құрылымдық элементтердің өзара қарым-қатынасын қамтитын күрделі процесс. Оларға жататындар: өлшеу міндеті, өлшеу объектісі, қағидасы, әдісі, өлшем құралы және үлгісі, өлшеу жағдайлары, өлшеу субъектісі, өлшеу қателіктері мен нәтижелері.
Өзектілігі: Заман дамыған сайын технология дамуда, сонымен қатар метрологиялық құрылғылар дамуда. Осы қолданылған әдістерді пайдала білу арқылы, біз біршама жеңілділікке алып келді.
Курстық жұмысымтың өзі 2 тараудан тұрады.
Зерттеу тақырыбымның бірінші тарауына өлшеудің негізгі теориялары мен оның мақсаттары, өлшеу қателіктері және негізгі әдістеріне тоқталу.
Өлшеу мақсаты - осы шаманы қолдануға ыңғайлы формадағы мәнін табу. Өлшеу құралының көмегімен ақпарат көрсеткішінің қозғалысы көрсеткен өлшем шамасын осы құралдағы шкаласында сақталатын бірлікпен салыстырады.
Өлшеу қателіктері туралы негізгі түсінік - Өлшеу - өлшеу құралдарының тәжірибелі көмегі физикалық шаманың мәнін табу.
Тікелей өлшеу - физикалық шамалар мәнін тікелей өлшеу құралдарының көмегі арқылы анықтау.
Жанама өлшеу - физикалық шамалар мәнін, тікелей өлшеулер арқылы анықталатын басқа да физикалық шамалармен байланысты формула бойынша анықтау.
Өлшеу құралдарын қалыпты пайдалану шарттарында орын алатын өлшеу құралдарының ағаттылығы негізгі болып табылады
Жүйелi қателiк - Жүйелi қателiкті тұрақты құрайтын өлшем кемшіліктері деп аталады немесе қайталанылатын жағдайда өзгертетiн заңдылық өлшеулері. Бұл ретте жүйелi қателiк құрамы физикалық құрылым бағынышты болғаны кездейсоқ емес, факторларда белгiлi функциялар болатыны жобаланды және қолданудың шартты өлшеу құралдарының технологиялық ерекшелiктерi, сонымен бiрге бақылаушының дара сапалығы.
Ал екінші тарауымда - метрологиялық құрылғылармен жұмыс істеу принципі таныстыру көзделген, оның негізінде шатнгенциркуль және микрометрмен лабораториялық жұмыс жасау көзделген.
Штангенқұралдар деп конусты және межелікті қармаққа негізделген сызықты, өлшем өлшеу жабдығы, межелік бөліну санының бүтін және бөлшек шама есебі үшін қосымша межелікті айтамыз.
Штангенқұралдарға жатады: штангенциркулдар, штангенте-реңдіклшеуіштер және штангенрейсмастар. Штангенқұралдарымен өлшеудің тура және абсолютті тәсілі. Штангенциркулдер тереңдіктің сыртқы және ішкі өлшемдерді өлшеуге арналған, сонымен қатар белгіленген жұмысты штангенциркулді хромдолған татбаспайтын инструментальды және құрылымды болаттан жасайды. Және Микрометрдің жұмыс істеу принципіне біраз тоқтала кетейік: Микрометрлік құралдарға: микрометрлер, микрометрлік тереңдік өлшеуіштер және іш өлшегіш, сыртқы, ішкі өлшегіштерді: кенерлер және тереңдіктердің биіктіктерін тура және абсолютті байланыс әдістерімен өлшеуге арналған иінтіректі микрометрлер.
Осы құралдардың жұмыс істеу мақсаты:берілістегі микробұранданың айналу қозғалысын түзу үшін бұрандасы жұптарды (бұранда - соның) пайдалануға негізделеген микрометрлік құралдардың бөлу саны 0, 01 мм олар келесі түрде шығарылады:
МЖ - жылтыр;
МБ - бетті;
НҚ - құбырлы;
МТ - тіс өлшегішті: МС-сымдар үшін;
НЖБ - жұмсақ бұйымдар үшін;
МБН - бұрандасы;
НТ - үстелге тігінен;
МБ - үстелге көлденеңнен;
мот. 19005 - санды электронды есептеулермен
1 ӨЛШЕУ ҚҰРАЛДАРЫНЫҢ АҒАТТЫЛЫҒЫ
1. 1 Өлшеу әдістері мен түрлері
Өлшеу - бірқатар құрылымдық элементтердің өзара қарым-қатынасын қамтитын күрделі процесс. Оларға жататындар: өлшеу міндеті, өлшеу объектісі, қағидасы, әдісі, өлшем құралы және үлгісі, өлшеу жағдайлары, өлшеу субъектісі, өлшеу қателіктері мен нәтижелері.
Өлшеу мақсаты - осы шаманы қолдануға ыңғайлы формадағы мәнін табу. Өлшеу құралының көмегімен ақпарат көрсеткішінің қозғалысы көрсеткен өлшем шамасын осы құралдағы шкаласында сақталатын бірлікпен салыстырады.
Ақпараттарды алу амалы бойынша өлшеулер ажыратылады:
- тура өлшеулер - бұл физикалық шаманы оның өлшемімен тікелей
салыстыру, яғни ізделінетін физикалық шаманың мәнін тура табу;
- жанама өлшеулер - ізделінген мәнді осы мәнге белгілі тәуелділігі бар шамаларды тікелей өлшеу нәтижелерімен анықтайды;
- жиынтық өлшеулер - бірнеше біртекті шаманы бір мезгілде өлшеу нәтижелерінен құралған, теңдеулер жүйесін шешу арқылы анықталады;
- бірлескен өлшеулер - бұл орталарындағы тәуелділікті анықтау үшін екі немесе одан да көп біртекті емес физикалық шамаларды өлшеу.
Өлшеу процесінде өлшенетін шаманың өзгеру сипатына қарай:
- статикалық өлшеулер кездейсоқ процестер, дыбыстық сигналдар және т. б. сипаттамасының анықтамасына байланысты;
- өлшенетін шама іс жүзінде тұрақты болған жағдайда орын алатын статистикалық өлшеулер;
- өлшеу процесінде ол бұл өлшеулерге ие болатын шамамен байланысты болған динамикалық өлшеулер.
Өлшем ақпаратының мөлшеріне байланысты:
- бір реттік өлшеулер - бұл бір шаманың бір рет өлшенуі;
- көп реттік өлшеулер - өлшеу саның өлшенетін шама мөлшерінен артық болуы.
Өлшем нәтижелерінің көрсетуі бойынша немесе негізгі бірліктерге қатысты:
- абсолютті өлшемдер деп, бір (кейде одан да көп) негізгі шамамен физикалық тұрақтылардың тікелей өлшемдері қолданылатын өлшемді айтады;
- салыстырмалы өлшем бірліктерінің сапасы ретінде қолданылатын біртектінің өлшеуіш шамаларының қатынастарын орнатуға негізделеді. Іздеп отырылған мән өлшемін қолданылатын бірліктеріне тәуелді.
Өлшеу жүргізудің ережелері өлшемді жүргізу әдістемесінде айтылған. Өлшеу жүргізу әдістемесі (ӨЖӘ) - керек болатын өлшем нәтижелерін алуды қаматамасыз етуді іске асыратын ережелер мен операциялар жиынтығын орнататын нормативті құжат.
ӨЖӘ - де көрсетіледі:
- оның тағайындалымдары және қолдану аймағы;
- дәлдік нормалары;
- өлшеу әдістері;
- өлшем амалдарына қойылатын талаптар;
- қауіпсіздікке қойылатын талаптар;
- өлшеуді жүргізуге дайындау операциялары;
- нәтиже алу үшін орындалатын тәжірибелік операциялар;
- нәтижелерді өңдеу тәсілдері және өлшем дәлдігінің көрсеткіштерін бағалаулар;
- өлшеу нәтижелерін рәсімдеуге қойылатын талаптар.
Өлшеу әдістері дегенде өлшеудің іске асырылған қағидаларына сәйкес өлшенетін физикалық шаманы оның бірлігімен салыстырудың жиынтығын немесе қабылдауды түсіну керек.
Өлшеу әдістері дегеніміз - нақты бір өлшеуіш міндет үшін таңдалған өлшеу қағидалары мен құралдарын пайдалану іс-әрекеттерінің жиынтығы. Өлшеу әдісі түсінігіне өлшеу қағидаларын теориялық негіздеумен қатар, өлшеу құралдарын қолдану іс-әрекеттерін әзірлеу де кіреді.
Өлшеу әдістері классификациясының ішінен өлшеу қағидалары мен құралдарын пайдалану іс-әрекеттерінің жиынтығы бойынша классификация кеңінен қолданылады. Бұл бойынша классификация тікелей бағалау әдісі және салыстыру әдісі ажыратылады.

Өлшеу әдістерінің классификациясы
- Тікелей бағалау әдісіарқылы өлшеген кезде шаманың ізделетін мәні сәйкес бірліктерде градуирленген өлшем құралының есептеуіш құрылғысы бойынша анықтайды. Мысалы, циферблаты таразыда өлшеу, бұйым мөлшерін микрометр көмегімен анықтау немесе қысымды серіппелі манометрмен өлшеу.
- Шамамен салыстыру әдісі - өлшенетін шаманы өлшемнің жаңғыртатын шамасымен (мысалы, рычагтық таразыда массаны салыстыру) салыстыратын әдіс. Салыстыру әдістерінің ерекше белгісі өлшемнің өлшеу процедурасына тікелей қатысуында. Ал тікелей бағалау әдісінде өлшем өлшеу процесіне қатыспайды, оның мөлшері кезінде өлшем құралына алдын ала өлшеуіш құрылғысына беріліп қояды. Салыстыру әдісі кезінде салыстыру құрылғысы міндетті болуы қажет.
- Өлшеммен салыстыру әдісінің бірнеше түрі бар:
- Нөлдік әдіс
- Дифференциалды әдіс
- Алмастыру әдісі
- Сәйкес келу әдісі
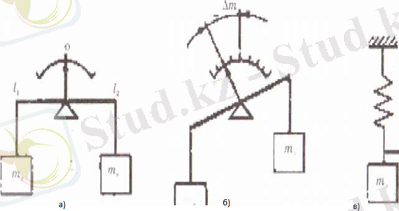
Нөлдік әдіс - салыстыратын құрылғыға өлшенетін шаманың нәтижелі әсер етуі эффектісі мен шаманың қарама-қарсы әсері нөлге келтірілетін өлшеммен салыстыру әдісі. Мысалы : Иықтары тең таразыда массаны өлшеу, мұнда таразыға тх массаның әсері токір массасымен толық теңестіріледі.
Дифференциалды әдіс кезінде толық теңестіру жасалмайды, ал өлшенетін шама мен өлшемнің жаңғыртатын шамасының арасындағы айырма аспап шкаласы бойынша есептеледі. Дифференциалды әдіс дене температурасы мен қаттылығы сияқты шамаларды өлшеуде пайдаланылмайды. Мысалы: Иықтары тең таразыда массаны өлшеу, мұнда таразыға тх массаның әсері токір массасымен біршама ғана теңестіріледі, ал массалардың айырмасы масса бірліктерінде градуирленген таразы шкаласы бойынша есептеледі.
Салыстыру әдістері
Алмастыру әдісі - өлшенетін шаманы өлшемнің жаңғыртатын белгілі шамасымен алмастыру арқылы өлшеммен салыстыру әдісі. Мысалы; бұйымның мөлшерін рычагты микрометрмен өлшеу немесе электрлік шамаларды айнымалы ток көпірлері көмегімен өлшеу.
Серіппелі таразыда өлшеу. Өлшеу екі іс-өрекетпен жасалады. Алдымен таразыға өлшенетін массаны салады және таразы көрсеткішінің жағдайын белгілейді. Сонан соң тх массасы то кір массасымен алмастырылады. Мұнда таразының көрсеткіші алғашқы жағдайдағы орынға келуі керек. Сонымен қатар m x = m 0 (в-сурет) .
Сәйкес келу әдісінде өлшенетін шама мен өлшеммен жаңғыртылатын шама арасындағы айырма шкала белгілерінің немесе периодты белгілердің сәйкес келуін пайдалану арқылы өлшейді.
Стробоскоп көмегімен валдың айналым санын өлшеу -вал периодты түрде жарық көзімен жарықтандырылады, ал жарық көзінің жиілігі валда жасалған ен баңылаушыға қозғалмайтындай болып көрінетіндей етіп орнатылады. Шкалалардың негізгі және нониусты белгілерінің сәйкес келуін пайдаланатын сәйкес келу әдісі сызықты мөлшерлерді өлшеу үшін қолданылатын штапгенприборларда жүзеге асырылады. [5]
- Өлшеу қателіктері туралы негізгі түсінік
Өлшеу - өлшеу құралдарының тәжірибелі көмегі физикалық шаманың мәнін табу.
Тікелей өлшеу - физикалық шамалар мәнін тікелей өлшеу құралдарының көмегі арқылы анықтау.
Жанама өлшеу - физикалық шамалар мәнін, тікелей өлшеулер арқылы анықталатын басқа да физикалық шамалармен байланысты формула бойынша анықтау.
Өлшеу құралдарын қалыпты пайдалану шарттарында орын алатын өлшеу құралдарының ағаттылығы негізгі болып табылады; қалыпты ретінде қабылданғаннан әсер етуші шамалардың (температура, электр тогының жиілігі) мәндерінің ауытқуынан пайда болған ағаттылықтар - қосымша болып табылады. Өлшеу құралдарының әрбір типі өлшеу құралдарының дәлдік класын анықтайтын, рұқсат етілетін ағаттылықтардың шектері белгіленеді. Белгіленген өлшеу құралдарының көрсеткіштері қолданылатын тұрақты шамаларды өлшеу кезінде нәтижеге тек Өлшеу құралдарының статикалық ағаттылығы әсер етеді, өзгеретін шамаларды өлшеу кезінде статикалықтарға динамикалық өлшеу құралдарының ағаттылықтары қосылады және жалпы ағаттылық өседі.
Өлшеу құралының дәлдік класы - бұл негізгі және қосымша ағаттылықтардың жіберілетін шектерімен, өлшеу құралдарының бөлек түрлеріне арналған стандарттарда белгіленген мәндердің дәлдігіне әсер ететін басқа да қасиеттермен анықталатын жалпыланған сипаттама. Өлшеу құралдарының дәлдік класы дәлдікке қатысты олардың қасиеттерін сипаттайды, бірақ осы құралдардың көмегі арқылы орындалатын өлшемдер дәлдігінің тікелей көрсеткіші болып табылмайды.
Құралдың абсолюттік аспаптық ағаттылығын анықтау үшін оның дәлдік класын білу қажет. Өлшеу құралының дәлдік класы
 , абсолюттік аспаптық ағаттылықтың
, абсолюттік аспаптық ағаттылықтың
 және А асаптың барлық шкаласы бойынша қанша пайыз екеннін көрсетеді(Аmax) :
және А асаптың барлық шкаласы бойынша қанша пайыз екеннін көрсетеді(Аmax) :
Дәлдік класы аспап шкаласында немесе оның паспортында көрсетіледі (% белгісі жазылмайды) . Электр өлшеу құралдарының мынадай кластыра бар: 0, 1; 0, 2; 0, 5; 1; 1, 5; 2, 5; 4. Құралдың дәлдік класын (
) және оның барлық шкаласын біле отырып (Аmax), абсолюттік ағаттылықты
және А физикалық шаманы өлшеудің А осы құралмен анықтайды:
Өз сипаттамасы бойынша өлшеу құралдарының ағаттылығы жүйелі болады, яғни тұрақты сақталынатын немесе заңды түрде өзгереді, және кездейсоқ түрде өзгереді. Осылай, құралдың шкаласына дұрыс салынбаған белгілер немесе шамаларды дәлсіз келтіру (мысалы, гирь), жүйелі ағаттылықты; құралдың жылжымалы бөлшектерінің кездейсоқ - қажалуын тудырады. Өлшеу құралдарының жүйелі ағаттылығын түзетулер енгізу арқылы немесе көрсеткіштерді түзету көбейткіштеріне көбейту арқылы жоюға болады
Шкалалы өлшеу құралдарының маңызды сипаттамасы ретінде бөлу бағасы болып табылады, яғни көрсеткіштің шкаланың бір бөлігіне жылжуы сәйкес келетін, өлшенетін шаманың өзгеруі. Егер де сезгіштік әрбір өлшеу диапазонында тұрақты болса, онда шкала біркелкі деп аталады. Шкала біркелкі болмаған жағдайда өлшеу құралдарының шкаласын бөлудің ең аз бағасы қалыптасады. Сандық құралдарда шкаланың анық түрі болмайды, және оларда бөлу бағасының орнына құрал көрсеткішіндегі санның кіші разрядының бірлік бағасы көрсетіледі [1] .
Өлшеу құралдарының ең маңыщды метрологиялық сипаттамасы ағаттылық болып табылады
Шаманың абсолюттік ағаттылығы
түсінігінде оның номиналды
 және нақты
және нақты
 мәндерінің арасындағы алгебраикалық әртүрлілігі жатыр:
мәндерінің арасындағы алгебраикалық әртүрлілігі жатыр:

ал
өлшеу құралының абсолюттік ағаттылығы
түсінігінде - оның көрсеткіштері
 мен өлшенетін шаманың нақты мәндерінің
арасындағы әртүрлілігі жатыр:
мен өлшенетін шаманың нақты мәндерінің
арасындағы әртүрлілігі жатыр:

Өлшеу түрлендіргіштің абсолюттік ағаттылығы кіріспе немесе шығыс шамасының бірлігінде айқындалады. Кіріспе шамасының бірлігіндегі түрлендіргіштің абсолюттік ағаттылығы, шығыс шамасының нақты мәні бойынша және түрлендіргіштің статикалық номанлды мәні бойынша және кіріспе шаманың
нақты мәні бойынша табылатын, кіріспе шаманың мәндерінің
X
арасындағы әртүрлілігі ретінде анықталады:
 .
.
Алайды жалпы деңгейде өлшеу құралдарының дәлдігін қатысты ағаттылық сипаттайды, яғни абсолюттік ағаттылықтың өлшенетін немесе шаманы өлшеудің осы құралымен іске асырылатын нақты мәнге қатысты пайыз түрінде берілген қарым-қатынасы:

Әдетте
 , сондықтан формулаға (3) нақты мәннің орнына жиі түрде шаманың номиналды мәні немесе өлшеу құралының көрсеткіші қойылуы мүмкін.
, сондықтан формулаға (3) нақты мәннің орнына жиі түрде шаманың номиналды мәні немесе өлшеу құралының көрсеткіші қойылуы мүмкін.
Егер де құралды өлшеу диапазоны өлшенетін шаманың нөлдік мәнін құрамына енгізсе, онда қатысты ағаттылық шкаланың өзіне сәйкес нүктесінде шексіздікке айналады. Мұндай жағдайда өлшеу құралының абсолюттік ағаттылығының кейбір нормаланатын мәнге
 тең
келтірілген ағаттылық
түсінігі қолданылады:
тең
келтірілген ағаттылық
түсінігі қолданылады:

Нормалайтын мән ретінде өлшеу құралының берілген түрі үшін сипатты, мән қабылданады. Бұл мысалы, өлшемдер диапазоны, өлшемдердің жоғарғы шегі, шкала ұзындығы және т. б. болуы мүмкін.
Өлшеу құралдарының ағаттылығы, құралдар элементтерінде және түрлендіргіштерде ауыспалы процестер аяқталғаннан кейін тұрақты шамаларды өлшеу кезінде орын алатын, статикалық және ауыспалы шамаларды өлшеу кезінде пайда болатын және өлшеу құралдарының екпінді қасиеттерімен ескертілген динамикалық түрлеріне бөлінеді.
Жалпы жіктеуге сәйкес, өлшеу құралдарының статикалық ағаттылықтары жүйелі және кездейсоқ түрлерге бөлінеді.
Жүйелі ағаттылық жалпы жағдайларда әсер етуші шамалар (температура, ылғал, қоректену кернеуі және т. б. ) мен уақыттың өлшенетін шамасының жұмыс болып табылады. Өлшенетін шаманың жұмысында жүйелі ағаттылықтар үлгілі құралдарды салыстырып тексеру және аттестаттау кезінде табылады, мысалы, алдын ала өлшенетін шаманың берілген мәндерін шкаланың бірнеше нүктелерінде өлшеу арқылы. Нәтижесінде қисық құрылады немесе түзетулерді анықтау үшін қолданылатын ағаттылықтар кестесі пайда болады. Шкаланың әрбір нүктесіндегі түзетулер жүйелі ағаттылықа тең және белгісі бойынша оған кері болып табылады, сондықтан өлшенетін шаманың нақты мәнін анықтау кезінде түзетуді құралы көрсеткішіне қосу қажет. Егер де динамометр көрсеткішіне 120 Н түзету +0. 6 Н тең болса, онда өлшенетін күштің нақты мәні 120+0. 6=120. 6 Н құрайды. Жүйелі ағаттылыққа қарағанда түзетуді пайдаланған тиімдірек, сондықтан құралдарды жиірек қисықтармен немесе түзету кестелерімен жабдықтайды.
Өлшенетін шаманың жұмысындағы жүйелі ағаттылықты, өлшеу құралдарының ең құрылымдық сұлбасымен анықталатын сұлбаның ағаттылықтарының жиынтығы және оның элементтерін дайындау ағаттылықтарымен ескертілген технологиялық ағаттылықтар түрінде қарастыруға болады.
Осындай және басқа ағаттылықтар түрлерін, тек өлшеу құралының бір данасының көмегі арқылы тұрақты шаманың тұрақты өлшенуі кезінде ғана жүйелі түрінде қарастыруға болады. Типтік өлшемдері бірдей бір немесе көптеген құралдармен жүзеге асырылаты, физикалық шаманың әртүрлі мәндерінің өлшемдерінің шамасында бұл жүйелі ағаттылықтар кездейсоқ класына жатады. [9]
1. 3 Жүйелi қателiк
Жүйелi қателiкті тұрақты құрайтын өлшем кемшіліктері деп аталады немесе қайталанылатын жағдайда өзгертетiн заңдылық өлшеулері. Бұл ретте жүйелi қателiк құрамы физикалық құрылым бағынышты болғаны кездейсоқ емес, факторларда белгiлi функциялар болатыны жобаланды және қолданудың шартты өлшеу құралдарының технологиялық ерекшелiктерi, сонымен бiрге бақылаушының дара сапалығы. Күрделi жүйе қателiктер бағынатын заңдылықтары анықталады немесе өлшеу құралдарының жасауында, өлшеуiш аппаратураның жинақтауы тiкелей өлшеу эксперименттi дайындықтың жанында және оның жүргiзуiнiң процесiнде. Материалмен жоғары сапалы, iс жүзiнде бәрi жүйелi қателiк бар болу олардың бақылауларын нәтижелi өңдеуiнiң жанында есептеуге келмегені сонша шеттетуге рұқсат берген, озық технология өлшемдер әдiсiн пайдалануды әбден жетiлдiрді . Жүйелi қателiктің пайда болуы олардың себебімен байланысты, жiктеу қабылданған және әсер ету олардың мiнезi бойымен өлшеулерде. Пайда болудың себебімен байланысты жүйелi қателiктердiң төрт түрі қаралады.
1. Әдiстiң қателiгi немесе теориялық қателiктердің өлшемдер әдiсiнiң қабылданған теориясын жеткiлiксiз әзiрлеу негiзiнен рұқсат етiлген өлшеулердi жүргiзуде. Егер соңғы өлшенетiн қасиет бiртектiлiкке ие болмаса, әдiстiң қателiгi пайда болады да, барлық объектiге шектелген бөлiкте кейбір өлшенген қасиеттiң экстраполяциясына жатады. Осылай, бiр қимада өлшеуге алынған тең нәтижеге цилиндрлiк бiлiктiң диаметрi есептес және бағыттас, бiз зерттелетiн бiлiк сыртпiшiн ауытқуна толық анықталатын жүйелi қателiкне рұқсат беремiз. Егер сынама қоспадан бiраз асырса, массаның өлшеуіне арналған заттың тығыздығының анықтамасында, кейбiр сынамасында жүйелi қателiк пайда болады, ал өлшеудiң нәтижесi осы зат сипаттамасымен айналысады. Әдiстiң қателiктерiне жату керек, сол объектiнiң өлшенетiн қасиеттерiне өлшеуiш аппаратураның әсерiнің салдарынан пайда болған қателiктер. Мысалы, ұқсас оқиғалар пайдаланылатын құралдарды тұрық, қашан өлшеу күштiң жанында әжептәуiр ұлы пайда болады, жеткiлiксiз тез әсер ететiн аппаратураның процестерiн тiркеу тез жанында, температура өлшеулерде сұйықтық немесе газды термометрлерімен және тағы басқалар.
2. Өлшеулердi қолданылатын құралдар аспапты қателiктер, қателiктерге байланыстырылады. Жеке тобына аспапты қателiктерiнiң арасында сұлбаның қателiгiн ерекшелейдi, өлшеу құралдарының жасауы дәлсiздiкке байланыссыз және өлшеу құралдары өз тек мiндеттi өз құрылымдық сұлба. Аспапты қателiктердiң зерттеуi арнаулы тәртiптi бұйымды болып көрiнедi - өлшеуiш құралдары дәлдiктiң теориясы.
3. Қателiк, мерзiмдi терiс қондыруымен және құралдардың электр тiзбектерiнiң параметрлерi сипаттамаларды келiспегендiк бiртұтас кешендi бөлiктiң өлшеу құралдары болып табылатындарын өзара орналастырылумен, сыртқы температуралық, гравитациялық, радиациялық тағы басқа далаларды әсермен, көз қорегiн тұрақсыздықпен, келiсiлмегендiк кiрiс шығатын және тағы басқалар.
4. Жеке қателiктер, бақылаушының мерзiмдi дара ерекшелiктерi. Мысалы, қателiк сондай кешiгу шақырады немесе сигнал тiркеуiнiң жанында озуы, үлеспен оныншы шкала бөлiктерiнiң терiс есептеуi, екi тәуекелдердiң арасындағы сызықшаның қондыруының жанында ортасында пайда болатын асимметрия. Жүйелi қателiк өлшеудiң процесiнде өз мiнез-құлықты мiнез бойымен тұрақтыға ұсақтайды және айнымалылар. Мысалы, тұрақты жүйелi қателiктер есептеудiң басының терiс қондыруы, терiс бөлiктеудiң жанында пайда болады және өлшеу құралдарын дәлдеу, тұрақты барлық қайтадан бақылауларда қалады. Егер қиын өте бақылаулардың нәтижесiнде табатын, шығарылған болды. Жүйелi қателiк айнымалыларды ара-арасында озық ерекшелеу қабылданған және периодты. Мысалы, озық қателiк өлшеуде пайда болады, таразының иiнағаштарының қашан бiрi көзге жақын тап жылу, қарағанда басқа, сондықтан тезiрек қызады және ұзартады. Бұл есептеудiң басының жүйелi түрде жылжуына алып келедi және таразының көрсетулерiн бiр қалыпты өзгертеді. Егер көрсеткiш айналу осы шкаланың белағашымен дәл келмесе, дөңгелек шкаламен тән өлшегiш аспаптарға периодты қателiк. Жүйелi қателiктерi қалған түрлерi бәрi күрделi заң бойымен өзгертетiн қателiк атау қабылданған. Жағдай сол, жүйелi қателiктердi әсері қашан осы өлшегiш қондырғы үшiн қажеттi өлшеу құралдарының жасауында шеттетуге болмайды, өлшеу процестi ұйымдастыруға әдейi болып келедi және математикалық нәтижелердi өңдеудi жүзеге асырады. Күресiнiң әдiстерi жүйелi қателiктерiмен табылуы олар қосылады және келесi шығару жолымен толық немесе жартылай өтем. Негiзгi қиыншылықтар, жиi алынбас тұрады, тап жүйелi қателiктердi табылуда, талдау олардың жақын жүрген адам қанағаттану болып келедi. Жүйелi қателiктердi табылудың тәсiлдерi. Мысалы, жүйелi қателiктердi бар болу алынған бақылауларды нәтиже түзелмейтін болады және (Х1, Х2) белгi олардың сызықшаларымен қамтамасыз етуге түзетiлген өзгелiгiне және тағы басқалар. Мағына орташа арифметикалық шарттарын есептеп шығарылған бұл және бақылауларының нәтижелерiнен ауытқуы болады да дұрысталмаған атасын және сызықша бұл величиндердiң символдарында қою. Қорыта келгенде,

Сіз бұл жұмысты біздің қосымшамыз арқылы толығымен тегін көре аласыз.
- Іс жүргізу
- Автоматтандыру, Техника
- Алғашқы әскери дайындық
- Астрономия
- Ауыл шаруашылығы
- Банк ісі
- Бизнесті бағалау
- Биология
- Бухгалтерлік іс
- Валеология
- Ветеринария
- География
- Геология, Геофизика, Геодезия
- Дін
- Ет, сүт, шарап өнімдері
- Жалпы тарих
- Жер кадастрі, Жылжымайтын мүлік
- Журналистика
- Информатика
- Кеден ісі
- Маркетинг
- Математика, Геометрия
- Медицина
- Мемлекеттік басқару
- Менеджмент
- Мұнай, Газ
- Мұрағат ісі
- Мәдениеттану
- ОБЖ (Основы безопасности жизнедеятельности)
- Педагогика
- Полиграфия
- Психология
- Салық
- Саясаттану
- Сақтандыру
- Сертификаттау, стандарттау
- Социология, Демография
- Спорт
- Статистика
- Тілтану, Филология
- Тарихи тұлғалар
- Тау-кен ісі
- Транспорт
- Туризм
- Физика
- Философия
- Халықаралық қатынастар
- Химия
- Экология, Қоршаған ортаны қорғау
- Экономика
- Экономикалық география
- Электротехника
- Қазақстан тарихы
- Қаржы
- Құрылыс
- Құқық, Криминалистика
- Әдебиет
- Өнер, музыка
- Өнеркәсіп, Өндіріс
Қазақ тілінде жазылған рефераттар, курстық жұмыстар, дипломдық жұмыстар бойынша біздің қор #1 болып табылады.

Ақпарат
Қосымша
Email: info@stud.kz