№3 механикалық цехты электрмен жабдықтауды жобалау және электрлік есептеулер

Мазмұны
Кіріспе
1 Жұмыс объектісінің қысқаша сипаттамасы . . . 7
1. 1 Жобалау цехының техникалық процесіне жалпы сипаттама . . . 7
1. 2 Электр энергиясымен қоректенетін құрылғыларға сипаттама. Цехтағы қабылдағыштардың электрмен жобалау сұлбасын және кернеуді таңдау . . . 7-11
2 Электрмен қамту . . . 12
2. 1 Жарықтандыру және күштік жүктемені есептеу . . . 12-16
2. 1. 1. 1 Цехты жарықтандыруға қажет қуатты есептеу . . . 17-23
2. 2 Электр жүктемесін есептеу . . . 24-26
2. 3 Жүктеме картограммасы және электрлік жүктеме отралығы . . . 27-28
2. 4 Реактивті қуатты компенсациялау . . . 29-30
2. 5 Цехтық трансформаторлық қосалқы станциясының саны мен қуатын және түрін аныктау . . . 31-36
2. 6 Электрмен жобалау сұлбасына электр жабдықтарын таңдау . . . 37-39
2. 7 Электрмен жобалау сұлбасына сымдар мен шоғырсымдарды таңдау . . . 40-46
2. 8 Қысқа тұйықталу тоғын есептейміз . . . 40-46
2. 9 Жүйе элементтерін тексеру . . . 47-49
2. 10 Жоғарғы кернеу жағына күштік ажыратқышты таңдап тексеру. . 50-51
2. 11 Цехтық трансформатордың релелік қорғанысын есептеп, релелік қорғаныс элементтерін таңдау . . . 52-55
2. 12 Электр қондырғылардың жерге тұйықтау құрылғысын есептеу. . 56-58
3 Жобаның экономикалық бөлімі . . . 59
3. 1 Цехты электрмен жабдықтауға кеткен шығынды есептеу . . . 59-64
Қорытынды . . . 65
Пайдаланған әдебиеттер тізімі . . . 66
Кіріспе
Электр энергиясы технологиясы өнеркәсіптің дамуын жеделдетеді, жоғары сапалы материалдар жасауға әсер етіп, еңбек өнімділігін арттырады. Электр энергиясын пайдаланып жұмыс істейтін автоматтандыру және механикаландыру жүйесімен жабдықтау халықтың тұрмысына жәрдемдесетін табыс алу мақсатында жедел арттыру жолымен Қазақстанның энергетикалық ресурстарын тиімді пайдалану Н. Ә. Назарбаевтың "Қазақстан-2030" Қазақстан халқына жолдауында "Энергетика ресурстары" бөлімінде электрлендірудің маңызы корсетілген [1] .
Электр энергетикасын озық өркендету принципі еліміздің өндіргіш күштерін онан әрі қарай дамытудың шешуші шарты. Мұнымен қатар, бұл принцип электр энергиясын мол тұтынатын өндірістердің жаңа обьектілерін салудың, технологиялық процестердің прогрессивтік түрлерін енгізу тиімділігін күрт арттырудың, халықтың материалдық және мәдени дәрежесін жақсартудың да бірден-бір көзі екені бәрімізге де айқын болуға тиіс. Ресурстардың тиімділігі тамаша да орасан зор. Энергетика қорлары жақын уақыт ішінде және аз мөлшерлі қаржы шығынымен өте күрделі де жоғары рентабельді электр энергетикасының негізі болғалы отыр. Осындай өндіріс негізі өндіргіш күштердің дұрыс орналасуы үшін тиімді шешімдер қабылдап, халық шаруашылығының жаңа аудандарын ұйымдастыруға және бүкіл республика халық шаруашылығын да бұрын болып көрмеген биік белеске көтеруге болады.
Өнеркәсіптің электр энергияны пайдалану базасында электр қондырғылардың алар орны айрықша. Электр машиналары, аппараттары, қондырғылары мен құрылғыларының қатысуымен электр энергиясын басқа энергия түрлеріне айналдырып, технологиялық процестерді автоматтандыру жүзеге асалды.
«Беларус» МТЗ-80, МТЗ-82 тракторларына иінді валды өндіру және түрлендіру үшін, электр энергиясын тұтынып жұмыс жасайтын құрылғылар мен станоктарды пайдаланамыз.
Иінді валды механикалық өндеу көптеген техникалық процестер мен операциялардан тұрады:
- валдың артқы ілмегінің, ернемегінің үстіңгі қабатын және вал шейкін токарлық өндеу;
- түпкі және шатунды шейкті тегістеу және қырнау;
- әр түрлі тесіктерді бұрғылау (орталандыру тесігі, май каналдарының тесігі, майқалташасының, маховик пен қарсы салмақтылықтың резбаларының тесігі және т. с. с) ;
- термоөндеу;
- түпкі және шатунды шейк пен артқы ілмегін, ернемегінің үстінгі қабатын және фланцты тазалау;
- суперфиништік, ысып жылтырату және жеткізу операциясы;
- құрастыру операциясы (қарсы салмақтылықты, бітеуішті, айырғыш түтікті және т. с. с жйынтқ бөлшектерін орналастыру) ;
- тұрақтандыру операциясы;
бұл операциялардың барлығы толасыз-механикалық сонымен қатар көп бөлігі арнайы құрылғылар көмегімен жүзеге асады.
Машина жасау саласының коптеген цехтарында трансформаторлы қосалқы станция комплектісі (ТҚСК), тарату қондырғы комплектісі (ТҚК), күштік және жарықтандыру шиносымдары, коммутация аппараттары, қорғаныс құрылғылары және т. с. с қондырғылар кеңінен қолданылады. Яғни бұл электрмен жабдықтаудың сенімділігін арттырып, электр энергия шығынын үнемдейді.
Өндірісті автоматтандыруда көп қозғалтқышты электр торап пен электрмен басқару құрылғылары бірінші дәрежеге ие.
Бұл дипломдық жобаның мақсаты Орал қаласының механикалық зауотындағы №3 механикалық цехты электрмен жабдықтауды жобалау болып табылады. Жобаның негізгі мақсатының бірі бұл: минималды капитал шығынымен цехтағы электр қабылдағыштарды үзіліссіз, сенімді электр энергиясымен қамтамассыз ету.
1 Жұмыс объектісінің қысқаша сипаттамасы
1. 1 Жобалау цехының техникалық процесіне жалпы сипаттама
Механикалық цех, бұл механикалық зауыттың негізгі цехтарының бірі болып табылады. Цехта иінді валды өндеу жұмыстары жүргізіледі. Яғни жеткізілген құйманы бірнеше техникалық операциялардан (жону, тазалау, тесу, қырнау, тұрақтандыру т. с. с) өткізіп, дайын өнімді саттыққа шығарады. Метал өндеу құрылғылары мен қондырғылары арқылы металды өңдеп, кесу жұмыстарымен айналысады.
Цехта ені 18 метр болатын екі жұмыс алаңы жұмыс істейді. Технологиялық қондырғылар, яғни бұйымдарды өңдеу талабына сай келетін метал кесу станогы, сонымен қатар жалпы өндірістік қондырғылар, яғни транспорттық көтергіш механизмдер, сорғыштар, желдеткіштер цехтың негізгі жұмысын атқарады.
1. 2 Электр энергиясымен қоректенетін құрылғыларға сипаттама. Цехтағы қабылдағыштардың электрмен жобалау сұлбасын және кернеуді таңдау
Механикалық цехтың негізгі электр энергиясын тұтынатындар олар: метал кесу станогтары, электр пештері, көтергіш механизмдер, сорғыштар, желдеткіштер болып табылады. Сонымен қатар цехта әртүрлі жұмыстарға арналған (токрлық жұмыстарға, бұрғылауға, кесуге, тазартуға, қырнауға, айналдырып кесуге т. с. с) станктармен қамтамассызданған.
Электр қондырғыларын орналастыру ережесіне (ЭҚОЕ) сәйкес үздіксіздігі бойынша электрқабылдағыштар II және III категорияға жатады. Электрқабылдағыштар қайталама-қысқауақытты (ҚҚР) және ұзатылған режимде жұмыс жасайды [2] .
Жарықтандыру және күштік жүйе кернеуін таңдау электрмен жобалау барысында шешімін табатын қажетті техникалық тапсырма болып есептеледі. Себебі кернеу шығыны, электр шығыны тағыда көптеген басқа факторлар кернеудің дұрыс таңдалғандығына байланысты. Сонымен қатар кернеу таңдау ол, технико-экономикалық көрсеткіштердің тиімділігін арттыру жолында әр түрлі нұсқаларды қарастыруға негізделеді [3] .
Қазақстан Республикасының Электр қондырғыларын орналастыру ережесі және Тасымалдау техникасының ережесіне сәйкес 1000 В-қа дейінгі (U ≤ 1000 В) айнымалы тоқ кернеуі үшін келесі стандарттар қабылданған: 110 В, 220 В, 380 В, 660 В [2] .
Машина жасау саласындағы өнеркәсіптер арасында кеңінен тараған жүйе бұл 380/220 В кернеулі 50 Гц жиелікпен жұмыс жасайтын бітеу жерлендірілген, үшфазалы тоқ жүйесі. Сондай-ақ 660/380 В кернеулі жүйеде кеңіннен тараған.
Күштік және жарықтандыру жүктемесін бір трансформатордан қоректендіруге мүмкіндік беретіндіктен 380/220 В кернеулі бітеу жерлендірілген, үшфазалы тоқ жүйесін жобалауцехына таңдаймыз.
380 В күштік қондырғыларды қоректендіруге, ал 220 В жарықтандыруға пайдаланамыз. Техникалық қауіпсіздік талабына сай басқару цептері мен жергілікті жарықтану төмендетілген кернеумен қоректендіріледі. Басқару цептері 110 В кернеумен жарықтану 12 немесе 24 В кернеумен қоректенеді.
Егер күштік және жарықтандыру желісін бір трансформаторлы қосалқы станциядан қоректендірсек, жарықтандыру құрылғыларының жыпылықтауына әкеліп соғады, себебі үлкен двигателдерді қосқан кезде өте үлкен қосу тоғы пайда болады. Сондықтан екі трансформаторлы қосалқы станция комплектісіннен (ҚСК) қоректендіреміз. Жие ең жоғарғы жүктемелі күштік қабылдағыштарды ҚСК трансформаторларының біреуіне жалғау керек, ал қалғанын екінші трансформаторға. Яғни жұмыстық жарықты екінші трансформатордан қоректендірген жөн, ал апаттық жарықты бірінші трансформатордан. Жұмыстық жарықтың сапалы да ұзақ жұмыс істеуін қамтамассызету үшін.
Цехтағы қабылдағыштарды электрмен жобалау сұлбасын таңдау көтеген факторларға байланысты:
- жекелеген тұтынушы қуатына;
- тұтынушының орналасыуына;
- цехтың ауданына;
- цехтың технологиялық процессіне;
Электрмен жабдықтау жүйесікелесі талаптарға сай болуы қажет:
- қызмет көрсетудің ыңғайлылығы мен сенімділігі;
- электр энергиясының сапалылығы;
- қалыпті және апатты режим уақытында электр энергиясының үздіксіздігі және сенімділігі;
- жүйенің экономдылығы, яғни ең аз капитал шығыны мен пайдалану шығыны;
- жүйенің икемділігі, яғни қосалғы шығынсыз өндіріс көлемін үлкейтуге икемділігі.
Цехтағы тұтынушыларға электр энергиясын жеткізу мен тарату үшін «трансформатор - магистраль» сұлбасын аламыз, цехтың қосалқы станциясын арзандатып, жеңілдету үшін. Бұндай сұлбалар өте көп таралған және жүйенің икемділігі мен сенімділігіне қоса материалдық шығынды экономдауға мүмкіндік жасайды.
Электр мен жабдықтау ТҚ-дан қорек алатын магистралды шинасымнан - 0, 4 цехтық ҚСК, оған таратқыш шинасым жалғанады, одан тарамдалған желі арқылы барлық элекртрқабылдағышты қоректендіреді.
№3 механикалық цехтың электрқабылдағыштары туралы мәліметтер тізімі 1. 2. 1 таблицасында көрсетілген.
1. 2. 1 таблицасы №3 механикалық цехтың электрқабылдағыштары туралы мәліметтер тізімі
2 Электрмен қамту
2. 1 Жарықтандыру және күштік жүктемені есептеу
2. 1. 1. 1 Цехты жарықтандыруға қажет қуатты есептеу
Жұмыс орнының жеткілікті жарықтылығы дегеніміз - бұл адамның қалыпты жұмыс жасауы мен жоғары деңгейде еңбек етуін қамтамассыздандыру [4] .
Жобалау цехын жалпыға бірдей жергілікті біріктірілген жарықтандыру жүйесін аламыз.
Жарықтандыруды есептеу келесі тәртіппен жүргізіледі:
- Шамдарды орналастыру тәртібі
- Жарықтандыру құрылғысын есептеу
Өндірістік орныдарда шамдарды орналастыру кезінде келесі негізгі шарттарды ескерген жөн:
- жарықтандыру орнында жарықтың қаліптілігін сақтап, экономикалық тиімді жолмен жарықтандыру;
- жарықтың сапасының талаптарыңың сақталуы (біркелкілік, жарықтың бағыты, көлеңкенің шектілігі, жарықтың қаліптілігі, сонымен қатар тікелей шағылыспауы) ;
- қауіпсіз қызмет көрсетуге ыңғайлылығын қамтамассыз ету;
- топтық жүйені монтаждауға ыңғайлылығын қарастыру;
- жарық көзінің сенімді бекітілуін;
Н р - жұмыс бетіннен шырақтың ілу биіктігі, өлшем бірлігі м, 1 сурет бойынша келесі формуламен анықтаймыз:
Н р. = Н - h c. - h p. , м [5] .
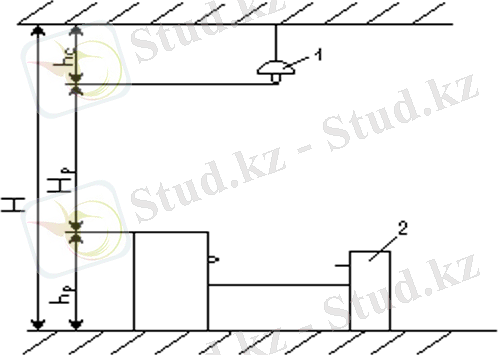
мұндағы:
Н - цехтың биіктігі, м. 8 м;
h c . - төбе мен шамның арақашық-
тығы, м. h c. = 0, 7 м;
h p. - жұмыс бетінің еденнен биік-
тігі, м. h р. = 0, 8 м.
Н р . = 8 - 0, 7 - 0, 8 = 6, 5 м
Берілген цехтың жарықтандыру бетінің ауданы S цех , м 2 :
S цех. = B × L, м 2
мұндағы: B - аумақтың ені, м. B = 36 м;
L - аумақтың ұзындығы, м. L = 96 м;
S жа = 36 × 96 = 3456 м 2
Шамдардың бір бірінен ара қашықтығын немесе шамдардың қатарларының ара қашықтығын келесі формуламен анықтаймыз:
 м [6] .
м [6] .
мұндағы λ-анықтама бойынша аламыз [6] .
Қатардағы шамдардың саны:
 [6] .
[6] .
N'=11 - деп аламыз;
Қатар мен қабырғаның арақашықтығын l а келесі формуламен анықтаймыз:
 м [6] .
м [6] .
Қатарлар саны:
 немесе
немесе
 шарты бойынша тікбұрыштың бойымен орналастыратын болсақ онда:
шарты бойынша тікбұрыштың бойымен орналастыратын болсақ онда:
 немесе
немесе
 [6] .
[6] .
L қат = 6 м деп алып, қатарлардыңн санын анықтаймыз:
 [6] .
[6] .
n =2 деп алып, аралықтағы шамның санын анықтаймыз:
 [6] .
[6] .
Аралықты жарықтандыру үшін 22 шам қажет.
Аралықтың ұзындығыннан қатардың қашықтығы
 м [6] .
м [6] .

Сурет 2 Бір аралықтағы ДРЛ шамдарының орналасуы.
Бұл бір аралыққа есептелген, яғни цехта екі аралық бар сондықтан есеп нәтижиесін екіге көбейтеміз:

Цехты жарықтандыру үшін 44 шам қажет.
Анықтама бойынша: ρ төбе = 0, 5; ρ қаб = 0, 3; ρ ж. беті = 0, 1; Қор коэффиценті К қ = 1, 5; Кедір-бұдырлық коэффиценті z = 1, 15 [5] .
Бөлменің индикісін келесі формуламен есептейміз:
 [6] .
[6] .
Бөлменің индиксі мен қабырғаның, төбенің, жұмыс бетінің шағылу коэффициенті арқылы анықтамадан жарық ағынының пайдалану коэффициентін анықтаймыз; η=0, 73 [5] .
Анықтама бойынша берілген цехтың қаліпті жарықтануы Е қал. = 300 Лк [6] .
Жарық толқынын келесі формуламен анықтаймыз:
 Лм [6] .
Лм [6] .
Анықтамадан жарық толқыны 55000 Лм болатын ДРЛ 1000 шамын таңдаймыз [5] .
2. 1. 1. 1. 1 таблица, ДРЛ шамдарының техникалық сипаттамасыДРЛ шамының тұтынатын жалпы қуатын тауып, 2. 2. 1-таблицасына еңгіземіз.
 кВт
[7] .
кВт
[7] .
К с =0, 95 ДРЛ шамы үшін
Ең жүктеулі ауысым үшін ауысымдық активті қуатты келесі формула бойынша анықтаймыз:
 [7] .
[7] .
мұндағы
 -пайдалану коэффиценті;
-пайдалану коэффиценті;
 - ДРЛ шамының тұтынатын жалпы қуаты, кВт.
- ДРЛ шамының тұтынатын жалпы қуаты, кВт.
 кВт
кВт
Ең жүктеулі ауысым үшін ауысымдық реактивті қуатты келесі формула бойынша анықтаймыз:
 [7] .
[7] .
 кВАр
кВАр
Жұмыстық жарық апатқа ұшыраған кезде кәсіп орын жұмысшыларын қауіпсіздігін қамтамассыздандыру мақсатында апаттық жарық көзін қарастырамыз. Цехтағы апаттық жарық қуаты Р ап. , Вт жұмыстық жарық қуатының 10% (0, 1) қабылдайды.
Р ап. = 0, 1 × 46, 816 = 4, 6816 кВт [4] .
Апаттық жарық үшін Г түріндегі 500 Вт-тық қыздырма шамдарды таңдаймыз [4] .
2. 1. 1. 1. 2 таблица Апатық жарық шамдарының техникалық сипаттамасы2. 2 Электр жүктемесін есептеу
... жалғасыСіз бұл жұмысты біздің қосымшамыз арқылы толығымен тегін көре аласыз.
- Іс жүргізу
- Автоматтандыру, Техника
- Алғашқы әскери дайындық
- Астрономия
- Ауыл шаруашылығы
- Банк ісі
- Бизнесті бағалау
- Биология
- Бухгалтерлік іс
- Валеология
- Ветеринария
- География
- Геология, Геофизика, Геодезия
- Дін
- Ет, сүт, шарап өнімдері
- Жалпы тарих
- Жер кадастрі, Жылжымайтын мүлік
- Журналистика
- Информатика
- Кеден ісі
- Маркетинг
- Математика, Геометрия
- Медицина
- Мемлекеттік басқару
- Менеджмент
- Мұнай, Газ
- Мұрағат ісі
- Мәдениеттану
- ОБЖ (Основы безопасности жизнедеятельности)
- Педагогика
- Полиграфия
- Психология
- Салық
- Саясаттану
- Сақтандыру
- Сертификаттау, стандарттау
- Социология, Демография
- Спорт
- Статистика
- Тілтану, Филология
- Тарихи тұлғалар
- Тау-кен ісі
- Транспорт
- Туризм
- Физика
- Философия
- Халықаралық қатынастар
- Химия
- Экология, Қоршаған ортаны қорғау
- Экономика
- Экономикалық география
- Электротехника
- Қазақстан тарихы
- Қаржы
- Құрылыс
- Құқық, Криминалистика
- Әдебиет
- Өнер, музыка
- Өнеркәсіп, Өндіріс
Қазақ тілінде жазылған рефераттар, курстық жұмыстар, дипломдық жұмыстар бойынша біздің қор #1 болып табылады.

Ақпарат
Қосымша
Email: info@stud.kz