Жылына 900 мың тонна май фракцияларын депарафиндеу қондырғысын жобалау

Мазмұны
Кіріспе . . .
1 Әдеби шолу . . .
1. 1 Майлардың жіктелуі мен қысқаша сипаттамасы . . .
1. 2 Майларды депарафиндеу . . .
1. 3 Екі сатылы фильтрлеуші парафинсіздендіру қондырғысының технологиялық сызба сипаттамасы . . .
1. 4 Технологиялық режим нормалары . . .
1. 5 Майларды тазартудан алынатын негізгі өнімдер . . .
2. Технологиялық бөлім . . .
Қорытынды . . .
Қолданылған әдебиеттер . . .
Кіріспе.
Мұнай майлары - сұйық, жоғары қайнаушы, қажетсіз қоспалардан тазартылған фракциялар қоспасы. Көп сатылы синтез жолымен органикалың қосылыстардан алынған синтетикалық майлардан айыру үшін мұнай майларын кейде минералды депте атаайды. Мұнайдан алынған минералды майларды бөлу әдісіне қарап, дистилятты, қалдық және қосынды, яғни, дистилятты және қалдық компоненттерді араластырумен алынатын майлар деп те бөледі.
Мұнай майларының міндеті - әр түрлі қозғалушы механизмдердің, станоктардың қозғалтқыштардың машиналарының қатты беттерінің бір -бірімен үйкелісін азайту және, осының нәтижесінде, олардың тозуын болдырмау. Маймен майлағанда металл беттерінің бір-бірімен үйкелісі тұтқыр сұйық қабаттарының бір-бірімен үйкелісімен алмасады. Май молекулаларымен майланушы металл беті
материалының бір-бірімен жабысу күшінен көп болғандықтан, металл бетінде майлаушы материалдың берік қабаты түзіледі. Мұндай қабаттың болуы құрғақ үйкелуді болдырмайды, себебі, сұйық май қабаттарының арасындағы үйкелу коэфиценті құрғақ үйкелу коэфицентінен бірнеше есе төмен, сондықтан майды майлаушы есебінде пайдалану нәтижесінде, үйкеліс күшін жеңуге кететін энергиялық шығын азаяды. Сондай-ақ, майлаушы майлар үйкелуші беттерді салқындатушы міндетін де атқарады.
Курстық жобаның негізгі мақсаты: Жылына өнімділігі 900 мың тонна май фракциясын депарафиндеу қондырғысын жобалау.
Мақсатқа жету міндеттері:
1 Берілген процеспен толық танысу;
2Технологиялық параметрлерге байлансыты қондырғының негізгі өлшемдерін есептеу.
1Әдеби шолу
1. 1 Майлардың жіктелуі мен қысқаша сипаттамасы
Тазалау әдісіне байланысты майлар былайша бөлінеді: тазаланбаған (мұнайды тура айдаудан кейін алынған), сілтімен, қышқыл-сілтімен, қышқыл-контактпен, талғамды және адсорбциялы тазаланған, гидрокрекингтен өткен майлар.
Мұнай майларының пайдалану шеіберіне байланысты, оларды майлаушы және арнайы деп бөледі. Майлаушы майларды идустрия және мотор майлары, темірді жұқа жазатын станоктық майлар, вакуум, цилиндр, энергетика, трансмиссия, білік, прибор, гидровлика майлары деп т. с. с бөледі. Индустрия майлары әр-түрлі өндіріс құрал-жабдықтарын майлауға арналған. Индустрия майларының барлық маркаларындағы сан 50 0 С кинематикалық тұтқырлық мәнін көрсетеді.
1) И сериялы (И-5А, И-8А, И-12А және т. б. ) жалпы мақсатты майларды тігін машиналарын, металл кесетін станоктарды, подшипниктерді, бақылау-өлшеу приборларын майлауда пайдаланады; станок құрал-жабдықтары мен автоматты желіліердің гидровликалық жүүйелерінде жұмысты орындайтын сұйықтық есебінде қолданады; тағы да технологиялық қажет үшін (теріні майлау, пластикалық кою майлар, косметикалың кремдер дайындауда және т. б. ) ; бұл майларда присадкалар жоқ, олардың тұтқырлығы 4-5 тен (И-5А 90-118 (И-100А) мм 2 /с дейін;
Жоғары жылдамдықты механизмдерге арналған майларды (ИГП-4, ИГП-6 және т. б. ) әр түрлі станок құрал-жабдықтарын, тісті, тісті және винтті жылжу беттерін майлауда пайдаланылады; оларда әр-түрлі присадкалар бар (тотығуға қарсы, мүжілуге қарсы, коррозияға қарсы.
Өндіріс құрал-жабдықтарының гидровликалық жүйелері үшін майларда станоктардың, автомат жүйелерінің, престердің, редукторлардың, қалыпты жұмыс атқаруын қамтамасыз етуде пайдаланылады;
Майлар присадкалары. Минерал (табиғи) майларды қазіргі ең жетік әдістермен тазаласа да, олардың сапасы тұтынушылардың жоғарғы талабына сәйкес келе бермейді. Сондықтан майлардың тұтынуға қажетті қасйеттерін жоғары деңгейге жеткізу үшін, тазаланған мұнай фракцияларына, яғни, базалық майларға әр-түрлі присадкалар қосады. Присадкаларды мотор майларының барлық түрлеріне, турбина, компрессор, трансформатор, трансмиссия және кейбір индустрия майларына қосады. Майлаушы майларға әсері жағынан присадкаларды былай бөледі: депрессорлы; тотығуға қарсы; коррозияға және тоттануға қарсы; жуушы (детергентті) және дисперстеуші; тозуға және мүжілуге қарсы; көбіктенуге қарсы көп функциялы.
Қорғау қасиеттері. Майларға металдарды химиялық коррозияға түсірмеу талабы да қойылады. Майлар бастапқы пайдалану кезінде де және жұмыс үстінде де төмен қышқылдық сан көрсету керек, олардың құрамында коррозияны күшейтетін күкірт қосылыстары болмауы қажет.
1. 2 Майларды депарафиндеу.
Мұнайды айдаудан қалған қалдықтар (гудрондар, жарты гудрондар, концентраттар құрамында жоғары молекулалы көмірсутектермен қатар, көп мөлшерде (50% және одан да көп) шайыр-асфальтен заттары болады. Мұнай қалдықтарын шайыр заттарынан жеке талғамды еріткіштермен тазалаудың тиімділігі олардың шикізатқа еселігі жоғары болғанда да, көп емес. Бұл шайырдың құрамындағы заттардың барлығы талғамды еріткіштерде жақсы ерімейтіндігімен түсіндіріледі.
Шикізаттағы негізінен еріген немесе дисперстенген шайыр-асфальтен заттарын қалдықтарды күкірт қышқылымен және сұйытылған төмен молекулалы алкендермен әрекеттеп бөлуге болады. Күкірт қышқылымен асфальтсыздандыру, әсіресе, оны әрі қарай түссіздендіруші сазбен жалғастыру тәсілі шайыры аз мұнайлар концентраттарынан қалдық майлар өндіру үшін ғана жарайды. Бірақ, күкірт қышқылы шығынының көптігі және көп мөлшерде өте қиын қайта пайдалануды талап ететін қышқыл гудрон түзілуінен бұл әдістің тиімділігі төмен.
Гудрондарды және концентраттарды сұйылтылған төмен молекулалы алкандармен асфальтсыздандыру әдісін тек жоғары тұтқырлы қалдық майлар ғана емес, сонымен қатар, каталитикалық крекинг немесе гидрокрекинг үшін шикізат дайындауда да қолданады. Еріткіш есебінде, әсіресе, мұнай майларын өндіруде, сұйылтылған пропанды пайдаланады, бірақ кейбір зауыттарда шикізатты пропан-бутан қоспасымен әрекеттейді. Баш МӨҒЗИ қалдықтары асфальтсыздендіру процесін бензин фракциясымен жүргүзу тәсілі- Добен процесі ұсынылған.
Шайыр-асфальтен қосылыстары құрамының күрделілігі оларға деген талғамды еріткіш таңдауды қиындатады. Сондықтан май құрамындағы құнды көмірсутектерге еріткіш таңдау тиімдірек. Шайыр-асфальтен заттары бқл-еріткіште ерімей, тұнбаға түседі. Осындай май құрамындағы қосылыстардың қасиеттерін оларды бір-бірінен бөлуде пайдаланады.
Май құрамындағы көмірсутектердің пропан ерітіндісінде шайырлардан бөліну температурасының аумағы 50-85 0 С аралығында жатыр. Температураның жоғарғы шегі пропанның сұйылу критикалың температурасымен (96, 8 0 С) шектелген.
Процестің температурасы критикалық мәнге жақын болған сайын, сұйық пропанның еріткіштік қабілеті кемиді де, май көмірсутектері оларда нашар ериді, сөйтіп, шайырмен бірге тұнбаға түсе бастайды. Осының нәтижесінде май шығымы азаяды. Керісінше, температураны төмендеткенде, сұйық пропанның ерігіштік қабілеті өседі де, 40 0 С шайыр пропанда ери бастайды, сондықтан тазаланған майдың сапасы төмендейді.
Май шикізаты көмірсутектерінің пропанда ерігіштігі жоғары температурада (75-90 0 С) олардың тығыздығы мен молекулалық массасының өсуімен кемиді. Шайырлар, әсіресе асфальтендер шикізаттық сұйық пропанда ең төмен ерігіштік көрсететін заттар қатарына жатады. Пропанның асфальтсыздандырушы еріткіш есебінде қолдануы осыған негізделген.
Температураны одан әрі көтергенде, көп сақиналы құрылымды жоғары молекулалы көмірсутектері бөлінеді, ерітіндіде аз сақиналы ұзын алкил тізбекті көмірсутектері қалады. Көп сақиналы көмірсутектері мен шайырлардың ерігіштігі пропанның критикалық температурасына жақындағанда, нөлге жақындайды, ал нефтен мен жеңіл ароматикалық көмірсутектерінің ерігіштігі төмендей береді. Пропанның ерігіштік қабілетінің температураға осындай байланысы (оның критикалық температура аумағында) осы температурадағы прпанның қаныққан буының қысымына сәйкес қысымдарда орын алады. Пропанның қаныққан буының қысымынан жоғарғы қысымды түзу - оның тығыздығы мен ерігіштік қабілетін өсіреді.
Асфальтсыздандыру процесін, әдетте, сұйылтылған техникалық пропанның қаныққан буының қысымынан жоғарылау қысымда 4-5 МПа жүргізеді. Мұнай концентратын пропанмен ( немесе бутанмен ) араластырғанда, оның алғашқы порциясы концентратта толық ериді. Бөлінуші шикізатты қанықтыру үшін қажетті еріткіш мөлшері қоспаның құрамына және температурасына байланысты. Шикізатта шайыр-асфальтендер мен жоғары молекулалы көмірсутектері көп болған сайын, қанықтыруға еріткіш аз қажет болады. Температура төмен болған сайын, қаныққан қоспа алуға қажетті еріткіш шығыны көбейе түседі.
Қоспа температурасы тұрақты жағдайда пропанды одан әрі қосқанда, пропаннан және онда еріген көмірсутектерінен тұратын екінші фаза түзіледі. Критикалық температураға жақын қыздыруда, жоғарыда көрсетілгендей, пропан көмірсутектерінің шектелген мөлшерін ғана ерітеді. Сонымен, жоғарғы қабатта төменгі битум қабатының қаныққан ертіндісімен тепе-теңдікте болатын көмірсутектердің пропандағы ерітіндісі түзіледі. Шикізатты дәл май және бутум фазасына бөлу үшін пропанның шикізатқа еселігі жоғары - шикізаттың 1 көл. бөлігіне пропанның 3 көл. бөлігінен аз емес болуы қажет. Жоғары молекулалы көмірсутектерінің сұйылтылған пропандағы ерігіштігінің шектеулігінен, шикізаттан май құрамына қажетті компоненттерді бөлу үшін еріткіштің көп артық мөлшерін пайдалануына тура келеді.
Еріткіштің көп мөлшерде жұмсалуы, шикізаттан бағалы көмірсутектерін бөлуге ғана емес, сонымен қатар, процесті жлғарғы температурада жүргізуді де қажет етеді, себебі, мұндай жағдайда көмірсутегінің пропандағы ерігіштігі төмендейді. Сұйылтудың оптималды мөлшеріне жеткенде, деасфальтизат шығымы өседі, бірақ оның сапасы, Н. Ф. Богданов мәліметі бойынша төмендейді. Пропанның критикалық темпеартурасының аймағында пропанның шикізатқа деген оптималды еселігі байқалмайды; пропан шығыны өскен сайын, ондағы жоғары тығыздықты, тұтқырлы және сақиналы көмірсутектердің концентрациясы өседі.
Пропанның қажетті еселігі, шайыр-асфальтен заттарын тұндырғанда шикізаттағы қажетті көмірсутектерінің концентрациясына байланысты. Шайырлы аз парафин-май компоненттері көп шикізат үшін, шайыр асфальтендері көп шикізатпен салыстырғанда, пропанның жоғары еселігі қажет болады. Мысалы, шайыры аз Ембі мұнайының концентратын асфальтсыздандыруда пропанның шикізатқа оптималды қатынасы шамамен 8:1 (көл. ), шайыры көп Бавли мұнайының гудронын асфальтсыздандыру процесінің температурасы да үлкен рөл атқарады. Оны шағын -50-85 0 С аралығында ұстаған жөн, себебі 40-50 0 С- қа дейін нейтралды шайырлар нашар болса да, пропанда ериді, ал 90 С-та пропанның критикалық температурасына (96, 8 0 С) жақын температурада онда көп құнды көмірсутектері ерімей, шайырлармен бірге тұнбаға түседі.
Асфальтсыздандыру процесінің негізгі факторлары тек температура, қысым және пропанның шикізатқа қатынасы ғана емес, сонымен қатар еріткіш түрі және оның тазалығы үлкен рөл атқарады. Бутанның пропанға және этанға қарағанда талғамдылығы төмен. Метан, этан пропан буының сұйылуына кедергі жасайды, пропиленмен бутилендердің болуы да қажетсіз. Себебі, олар шайырлармен көп -сақиналы ароматикалық көмірсутектерінің ерігіштігін көтереді. Техникалық пропанда күкүрт қосылыстары даболмауы керек. Зауыт колонналарындағы асфальтсыздандыру дәрежесі деасфальтизаттың кокстенуімен айқындалады, себебі, шайырлармен көпсақиналы көмірсутектерінің кокстенуі жоғары болады.
Самотлар мен Усть-Балық мұнайларының гудрондарын пропанмен асфальтсыздандыру мәләметтері мынандай:
Асфальтсыздандыру нәтижесінде кокстенушілік, тұтқырлық, тығыздық, сәуле сындыру көрсеткіші және металдар мөлшері ( никель мен ванадий ) едәуі төмендейді. металдардың негізгі бөлігі асфальтсыздандыру бутумдарының құрамына ауысады. Күкірт мөлшері де азаяды, бірақ, шикізаттың төмен күкіртсізденуі орын алмайды.
Деасфальтизат шығымы шикізат сапасына, процестің талабына және жағдайына байланысты 26-дан 90 %- ға дейінгі аралықта өзгереді. Шикізат кокстенуінің өсуімен, деасфальтизат шығымы кемиді. Шикізатты пропанмен асфльтсыздандыруда деасфальтизат шығымының тәжірибелік мәліметтері болмағанда, ерсілі-қаосылы ағымда жұмыс істейтін өндірістік колонналарда оны Б. И. Бондорнка формуласымен былай есептеуге болады:
Y=94 - 4X + 0, 1( X- 10) 2
Мұнда Y- кокстенуі шикізатқа есептегенде 1, 1-1, 2% (масс. ) деасфальтизат шығымы;
X- шикізаттың кокстенуі ( концентраттың, гудронның ), 4- тен 18 % ( масс. ) дейін құрайды.
Сұйық фазалы гудрондарды және концентраттарды асфальтсыздандыру процесін өндірістік қондырғыларда ерсілі-қарсылы принципте жұмыс істейтін, цилиндр тәрізді, ( биіктігі 18-22 м, диаметрі 2, 4-3, 6 м ) колонналарда іске асырады. Колоннаға пропанды төменгі бөлігінен береді, ол жоғарыдан берілген төмен қарай түсуші ауыр шикізат ағымымен қарсы жанасуға түседі. Колоннаның жоғарғы жағында температура 75-85 0 С, төменгі жағында 50-60 0 С - ты ұстайды. Мұндай колоннаның жоғарғы және төменгі жағындағы температура айырмашылығын ұстау майдан шайырлармен асфальтендерді таза бөлуге мүмкіндік береді. Бұл температураның айырмашылығы асфальтсыздандыру гордиенті деп аталады, ол, әдетте, 15-20 0 С -қа тең.
Пропанды сұйық күйінде ұстау үшін асфальтсыздандыру процесін 4, 0-4, 5 МПа қысымда жүргізеді.
Колоннаның жоғарғы жағындағы температура алынатын деасфальтизат сапасын, төменгі жағындағы температура - оның шығымын анықтайды. Колонннаның жоғарғы жағында ерітінді температурасының тіпті 2 0 С- қа көтерілуі немесе төмендеуі деасфальтизат сапасын ( кокстенуін, сәуле сындыру көрсеткішін және т. б. ) және оның шығымын көтеру едәуір өзгертеді. Егер колоннаның жоғары жағындағы температураны жоғары сапалы деасфальтизат алу үшін көтерсе және, сонымен бірге, оның шығымын көтеру үшін төменгі жағының температурасын шектен тыс төмендетсе, онда колонна, ішкі ағынының көп болуынан, төменгі мен жоғарғы бөлігіндегі айналушы ерітіндінің өте көптігінен, «тұншығып» қалуы мүмкін. Режимді дұрыс ұстамау колоннаның тұрақсыз жұмыс істеуіне әкеләп соғады.
Температураны көтергенде, жоғарғы ерітіндіден бөлінетін қажетсіз компоненттер колоннаның төменгі бөлігіне түседі және пропанның қарама қарсы ағымымен әрекеттеседі. Колоннаның төменгі бөлігінен құрамында 35 % (масс. ) пропаны бар битум ерітіндісі шығады, ал жоғары жағынан - құрамында шамамен 85 % (масс. ) пропаны бар деасфальтизат ерітіндісі бөлінеді. Фазаны бөлу деңгейі колоннаға пропанды бөлу жерінен төмен болады.
Колонна бойында температураның өзгеруі біркелкі емес, ол оның конструкциясына байланысты. Шикізатты асфальтсыздандырудың өндірістік қондырғылары бір немесе екі сатылы болады. Гудрондарды екі сатылы жүйемен өңдеу арқылы әр түрлі тұтқырлы екі деасфальтизат алады. Олардың қосынды шығымы осы шикізаттан бір сатылы әдіспен алынған деасфальтизат шығымынан көп. Бірінші сатылы алынған асфальт ерітіндісін екінші сатыда асфальтсыздандырып, одан майдың қалдық құнды парафин-нефтен көмірсутектерін бөледі.
Екі сатылы жүйе көмегімен гудроннан алынатын май шығымы 10 % -ға өседі. I және II сатылы деасфальтизаттар сапасы жағынан айтарлықтай айырмашылықтар бар. II сатылы деасфальтизатты өте тұтқыр майлар шығаруда пайдаланады. II сатылы асфальтсыздандыру колоннасындағы темпеатура мен қысымы I сатылы колоннадағыдан төмендеу ұстайды; ал пропанның шикізатқа еселігі II сатыда едәуір көп. Екі сатылы асфальтсыздандырудан алынатын өнімдердің сапасы мен процес режимдерінің мәндері мынадай:
Процестің негізгі параметрлері автоматты түрде реттеледі. 3 және 4- колонналардың жоғарғы жағының температурасын олардың ішкі бу жылытқыштарына бу берумен реттейді. Колоннаға берілген шикізат пен пропанның шығыны тұрақты болуы қажет. Колонналарды фазаның бөліну дәрежесін, оның төменгі жағынан асфальт ерітіндісінің шығатын желісіне қойылатын қақпақтардың көмегімен тұрақты ұстайды. Жүйедегі қысымды буландырғыштан пропан буларының шығатын жеріндегі қақпақпен реттейді. Буландырғыштағы температураны олардың бу беру желісіндегі қақпақтарымен, ал пештен асфальт ерітіндісінің шығатын жеріндегі - пешке отын беру қақпағымен реттейді.
Асфальтсыздандырудың аппараттары. Қондырғының негізгі аппараттары қуаты 250 мың. т/ж экстракциялау колоннасы болып саналады, оның диаметрі 2, 4-3, 6 м, биіктігі 18-22 м, көбінесе жалюз тәрізді ( II дана) , сирегірек - ротор-диск контактты табақшаларымен жабдықталады. қойылады.
1. 3 Парафинсіздендіру қондырғысының технологиялық сипаттамасы
Сұйық немесе қатты заттардың қоспасынан бір немесе бірнеше заттарды таңдап ерітетін еріткіштер /экстрагенттер/ жәрдемімен айырып алу процесін экстракция деп атайды. Экстракциялық процестердің екі түрі болады: сұйық - сұйық жүйелеріндегі /сұйық фазалы/ экстракция; қатты дене - сұйық жүйелеріндегі /қатты фазалы/ экстракция.
Экстракция процестері қоспалардан қымбат бағалы заттарды айырып алуда, сұйықтарды тазалауда және қатты денелерден заттарды ажыратуда немесе оларды тазартуда кеңінен қолданылады.
Сұйық фазалы экстракция мұнай - химия және химия өндірісінің салаларында органикалық синтез өнімдерін және сирек элементтерді таза күйінде алуда, ағынды суларды тазалауда және т. б. қолданылады.
Көпшілік жағдайда экстракция процесі ректификация процесінен бұрын өткізіледі /1. -сурет/. Бұл кезде қоспаларды ректификациямен ажыратуға жұмсалатын жылу мөлшерін көп азайтады.
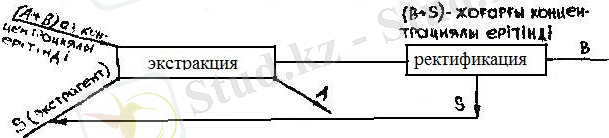
1-сурет. Экстракция және ректификация процестерінің бірлесіп өту тәсілі.
Экстрагентті регенерациялауда ректификация орнына кейде су буымен жай айдау, буландыру, екінші рет экстракциялау /реэкстракция/ тәсілдерін қолданады.
Қайнау температуралары бір - біріне жақын /сұйық көмірсутектері, мысалы бутилен мен бутадиен/, қайнау температуралары өте жоғары, салыстырмалы ұшқыштығы (α) аз құрастырушылардан құралған және концентрациясы өте төмен қоспаларды экстракциямен ажырату ректификацияға қарағанда тиімді. Мысалы, сірке қышқылының судағы өте аз концентрациялы ерітіндісін этилацетатпен экстракциялауда қайнау температуралар айырмасы көп болса да /сірке қышқылы t қай =118 0 С, су t қай = 100 0 С /, олардың салыстырмалы ұшқыштығы аз.
Сұйық фазалы экстракцияда ерітінді /қоспа/ мен экстрагенттің жанасуы нәтижесінде екі өнім: Экстракт /Е/ және рафинат /R/ алынады. Экстракт - ажыратылған заттың экстрагенттегі ерітіндісі, ал рафинат - қалдық ерітінді. Рафинаттың құрамында аз мөлшерде экстрагент /еріткіш/ болады. Экстракт және рафинат бір-бірінен тұндыру, центрифугалау немесе басқа тәсілдермен ажыратылады.
Сұйық - сұйық жүйелерінің тепе - теңдігі
Сұйық - сұйық жүйелерінің тепе - теңдігі арқылы экстракция мен рафинаттағы ажыратылатын құрастырушының шекті концентрацияларын анықтайды. Тепе - теңдік концентрация мәндері таралу коэффициенті m немесе экстракция изотермасы y* =f(x) бойынша анықталады.
Экстракттағы ажыратылатын құрастырушының тепе - теңдік концентрациясының (у*) осы құрастырушының рафинаттағы тепе - теңдік концентрациясына (х) қатынасы таралу коэффициенті деп аталады. :
m=y* /x
m - нің мәні бойынша еріткіштің экстракциялық қабілетін анықтайды: m қаншалықты көп болса, еріткіштің ажыратылатын құрастырушыны айыру қабілеті соншалықты көп болады. Экстракцияланатын жүйелердегі m-нің мәні 1 ден 1 дейін болады.
Еріткіштің айырғыш қабілеті экстракцияның ажырату факторымен анықталады:
Β = m 1 /m 2 = y 1 x 2 / y 2 x 1 = y 1 /y 2 : x 1 /x 2 ; (2)
Нақты жағдайларда β-ның мәні 2-ден аз болмауы керек. Ажырату факторы (β) экстракттағы тепе-теңдік концентрациялар қатынасынан қанша есе көп екендігін көрсетеді.
2-суретте экстракция изотермалары көрсетілген. Бұл изотермалардағы еріткіштегі ажыратылатын құрастырушының шекті концентрацияларын анықтауға болады, мәселен 1 және 2 сызықтарындағы у қан . Іс жүзінде түзу сызықты /3-сызық/ изотермалар m=const өте кем кездеседі. Бұл жағдайда m тек температураға байланысты болады.
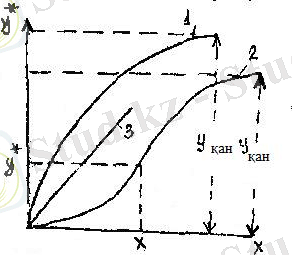
2-сурет. Экстракция изотермалары: 1-2-у*-f(х) ;
3-у*-mх
Экстракция процесіндегі жүйелердің еркіндік саны С=3 /себебі к=3, ф=3/, яғни айнымалы шамалар - t, P және бір фаза құрамы /х немесе у/ .
Сұйық - сұйық жүйеде қысымның әсерін есепке алмауға болады.
P=const болғанда үштік жүйенің температура және құрамы арасындағы байланыс үшбұрышты диаграммамен өркентеледі. /жүйенің құрамы сызылған жазыққа перпендикуляр өске температура мәндері қосылады/.
Тең қабырғалы үшбұрыштың төбелері таза құрастырушылардың /100% / А, В, С құрамына сәйкес болады, яғни А нүкте ажыратылатын ерітіндінің таза еріткіші /А/, В-нүкте таза ажыратылатын затты /В/, ал С - нүкте таза экстрагентке сәйкес болады.
Үшбұрыш қабырғаларындағы нүктелер екі құрастырушы қоспалардың АВ, АС, ВС, ал үшбұрыш ішіндегі нүктелер үш құрастырушысы бар қоспалардың құрамын көрсетеді. Мысалы 3-суреттегі М нүктесі 25% А, 40% В және 35% С құрастырушылардан құралған.
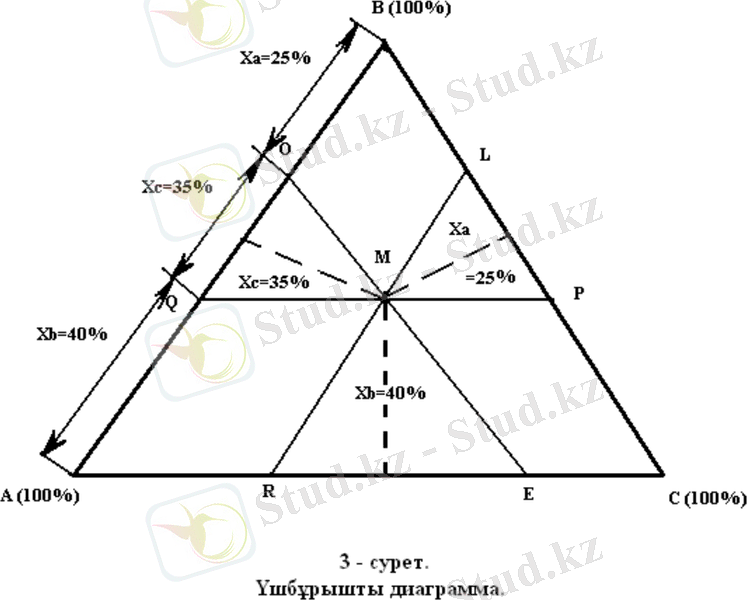
Құрамы F бастапқы қоспамен еріткіштің /С нүкте/ араласуында пайда болған қоспаның құрамдары FС сызығының бойындағы нүктелермен анқталады
/3-сурет/. F нүктеге сәйкес бастапқы қоспаның мөлшерін G, ал С нүктеге сәйкес экстрагенттің мөлшерін G деп белгілейміз. Араласуда пайда болған қоспаның құрамы М нүктемен өрнектеледі. Иін ережесі бойынша, пайда болған қоспаның құрамын анықтайтын нүкте FС кесіндісін бастапқы қоспамен еріткіш мөлшерлерінің қатынасына G/G кері пропорционал кесінділерге бөледі, яғни:
G F / G S = MS / FM
М нүктеге сәйкес келген қоспа тепе-теңдік орналасқан соң экстракт /Е/ және рафинатқа /R/ ажыратылады. М нүктесі арқылы өтетін түзу сызық Е және R нүктелерін /экстракт және рафинаттын құрамдары/ анықтайды. RE сызықтары . . . немесе тепе-теңдік хордасы деп аталады.
Еріткіштің мөлшері көбейген сайын М нүкте S-ке қарай жақындайды /суретте М нүкте/. Бұл кезде рафинаттағы ажыратылатын заттың /В/ құрамы азаяды да, осыған сәйкес оны бастапқы қоспадан айыру дәрежесі кобейеді /R 1 - нүкте/. Сонымен бірге В-ның құрамы да азаяды /Е 1 - нүкте/.
... жалғасыСіз бұл жұмысты біздің қосымшамыз арқылы толығымен тегін көре аласыз.
- Іс жүргізу
- Автоматтандыру, Техника
- Алғашқы әскери дайындық
- Астрономия
- Ауыл шаруашылығы
- Банк ісі
- Бизнесті бағалау
- Биология
- Бухгалтерлік іс
- Валеология
- Ветеринария
- География
- Геология, Геофизика, Геодезия
- Дін
- Ет, сүт, шарап өнімдері
- Жалпы тарих
- Жер кадастрі, Жылжымайтын мүлік
- Журналистика
- Информатика
- Кеден ісі
- Маркетинг
- Математика, Геометрия
- Медицина
- Мемлекеттік басқару
- Менеджмент
- Мұнай, Газ
- Мұрағат ісі
- Мәдениеттану
- ОБЖ (Основы безопасности жизнедеятельности)
- Педагогика
- Полиграфия
- Психология
- Салық
- Саясаттану
- Сақтандыру
- Сертификаттау, стандарттау
- Социология, Демография
- Спорт
- Статистика
- Тілтану, Филология
- Тарихи тұлғалар
- Тау-кен ісі
- Транспорт
- Туризм
- Физика
- Философия
- Халықаралық қатынастар
- Химия
- Экология, Қоршаған ортаны қорғау
- Экономика
- Экономикалық география
- Электротехника
- Қазақстан тарихы
- Қаржы
- Құрылыс
- Құқық, Криминалистика
- Әдебиет
- Өнер, музыка
- Өнеркәсіп, Өндіріс
Қазақ тілінде жазылған рефераттар, курстық жұмыстар, дипломдық жұмыстар бойынша біздің қор #1 болып табылады.

Ақпарат
Қосымша
Email: info@stud.kz