Металл кескіш станоктардың классификациясы, кинематикалық схемалары және электрлік қондырғылары

Мазмұны. Бет.
Кіріспе 3-4
1. Металл кескіш станок туралы жалпы мәлімет. 5
Металл кескіш станок классификациясы. 6
Негізгі және қосымша станоктар қозғалысы 7
Кинематикалық схемасы 5
2. Электр жетектен жалпы сұрақтар. 6
Электрқозғалтқышты станоктардын жұмыс режимі. 6
Электрлік аппараттардың станоктармен басқарылуы. 7-11
3. Жоңғыш станоктын электрқондырғысы. 12-13
Жоңғыш білдек қондырғысының тағайындамасы. 13-14
Электр қозғалтқыштары. 14-16
Жөңғыш білгектердің қозғалтқыштарының қуатының есебі. 17-18
4. Кеулей жону станогының электр қондырғысы. 19-20
Кеулей жону станогының тағайындамасы мен құрылғысы. 21-22
Әмбебап кеулей жоңғыш станоктың электр жетекті схемасы. 23-26
5. Еңбекті қорғау 27 6. Қоршаған ортаны қорғау. 28-30
Қортынды.
Пайдаланылған әдебиеттер тізімі:
Кіріспе
Қоғамдық өндірістің барлық салаларындағы ғылыми - техникалық жаңғыру еңбек құралдарымен қаруларының үздіксіз өркендеуінен жаңғыруын, принципиалды жаңа машиналардың, энергия көздерінің, технологиялық үрдістердің сонымен қатар солармен байланысты прогрессивті өндірісті құрау формаларының құрылуын айқындайды.
Бұл тапсырмаларды шешудегі жүргізуші рөл негізі өндірістік қордың әлдеқайда белсенді бөлігін құрайтын, айтарлықтай дәрежеде техникалық жаңғырудың адымын қоғамдық өндірістің өсуі мен оның тиімділігін анықтайтын машина құрастыру саласына жатады.
Машина құрастыру саласының өнімі тек өзіндік технологиялық базасын құруды басқа да слаларына арналған технологиялық базалармен қамтамасыз етеді, сондай - ақ көбіне елдің әлеуметтік - экономикалық жүйесінің және оның ұлттық қауіпсіздігінің өркендеу дәрежесін анықтайды. Кесу арқылы оңдеу - бөліктерді құрастырмалы материалдардан дайындауда әлдеқайда таралған операциялардың бірі. Қазіргі уақытта машиналар, аппараттар мен құрылғылардың бөліктерінің 80 % -ына дейін қабыршақтан алу әдісімен дайындалады. Машина құрастыру саласында қолданылатын құрастырмалы материалдардың үлкен әртүрлілігі, сонымен қатар өңдеудегі беттердің сапасымен дәлдігіндегі жоғары талаптар технологтардың алдында кесу арқылы өңдеудің әлдеқайда өнімді және экономикалық тиімді әдістер мен жолдарын іздестіру мәселелерін қояды.
Токарлық өндеу металлды кесу арқылы өңдеудің түрлерінің бірі болып табылады. Ол токарлық білдектерде кескіштер, аралар және басқа да кесуші құралдармен дайындаманың беттерінен металлдың белгілі қабатын кесіп тастау арқылы іске асырылады. Оларда осы бөліктердің цилиндірлік конустық, шар тәріздес және профильді жазықтарды жону мен егеу, кірмелерін кесу, өтпелерін дәлдеп егеу, сыртқы және ішкі бұрандаларын түсіру, оюларын түсіру, тесу, өрнектерін өрнектеу, тесіктерін бұрау және басқа да токарлық жұмыстардың түрлері. Білдек дайындамаға айналуын, ал кесуші құралға - өзіне өатысты қозғалысын жеткізіп тұрады. Дайындамалармен кеспелердің әртүрлі қозғалысың арасында кесу үрдісі жүргізіледі.
1. Металл кескіш станок туралы жалпы мәлімет.
1. 1Металл кескіш станок классификациясы.
Металл кескіш станоктар кең тараған өндірістік машина болып табылады. Механикалык дайындамаларды өндіруге арналған металл кескіш құралдары бар. Жону арқылы дайындамаға белгілі көлем, пішін және тегіс қабат қажет.
Элетрмашиналар құрастыратын заводтарда механикалық өңдеу үшін машина құрастыру барысында көп сериялы жане топтамалы өңдеу қолданылады.
Жұмысты орындау барысында қолданыстағы тәуелді құралдар түрі жане беткі қабат орамасы мен металлкескіш станоктарды келесі топтары белгіленген.
Олар мына топтарға бөлінеді: 1) Жоңғыш; 2) Кеулейжоңғыш және жоңғылағыш; 3) Ажарлағыш; 4) Бірқалыпты; 5) Тісті және бұрандалы; 6) Жоңғылағыш; 7) жоңғыш және қашағыш; 8) Кескіш; 9) Әр түрлі. Бұл топпен қатар олардың әр түрлі моделі мен типтері бар.
Тәуелділігімен техникалық мүмкіншілігіне сай өңдегіш бөлшектер әр түрлі өлшемге, мінездемесі мен қалпы бойынша ажыратылады. 1. Кең қолданыстағы әмбебап станок, әр түрлі операцияларды орындауға арналған (мыс: жоңғылаңыш, кескіштер жане т. б) сонымен қатар өңдеу түрлері бар (мыс. Кеулейжоңғыш пен жоңғылағыш ойықтар) . Мамандандырылған бөлшектердің өңделуі қолданысқа арналған ұқсас қалыптағы, бірақ әр түрлі өлшемдердегі бұндай станоктар сериялы өндірісте қолданылады. 2) Арнайы қызметкерлер бұндағы бір өлшемді бөлшектерді өңдеуде қолданылады: мұндай типті станоктар ірі сериялы және топтамалы ондірістерде қолданылады.
Массасы мен көлеміне байланысты станоктарды мына көлем бойынша бөліп қарастыруға болады: - 10 -10 3 кг - орташа;
- 10 нан 30- 103кг - көлемді;
- 30 дан 100 - 103кг жане одан ауыр және жоғарылары бар. Негізгі және қосымша станоктар қозғалысы.
Станоктардағы белгілі бір қалыптағы үрдістердің алынуы беткі қабаты мен әр түрлі өлшемдерді металлдардағы қажет емес дайындамаларды құралдармен жонып беткі қабатын қажет емес беттерін тазалау. Дайындамалар мен құрылғылар қозғалыс талабына сай орын ауыстырылуы қажетті болып табылады. Олар негізгі және жұмыс қозғалысы болып табылады. Олар басты (кескіш) қозғалыс (осынын арасындағы металл кесу процесі болады) және қозғалыс берілісі құралдармен өңделетін дайындамалардың орнын ауыстыруын қамтамасыз етеді, сонымен қатар (станоктардың типіне байланысты) беткі қабатынын тазалануы мен байланысты бөлшектерге арнайы пішін беру.
Негігі іс- әрекет станоктарда әдетте электржетектер арқылы жүргізіледі (кейде гидрожетекте қолданылады), қозғалыс берілісіне немесе механикалық беріліс арқылы негізгі жетекпен немесе жеке электр немесе гидро жетектерден тұрады.
Негізгі іс - әрекеттерден басқа станоктарда қосалқы іс - әрекеттер де болады. Олар кесу поцесінде қатыспағанымен, құралды қондыру, автоматикалық беріске дайындап, оны қайта шығару және өңдеу кезінде көлемді қадағалау, сұйықтықты салқындату сияқты т. б. процесстерге қажет.
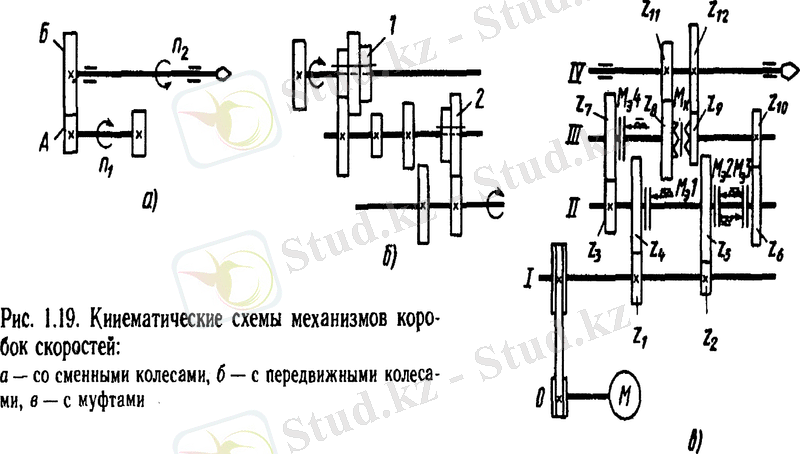
- Кинематикалық схемасы
Беріліс қозғалысы станоктарда қозғалтқыштары жұмыс мекемесінде кинематикалық цептермен механикалық станоктарда жүзеге асады. Бұл цептердің құрылымы және өзара байланысты бұны анығырақ кинематикалық станок схемасынан көруге болады. Бұндай схема бойынша қозғалыс жылдамдығын талап етілген бұрыштық қозғалтқыштын жылдамдығы. Кинематикалық схема сонымен қатар белгілі сәттерде анықталады және еденде әрекет ететін КПД типті қозғалтқыш жане т. с. с.
- Электр жетектен жалпы сұрақтар. Электрқозғалтқышты станоктардын жұмыс режимі.
Станокқа қажетті қуат көзі, сонымн қатар қуат, жетек қозғалтқышын дамытып, жалпы жағдайда бөлшектің өзгеріске ұшырауы. Бір типті бөлшектерді ойлап тапқан кезінде өңдеу жұмыстары тоқтаған кезінде станоктардың бірі тоқтатылады, өлшемдер мен дайындамаларды ауыстыру. Бұл уақытта (to) қозғалтқыш істен шығады, функциялық шпиндельді муфта көмегімен болады, а сол сәтте қозғалтқыш бос жүріс режимінде жұмыс жасайды. Бұл уақытта t p жаңа бөлшектің өңделуі жүзеге асады. Станоктағы жұмыстың жақсы орындалуы үшін жүктеме қозғалтқышы екі шартты қанағаттандыруы қажет: үлкен көлемдегі қуат өндіру үшін, өңдеуді талап ететін, айнымалы жүктеме кезінде берілген нормадан артық қызып кетпеу.
Тұрақты жүктеме режимінде жалғасатын (S1) басты жұмыс жетегі үлкен жөңғыш, айналма үстелді, ажарлағыш, тісті - фрезерлік, және басқада станоктар. Номиналды қуат қозғалтқышы бұл жағдайда станок бір келкі немесе шамалы үлкен қуатты және анықталуы ең үлкен кескіш қуатты.
Қозғалмалы жұмыс кестесі жиі реверстермен (S7) мінездемемен, мысалы, басты жетек үшін бойлай - сүргілегіш станок қолданылады. Қозғалтқыштың қуаты жүктеме диаграммасындағы эквивалент үлкендігімен орташа шығынды анықтау арқылы жузеге асады.
Қысқа қайталамалы жүйеде (S3 және S4) көптеген металлкескіш станоктардың электржетегінің жұмысы (мыс: бұрғылағыш, автоматты және т. б. ) . Қозғалтқыштың қуаты бұл жағдайда эквивалент улкендігімен орташа шығынды жүйе бойынша анықталады.
Қысқа уақытты жұмыс режимінде (S2) қосымша жетекті станоктар жұмыс жасайды. Қосымша жетектің жұмыс уақыты әдетте маңызды емес және ол 5-15 с үлкен емес станоктарда және 1-1, 5 мин үлкен станоктарда.
Үлкен құрылымды мекемелер асинхронды қозғалтқыш пен металлкескіш станоктардын улкен құрылымы бар.
- Электрлік аппараттардың станоктармен басқарылуы.
Станоктарды басқару жүйесінде автоматты желілер кең қолданыс тапты. Төмен вольтты электрмен аппараттардың сериялы шығарылымы отандық өндірісте қолданыс тапты: магниттік өткізгіштер, контакторлар, реле, кернеу және ток, электр магниттер мен электр магниттік муфта, жолды қосқыштар және қосып сөндіргіштер мен автоматты ажыратқыштар және т. б.
Станоктарға арнайландырылған апараттардың жаңа типтерінің басқарушы ерекше техникасын қарастырайық.
Магниттік қосқыштардың ПАЕ және ПМА сериялы қашықтықтан басқаруға арналған асинхронды қозғалтқыш, қысқаша тұйықталған ротордың қуаты 17-75 кВт желі кернеуі 380 В сонымен қатар оларды бір фазалы узілулерден және қайта жүктеу токтарының әсерінен қорғау.
Қосқыштардың негізгі міндеті электрмагнитті тұрақты және айнымалы ток, реверсті және реверсті емес, жылулық және жылулық релесіз, ашық және орындалып қорғалған, дабылдық лампасымен басқару батареясы бар және жоқ номиналды тоқ басты жібергіш тізбек 40, 63, *ПО және 160 А, ал көмекші контакт тізбегі -6 А.
Магнитті қосқыштар қызмет етеді, жүктеменің қашықтықтан қосылуына, сонымен қатар өздігінен қосылуынан сақтауға арналған: мысалы электрқозғалтқыш, желідегі электр энергиясының уақытша ажырауынан.
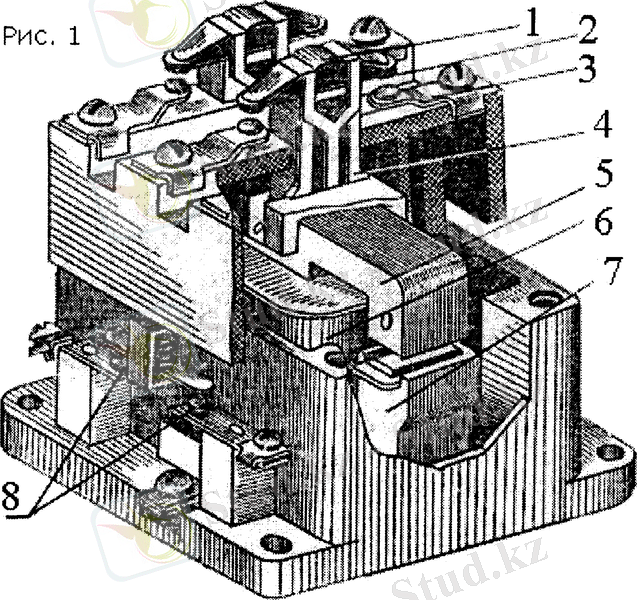
Қосқыштың ішкі корпусы (1 сурет) электр магниттік жүйе орналастырылған, сондай - ақ онда Ш - пішінді жүрекше (7) және орама (6), катушкаға оралған жүрекше бір- бірнеше оқшауланып орналастырылған (уақытша тоқты азайту үшін) . Электротехникалық болат жапырақшалардан жүрекшенің қозғалмалы бөлігі (5) (якорь) пластмассалы (4) бекіткішке (2) өтпелі, қозғалмалы контакты орналастырылған.
Пружиналы контактылардың басылуы балқығыш контактылар көмегімен орындалады. 1. Қозғалмайтын контактілер пластина контактісіне күйдіріліп бекітілген (3), сонымен қатар сыртқы байланысқа арналған желілер жүргізілген.
Басты контактылармен қатар, басқа қосымша контактілер бар (8), олар аппараттың бүйір беттерінде орналасқан. Басты контактілер қақпақтаулы, ол оны ластанудан қорғап, көлденең жанасулармен және фазааралық тұйықталудан қорғайды.
Қозғалтқыштың жұмыс істеу принципі келесі шарттар бойынша орындалады: қозғалтқышты қосқан сәтте катушка арқылы электрлік ток келеді. Жүрекше магниттелгеннен соң якорды тартады, сол сәтте басты контактілер тұйықталып, ток басты тізбек бойынша өтеді. Ал қозғалтқышты өшірген сәтте, катушка қорек көзінен ағытылып, қайтарымды серіппе арқылы якорь бастапқы қалыпқа қайта оралады. Сол сәтте басты контактілер ағытылады.
Магниттік қосқышты ағытқан сәтте электржабдықтарындағы барлық контактілер ағытылады, соның ішінде қосалқы контактілер де. Кернеу пайда болған сәтте, желідегі қосқыш «Пуск» батырмасын басқанға дейін іске қосылмайды. Егер желідегі кернеу 50-60% номиналға төмендесе бұл жағдай қайталанады.
Автоматты ажыратқышты іске қосайық QF1, содан соң «Пуск»- SА2, батырмасын басамыз, сол сәтте электрлік ток КМ1 катушкасы арқылы өтеді, сонымен қатар КМ1. 2 басты контактысын магниттеп өзіне тартады және КМ1. 1 дің блакировкалык контактісінде, солардың комегімен «Пуск» конпкасын ағыта аламыз. Магнитті қозғалтқышты тоқтату үшін КМ1 катушкасын қорек кһзінен ағыту қажет, ол дегеніміз «Стоп»-SA2 автоматты ажыратқыш кнопкасын басу.
Негізінен магниттік қосқыштар басты себеп бойынша үшфазалы асинхронды қысқа тұйықталған роторларды қашықтықтан басқаруға арналған, ал дәл айтсақ олар:
- ең бастысы желіге қосылу үшін және электрқозғалтқышты тоқтату үшін (реверсті емес қосқыштар),
- реверсті электрқозғалтқышты тоқтату үшін (реверсті қосқыштар) .
Бұдан басқа қосқыштар жылулық релемен бірігіп электрқозғалтқыштарды қысқа тұйықталудан қорғайды. Ашық қолданысқа арналған магниттік қосқыштар мекеме ішіне орналастыруға арналған, олар шаң - тозаңмен бөгде заттар түспейтін жабық шкафтар мен басқа жерлерде орналастырылған.
Шаң - тозаң түспейтін магниттік қосқыштарды ішкі мекемелер мен сырқа күн көзі мен жауын шашын түспейтін жерлерге орналастыруға болады.
ПМЛ сериялы магнитті қосқыш.
Эксплуатациялык жүйе кезіндегі магниттік қосқыштардың күтімі.
Ең алдымен қосқыштар күтіміне, шаң-тозаң, кір мен ылғалдан жылулық реле мен қосқышты қорғау қажет. Сонымен қатар контакт қысқышының винтінің дұрыс және тығыз тартылғанын тексеру қажет. Сондай -ақ контактының жағдайын тексеріп отыру қажет. Қазіргі заман талабына сай магниттік қосқыштар аса үлкен күтімді қажет етпейді. Қосқыштардың жұмыс жасау мерзімі оның жұмыс жасау шарттарына байланысты. Контакты қосқыштардың тазалау үсынылмайды, себебі ол контктынын жұмыс жасау мерзімін қысқартады. Оларды тек қатты балқыған сәттерде немесе апаттық жағдайда өшіп қалған сәтте ғана, аздап тазалауға мүмкіншілік беріледі. Үзақ уақыттық эксплуатациядан соң магниттік қосқышта гуілдеу, селкілдеу пайда болса электромагнитті жұмыс бетінің ластануын тазалау қажет, ауа кеңістігіндегң шаңның молшерін тексеріп, тежелілулермен жарықтардың және қысқатұйықталган винттер мен жүрекшені тексеру.
Магниттік қосқышты бөлшектеп шашқан соң жүрекшемен якордың орналасқан қалпын өзгертпей қайта жинаған дұрыс, секбебі ол бетіндегі гуілдің жоғалыуына әсерін тигізеді. Магниттік қосқыштарды бөлшектеп шашқан соң, оның пластмассалы болшектерінің беткі қабаттарының шыңын ақырын тазалау қажет.
Автоматты ажыратқыштың классификациясы келесі түрде болады:
- Жолақтар санымен - 1, 2, 3 және 4 жолақты
- Ток шектеуші бар және ток шектеусіз
- Жалғану түрлеріне қарай - жылулық, электрмагниттік, комбинатталган және жартылай өткізгішті.
Модульды автоматты ажыратқыштар әр түрлі жүктемені сонымен қатар электрқондырғыларды қайта жүктеуден және қысқа тұйықталудан қорғауға арналған.
Автоматты ажыратқыштар дайындалады:
- бір полюсті
- екі полюсті
- үш полюсті
- төрт полюсті және конструкциялық тұйіннен тұрады:
Контактының басты жүйесі;
Доғалық тасымалдау жүйесі;
Жетек;
Жалғау құрылғысы;
Жалғамалы және көмекші контактылар:
ВА сериялы автоматты ажыратқыштар екі типті қорғаныс түрі бар: жылуық (бейметаллды пластина көмегімен орындалатын), ұзақ ток жүктемелерінен қорғау үшин тағайындалған және динамикалык (электрмагниттік катушкада орындалған), қысқа тұйықталу тоғынан қорғауға арналған. Контакт жүйесі қозғалмайтын контактан тұрады, олр корпусқа бекітілген жане қозғалмалы контактылар, басқару механизімінің рычагтың жарты шар тәріздес етіп отырғызылған, ол тізбектің бірдей үзілуін қамтамасыз етеді.
- Жоңғыш станоктын электрқондырғысы. Жоңғыш білдек қондырғысының тағайындамасы.
Жоңғыш станоктар тобы анағұрлым кең таралған, металлкескіш станоктар өндірістік мекемелерде кеңінен қолданылады, сонымен қатар жөндеу шеберханаларында тағы сол сияқты аймақтарда қолданылады. Бұл топқа кіреді:
әмбебап жоңғыш станок, жоңғыш және винткескішті, револьверлі, айналма үстелді, көшіргіш - жоңғыш, автоматты жоңғыш және жартылай автоматтандырылған. Жоңғыш станоктарда сыртқы және ішкі беттер мен цилиндірлі айналмалы беттердің өңдеу жұмыстары орындалады. Жоңғыш станоктардағы кескіш құралдар қызметін кескіштер орындайды, сонымен қатар бұрғылағыш, айналдырғыш, белгі салғыштар және тағы басқалары да қолданылады.
Жоңғылағыш станоктардын топтық мінездемелік ерекшелігі бөлшектің өңделетін басты қозғалысы арқылы орындалады.
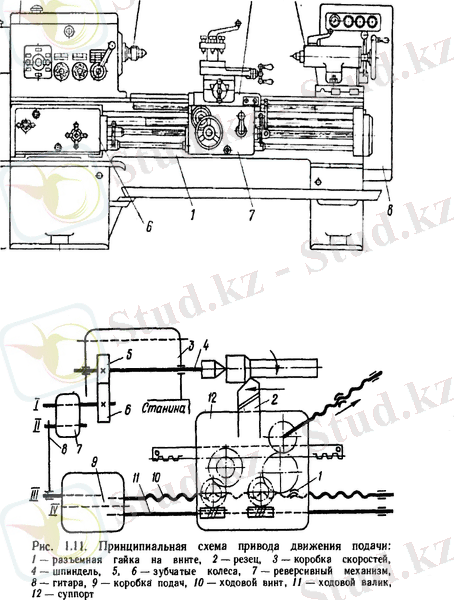
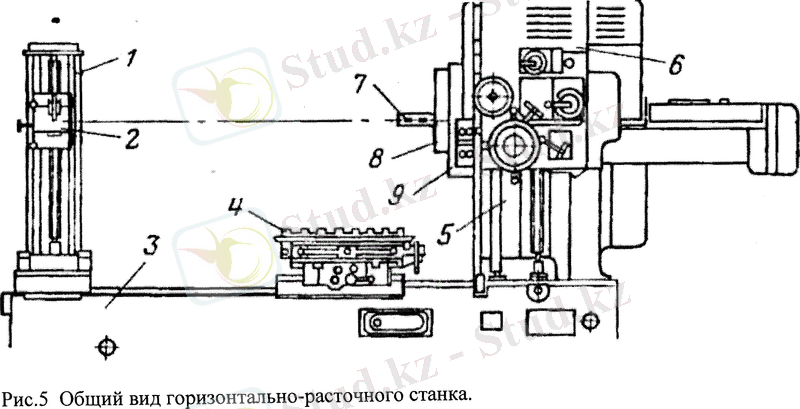
Кең қолданыс тапқан станок түрі жоңылағыш - винттікескіш станок, оларда барлық жұмыстар орындалады. Электрмашинасын құрауда жоңғылағыш станок валдарды үштау мен шитті подчибниктердің және басқа да бөлшектерін даярлайды. 7-1 суретте әмбебап жоңғылағыш- винттікескіш станогының жалпы түрі көрсетілген. Стоаноктын негізгі түйіндері: табаны, алдыңғы шпиндельді бабка 2 жылдамдық қорапшасы, суппортты шпиндель 4, артқы бабка 5,
3. 2. Электр қозғалтқыштары.
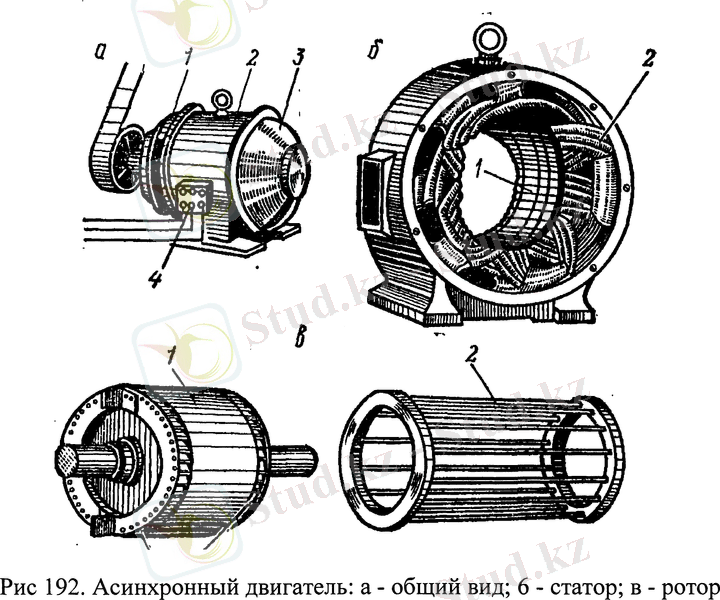
Металлкемкіш станоктарда ең көлемді таралған үшфазалы асинхронды айнымалы ток қозғалтқышы, қарапайым құрлысымен экуплуатацияға тиімділігі. Бұндай қозғалтқыш (192, а суретте) корпустан 2 және екі жанарындағы қақпақшадан 1 және 3. Корпустың ішінде қозғалмайтын жұмыс бөлігі статор қозғалтқышы орналастырылған (192, б суретте) онда сақина пішінді металл жүрекше 1, онда жеке орамалар орналасқан. 2. Ораманың басы мен соңы сыртқа шығарылып щитке бекітілген 4 (192, а суретте)
Қозғалтқыштың қозғалмалы бөлігі - ротор (192, а суретте) металл жүрекшеден тұрады 1, қысқа тұйықталған орамаларда орналасқан 2 типті «тиін дөңгелегі». Соңғылары мыс пен алюминийй болатынан, кірмелерінен екі саусақ көлемімен қысқа жабылған. Қозғалтқышты жұмыс уақытында суыту үшін роторға қанатшалар 3 бекітілген. Қозғалтқыштың подшибнигінің жанарындағы қақпақшаға ротор валының соңғы мойыншалармен орналастырылған.
Адасып жүрген токтардың зиянды әсерін азайту үшін, ротор жүрекшесімен статор электротехникалық болаттан жіңішке оқшауланған пластина жинайды.
Асинхронды қозғалтқыштың жұмыс жасау принціпі мынадай: Үшфазалы желіге статор орамасын қосқан сәтте, статор ішіндегі ток айнымалы магнит өрісне айналып, қысқа, ротор орамасымен жанасып, индукцияландырып үшфазалы ток алады. Индуктивті токтың бағыты және оның магнитті жүйесі осындай. Бұл физикалық заңнама болғандықтан ротор бір бағытта айналады, статордың магниттік жүйесі сияқты. Айнымалы қозғалыстары бір келкі болған уақытта, ротордың айналу себебі жоғалады. Біршама уақыттан соң айналым баяулаған соң ротор өңделіп бастапқы қалпына сол себеп бойынша оралады, статордын магниттік орамасымен жанасқан сәтте. Сол себепке байланысты ротор статордын айналмалы жүйесінне жетуге асығып, әрқашан одан қалып қояды. Сондықтан бұл қозғалтқыштар асинхронды деген атқа ие болды. Статор орамасын электр желісіне жұлдызша тәсілімен немесе үшбұрыштап қосуға болады. Орама соңын жұлдызшалап қосқан соң жалпы нөлдік контакті пластинкамен көлденеңнен (192, а суретінде көрсетілген) электржелісіне желілік өткізгіштер қосылған. Үшбұрыштап қосқан жағдайда обмотка соңын басқа орамға жалғайды.
Қозғалтқыштардың орамаларының жалғануы оларға бекітілген щиттерде көрсетілген. Мысалы: номиналды кернеу қозғалысы 220/380 \в (бірінші фазалық, екінші желілік) оны желілік кернеуге қосуға болады 380 В жұлдызшалап немесе желідегі желі жернеуімен 220 В - үшбұрыштап.
Металлкескіш станоктар үшін бір жылдамдықты асинхронды қозғалтқыш пен айнымалы жиілік номиналымен 1440 об/мин. Мұндай қозғалтқыштардың ерекшелігі мыналар: кішкене беріліс моменті, үлкен ток көзі, іске қосылғанда қолданатын (5-7 рет жұмыстан жоғары) ; қайта жүктеме кезінде тоқтап қалуы; айналымдарының орындарының ауысуы кез келген желімен:
Осы сәтте асинхронды және қысқаша тұйықталған ротордын эксплуатация кезндегі ережесі пайда болады.
- қозғалтқышты үлкен жүктеме кезінде қосуға болмайды.
- қозғалтқыш өздігінен өшіп қалған сәтте электр желісін статор обмоткасы жанып кетпес үшін өшіріп тастау қажет.
- станыкты толық қуатына қосуға тырысу қажет. Станокта кішкене бөлшектермен жұмыс жасаған уақытта оның қуатын азайтып, ал көлемді болған жағдайда қуатын көбейту қажет. 3. 3. Жөңғыш білгектердің қозғалтқыштарының қуатының есебі.
Қондырылған режимдегі басты жетектің қозғалтқышының валындағы қуат кесудің жылдамдығымен күшіне тәуелді кесу қуатынан құрылады, ал ол жүктемеден, жетектің айналу жиілігімен кинематикалық тізбегінің сыңғырлау салдарына тәуелді. Әдетте есептеу кезінде берілген жылдамдықта жұмыс барысында кинематикалық тизбектің жекелеген сыңғырлауларының КПД орындауы сияқты анықталатын білгектің пайдалы әсер коэффициентімен қолданылады:
h ст =h 1 h 2 h 3 . . . h і (7-7)
Білгектің жұмыстық бөліктеріндегі айналу жиілігінің жоғарылауы кезінде берілістердегі шығындар көбейеді, сондықтан білгектің КПД азаяды. Басты жетекті кинематикалық тізбектегі КПД тобындағы жөңғыш білгектер үшін толық жүктеме кезінде орта есеппен 0, 7-0, 8 құрайды. Мұнда баяулатылған берілістер қолданылатындықтан беріліс тізбегі үшін, әдетте, т) =0, 1-т-0, 2 болады. Олар төмен КПД ие, кВт қуатта болады, берілістерден басты қозғалтқыш валында қондырылған режимде шығындар есебімен мына формула бойынша анықталады:
Р дв =Р/h cт (7-8)
Мұнда h c - берілген кесу қуатындағы білгектің КПД
Жалпы тағайындамадағы әмбебап жоңғыш білгектер үзақ уақыттың режимінде номиналды жүктемеде жұмыс жасай алады. Мұндай жағдайда қозғалтқыш валындағы қуатты, кВт.
Р дв =Р z. ном /h cт . ном (7-9)
Мұндағы, Р z. ном; h cт . ном - сәйкесінше номиналды кесу қуаты мен білгектің КПД.
(7-9) формуласынан көрсетілгендей білгектегі номиналды жүктеме кезіндегі шығынын былайша анықтауға болады.
Р cт . ном = Р z. ном /h cт . ном - Р z. ном (7-10)
Білгектегі жүктеме кезінде номиналдыдан өзгеше, шығындарды мына формуламен анықтайды:
Р cт . ном = а Р z. ном +b Р z. (7-11)
Мұндағы а және b тұрақты және айнымалы шығындардың коэфициенті. Практикалық есептеулер үшін мына формула қолданылады:
а = 0, 6 (а+ b) и b(а+ b) (7-12)
а және b коэфициенттерінің суммалық мағынасын мына формуламен есептеуге болады:
а+ b= (1- h cт . ном ) / h cт . ном (7-13)
Егер қозғалтқыш көмекші операциялар уақытында өшпесе, онда оның жүктемесі Р 0 бос жүріс Р шығынының қуатына тең болады:
Р cт . ~ 0, 6˄Р z. ном Р cт . ном (7-14)
- Кеулей жону станогының электр қондырғысы.
4. 1. Кеулей жону станогының тағайындамасы мен құрылғысы.
Кеулей жону станогының ерекшелігі бұл қондырғы бөлшектерді өңдеп олардың арасына әр түрлі параллель және перпендикуляр тесіктер жасалған.
Сіз бұл жұмысты біздің қосымшамыз арқылы толығымен тегін көре аласыз.
- Іс жүргізу
- Автоматтандыру, Техника
- Алғашқы әскери дайындық
- Астрономия
- Ауыл шаруашылығы
- Банк ісі
- Бизнесті бағалау
- Биология
- Бухгалтерлік іс
- Валеология
- Ветеринария
- География
- Геология, Геофизика, Геодезия
- Дін
- Ет, сүт, шарап өнімдері
- Жалпы тарих
- Жер кадастрі, Жылжымайтын мүлік
- Журналистика
- Информатика
- Кеден ісі
- Маркетинг
- Математика, Геометрия
- Медицина
- Мемлекеттік басқару
- Менеджмент
- Мұнай, Газ
- Мұрағат ісі
- Мәдениеттану
- ОБЖ (Основы безопасности жизнедеятельности)
- Педагогика
- Полиграфия
- Психология
- Салық
- Саясаттану
- Сақтандыру
- Сертификаттау, стандарттау
- Социология, Демография
- Спорт
- Статистика
- Тілтану, Филология
- Тарихи тұлғалар
- Тау-кен ісі
- Транспорт
- Туризм
- Физика
- Философия
- Халықаралық қатынастар
- Химия
- Экология, Қоршаған ортаны қорғау
- Экономика
- Экономикалық география
- Электротехника
- Қазақстан тарихы
- Қаржы
- Құрылыс
- Құқық, Криминалистика
- Әдебиет
- Өнер, музыка
- Өнеркәсіп, Өндіріс
Қазақ тілінде жазылған рефераттар, курстық жұмыстар, дипломдық жұмыстар бойынша біздің қор #1 болып табылады.

Ақпарат
Қосымша
Email: info@stud.kz