Ағаштың деформациясы және кептіру процесі: себептері, алдын алу әдістері және камералық төсеу

ҚАЗАҚСТАН РЕСПУБЛИКАСЫНЫҢ БІЛІМ ЖӘНЕ ҒЫЛЫМ МИНИСТРЛІГІ
«СУ, ЖЕР ЖӘНЕ ОРМАН РЕСУРСТАРЫ» ФАКУЛЬТЕТІ
«ОРМАН РЕСУРСТАРЫ ЖӘНЕ АҢШЫЛЫҚТАНУ» КАФЕДРАСЫ
РЕФЕРАТ
Тақырыбы: Деформация
Орындаған:
Тексерген:
Мазмұны
Кіріспе . . . 3
1 тарау. Ағаштың деформациясы және олардың себептері5
2 тарау. Ағашты кептіру процесі6
2. 1 Атмосфералық кептіру. . 6
2. 2 Атмосфералық кептіру кезінде қатарларды төсеу. 7
2. 3 Ағашты кептірудің техникалық түрлері. 7
3-тарау. Кептіру кезінде ағашта пайда болатын деформациялар және олардың алдын алу әдістері. . 8
4-тарау. Камералық кептіруге арналған қатарға ағаш төсеу. 9
5-тарау. Ағашты кесу кезінде пайда болатын деформациялар. . 11
Қорытынды. . 12
Әдебиеттер тізімі. 12
Кіріспе
Ағаш кесу өнеркәсібінің негізгі өнімдері аралау бұйымдары (аралау бұйымдары) және ілеспе өнімі - технологиялық жоңқалар.
Кесілген бұйымдар бөренелер мен бөренелерді бөліктерге бойлай бөлу және алынған бөлшектерді бойлық және көлденең кесу нәтижесінде алынады.
Ағаш бұйымдарына ағаш материалдары, дайындамалар, шпалдар және обаполь жатады.
Ағаш материалдары - жалпы немесе дайындамаларды, бөлшектерді және ағаштан жасалған бұйымдарды өндіру үшін пайдаланылатын тақтай, шыбық және арқалық түріндегі екі жазық параллель қабаты бар белгілі бір көлемдегі және сапалы бұйымдар.
Дайындамалар - өлшемдері мен сапасы өндірілетін бөлшектер мен бұйымдарға сәйкес келетін, өңдеуге және шөгуге рұқсат етілген кесілген бұйымдар.
Шпал - темір жолдарға тірек ретінде пайдалануға арналған штанга түріндегі ағаш.
Жиекті және жиегі жоқ шпалдарды ажыратыңыз.
Обаполь - бөрененің бүйірінен алынған және бір беткейі кесілген, екіншісі араланбаған немесе жартылай кесілген беттері бар араланған бұйым. Тақта мен кроакер обаполды ажыратыңыз. Обаполь шахталардағы кен қазбаларын бекіту кезінде шатырларды, топырақты және бүйірлік жыныстарды қатайту үшін қолданылады.
Аралау өнімдері әртүрлі ағаш түрлерінен өндіріледі. Ағаш түріне қарай оны үш топқа бөлуге болады: жұмсақ ағаштан жасалған бұйымдар (шамамен 80%), жұмсақ қатты ағаштан жасалған бұйымдар (2%) және қатты ағаштан жасалған бұйымдар (18%) .
Кесілген бұйымдарға қойылатын өлшемдік және сапа талаптары техникалық шарттармен (ТУ) немесе мемлекеттік стандарттармен (ГОСТ) реттеледі.
Кесілген бұйымдарда кең жақтарын қабаттар, тар бүйірлерін қырлар, ал оларға перпендикуляр ұштарды ұштар деп атайды. Кесілген бұйымдардың қабаттары мен жиектерінің қиылысу сызықтары қабырғалар деп аталады. Бөрененің бетінің ағашта қалған бөлігі ване деп аталады.
Кесілген бұйымдардың қалыңдығы жиегі бойынша қабаттар арасындағы қашықтық ретінде өлшенеді; ені - екі жиектер арасындағы қашықтық ретінде бет бойынша; ұзындығы - екі ұшының арасындағы қашықтық ретінде.
Көлденең қимасының өлшемі бойынша ағаш шыбықтар, штангалар және тақталар болып бөлінеді.
Тақталар - қалыңдығы 16-дан 100 мм-ге дейін, ені қалыңдығынан екі есе артық ағаш.
Барлар - қалыңдығы 50-ден 100 мм-ге дейін, ені қалыңдығынан екі есе көп емес ағаш материалдары.
Бөренелер - қалыңдығы мен ені 100 мм және одан да көп болатын ағаш.
Ағаш қырлы, жиегі жоқ және бір жақты қырлы болуы мүмкін. Кесілген кесілген ағаш беттері мен жиектері бүкіл ұзындығы бойынша пропиленнен жасалған немесе рұқсат етілгеннен артық емес шірік бар. Кесілмегендер үшін беттер пропилен, ал шеттері пропилен немесе ішінара пропилен емес, ал кесілмеген бөліктің өлшемі қырлы ағаш үшін рұқсат етілген өлшемдерден асып түседі. Бір жақты қырлы ағашта бір шеті толығымен кесіледі, ал екінші жиегі мүлде кесілмейді немесе жартылай кесіледі және қырлы ағашта қолайлырақ болады.
1 тарау. Ағаштың деформациясы және олардың себептері
Бұл мақалада ағаштың деформациясы түсінігі қарастырылады, сонымен қатар әртүрлі деформациялар болуы мүмкін ағаш өңдеу процестері егжей-тегжейлі талданады.
Деформациялар - бұны бұрылыс немесе қисық ағаш деп те атайды - ассортименттің бойлық бағытта қарапайым немесе бірнеше рет бұрмалануы. Ағаштың тар жағы бойлық деформацияға ие болуы мүмкін, тақтай мен штанга ені бойынша қисық болуы мүмкін, яғни дөңес немесе ойыс болуы мүмкін. Ағашты бойлық бағытта спираль түрінде немесе пропеллер түрінде бүгуге болады. Соқтығысу біркелкі емес шөгу, шөгу кернеуі, қабаттасудың ақаулары және көлденең қабаттар сияқты әртүрлі себептерден туындайды. Атап айтқанда, бойлық қисық талшықтардың ұзындығы бойынша жиырылу айырмашылығынан туындайды. Мысалы, бір ассортиментте әртүрлі құрылымдағы ағаш кесінділері, өзегінде жас ағаштар бар, олар қалыпты ағашқа қарағанда көбірек шөгеді (1-сурет) .

1-сурет.
Қанат тәрізді иілудің түрі талшықтардың бейімділігін тудырады - ағаш құрылымындағы ақау (2-сурет) .

2-сурет.
Деформация өңдеу кезінде материалдың үлкен жоғалуына әкелуі мүмкін немесе ағашты мақсатты пайдалану үшін жарамсыз етеді. Сонымен қатар, ағашты соңғы өнімге өңдегеннен кейін деформация жалғасуы немесе жаңадан басталуы мүмкін екенін ескеру қажет.
2 тарау. Ағашты кептіру процесі
Кептіру - бұл булану арқылы ағаштан ылғалды кетіру процесі. Ағаш өңдеу өнеркәсібінде екі кептіру әдісі өнеркәсіпте қолданылады: конвективтік газ-бу және конвективтік атмосфералық. Ағашты осы әдістермен кептіру кезінде ылғалдың булануына қажетті жылу газ тәрізді ортадан конвекция арқылы ағашқа беріледі. Бұл орта кептіру агенті деп аталады. Ол сондай-ақ буланған ылғалдың сіңуін және оның жойылуын қамтамасыз етеді. Газ тәрізді кептіргіштерге атмосфералық ауа, түтін газдары, су буы және олардың қоспалары жатады.
Кептіру ағаштың физикалық-механикалық қасиеттерін жақсартады, ағаш ассортименттерінің пішіні мен өлшемдерінің тұрақтылығын қамтамасыз етеді, ыдырауға төзімділігін арттырады және ағаштың салмағын азайтады.
2. 2 Атмосфералық кептіру кезінде қатарларды төсеу
Атмосфералық кептіру ашық қоймаларда немесе кесілген ағаштарды қадаларға салғанда сарайлардың астында жүргізіледі. Кептіру агенті - атмосфералық ауа. Суық ауа ылғалды нашар сіңіретіндіктен, атмосфералық кептіру баяу жүреді, ал қыста ол іс жүзінде тоқтайды. Атмосфералық кептіру жылдамдығын материалдың қабаттасу тығыздығын өзгерту арқылы аз ғана дәрежеде бақылауға болады.
2. 2 Атмосфералық кептіру кезінде қатарларды төсеу
Қаптау кезінде үйіндінің мінсіз негізіне, қабаттасатын рельстердің дұрыс таңдалуына және орналасуына, ұштарының қорғалуына, сонымен қатар ағаш материалдарының ұқыпты жиналуына және қорғалуына назар аудару керек.
Стектің негізі стектің аяқтары мен төсектерден (подкалардан) тұрады. Қабаттың аяқтары арасындағы қашықтық кептірілетін материалдың қалыңдығына қарай есептеледі. Үйілген ағаш неғұрлым қалың болса, жеке аяқтардың арасындағы қашықтық соғұрлым көп болуы мүмкін, әдетте ұзындығы бойынша 1, 00-ден 1, 25 м-ге дейін және 0, 50-ден 1, 50 м-ге дейін. - көлденең. Үйіндінің жақсы желдетілуін қамтамасыз ету үшін қабаттасу аяқтары қабаттың төменгі қабаты еденнен 0, 40-0, 60 м биіктікте болатындай биіктікте болуы керек. Стектегі тығыздағыштар көлденең бағытта көлденең, бойлық бағытта - метрге 1-ден 5 см-ге дейін көлбеу болуы керек. Бұл үйіндіге түскен жаңбыр тамшыларын ағызуға мүмкіндік береді.
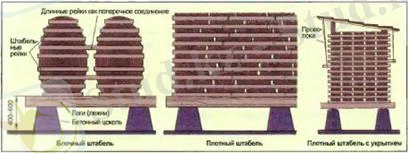
Қаптау рельстері немесе тақтайшалар кептірілген ағашты желдетуге мүмкіндік береді. Квадрат қимасы бар тақталар әсіресе ыңғайлы, өйткені оларды дұрыс емес орналастыру мүмкіндігі жоққа шығарылады. Жинақтаушы рельстердің ұзындығы бүкіл ені бойынша қабатталған ағаш оларға орналастырылатындай болуы керек. Бұл ағаштың деформациясын болдырмайды. Сәл ұзағырақ итарқалар жеке дестелер арасында көлденең байланыстыруға мүмкіндік береді және дестелердің сыну қаупін азайтады (3-сурет) .
Ағаш материалдарын қабаттастыру кезінде тақталардың немесе штангалардың қисаюын және майысуын болдырмас үшін бір-біріне перпендикуляр төсеу керек. Рельстер арасындағы қашықтық қабатталған өнімдердің қалыңдығына байланысты есептеледі. Қалыңдығы 15 мм-ге дейінгі тақталар үшін итарқалар арасындағы қашықтық 50 см-ден астам, қалыңдығы 15 мм-ден асатын тақталар үшін - 75-тен 100 см-ге дейін, штангалар үшін - 130-дан 150 см-ге дейін. Тек көлденең қимасы бірдей итарқалар болуы мүмкін. стектің бір аймағының ішіне салынады. Бұл тақталар немесе штангалар арасындағы биіктіктегі қашықтықтың біркелкілігі мен тұрақтылығын қамтамасыз етеді, ал ағаш бүгілмейді. Штепсельдік итарқалар шыршадан жасалуы керек, өйткені шырша ағашы кептірілетін материалға дақ түсірмейді және майыстырмайды.
2. 3 Ағашты кептірудің техникалық түрлері
Арнайы бөлмелерде - кептіру камераларында жүргізілетін газды бумен кептіру камералық кептіру деп те аталады. Кептірілетін ағаш болаттан, алюминийден немесе кірпіштен жасалған жылу оқшауланған камераларға салынады. Өлшемдері мен пішіні әртүрлі камералар ылғалдылықты, температураны және ауа ағынын ағашты кептіру үшін оңтайлы климатты жасайтын етіп орнатуға немесе реттеуге болатын жабдықпен жабдықталған. Мұндай техникалық құрал-жабдықтар негізінен мыналар болып табылады: қыздыру құрылғысы, тозаңдатқышқа арналған құбыр, осьтік желдеткіш қозғалтқышы, беру және шығару ауа клапандары, айналмалы доғалармен аралық қабаттасу, сонымен қатар кептіру процесін реттеу және бақылау үшін өлшеу және бақылау құрылғылары (4-сурет) .
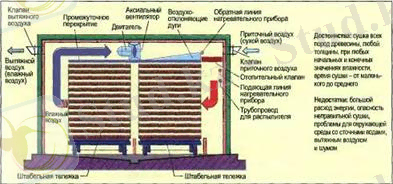
Жылыту құрылғысының көмегімен камерадағы ауа температурасы көтеріледі. Желдеткішпен қозғалатын қыздырылған ауа ылғалды ағашқа жылу береді және сонымен бірге бу түрінде шығатын кептірілген ассортименттен ылғалды алады (4-сурет) . Камерадағы ауа тым құрғақ болса немесе салыстырмалы ылғалдылық тым төмен болса, кептіру процесі тым жылдам болады және ағашқа зақым келтіруі мүмкін, мысалы, жарықтар. Бүрку жабдығының көмегімен камерада қажетті салыстырмалы ылғалдылықты орнатуға болады.
Ауа температураға байланысты су буының белгілі бір мөлшерін ғана қабылдай алады. Кептіру кезінде температура өзгермейді. Кептіру процесін ұстап тұру үшін кептіру камерасына жеткізу клапаны арқылы құрғақ ауа деп аталатын таза ауаның тұрақты берілуі қажет. Бұл кезде дымқыл ауа деп аталатын су буымен байытылған ауа сорғыш клапан арқылы сыртқа шығарылады. Осы себепті конвекциялық кептіру мәжбүрлі ауамен кептіру деп те аталады. Бұл жағдайда конвекция кіргізуді және жылжытуды білдіреді.
Камералық кептіру жабдығының жекелеген элементтерінің жұмысы бір-бірімен қалай үйлестірілетіні кептірілетін ағаш түріне, ассортименттің қалыңдығына, бастапқы және қажетті соңғы ылғалдылық мәндеріне байланысты болады. Кейбір тұқымдарды 100 С төмен, басқаларын 100 С жоғары температурада кептіруге болады. Қатты ағаш жұмсақ ағашқа қарағанда қатты кебеді және кептіруге ұзақ уақыт кетеді. Бастапқы ылғалдылығы жоғары ағаш алдын ала кептірілген ағашқа қарағанда пеште көбірек уақыт өткізуі керек.
Кептіру жоспарына сәйкес ағашты кептіру бес кезеңде жүзеге асырылады:
- камерадағы ауаны жылыту;
- камерадағы ағашты жылыту;
- жылытылатын ауаны және қажет болған жағдайда тозаңдандырылған буды пайдалана отырып, тікелей кептіру процесі;
- кондиционерлеу, яғни ылғалдылық пен кептіру кернеулерінің айырмашылығын жақсырақ теңестіру үшін кептіру аяқталғаннан кейін кептірілген ассортиментті қосымша үрлеу;
- баяу салқындату;
Ауа температурасына байланысты кептіру төмен температуралы, қалыпты және жоғары температуралы болып бөлінеді.
Төмен температурада кептіру: ағаш 45 С төмен температурада кептіріледі. Кептіру процесі баяу, ағаш жұмсақ және стресссіз кептіріледі (жұмсақ кептіру деп аталады) . Бұл әдіс құрғауы қиын және түссізденуге бейім қалың ағаштар үшін қолданылады. Ылғалдың соңғы мәні шамамен 20% құрайды, яғни алдын ала кептіру.
Қалыпты температурада кептіру: кептіру камерасындағы ауа температурасы 45 және 90 C аралығында. Бұл температура диапазоны жұмсақ және оңай кебетін қатты ағаштар үшін қолайлы. Бастапқы ылғалдылық шектелмейді. Бұл әдіспен ағашты соңғы ылғалдылыққа жеткенше кептіруге болады.
Жоғары температурада кептіру: кептіру камерасындағы ауаның температурасы 100 мен 130 С аралығында. Мұндай тез және қатты кептіру кезінде ағаштың шөгуінің жарықтары, түсінің өзгеруі және т. б. зақымдану қаупі бар. Бұл әдіс қылқан жапырақты ағаштар үшін қолданылады. Емен және бук сияқты көптеген қатты ағаштарды ағаш ылғалдылығы 30%-дан төмен жоғары температурада кептіруге болады.
Жоғары температурада кептіру кезінде ыстық ауамен кептіру мен ыстық бумен кептіру арасында айырмашылық жүргізіледі. Ыстық ауамен кептіру кезінде ыстық құрғақ ауа (бу-ауа қоспасы) қолданылады, кептіру өткір болады. Ыстық бумен кептіру кезінде ауа қоспай қатты қызған су буы қолданылады. Мұндай кептіру жұмсақ болады.
3-тарау. Кептіру кезінде ағашта пайда болатын деформациялар және олардың алдын алу әдістері
Кептіру процесінде ағаштың көлденең қимасы бойынша ылғал айырмашылығы бар. Осыған байланысты ылғалға байланысты шөгу біркелкі емес. Соңғы жағдай ішкі кернеулердің пайда болуына әкеледі.
Кептірудің бірінші кезеңінде беткі қабаттардың ылғалдылығы талшықтың қанығу нүктесінен тез төмендейді және олар қысқаруға бейім. Бұл тілекке ағаштың ішкі қабаттары қарсы тұрады, олардың шөгуі әлі басталмаған. Демек, сыртқы қабаттар созылу кернеулерін бастан кешіреді, ал ішкі қабаттар созылуды теңестіретін қысу кернеулерін сезінеді.
Егер ағаш мінсіз серпімді материал болса, онда кептірудің бірінші кезеңінде пайда болған ішкі кернеулер кейіннен бірте-бірте азайып, кептіру соңында - ылғалды теңестіру сәтінде - толығымен жойылар еді. Шындығында, ішкі кернеулер кептірудің кейбір аралық кезеңдерінде жоғалады, бірақ кептіру соңында олар керісінше таңбамен қайта пайда болады.
Ағаштағы ішкі кернеулер белгілі бір шектен асып кетсе, материал жарылып кетеді. Талшықтардағы созылу күші сығымдауға қарағанда аз болғандықтан, кептірудің бастапқы кезеңінде беткі жарықтар, ал кептіру соңында ішкі жарықтар пайда болады.
Кептіру кезінде ішкі кернеулерден аулақ болу мүмкін емес. Дегенмен, дұрыс режимде олардың мәндері соңғы күштен төмен қалуы мүмкін. Сонымен қатар, ішкі кернеулерді ағашты ылғалмен термиялық өңдеу арқылы айтарлықтай азайтуға болады. Ылғалды термиялық өңдеу кезінде ағаш жоғары қаныққан жоғары температуралық ауаға ұшырайды. Өңдеу кезінде беткі қабаттардың ылғалдануы оларда бірінші кезеңде әрекет ететін кернеулерге белгісі бойынша қарама-қарсы болатын қысу кернеулерінің пайда болуын тудырады және сондықтан олардың әсерін азайтады.
Ылғалдың айырмашылығынан туындаған ішкі кернеулерден басқа, ағашта тангенциалды және радиалды бағыттағы шөгуінің әртүрлі дәрежелеріне байланысты кернеулер пайда болады. Бұл кернеулер материалдың деформациясын тудырады.
Кептіру кезінде материалдың деформациялануының тағы бір себебі оның нашар қысылуы болып табылады, яғни. оның қанағаттанарлықсыз қабаттасуы.
4-тарау. Камералық кептіруге арналған қатарға ағаш төсеу
... жалғасыСіз бұл жұмысты біздің қосымшамыз арқылы толығымен тегін көре аласыз.
- Іс жүргізу
- Автоматтандыру, Техника
- Алғашқы әскери дайындық
- Астрономия
- Ауыл шаруашылығы
- Банк ісі
- Бизнесті бағалау
- Биология
- Бухгалтерлік іс
- Валеология
- Ветеринария
- География
- Геология, Геофизика, Геодезия
- Дін
- Ет, сүт, шарап өнімдері
- Жалпы тарих
- Жер кадастрі, Жылжымайтын мүлік
- Журналистика
- Информатика
- Кеден ісі
- Маркетинг
- Математика, Геометрия
- Медицина
- Мемлекеттік басқару
- Менеджмент
- Мұнай, Газ
- Мұрағат ісі
- Мәдениеттану
- ОБЖ (Основы безопасности жизнедеятельности)
- Педагогика
- Полиграфия
- Психология
- Салық
- Саясаттану
- Сақтандыру
- Сертификаттау, стандарттау
- Социология, Демография
- Спорт
- Статистика
- Тілтану, Филология
- Тарихи тұлғалар
- Тау-кен ісі
- Транспорт
- Туризм
- Физика
- Философия
- Халықаралық қатынастар
- Химия
- Экология, Қоршаған ортаны қорғау
- Экономика
- Экономикалық география
- Электротехника
- Қазақстан тарихы
- Қаржы
- Құрылыс
- Құқық, Криминалистика
- Әдебиет
- Өнер, музыка
- Өнеркәсіп, Өндіріс
Қазақ тілінде жазылған рефераттар, курстық жұмыстар, дипломдық жұмыстар бойынша біздің қор #1 болып табылады.

Ақпарат
Қосымша
Email: info@stud.kz