Капрон талшықтарын өндірудің кептіру-қалыптау бөлімшесінің автоматтандырылған басқару жүйесін жобалау

АННОТАЦИЯ5
КІРІСПЕ6
1 АНАЛИТИКАЛЫҚ ШОЛУ8
1. 1 Технологиялық үрдістің басқару объектісі ретінде талдауы8
1. 2 Басқару жүйесінің жүйе - техникалық синтезі9
2 ТЕХНОЛОГИЯЛЫҚ БӨЛІМ13
2. 1 Басқару жүйесінің ақпараттық және бағдарламалық қамтамасыз етулері13
2. 2 Басқару және бақылаудың құрылымдық схемасы14
2. 3 Басқару жүйесінің аппаратура - техникалық синтезі16
2. 4 Автоматтандырудың принципті схемалары18
2. 5 Операторлық басқару орнын жобалау21
2. 6 Автоматтандырудың техникалық құралдарын монтаждау23
2. 7 Басқару алгоритмдерін зерттеу және есептеу25
ҚОРЫТЫНДЫ28
ПАЙДАЛАНЫЛҒАН ӘДЕБИЕТТЕР ТІЗІМІ29
АННОТАЦИЯ
Есептің тақырыбы: «Жасанды нейлонды талшық өндіру үрдісінің автоматты басқару жүйесін жобалау».
Орындаған: тобының студенті.
Жетекшісі: оқытушы, магистр
Қорғау жылы - 2025ж.
Жобада аналитикалық бөлімінде технологиялық үрдістің басқару объектісі ретінде талдауы, басқару жүйесінің жүйе-техникалық синтезі жүргізілген. Технологиялық бөлімінде басқару жүйесінің ақпараттық және бағдарламалық қамтамасыз етулері, басқару және бақылаудың құрылымдық схемасы, басқару жүйесінің аппаратура-техникалық синтезі, автоматтандырудың принципті схемалары, операторлық басқару орнын жобалау, автоматтандырудың техникалық құралдарын монтаждау, басқару алгоритмдерін зерттеу және есептеу және жеке тапсырма ұсынылған.
Жобада технологиялық басқару обьектісі ретінде капрон талшығын өндіретін кептіру-қалыптау бөлімшесінің автоматты басқару жүйесі қарастырылып отыр.
Жобада технологиялық басқару обьектісі ретінде капрон өндіретін зауыт қарастырылып отыр. Дәлірек айтсақ аталған зауыттың кептіру - қалыптау бөлімшесінің АРЖ-н құру қарастырылып отыр. Бұл бөлімшенің басты аппараты сулы көйлегі бар барабанды кептіргіш болып табылады. Қалған қондырғылар көмекші аппарат қызметін атқарады.
Есеп 29 беттен тұрады, жобада кестелердің саны-5, суреттердің саны-6, падаланылған әдебиеттердің тізімі - 14.
КІРІСПЕТақырыптың өзектілігі . Технологиялық процесті басқарудың басты мақсаттарының бірі болып, сол объектідегі процестердің технологиялық параметрлерін өлшеу және өлшеу құралдарына, электронды басқару машиналарына жеткізу. Яғни, дер кезінде технологиялық параметрлердің өзгеруі туралы нақтылы деректерді өлшеу құралдарына жеткізу мәселесі қарастырылыған.
Жобада технологиялық басқару обьектісі ретінде капрон өндіретін зауыт қарастырылып отыр. Дәлірек айтсақ аталған зауыттың кептіру - қалыптау бөлімшесінің АРЖ-н құру қарастырылып отыр. Бұл бөлімшенің басты аппараты сулы көйлегі бар барабанды кептіргіш болып табылады. Қалған қондырғылар көмекші аппарат қызметін атқарады.
Ғылыми жаңалығы . Қазіргі кезде есептеу машиналарының дамуы технологиялық процестерді автоматтандыруды, автоматты жүйелерді жобалауды жеделдетуге және де осы жетістіктерін пайдалана отырып, объектілерді басқарудың негізі болатын, олардың метематикалық жазбасын, процестерді реттеу, басқару мәселелерін тез арада шешуге болады.
Ғылыми жаңалықтардың жағдайы . Нарықтық экономиканың дамуы мен бір уақытта өндірістік құнды төмендете отырып жоғары сапалы өнімді алу үшін өндірісті оптимизациялау қажетілігі туып отыр. Берілген жобада синтетикалық талшық өндірісіндегі жүріп жатқан үрдістерді басқаруын автоматтандыру көмегімен бұл мәселені шешу көзделіп отыр.
Практикалық қажеттілігі . Жүріп тұрған объекттің басқару жүйесі қазіргі заманғы өндірістердің автоматтандыру жүйесіне қойылатын талаптарды қанағаттандырмайды. Сондықтан есептің мақсаты технологиялық регламентпен қарастырылған технологиялық параметрлерді ұстап тұруды камтамассыз ететін автоматтандыру жүйесін құрастыру, басқару критерияларына ұқсас технологиялық басқару объектісіне басқарушы әсерлерді құрастұру мен іске қосу болып табылады.
Зерттеудің мақсаты . Капрон талшығын өндіретін кептіру-қалыптау бөлімшесінің автоматты басқару жүйесін жобалау. Басқару критериі ретінде өндіріс орнына келіп түсетін капролактамның берілген мөлшерін тиімді пайдалана отырып, шикізаттың жоғалуын азайтып, мүмкіндігінше жоғары сапалы полимер (капрон) алу болып табылады.
Мұндай мәселені бүкіл процесс үшін шешу өте қиын, сондықтан оны бөлімдерге бөлеміз. Олар үшін бүтін басқару жалпы есептеріне бағынатын өздерінің есептемелері мен басқару критериялары құралады.
Автоматтандыру жүйесін құрастырудың негізгі функциялары ретінде технологиялық басқарылатын объектіге басқарушы әсерлерді құрастыру мен іске қосуға бағытталған объектпен басқару функциясы туралы толығырақ ақпарат алу үшін арналған ақпараттық функциялары болып табылады.
Теориялық және әдістемелік негіздері. Жобада есептегіш комплексті басқаруға шет ел фирмаларының алдыңғы қатарлы контроллерлері, сонымен қатар сезгіш элементтер ретінде осы фирмалардың интеллектуалды өлшеу құралдары және технологиялық параметрлерді көрсету мен тіркеу үшін көрсетуші және тіркеуші өлшеу құралдары қолданылады.
1 АНАЛИТИКАЛЫҚ ШОЛУ 1. 1 Технологиялық үрдістің басқару объектісі ретінде талдауы
Жобада технологиялық басқару обьектісі ретінде капрон өндіретін зауыт қарастырылып отыр. Дәлірек айтсақ аталған зауыттың кептіру - қалыптау бөлімшесінің АРЖ-н құру қарастырылып отыр. Бұл бөлімшенің басты аппараты сулы көйлегі бар барабанды кептіргіш болып табылады. Қалған қондырғылар көмекші аппарат қызметін атқарады [1-4] .
Иіру цехында жоғары сапалы талшық алу үшін 0, 03-0, 05% пайыздан кем емес ылғалда тұратын полимерлер алынуы керек. Сондықтан 10-12% пайыз ылғалдан тұратын гранулят экстрацйиялық процесі аяқталғаннан кейін кептіргішке бағыталады. Шамамен 3% ылғалдан тұратын гранул беті тез, әрі жеткілікті буланады, бірақ гранул ішіндегі ылғалды жою үшін ұзақ уақыт қажет.
Сусымалы материалдарды кептірудің қарапайым әдістері поликапроамит гранулярдың кептіру үшін енгізілмеген, себебі 90-108 С 0 температурада ауа оттегісі қатысса полимер қашқылданып кетеді. Полимер қышқылдануын болдырмау үшін гранулятты кептіру көгілдір вакумді немесе азот тобында жүргізіледі.
Полимерді кептіру үшін түрлі конструкциялы вакуумді-барабанды кептіргіште қолданылады. Кептіргіш температурасы 95-100 С 0 , қалдық қысымы 266-400 Па, кептіру ұзақтығы 24-36 сағ құрайды.
Гранулятты кептіргеннен кейін салқындату тікелей кептіргіш немесе суытқыш - арнайы аппаратында жүргізіледі. Салқындатылған грануляттар пневмо трансформаторлардан иіру цехының сақтау бункеріне түседі.
Кептіргіште полимерлеуді үздіксіз кептіру грануляты арқылы өткізіп 140 С 0 температурада азотпен іске асырылады.
Кептіргішке ауа оттегісінің түсуінен сақтану үшін азоттың мол қысымы қолданылады. 1т грануляттағы азоттың шығыны 20 м 3 құрайды. Азотты беруді керіайдау іске асырады.
Бұл аппарат көбінесе су циркуляциясының көп контурлы жүйесі бар экстрактордың үздіксіз әрекеті қосылатын гранулятаны кептіру үздіксіз экстрагерленген гранулятаны агрегатында қолданылады.
Капрон өндірісінің негізгі процесстерінің қатарына капролактамның полимеризациясын, төмен молекулярлық қосылыстардың экстракциясын, капрон ұнтағын кептіру және оны қалыптауды жатқызамыз.
Қарастырылып отырған жобада аталған технологиялық кезеңдердің ішінен капрон ұнтағын кептіру және оны қалыптау бөлімдеріндегі автоматтандыру амалдары қарастырылып отыр.
Кептіру үрдісі. Талшықты қалыптау процессінің жеткілікті дәрежеде дұрыс жүруі үшін полимер ұнтағындағы ылғалдың мөлшерін 0, 05%-ға дейін алынып тасталуы қажет. Кептіру үрдісі 30-46 сағат бойында терең вакуум (10 -3 мм сн. бағ. =0, 133 Па) жағдайында 96-98 0 С температурасында 23 периотды жұмыс істейтін кептіргіштің ішінде жүреді. Ұнтақты кептіргіштің ішіне орналастыру үшін кептіргіш барабанның арту люгі мен 22 қоректендіргіш бункердің шығыс құбыры сәкестендірілуі қажет. Осыдан кейін жылыту жүйесі іске қосылады; су кептіргіштің су көйлегі және 26 қыздырғыш қондырғы аралығында айнала бастайды. Сонан соң кептіргіштің электрқозғалтқышы іске қосылады, сонымен қатар 27 шаңаулағыштың май насосы және 28 майдың электржылытқыштары да қасылады. Шаңаулағыш сорып алынатын газдардың құрамындағы ұсақ ұнтақтардың сепарациясы үшін қызмет атқарады. Үрдіс басынан 5 минут өткеннен кейін вакуум-насос 31 қосылады да, бу конденсаторына 32 су беру құбыры ашылады. Алынған конденсат жинақтағышта 33 жиналып жүйеден шығарылып тасталынады. Өз кезегінде тазартылған газ конденсатордан 32 кейін атмосфераға жіберіледі. Кептіру үрдісі кезінде шаң түзілу процессін мейлінше азайту үшін вакуум-кептіргіштің жылдамдығы ұнтақтың кебу дәрежесіне қарай айналу жылдамдығы азая түседі. Аталған мақсатта вариатордың 30 беріліс санын азайту үшін сервомотор 29 пайдаланылады. Барабанды кептіргіштің жылдамдығының алғашқы бәсеңдетілуі кептіру үрдісі басынан 12 сағаттан кейін жүзеге асады; сервамотор он екі рет қосылып, 20 сағат уақыт өткеннен кейін кептіргіш мейлінше төмен жылдамдықпен айналуы тиіс. 40сағат жұмыс атқарылғаннан кейін қыздырғыш 26 өшіріледі, сонан соң кептіргіштің су көйлегіне мұздай су ағыны беріледі, ол су кептіргішті бір айналып өтіп кеңейткіш бак 25 арқылы канализацияға жіберіледі.
Кептіру үрдісін тоқтату үшін осы процесске қатысқан кептіргіштің барлық аппараттары кері бағытта сөндіріледі, осы жерде міндетті түрде барабанның шығыс люгі пневмотранспортердің телескопиялық айналмалы түтігімен 24 сәйкестендірілуі тиіс [4] .
Осыдан кейін кептіргіштің ұнтағы бар барабан ішінедегі ұнтақтың оттегімен тотығуын болдырмау мақсатында азотпен толтырылады.
Қалыптау үрдісі. Кептірілген және 30-35 0 С - қа дейін суытылған ұнтақ бункерге 35 бағытталады. Осы жерден ол термиялық тұрақты және қалыптауға бейім ерітіндісін алу үшін еріткішке 36 бағытталады. Одан ары керекті қалыпқа салу келесі бөлімшеде орналасқан тігін машиналарына жіберіледі. Сол жерде орналасқан арнайы фильерлерден өткен полимердің жібі ауада жылжу барысында кеуіп, арнайы бабиналарға оралады. Капрон жібі оралған бабиналар өндіріс орнының дайын өнімі саналады.
1. 2 Басқару жүйесінің жүйе - техникалық синтезіКептіру процесін автоматтандыруда басқару объектінің құрамына барабанды кептіргішті аламыз, бұл кептіру агенті жағудан алынған түтін газдарына қызмет етеді. Осы процестің тиімді көрсеткіші кептіруден шыққан материалдың w k ылғалдылығы болып табылады, ал басқару мақсаты-нақты мәндегі осы параметрлерді қолдау.
Құрғақ материалдың ылғалдылығы бір жағынан ылғалды материалмен түскен ылғал көлемінанықтап, екінші жағына кептіру процесіндегі ылғалдылық көлемін анықтайды. Материалмен бірге түскен ылғал көлем
 і осы материалдың шығыны мен w
н
ылғалдылығына байланысты.
і осы материалдың шығыны мен w
н
ылғалдылығына байланысты.
Материал шығыны кептіргіш өнімділігін анықтайды. Сондықтан осы сенімділікті қамтамасыз ететін ылғалды материалдың тұрақтандыру жолы бойынша жүргізілу тексеріледі. Бұл үшін автоматты дозатор орнатылады. w н ылғалдылық алдыңғы процестің технологиялық реттегішіне тәуелді. Осы параметрді өзгертсек объектте күшті ауытқу әсері болады.
W ылғал саны келесі формула бойынша анықталады:
 (1. 1)
(1. 1)
Мұндағы: к-массалық берілу коэффициенті;
F-кептіру агентімен материалдың түйісу беті;
 -процестің орташа қозғаушы күші.
-процестің орташа қозғаушы күші.
Ғ беті материал қабатының қалыңдығы мен гранулометриалық құрамына тәуелді. Қабат қалыңдығы барабанда материалдың бар буын және материалдың тұрақты шығынын, барабанның айналу жылдамдығының тұрақты болуын анықтайды. Гранулометриалық құрамы алдыңғы технологиялық процестің қадамдары мен объетте ауытқу өзгеруін анықтайды.
Орташа қозғаушы күш
 бастапқы және
бастапқы және
 соңғы процестегі қозғаушы күшті анықтайды. А нүктесінің күйі алдыңғы процесте анықталған кептіру агенті
соңғы процестегі қозғаушы күшті анықтайды. А нүктесінің күйі алдыңғы процесте анықталған кептіру агенті
 мен w материадық ылғалдылық мәнәіне тәуелді. Оларды тұрақтандыру өте қиын; осы канал бойынша өзгерту болады.
мен w материадық ылғалдылық мәнәіне тәуелді. Оларды тұрақтандыру өте қиын; осы канал бойынша өзгерту болады.
Б нүктесінің күйі
 кептіру агенті мен w
k
материалдық ылғалдылық мәнін анықтайды.
кептіру агенті мен w
k
материалдық ылғалдылық мәнін анықтайды.
 ылғалдылық өлшемі кептіргіш арқылы өткен кептіру агентінің шығынына байланысты; шығын көп болса,
көп болады және w
k
ылғаалдылық сызығында Б нүктесі солға қарай орналасады. Кептіру агентінің шығынын өзгертсек объектте реттеу агенті жүреді.
ылғалдылық өлшемі кептіргіш арқылы өткен кептіру агентінің шығынына байланысты; шығын көп болса,
көп болады және w
k
ылғаалдылық сызығында Б нүктесі солға қарай орналасады. Кептіру агентінің шығынын өзгертсек объектте реттеу агенті жүреді.
Г және Д нүктелерінің мәні тепе-тең ылғалдылық сызығының күйін анықтайды. Осы сызықтың күйі кептіру барабанындағы ыдырау мен темпераатураға байлааныысты. Кептіргіштен шыққан кептіру агентінің шығынын өзгерткеннен кейін ыдырау жеңіл тұрақтанады. Температурада барлық бастапқы параметрлерді анықтайды, сонымен қатар материалдар ылғалды булау процесінің иинтенсивтілігін анықтайды. Оны көбінесе кептіру агентінің температура мен шығынын өзгерткеннен кейін тұрақтандыруға болады. Тиімділік көсеткіштеріне әсер ететін барлық параметрлерді тұрақтандыру мүмкін емес, көпшілігінде ауытқу материалдың гранулометриалық құрамын w н кептіру агенті мен материалдың бастапқы ылғалдылығын өзгерту нәтижесінде пайда болады.
Барабанда материалдың таралуын өзгертуге болады. Осыған байланысты негізгі реттелетін параметрдің құрамына w k ылғалдылығын алуға болады, ал реттеу әрекеті кептіру агентінің шығынын өзгертеді. егер кептіру агенті жағуға дайын болса, она реттеуші клапан жағу сызығанда орналасады. Отын мен ауа арасындағы шығындар сәйкестігі реттеу қарым қатынасын қамтамасыз етеді.
Барабан кірісіндегі кептіру агентінің температурасы екінші ауаның шығынын өзгерткенне кейін тұрақтану керек. Сонымен қатар іріктелгеен агентінің шығынын өзгеруі кептіргіштен ыдырауы мен ылғал материалдың шығынын өзгерту керек.
Кептіру процесін басқару кезінде бірінші және екінші ауаның шығынын, ылғалды және құрғақ ауаның шығынын, кептіргіш шығысы мен кірісіндегі агентінің температурасы, кептіргіштегі температура тексеріледі.
Материал ылғалдылығын үздіксіз өлшеуге арналған приборлардың болмағандығынан негізгі реттелетін параметрдің құрамын барабандағы кептіру агентінің температурасын алу керек. Температура регуляторының датчигін материалды енгізу орнынан 1/3 кептіргіш ұзындығының қашықтығында қойылу керек, мұнда ылғалдық айттаарлықтай бөлігі буланыып кетеді. Осығанн байланысты температура таратыыылған параметр болып табылады, кептіргіш ұзындығы бойынша орташа температураны реттеу дұрыс болған болар еді. Алайда көп нүктелі температураны өлшеу айналу барабанында іске асыру өте қиын [3] .
Ең сенімдісі екі контурлы реттеу жүйесін қолдану, мұндағы негізгі парамеетрдің құрамына барабанның шығысындағы кептіру агентінің температурасы алынады, ал көмекші параметр құрамына кептіргіш ортасындағы температура алынадыы.
Екі контурлы жүйені келесі үлгілер бойынша тұрғызуға болады: негізгі параметр-кептіргіш ортасындағы температура, қосымша параметр барабан жүгін сипаттайтын параметр, мысалы ылғалды материалдың шығыны немесе барабандағы электр қозғаушы жетектің тогы.
Негізгі реттеу шамасының құрамына кептіргіш шығысындағы материал температурасын алуға болады. Алайда бұл параметрлерді өлшеу материалдағы кедір-бұдырлы температуралық өрісін өлшеуде айтарлықтай қиындық туғызады.
Барабанды кептіргішті реттеу. Бұл кептіргіште (1. 1-сурет) жоғарғы температура әсеріне болатын материалдың ыдырауын болдырмау үшін негізгі реттеу шамасына кептіргіш шығысындағы материалдың температурасын енгізу керек және кептіру агентінің шығынын өзгертетін реттеу әрекетін енгізу керек. Барабанның кірісіндегі ауа температурасы ауа жылытқышқа түскен жылу тасымалдағышының шығынын өзгертуді реттейді. Ылғалды материалдың шығынын реттеу мен ыдырау түйіндері осы күйінде қалады [8-11] .
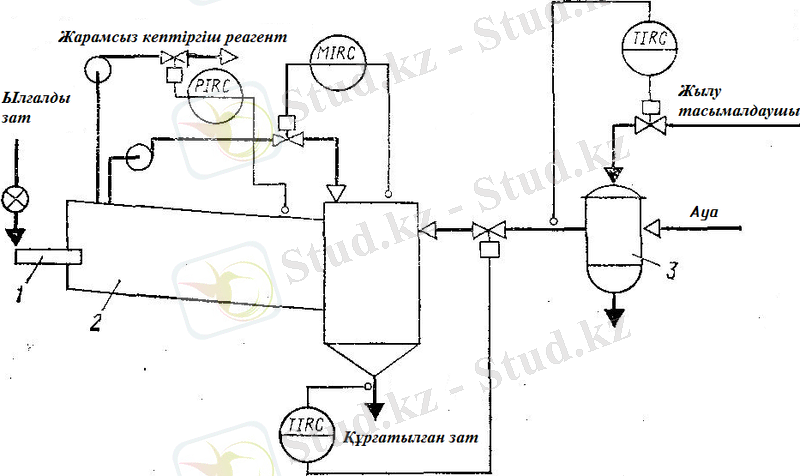
1- Ылғалды материал тасымалдаушы; 2-барабан; 3-ауажылытқыш.
Сурет 1. 1 - Барабанды кептіргіштің реттеу схемасы
Конвейерлі кептіргішті реттеу барабанға ұқсас. Стабилизациялауға құрғақ материалдың ылғалдылығы, кептіру агентінің соңғы температурасы кептіргіштегі ыдырау, кептіргіш шығысындағы кептіу агентінің температурасы жатады.
Ленталы және конвейерлі кептіргіштердің конструкциясы автоматтандыруда ерекше шешімдерді енгізуге мүмкіндік береді. Ленталы транспортерді қолдану кезінде транспортер жылдамдығын өзгертетін w k ылғалдылықты реттеу мүмкіндігі пайда болады.
2 ТЕХНОЛОГИЯЛЫҚ БӨЛІМ 2. 1 Басқару жүйесінің ақпараттық және бағдарламалық қамтамасыз етулері
Аппраттарды классификациялау және кодтау үшін технологиялық аппаратарды функционалдық тиістілігін көрсететін бір әріппен және оның реттік номері цифрлармен белгіленген кодтау жүйесі қабылданған.
Берілген жобада заводта қабылданған технологиялық аппараттардың классификациясы сақталған.
Б1 - ұнтақ жинақтаушы бункер.
Б2 - 1-ші еріткіштің жинақтаушы бункері.
Б3 - 2-ші еріткіштің жинақтаушы бункері.
БК - барабанды кептіргіш.
ВАР - ваиатор.
ВН - вакуум-насос.
Д - дозатор.
Ж - жылытушы аппарат.
ЖЕ2 - 2-ші еріткіштің жылуалмастырғышы.
ЖЕ1 - 1-ші еріткіштің жылуалмастырғышы.
ЖА2 - барабанды кептіргіштің жылуалмастырғышы.
ЖА1 - жылытқыштың жылуалмастырғышы.
Е2 - 2-ші еріткіш.
Е1 - 1-ші еріткіш.
КБ - кеңейту багі.
СБК - су буының конденсаторы.
СМ - сервомотор.
ТАТ - телескопиялық айналмалы түтікше.
ША - шаң аулағыш аппарат.
Технологиялық басқару объектісі туралы ақпараттарды кодтау үшін ағымдағы ақпарат көздерін әріппен, өлшенетін параметрдің түрін оның реттік номерін көрсететін цифрлармен белгіленген кодтау жүйесі қабылданған (мысалы: T - 101, P - 301, F - 501, L - 701) .
Мұн: Т - температура. Р - қысым. F - шығын. L - деңгей.
Берілген жобада ТПАБЖ есептерін кодтау жүйесі қабылданған, ол жерде ТПАБЖ - ның әр есебі әріптер мен цифрлардан тұратын кодтармен белгіленеді. Кодтағы әріп функционалдық есептің класы, ал цифрлар берілген кластағы оның реттік номерін көрсетеді.
U - ақпараттық - есептеу функциялары.
Y - басқару функциялары. C - арнайы функциялар.
ТПАБЖ - ның есептерін кодтау 2. 1 кестеде көрсетілген.
Кесте 2. 1
ТПАБЖ - ның есептерін кодтау
Кесте 2. 1 - ТПАБЖ - ның есептерін кодтау
Басқа құралдармен ақпарат алмасуды
ұйымдастару
Осы технологиялық процесске мақсатқа сай екі деңгейлі басқару жүйесі енгізілген.
Басқару және баылаудық екідеңгейлі құрылымы жоғарғы сенімділік пен жылдамдықта және жөндеуге жарамдылықты қамтамасыз етеді. Мұнда технологиялық бақылау. Басқару және байланыс сызықтар арасындағы минимальді басқаруды орталықтандырудың оптимальді деңгейін оңай шешеді.
2. 2 кестеге көрсетілген кестеге сәйкес капрон талшығын алу процессінің бақылау және басқарудың екі деңгейлі құрылымы жүргізіледі. (2. 1 сурет) .
Кесте 2. 2 - Шартты қысқартулар
Шартты
Балгілену
БӨП
кезекші
слесарі
Жөндеу-техникалық
Қызметі
Сурет 2. 1 - Капрон өндірісін бақылау және реттеудің екі деңгейлі басқару құрылымы
Құрылымдық схемада мыналар көрсетілген:
- технологиялық бөлшектеу;
- бақылау және басқару пункті;
- оперативті басқаруды қамтамасыз ететін мамандандырылған қызметтер мен технологиялық қызметшілер және қалыпты функциональданған объект;
- оларды іске асыруды қамтамасыз ететін технологиялық әдістер мен негізгі функциялар;
- бақылау және басқарудың технологиялық қызметкерлері мен мекемелер арасындағы өзара байланысжәне жоғарғы басқару жүйесі.
Осы жобада қондырғыны жобалау үшін жергілікті басқару мен реттеу әдістерін таңғдауға тоқталып өтеміз. техникалық әдістің бұл деңгейі түрлі объектілердегі параметрлер мен технологиялық параметрлерді автоматтандыру жүйесін құруға арналған. Олар сигналды өлшеу түрлендіргішінен алады және сыртқы орындау құрылғысы арқылы басқару объектісіне әсер етеді.
Жобаланып отырған объектіге кіретін құрылғы универсальды және мамандандырылған болып екіге бөлінеді [23-27] .
Универсальды құрылғының кіріс сигналдары бірыңғай сигналдар, ал мамандандырылған құрылғыда табиғи сигналдар болып табылады. Бұлар объектінің параметрлерін анықтайтын индукция, тіркеу, сигнализация, физикалық өлшемдерді реттеу үшін қолданылады.
Осы жобада басқару жоғары деңгейде орындалу үшін «Pentium-IV» процессор базасындағы «Honeywell» фирмасынан шығарылған өнеркәсіптік басұару компьютері енгізілген.
Техникалық сипаттамасы:
... жалғасыСіз бұл жұмысты біздің қосымшамыз арқылы толығымен тегін көре аласыз.
- Іс жүргізу
- Автоматтандыру, Техника
- Алғашқы әскери дайындық
- Астрономия
- Ауыл шаруашылығы
- Банк ісі
- Бизнесті бағалау
- Биология
- Бухгалтерлік іс
- Валеология
- Ветеринария
- География
- Геология, Геофизика, Геодезия
- Дін
- Ет, сүт, шарап өнімдері
- Жалпы тарих
- Жер кадастрі, Жылжымайтын мүлік
- Журналистика
- Информатика
- Кеден ісі
- Маркетинг
- Математика, Геометрия
- Медицина
- Мемлекеттік басқару
- Менеджмент
- Мұнай, Газ
- Мұрағат ісі
- Мәдениеттану
- ОБЖ (Основы безопасности жизнедеятельности)
- Педагогика
- Полиграфия
- Психология
- Салық
- Саясаттану
- Сақтандыру
- Сертификаттау, стандарттау
- Социология, Демография
- Спорт
- Статистика
- Тілтану, Филология
- Тарихи тұлғалар
- Тау-кен ісі
- Транспорт
- Туризм
- Физика
- Философия
- Халықаралық қатынастар
- Химия
- Экология, Қоршаған ортаны қорғау
- Экономика
- Экономикалық география
- Электротехника
- Қазақстан тарихы
- Қаржы
- Құрылыс
- Құқық, Криминалистика
- Әдебиет
- Өнер, музыка
- Өнеркәсіп, Өндіріс
Қазақ тілінде жазылған рефераттар, курстық жұмыстар, дипломдық жұмыстар бойынша біздің қор #1 болып табылады.

Ақпарат
Қосымша
Email: info@stud.kz