Цемент өндірісіндегі ылғалды ұнтақтаудың автоматтандырылған басқару жүйесін жобалау

Жұмыс түрі: Курстық жұмыс
Тегін: Антиплагиат
Көлемі: 42 бет
Таңдаулыға:
Цементті утельді пеште дайындау барысы технологиясын автоматтандыру.
Қысқаша мазмұны
Тапсырмаға орай цемент өндірудегі шикізатты ылғалды ұсақтауды автоматты түрде басқару сызбасы құрылған.
Бақылау параметрлері таңдалынып алынды, сенімділік есебі жүргізілді, өлшеніп алынған параметрлердің мағынасы орналасқан аралығы, автоматты басқарудың тұрақтылық критериі анықталды, годоргаф құрылды, құрал-жабдықтар таңдалып алынды, құрылғыларды бірібіріне қосу және біріктіру кестесі құрылды, ішкі сымдарды қосу сызбасы, щиттің құрамдас бөліктерінің тізімі, өлшеу құрылғыларының қателіктері есептелген, жаңа құралды енгізудің экономикалық әсері есептелген, еңбекті қорғау сұрақтары қарастырылған, техникалық қауіпсіздік, айналаны қоршаған ортаны қорғау, өндіріс шеберінің міндеттері мен цемент зауыты өндірісіне автоматтандыруды енгізудің негізгі аспектілері қарастырылған.
Мазмұны
Қысқаша мазмұны
Кіріспе
- Цемент өндірісінің технологиялық барысының сипаттамасы.
- Автоматтандырудың функциональдық сызбасының сипаттамасы.
- Автоматтандыру сызбасы сенімділігінің есебі.
- Автоматтандыру барысындағы кездейсоқ жайттарды зерттеу.
- Автоматты басқарудың бір реттеу сұлбасының құрылым сызбасын өңдеу.
- Автоматты басқарудың орнықтылығының есебі.
- Өту барысы сапасын есептеу.
- Аспаптар мен құрал-саймандарды таңдау.
- Өлшеуге арналған құралдардың кемшіліктерін есептеу.
- Щитті қосудың және жалғастырудың сұлбасы, ішкі сымдарды жалғастырудың сұлбасын өңдеу.
11. Щиттің құрамдас бөліктерінің қарсы алдынан және жазығынан алғандағы сұлбасын өңдеу.
12. Экономикалық бөлімі
13. Еңбекті қорғау
14. Қоршаған ортаның экологиялық қауіпсіздігі.
15. Өндіріс аймағы шеберінің міндеті.
16. Цемент зауытының басқару жүйесін автоматтандыруға көзқарас.
Қорытынды
Қолданылған әдебиеттер тізімі.
Кіріспе
Соңғы жылдарда цемент өндірісі орындарында техника мен технологияны жетілдірудің маңызды міндеттерін шешу мен технологиялық процессті жеделдету үшін көптеген жұмыстар атқарылды.
Оның ішінде техникалық өркендеудің өндірісті жаңа заманға сай құрал-жабдықтармен қамтамасыз ету, автоматтандыру мен механикаландырудың жаңа түрлерін қолдану, алдыңғы қатарлы технологияны енгізу, өнім өндіру барысын үдету, еңбек етуді тиімді ұйымдастыру, сапасы мен тиімділігі жоғары өнім өндіру сияқты іс-шаралар кең қолданылып отырғандығын атап өту керек.
Цемент өндірісінің технологиялық тұрғыдан дамуы - бұрын орнатылған жабдықтардан қуаты күштірек технологиялық құралдарды пайдаланумен, сонымен қатар - өнімділігі жоғары, анағұрлым жетілдірілген ұнтау және күйдіру агрегаттарын қолдана бастаумен байланысты.
Қазіргі заманғы өндірістік құрал-жабдықтадың технологиялық жұмыс барысы олардың маңызды параметрлерінің оңтайлы, қолдануға ыңғайлы болуымен, кей жағдайларды сол оңтайлы құралдардың арасындағы аздаған айырмашылықтарымен сипатталады.
Технологиялық бақылау мен автоматты басқарудың сенімділігі мен нақтылығы көп жағдайда бақылау-өлшеу құрылғыларының жұмыс жасау тәртібінің сапалылығы мен автоматтандыруда қолданылған әдіс -тәсілге, технологиялық дабылдың құрылымы мен жүйесіне, қорғаны мен блоктау әдістеріне орай анықталады.
Сондықтан автоматты басқару мен бақылау жүйесін монтаждау және жөндеу жұмысымен айналысатын техник-маманды дайындау барысына ерекше көңіл аударылуы тиіс.
Технологиялық бақылау жүйесі мен өлшеу құрылғылары жұмысын реттеу барысы белгілі бір технологиялық процесстің жүргізілуі мен бақылауды қажет ету көлемі туралы нақты мағлұмат алуды қамтамасыз ететін тексеру мен икемдеу сияқты көптеген кешенді жұмыстарды қарастырады. Бұл кешенді жұмыс жаңа жабдықталып жатқан нысандар үшін үш кезең бойынша іске асырылады.
Бірінші кезеңге - дайындық жұмыстары, яғни, негізгі жоба шешімін зерттеу мен талдау, өлшеу тәсілдері мен құрылғыларын монтаждау алдында тексеру жатады.
Бұл кезеңде тапсырыс беруші нысанды зерттеуге арнап зертхана ашу үшін тұрғын жай және өндірісті автоматтандыруды жобалаған барлық құжаттар мен нұсқаулықтарды және технологиялық карталарды беріп, зерттеуге мүмкіндік туғызуы тиіс.
Екінші кезеңде - технологиялық бақылау жүйесі мен өлшеу құралдары монтажының дұрыстығын тексеру және технологиялық құрылғыларды сынақтан жекелеп өткізуді қамтамасыз ету жұмысын іске қосуға арналған жұмыстар іске асырылады.
Нысанды іске қосу мерзімін қысқарту мақсатында дербес жөндеу жұмыстары монтаждау жұмысы өндірісі монтаждау-жөндеу кестесімен қатар жүргізіле беруі де мүмкін.
Жекелеген құрылғылар мен жүйені іске қосу жұмыстары құрылғыларды жекелеп отырып сынақтан өткізу және инертті ортада агрегаттарды кешенді түрде сынау мен оларды біртіндеп жұмыс өнімдерімен алмастыру барысында іске асырылады.
Үшінші кезеңде - технологиялық бақылау жұмысы жүйесін кешенді түрде жолға қою және қалыпты жұмыс жасауын қажетті жағдайға жеткізу жұмыстары орындалады. Автоматтандырылған жүйені пайдалануға беру бөлек-бөлек немесе кешенді түрде, цех бойынша, құрылғылар бойынша немесе өндіріс бойынша берілуі мүмкін.
Кез келген өндіріс орнының тиімді жұмыс жасауы арнаулы мамандардың өндіріс жүйесінің жұмысын кешенді түрде қамтамасыз еткен жағдайда іске асады.
Цемент зауытының тиімді жұмыс жасауы мен еңбектің өнімділігін, өнімді өндіру көлемін ұлғайтуды қамтамасыз ету үшін ескірген құрал жабдықтарды барынша жетілдірілген құрал жабдықтармен алмастыру қажет.
Бұны инвестиция тарту жобаларының көмегімен жүзеге асыруға болады. Инвестициялық жобаның тиімділігі инвестициялық шығындар мен ақша салудың арақатынасының нәтижесінде анықталады. Инвестордың қызығушылығын тудыратын нәтижелер ретінде ұлттық кірістің өсуін, қоғамдық еңбектің үнемделуін, өнім өндіруге кететін ағымдағы шығындардың азаюын, өндіріс орнының кірісі мен табатын пайдасының өсуін, өнімнің энергия мен қор шығындарының азаюын, айналаны қоршаған ортаны ластаудың азаюын т. б көрсеткіштерді атауға болады. .
Шығынды - инвестициялық жобаны іске асыруға арналған бизнес-жоспарды немесе техникалық-экономикалық негіздемені жасауға кеткен қаржы, құрал-жабдықтарды жинақтау мен сатып алуға жұмсалатын, өндіріс орнының құрылысына кетеін және т. б. көптеген басқа істерге жұмсалатын қаржы құрайды.
- ЦЕМЕНТ ӨНДІРІСІ БАРЫСЫНЫҢ ТЕХНОЛОГИЯЛЫҚ СИПАТТАМАСЫ.
Қазіргі заманғы цемент зауытын - бұл шикізатты (бор, әктас т. б) цементке айналдыратын күрделі технологиялық құрал-жабдықтар кешені деп атауға болады. Цемент негізгі құрылыс материалы ретінде бірнеше түрлі және маркалы болып шығарылады. Цемент өндірісінде негізінен өнімді құрғақ түрде өндіру және ылғалды түрде өндіру ісі кеңінен таралған.
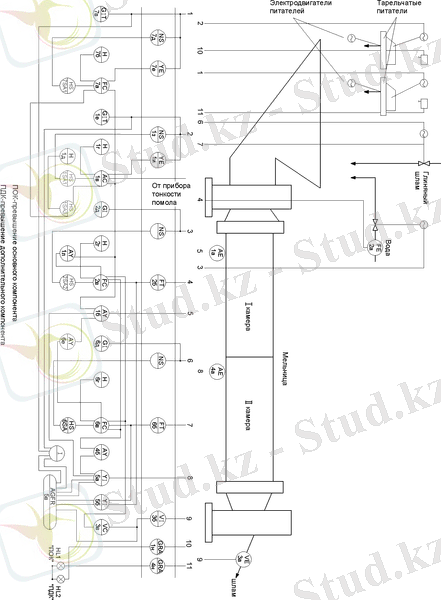
Цементті ылғалды түрде өндірудің технологиялық құрылымының сызбасы 1-суретте көрсетілген.
Күйдіру үшін клинкер пайда болуына қажет материалдар ретінде жасанды жолмен дайындалған көмірқышқылды тұз және саз-балшықты тау жыныстары қосындылары пайдаланылады.
Қатты шикізатты ұсақтау - ұнтақтау агрегаттарында, яғни, шарлы құбырлы диірмендерде жүзеге асырылады.
Диірменде шикізатты белгілі бір мөлшерге дейін ұсақтаумен қатар әктас, саз-балшық құрамды жыныстар мен қоспаларды араластыру қоса жүргізіледі.
Пластикті материалдарды пайдаланатын зауыттарда шикізатты ұнтақтаудың екінші кезеңі шайқағыштарда іске асырылады. Белгілі бір мөлшерде ылғалданған және ұнтақталған шикізат қоспасы айналмалы күйдіру пешіне беріледі. Бұл пеште пісіру нәтижесінде химиялық өзгеріске ұшыраған қоспа жаңа материал - клинкерге айналады.
Клинкер пештен шыққанннан кейін салқындатылады да клинкерлік қоймаға беріледі, содан кейін - ұнтақталады. Цемент алуды аяқтау кезеңі - бұл цементтік диірменде клинкерді қоспалармен (гип, құм т. б. ) араластыру және ұнтақтау болып табылады.
Сонымен қатар цементті құрғақ жолмен өндіру әдісі де бар. Цементті құрғақ жолмен өндіру барысында шикізат қоспасы ұн секілді шикізат түрінде пайдаланылады. Жаңа технологиялық линияларда құрал жабдықтарды тұтастыру болып жекелеген агрегаттар бірінен кейін бірі кезекпен орналастырылады: шикізаттық диірмен - сүрленген шикізаттық ұн - айналмалы пеш және т. б.
Цемент өндіру жұмысы барысы негізінен үздіксіз болып табылады, барлық қосымша жұмыс барысы да сондай ақ жоғары деңгейде механизацияланады және бұл бүкіл жұмыс барысының автоматтандырылуына мүмкіндік береді.
2. АВТОМАТТАНДЫРУДЫҢ ФУНКЦИОНАЛЬДЫҚ СҰЛБАСЫНЫҢ СИПАТТАМАСЫ.
Шикізаттық диірменді автоматтандырудың функциональдық сызбасы 2-суретте көрсетілген. Сызбада бақылау жүйесі, автоматтандыруды реттеу, дистанциялық басқару және дабыл беру қарастырылады.
Шарлы құбырлы диірменде шикізатты ылғалды түрде ұсақтау жұмысы барысында агрегаттың қалыпты жұмысы жасауын бақылап отыру үшін мына параметрлерді қадағалау қажет;
- диірменнің бірінші камерасына материалды жүктеу деңгейін;
- диірменнің екінші камерасына материалды жүктеу деңгейін (шлам түзу
камерасы) ;
- диірменге берілетін әктас пен қосымша құрамдас шикізаттардың шығынын;
- диірменге берілетін сазды шламның шығынын;
- диірменге берілетін су шығынын;
- диірменнен шығар жолдағы шикізаттық шламның тұтқырлығын.
1- сурет. Цемент өндірісі құрылымының сызбасы
Көрсетілген параметрлер автоматтандырылған аспаптармен өлшенеді.
Шарлы құбырлы диірменнің бірінші камерасының жүктемесі деңгейі мен шлам түзу аймағын бақылау үшін қарқындылығы диірменді материалмен жүктеуге тікелей байланысты болатын «дыбыстық энергиялық» электроакустикалық құрылғы қолданылады.
Диірменнің бірінші камерасының маңына орналастырылған 1а микрофондық құрылғысы осы аймақта жұмыс жасап тұрған диірменнен берілген дыбыс жиілігін қабылдайды және оны электроқозғағыш күшке айналдырады.
1б күшейтуге айналдырушы блок (КАБ) электроқозғағыштық күшті жоғары кернеулі тоққа айналдырады және күшейтеді. Күшейтуга айналдырушы блоктан берілген сигнал 5д өзгертушісі арқылы 5в автоматтандырылған электрондық потнциометр құрылғысына беріледі.
Диірменнің екінші камерасының маңына орналастырылған 4а микрофондық құрылғысынан берілген белгі де дәл осылай 4б күшейткіш айналдырғыш блогы арқылы екінші 5в құрылғысына беріледі.
Шарлы құбырлы диірменнің жүктелу деңгйін сипаттайтын жиілік көлемі және оның өзгеру ауқымы диірменнің өлшемі мен түріне тәуелді,
Жоғарыда айтылып өткендей жұмыс жасап тұрған диірменде параметрлер өлшемнен ауытқып кетеді.
Таңдап алынған режимде ұнтақтауды қолдау автоматты түрде реттеу (АТР) арқылы қамтамасыз етіледі.
Шламның тұрақты сапасын (ұнтақтың тұтқырлығы мен жұқалығы) автоматты түрде реттеу
- диірменге берілетін диірменнің бірінші камерасын материалмен жүктеу деңгейін;
- диірменге берілетін су шығынын;
- сазбалшық шламы шығынын қамсыздандырады:
Яғни, бірінші камерадағы жүктеме деңгейінің өзгеруін алдын-ала түзету есебінен, су мен саз балшық шламының берілуі жүйесін автоматты түрде реттейді.
Функциональдық сызбада екі қатты компоненттің, сазбалшық пен судың берілуінің технологиялық барысы көрсетілген. Негізінде цемент зауыттарында шикізатты ылғалды түрде ұнтақтаудың әртүрлі әдістері қолданыла береді:
- қатты компонент ( әктас) пен су беріледі;
- қатты компонент (әктас) пен сумен араластырылған сазбалшық шламы беріледі;
- қатты компонент (әктас), су және сазбалшық шламы беріледі;
- қатты компоненет (әктас) пен су, және аздаған мөлшерде сазбалшық шламы (сазбалшық шламының ылғалдылығы 3-5 %) беріледі;
- қатты компонент (әктас), су (жалпы шығынның 10% -нан көп емес), және сазбалшық шламы беріледі.
Бұл аталған нұсқаларды автоматты түрде реттеу жүйесі бір-біріне ұқсамайды. Бірақ барлық нұсқалар үшін де автоматты түрде реттеу жүйесінің екі түрі - диірменнің бірінші камерасын жүктеу деңгейі мен екінші камераны жүктеу деңгейін реттеу- міндетті түрде пайдаланылады.
Диірменнің бірінші камерасын жүктеу деңгейін автоматты түрде реттеу жағдайын қарастырып көрелік.
Шикізаттың екі түрін өңдеуге бірден беруді орнату - шикізатты ұнтақтау технологиясын таңдау режиміне тәуелді. Бұл жағдайда автоматты түрде реттеуді жолға қою барысында қатты компоненттердің шығын жиынтығы есепке алынады.
Диірменді пайдалану барысында шикізаттың гранулометриялық құрамының өзгеріске ұшырауы мүмкіндігі жоғарыдай айтылып өткен болатын.
Сонымен, егер диірменге берілетін шикізаттың шығынын үнемі қолдап отырса, онда ірі шикізат шламы жеткіліксіз ұсақталады да, ұсақ шикізат керісінше өте ұсақталып кетеді. Бірінші камераны ірі шикізат материалымен үнемі жүктеу деңгейінде шикізат шламы өте ұсақталып кетеді, ал ұсақ шикізат - жеткіліксіз ұсақталатын болады. Ұнтақ шламның жеткіліксіз түрде ұнтақталмай қалу себебін азайту үшін бірінші камераны жүктеу деңгейі өзгерісі мен диірменге берілетін шикізат шығынының белгілі бір арақатынасын ұстап тұру сызбасы қарастырылады. Бұл ара қатынас автоматты түрде іске асырылады (электронды түрде реттеуді жолға қою әдісімен) .
Бірінші камераны жүктеу деңгейіне шамалас 1б күшейтуге айналдырушы блоктан берілген белгі электронды реттеушіге беріледі. (1в негізгі құрамы мен 7а қосымша құрамы)
1в және 7а реттеуіштері 1з, 7м магниттік күшейткіштері арқылы тарелке тәріздес қамтамасыз етудің соқалық түрі мүшелігіне бөлінген 1ж, 7м орындаушы механизмдеріне беріледі.
Әрбір 1в, 7а реттеуішіне 1ж, 7г орындаушы механизмдерінде қондырылған индуктивтік құрылғылар арқылы белгі беріледі.
Мұндай арақатынасты таңдауға - реттеушінің статистикалық сипаттамасы мен объектінің статистикалық сипаттамасын біріктіру жолы мүмкіндік береді.
Соңғысы диірменнің камерасының шикізатты диірменге беру шығыны шуылы жиілігіне тәуелділігімен көрінеді. Объектінің статистикалық сипаттамасы әрбір диірменге өз алдына экперимент жасау жолымен табылады. Диірменнің сипаттамасын табу барысында екі тәуелсіз жұмыс тәртібі енгізілуі тиіс. Ең ірі және қиын ұнтақталатын материалды үздіксіз беріп отыру; бұл жағдайда материалдың берілуі талапқа сай дәрежеде ұнтақталған шлам алуды қамтамасыз ететіндей болуы тиіс. Уақытша қолданылған режим үшін бірінші камераның f1 шуылының жиілігі маңызы мен Q c диірменге берілген шикізаттың шығыны анықталады.
-ең ұсақ және жеңіл ұнтақталатын материалды үздіксіз беріп отыру; бұл режимде ұнтақтау шарты сақталынуы тиіс, яғни, талапқа сай дәрежеде ұнтақталған шлам алынуы керек. Бүл ретте де уақытша қолданылған режим үшін бірінші камераның шуылының жиілігі маңызы мен диірменге берілген шикізаттың шығыны анықталады; Екі жағдайда да жұмсалға судың шығыны шламның тапсырылған ылғалдылық деңгейіне сәйкес келуі тиіс, ал шламның шығыны - тапсырылған химиялық құрамға сәйкес болуы қажет. Шикізаттық диірменнің бірінші камерасында уату процесі жүзеге асырылады, материал сумен араластырылады, дегенмен алынған шламның тұтқырлығы әлі де болса өңдеуді қажет етеді.
Бұл судың материалмен жеткіліксіз түрде араласуымен түсіндіріледі және сұйық материал бірінші камерадан екінші камераға тезірек өтеді. Бірінші камерада су ұнтақтау агрегатының қалыпты жұмыс атқаруын қамтамасыз ете алмайды. Сызбада су шығынының құрғақ компоненттердің көлеміне шамалас деңгейдегі (әктас, құрғақ сазбалшық т. б. ) арақатынасын екінші камераға өтер алдында автоматты түрде реттеу қарастырылған. Шлам түзу аймағындағы шикізаттың деңгейі 4а микрофондық құрылғысы арқылы бақыланады. Шлам түзу аймағының жүктеме деңгейіне тәуелді 4б күшейткіш айналдырушы блогынан берілген белгі 2в су шығынын реттеушісіне беріледі (сазбалшықты шламды реттеуші 6в) . 2в реттеушісіне де су шығынына шамалас 2б дифнамометрінен белгі беріледі. Сазбалшықты шлам шығыны белгісі 6б шығын есептегішінен 6в реттеуішіне беріледі.
Шламның ылғалдылығын реттеу жүйесінің негізгі міндеті болып - диірменге берілетін шлам түзу аймағындағы жүктеме деңгейі мен шикізат шығыны, су шығының арасындағы қажетті арақатынасты қолдау болып табылады. Бұл міндет шлам ылғалдылығын автоматты түрде реттеу жүйесін жолға қою жолымен, яғни, объектінің статистикалық сипаттамасы мен реттегіштің сипаттамасын біріктіру арқылы іске асырылады.
Бірінші камерада жүктеме деңгейінің өзгеруінен туындайтын судың берілуі мен 1б күшейткіш айналдырғыш блогынан берілген сазбалшықты шламның берілуін түзету әрекеттері Шикізат компоненттерін уату процесін автоматтандырудың функциональдық сызбасына және диірменнің жүктемесін реттеу блок-сызбасына енгізілген және көрсетілген
1л дифференциаторы арқылы берілген белгі 2в су шығынын реттегішіне беріледі, 6е дифференциатор арқылы - 6в сазбалшықты шлам шығынын реттеушіге беріледі.
Есептелген мәліметтер негізінде қажетті уақыт шығыны есептеп, бекітіп, уату процесінің автоматты реттеуші жүйесінің тұрақты жұмысына қол жеткізуге болады.
3. АВТОМАТТАНДЫРУ СЫЗБАСЫНЫҢ СЕНІМДІЛІГІН ЕСЕПТЕУ.
Схеманың сенімділігі деп белгілі бір уақыт ішінде берілген жұмыс тәртібін мінсіз орындау деп түсінеміз. Бұл схемадан талап етілетін ең басты нәрсе. Сенімділік деп келесі сапалық көрсеткіштерді айту қажет:
1. Тоқтаусыздық - заттың біраз уақыт ішінде жұмыс қабілетін сақтауы.
2. Жөндеуге жататын - заттың бұзық жерін жөндеп қайта іске қосуға жатуы.
3. Ұзақ уақыт жұмыс қабілетін сақтауы - объектінің шектіелген уақыт мерзіміне шейін жұмыс жасау қабілетін сақтауы.
4. Сақталуы - бұл объектінің түзу жұмыс жасау қабілетін сақтап қойғаннанан кейін де бір жерден бір жерге көшіргеннен кейін де сақтауы.
Қабыл алмау, тоқтаусыз жұмыс ықтималдығы, қабыл алмаудың күшейе түсуі, қабыл алмауға істелген жұмыс - сандық сенімділікпен сипатталады.
Қабыл алмау - бұл құрылғының жұмыс қабілетінің бұзылуы. Қабыл алмау бірнеше түрге бөлінеді:
1. Толық қабылдамау. Бұл жағдайда құрылғыны толығымен жөндеп, жұмысты жолға қоймаса болмайды.
2. Ішінара қабылдамау. Құрылғы жұмысының ішінара нашарлауына байланысты.
3. Күтпеген қабылдамау. Құрылғы бойындағы қандай да жұмыстың секірмелі өзгеруі салдарынан болады (қысқаша тұйықталу) .
4. Біртіндеп қабылдамау. Жұмыс жүйесінің біртіндеп жұмыс қабілетінен жоғалтуы.
5. Тәуелді қабыл алмау. Басқа бір элементтің қабылдамау әсерінен болады.
Сенімділік талаптарының қамтамасыз етілуі:
1. Сенімді құрылғылардың қолданылуы.
2. Жұмыстың үйлесімді тәртіптерімен.
3. Сызбаның неғұрлым жауапты түрлерін қорда сақтаумен.
4. Сызбаның бұзуының автоматты бақылаумен.
5. Тиым салынған шек қоюлармен.
6. Сокращением времени нахождения элементов в схеме кернеулі күйдегі сызбадан элементтерді табудың уақытын азайтумен
Сенімділік сипаттамасын сандық есесптеу.
Р(t) - тоқтаусыз жұмыс ықтималдығы. Бұл берілген уақыт ішінде тоқтаусыз жұмыс жүруінің ықтималдығы. Мөлшері өлшемсіз.
λ(t) - Қабыл алмаулардың күшеюі, яғни, белгілі бір уақыт ішінде құрылғы жұмысында ақаулардың кездесуі. Сағатқа бөлінген бірлік есебінде өлшенеді.
То - қабыл алмау жұмысы уақыты. Жүйенің жұмыс жасау барысының ақау пайда болғанға кейінгі күтілетін уақыты.
Қабыл алмау жұмысының күшеюі мына формула бойынша есептелінеді:
 ,
(1)
,
(1)
λ(t) - бір құрылғының қабыл алмау жұмысының күшеюі кесте бойынша таңдалынады.
 - қабыл алмау жұмысы күшеюі кестелік.
- қабыл алмау жұмысы күшеюі кестелік.
К1 - Дірілдеуге тәуелді коэффициент
К2 - Екпінді жүктемеге тәуелді коэффициент.
К 3 - температура мен ылғалдылыққа тәуелді коэффицент
К 4 - қысымға тәуелді коэффициент.
άi - құрылғының жүктемесіне тәуелді коэффициент.
Схеманың сенімділігі деп белгілі бір уақыт ішінде берілген жұмыс тәртібін мінсіз орындау деп түсінеміз. Бұл схемадан талап етілетін ең басты нәрсе. Сенімділік деп келесі сапалық көрсеткіштерді айту қажет:
1. Тоқтаусыздық - заттың біраз уақыт ішінде жұмыс қабілетін сақтауы.
2. Жөндеуге жататын - заттың бұзық жерін жөндеп қайта іске қосуға жатуы.
3. Ұзақ уақыт жұмыс қабілетін сақтауы - объектінің шектіелген уақыт мерзіміне шейін жұмыс жасау қабілетін сақтауы.
4. Сақталуы - бұл объектінің түзу жұмыс жасау қабілетін сақтап қойғаннанан кейін де бір жерден бір жерге көшіргеннен кейін де сақтауы.
Қабыл алмау, тоқтаусыз жұмыс ықтималдығы, қабыл алмаудың күшейе түсуі, қабыл алмауға істелген жұмыс - сандық сенімділікпен сипатталады.
Қабыл алмау - бұл құрылғының жұмыс қабілетінің бұзылуы. Қабыл алмау бірнеше түрге бөлінеді:
1. Толық қабылдамау. Бұл жағдайда құрылғыны толығымен жөндеп, жұмысты жолға қоймаса болмайды.
2. Ішінара қабылдамау. Құрылғы жұмысының ішінара нашарлауына байланысты.
3. Күтпеген қабылдамау. Құрылғы бойындағы қандай да жұмыстың секірмелі өзгеруі салдарынан болады (қысқаша тұйықталу) .
4. Біртіндеп қабылдамау. Жұмыс жүйесінің біртіндеп жұмыс қабілетінен жоғалтуы.
5. Тәуелді қабыл алмау. Басқа бір элементтің қабылдамау әсерінен болады.
Р(t) - тоқтаусыз жұмыс ықтималдығы. Бұл берілген уақыт ішінде тоқтаусыз жұмыс жүруінің ықтималдығы. Мөлшері өлшемсіз.
λ(t) - Қабыл алмаулардың күшеюі. :
Схеманың қабыл аламауының жалпы күшеюін мына формула бойынша есептейді.
 ,
(2)
,
(2)
 - берілген жағдайдағы элементтің қабыл аламауының күшеюі,
- берілген жағдайдағы элементтің қабыл аламауының күшеюі,
 - элементтер саны
- элементтер саны
 .
.
 i - элементтердің әртүрлілігінің саны
i - элементтердің әртүрлілігінің саны
1 Кесте . Дірілге және соққыға тәуелді коэффициент.
... жалғасыСіз бұл жұмысты біздің қосымшамыз арқылы толығымен тегін көре аласыз.
- Іс жүргізу
- Автоматтандыру, Техника
- Алғашқы әскери дайындық
- Астрономия
- Ауыл шаруашылығы
- Банк ісі
- Бизнесті бағалау
- Биология
- Бухгалтерлік іс
- Валеология
- Ветеринария
- География
- Геология, Геофизика, Геодезия
- Дін
- Ет, сүт, шарап өнімдері
- Жалпы тарих
- Жер кадастрі, Жылжымайтын мүлік
- Журналистика
- Информатика
- Кеден ісі
- Маркетинг
- Математика, Геометрия
- Медицина
- Мемлекеттік басқару
- Менеджмент
- Мұнай, Газ
- Мұрағат ісі
- Мәдениеттану
- ОБЖ (Основы безопасности жизнедеятельности)
- Педагогика
- Полиграфия
- Психология
- Салық
- Саясаттану
- Сақтандыру
- Сертификаттау, стандарттау
- Социология, Демография
- Спорт
- Статистика
- Тілтану, Филология
- Тарихи тұлғалар
- Тау-кен ісі
- Транспорт
- Туризм
- Физика
- Философия
- Халықаралық қатынастар
- Химия
- Экология, Қоршаған ортаны қорғау
- Экономика
- Экономикалық география
- Электротехника
- Қазақстан тарихы
- Қаржы
- Құрылыс
- Құқық, Криминалистика
- Әдебиет
- Өнер, музыка
- Өнеркәсіп, Өндіріс
Қазақ тілінде жазылған рефераттар, курстық жұмыстар, дипломдық жұмыстар бойынша біздің қор #1 болып табылады.

Ақпарат
Қосымша
Email: info@stud.kz