MES негізінде жартылай өткізгіш пластиналар партиясы өндірісін автоматтандыру және басқару жүйесінің жобасы

Жұмыс түрі: Дипломдық жұмыс
Тегін: Антиплагиат
Көлемі: 46 бет
Таңдаулыға:
Кіріспе
1. Пайдалану бөлімі
1. 1. Ситуациялық басқару жұмысының жалпы принципі
1. 2. MES (Manufacturing executing systems) - жүйесінің жалпы сипаттамасы
1. 2. 1. MES - жүйе блоктары
1. 2. 2. MES - жүйесінің даму перспективасы
1. 3. Мәселенің қойылуы
1. 3. 1. Пластиналар партиясы өндірісінің технологиялық циклінің ерекшеліктері
1. 3. 2. Пластиналар партиясын өндіріс процесін тіркеу
1. 3. 3. Аяқталмаған өндіріс
1. 3. 4. Басқарудың жалпы сызбасы
1. 3. 5. Пластина партияларын өңдеу және тасудағы кешігулер
1. 3. 6. Жүйеге қойылатын талаптарды талдау
1. 3. 7. ӨПАБЖ жасаудағы ұстанымдар
1. 3. 8. ӨПАБЖ архитектурасы
1. 3. 9. Тіркеу программасы мен персонал арасындағы өзара әрекеттестік
1. 3. 10. Дипломдық жобаға техникалық тапсырма
1. 4. Басқару жүйесінің негізгі қасиеттері
1. 4. 1. Таңдалған объектілер
1. 4. 2. Технологиялық операцияның орындалу алгоритмі
1. 5. Программалық жабдықтаманың тұрмыстық циклі
1. 5. 1. Жобалау
1. 5. 2. Объекттік - бағдарламалы жобалау процесі
1. 6. Программалық өнімдерді сынау ерекшеліктері
1. 6. 1. Программаларды оқу және жазуды бақылау
1. 6. 2. Программа жұмысының нәтижесі
2 Экономикалық бөлім
2. 1. Желілік модель параметрлерін есептеу
2. 2. Тұжырымдама
3 Еңбекті қорғау бөлімі
4. Қоршаған ортаны қорғау және төтенше жағдайлар бөлімі
4. 1. ЭЕМ пайдаланушысының жұмыс орнындағы зиянды факторлар
4. 2. Жарықтандыруға қойылатын негізгі талаптар
4. 3. Жарықтандырудың толық шешімі
4. 4. Электр қауіпсіздігіне қойылатын талаптар
4. 5. Өрт қауіпсіздігі шаралары
4. 6. Шу деңгейін төмендету шаралары
4. 7. Машина залындағы микроклимат параметрлері
Қорытынды
Пайдаланылған әдебиеттер
Кіріспе
Берілген дипломдық жоба қазіргі кезде ең өзекті болған жартылай өткізгішті кристалдарды өндіруде өндіріс процесін басқаруды автоматтандыру және программалық жабдықтама мен қамтамасыз ету мәселелері негізінде орындалған. Өзінің мазмұны бойынша дипломдық жоба ғылым мен техниканың қазіргі деңгейіне сәйкес келеді.
Қазіргі жартылай өткізгіште өндірісі күрделі ұйымдастыру - технологиялық кешенін өз ішіне алады. Бұл технологиялық кешен, циклдік сипатқа ие болған әртүрлі өндіріс аймағында жайласқан жартылай өткізгіш пластиналардың жүздеген партиясын бір уақытта өте көп арнайы құралдардың көмегмен өңдеу ұйымдастырушы - технологиялық кешеннің негізін құрайды.
Өндірістің тиімді жұмыс істеуі үшін оны автоматты басқару жүйесімен жабдықтау қажет. Бұл басқару жүйесі өңдеудің технологиялық уақытын, мүмкін болған уақыттық кешігулерді есепке алуы, сапа мониторингін, мүмкін болған сәйкессіздіктерді реставрациялауды есепке алуы, технологиялық құралдардың жұмыс уақтында тоқтап қалуын есепке алуы қажет.
Өндірістік процестерді басқару жүйесі бар құралдарды максимал дәрежеде жүктеу, сұраныстарды сапалы және қысқа уақыт мерзімінде орындауды қамтамасыз етеді.
Басқару жүйесінің тиімділігі қазіргі компьютерлік - желілік технология негізінде іске асырылады.
Дипломдық жобада өнеркәсіптік программалық өнімдер үшін программалық жабдықтама жасау ерекшеліктері қарастырылған. Олар әртүрлі тапсырмаларды орындау үшін қолданылады.
Мысалы, уақыт ресурсы немесе жад шектелген уақытта кері байланыс арқылы басқару жүйесі; нақты процестерді бақылау және басқару жүйесі.
Технологиялық бөлімде программалық жүйе және программалық құжаттарды жасаудың кезеңдері, тапсырмаларды ЭЕМ - де шешу кезеңдерң келтірілген. Бұл бөлім толығымен программалық жабдықтаманың сенімділігіне арналған.
Экономикалық бөлімде автоматты басқару жүйесін жасаудың графигі есептеліп, уақыт резерві және жұмыс барысы анықталған, жүйені жасау шығындарын азайту жолдары қарастырылған.
Еңбек қауіпсіздігі және қоршаған ортаны қорғау бөлімде программист және ЭВМ пайдаланушыларының жұмыс орнын ұйымдастыру, жұмыс өнімділігіне әсер етуші зиянды факторлар, ғимаратты жарықтандыру талаптары, электр және өрт қауіпсіздігі қарастырылған.
1. Пайдалану бөлімі
- Ситуациялық басқару жұмысының жалпы принципі
1970 - 1980 жылдары ситуациялық басқару жүйесін жасау қажеттілігі пайда бола бастады. Ситуациялық басқару жұмысының жалпы принципін сипаттаймыз. Ситуациялық басқарудың жалпы схемасы 1. 1 - суретте келтірілген. Басқару объектінде пайда болған ситуацияның сипаты анализатор кірісіне беріледі. Оның қызметі хабарламаны бағалау, басқару объектісіндегі процеске басқару жүйесінің қажеттілігін анықтау. Егер мұндай қажеттілік жоқ болса, анализатор оны өңдеуге бермейді. Кері жағдайда ситуация сипаты классификаторға беріледі. Классификатор ондағы сақталған информацияларды қолданып, кластарға бөледі. Бұл информациялар корреляторға түседі.
Сурет 1. 1. Ситуациялық басқарудың жалпы схемасы.
Корреляторда барлық логика - трансформациялық ережелер (ЛТЕ) сақталады. Коррелятор қолданылуы керек болған ЛТЕ - ні анықтайды. Егер мұндай ереже біреу болса, қолдануға беріледі. Егер бірнешеу болса, экстраполяторда өңделгеннен кейін қажеттісі таңдалады. Егер коррелятор және классификатор келіп түскен ситуацияның сипаты туралы шешім қабылдай алмаса, кездейсоқ таңдау блогы іске қосылады да, объектіге оншалықты әсер етпейтін әсер таңдалады. Мұндай басқару жүйесінің жұмысы екі кезеңнен тұрады:
1. Үйрену және баптау кезеңі
2. Жұмыс кезеңі.
Қазіргі кезде ситуациялық басқару жүйесінің қолданылу аясы өте кең, мысалы: теңіз портында тиеу - түсіру жұмыстарын диспетчерлік басқару, бұрғылау пункттеріндегі бұрғылау жұмыстарын тиімді басқару, азаматтық авиациядағы автоматты басқару жүйелері, прибор жасау мекемелеріндегі өндіріс процесін басқару және т. б.
Ситуациялық басқару жүйесі «ОАО Ангстрем» мекемесінде жартылайөткізгіш пластиналар партиясын өндіру процесін басқару жүйесінде қолданылады. «ОАО Ангстрем» мекемесінде Manufacturing executing systems автоматты басқару жүйесі және диспетчерлі басқару мен информацияны жинаудың SCADA - жүйесі жасалған.
1. 2 MES (Manufacturing executing systems) - жүйесінің жалпы
сипаттамасы
Микроэлектрондық интегралдық схемаларды өндіру, жартылай өткізгіштерді өндіру, фармацевтикалық өндіріс процесі, азық - түлік өндірісі сияқты күрделі өндірістік процесті жеңілдету мақсатында MES жүйелері пайда болды.
MES жүйесі өндірісті тиімді басқаратын компьютерлік - желілік архитектураға ие. MES жүйесі өнімге сұраныстың келіп түсуінен бастап, дайын өнім алынғанға дейінгі кезеңдерді жеңілдетуді қамтамасыз ететін информацияларды өз ішіне алады. Ағындағы нақты мәліметтер жиынтығын пайдаланып, MES жүйелері барлық өндіріс процесін қадағалайды, мысалы процеске араласуы керек болған жағдайда, осы процесс туралы мәліметтерді жинайды. MES жүйесінің жұмыс істеуі барлық уақытта өзгеріп тұратын жағдайларды тиімді қадағалауды және артық шығындарды жоюды қамтамасыз етеді. MES жүйесі өндірісті интерактивті режимде басқару үшін информациялар мен жабдықталған.
MES жүйелерін бірнеше фирмалар жасайды. Бұл фирмалар MESА қауымдастығына бірлескен. Олар тапсырыс беруші мекеменің талаптарына сәйкес программалық өнімдерді дайындайды.
1. 2. 1. MES - жүйе блоктары
MES жүйе блоктары 11 типтегі блоктарға бөлінеді:
- Операциялар кестесін құрастыру (Operations/Detail Scheduling) - мекемедегі өндірістік процесс үшін әрекеттер тізбегін орнату;
- Ресурстарды бөлістіру және қадағалау (Resource Allocation and Status) - тапсырманы қызметкерлерге, машиналарға, құрылғыларға бөлістіру және оларды қадағалау;
- Өндіріс элементтерін дисперчеризациялау (Dispatching Production Units) - белгілі бір аймақта қандайда бір процесті немесе әрекетті бастау үшін команда беру;
- Құжат айналымын басқару (Document Control) - информацияны басқару және өндіріс, өнім, құрылғы туралы информацияны бөлістіру;
- Өнімнің шығу тегін қадағалау (Product Tracking and Genealogy) - өнім және партияның даму мониторингі;
- Өндірістің тиімділігін талдау (Performance Analysis) - Заводтың нәтижесін, базар қатынасын реттеп отыратын корпорация, тұтынушы және ұйымдардың орнатқан төл құжаты мен салыстыру;
- Қызметкерлер құрамын басқару (Labor Management) - қызметкерлер құрамына квалификациясы бойынша міндеттерін және өндіріс талаптарын бөлістіру;
- Жабдықтарды басқару (Maintenance Management) - құрылғылардың жұмыс қабілеттілігі бойынша жобалау және жұмыстарды орындау;
- Ағындағы өндіріс процесін басқару (Process Management) - жобаланған ағындағы процеске сәйкес жұмыстарды басқару;
- Сапаны басқару (Quality Management) - өнімдердің сипаттамасын талдау және қадағалау, оларды үлгілі өніммен салыстыру;
- Мәліметтерді жинау және өңдеу (Data Collection/Acquisition) - персоналдан, машинадан және басқару жүйесінен алынған операциялар, материалдар және процесс туралы мәліметтерді реттеу және өңдеу.
MES жүйесінің қолдану тәжірибесінде оның мынадай артықшылықтары анықталды:
- өндірістік циклдің ұзақтығын орташа 45% - ға төмендеуі;
- енгізу уақтының 75% - ға қысқаруы;
- аяқталмаған өндірістің 24% - ға төмендеуі;
- қағаз түріндегі құжатайналымының 61% - ға азаюы;
- жобалау уақтының орташа 27% - ға қысқаруы;
- қағаз, құжаттар мен жұмыстың және көшірме жұмыстарының шығынының 56% - ға төмендеуі;
- өндірілген өнім жарамсыздығының орташа 45% - ға төмендеуі.
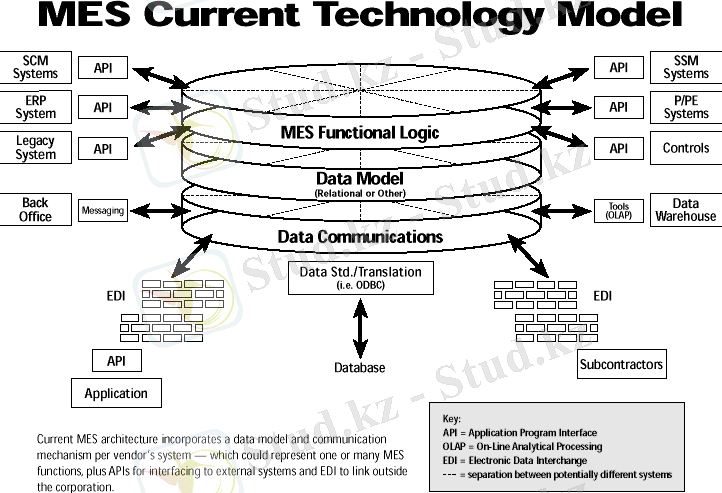
Сурет 1. 2. 1. MES жүйесінің компьютерлік, желілік архитектурасы.
API - қолданбалы программалау интерфейсі.
Application -пайдаланушыға нұсқау.
Data Model - мәліметтерді бейнелеу моделі.
Data Communications -мәліметтерді ұзату.
Database - мәліметтер базасы.
1. 2. 2 MES - жүйесінің даму перспективасы
MES жүйесінің даму перспективасы компьютерлік желілердің дамуы мен тікелей байланысты. MES жүйесінің программалық өнімдері объектті - бағдарлаушы тілдерде жазылады. Сурет 1. 2. 2 MES жүйесін перспективалық дамыту схемасы келтірілген.
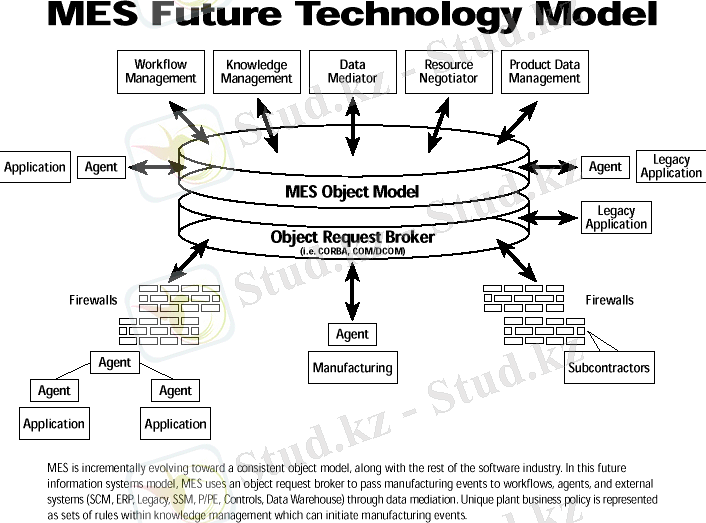
Сурет 1. 2. 2. MES жүйесін перспективалық дамыту схемасы
Object Model - объектті модель.
Object Request Broker -сұраныстарды өңдеуші.
FireWall - санкцияланбаған енуден қорғау жүйесі.
API - қолданбалы программа интерфейсі.
Application - пайдаланушыға нұсқау.
Қазіргі микроэлектрондық өндіріс күрделі процесс. Жеке цех деңгейінде бұл процесс әртүрлі аймақтарда орналасқан құрылғыларда жартылайөткізгіштік пластина партияларын өңдеуді өз ішіне алады. Партияларды аймақтар арасында тасымалдау құрылғылардағы партияларды өңдеу уақытын есепке алу, партия сапасын бақылау, өңдеу дефектілерін түзету, құрылғылардың істен шығуын есепке алуы қажет. Сондықтан «ОАО Ангстрем» мекемесінде өндірістік процесті автоматты басқару жүйесін жасау қажеттілігі пайда болды. Мұндай жүйені жасауда көп желілі MES-жүйе және SCADA-жүйе принциптері қолданылады.
1. 3. Пластиналар партиясы өндірісінің технологиялық циклінің ерекшеліктері
Партия өндірісі технологиялық процесінің ерекшеліктерін сипаттайық. Алдымен өндірістік процессті сипаттау уақтында талап етілетін түсініктерді енгіземіз, мысалы бұйым, партия, технологиялық маршрут, технологиялық парақ.
Бұйым - жартылайөткізгіш микросхема. Әрбір бұйым алдын - ала жасалған жеке технологиялық маршрут пен сипатталады.
Партия - нөмірі және өзіндік маршрут парағы болатын арнайы контейнерге салынған пластиналар тобы. Жартылайөтеізгіштік пластиналар өндірісінде партиялар маршрут парағына сәйкес өңделеді және тасымалданады. Барлық партиялар жиынтығын белгілі бір бұйымға тиістілігіне байланысты топтарға бөлуге болады (1. 3. 1 - сурет) . Партияның анықталған бұйымға тиістілігі оның нөмірінде сәулеленеді. Партия нөмірі екі бөлімнен тұрады: біріншісі - бұйымның нөмірі; екіншісі - берілген бұйымның реттік нөмірі.
Технологиялық маршрут - кремнийлік пластинаның бетінде берілген құрылымды қалыптастыратын операциялар тізбегі. Әрбір бұйым жеке
технологиялық маршрут бойынша сипатталады. Берілген басқару жүйесінде партияның маршрут бойынша өтуі маршруттық парақтың көмегімен қадағаланады.
Сурет 1. 3. 1. Партияны нөмірлеу схемасы.
Маршрут парағы - партия мен байланысты құжат. Маршрут парағы мынадай атрибуттары бар кестеден тұрады: операцияның нөмірі, операцияның аты, партияның аймаққа келіп түсу уақты, өңдеу режимінің параметрлері. Партияға бекітілген маршрут парағына партия нөмірі қойылады. Әрбір партияға өзінің маршруттық парағы сәйкес келеді, ол пластиналар қорабына жапсырылған болады. Технологиялық процестің барлық кезеңінде партияның маршруттық парағы болады. Онда партияның технологияның маршруты бойынша өтуі тіркеледі. Әдетте маршрут парағы типографиялық әдіс бойынша жасалады.
Әрбір бұйымға сәйкес жеке технологиялық маршрут қойылады. Бір бұйым шегіндегі барлық партиялар бірдей маршруттық параққа ие болады. Басқарудың ең қарапайым бірлігі - партия, яғни басқару жүйесі әрбір партияның өтуін маршрут бойынша қадағалайды.
1. 4. Пластиналар партиясын өндіріс процесін тіркеу
Партияларды бақылау және оларды қажет уақтында оңай табу үшін оларды тіркеу журналдарына, аяқталмаған өнім бланкаларында және маршруттық парақтарда тіркеу қажет.
Әрбір аймақтың өз тіркеу журналы болады. Онда осы аймақта өңделген партиялар тіркеледі. Маршруттық парақты аймақ операторы толтырады.
Операторлар технологиялық операциялардың орындалуын тіркейді. Партиялар нақты бір операциялар арқылы өңделіп болған соң оператор өзінің табелдік нөмірін және өңдеу режимінің параметрлерін қояды.
1. 5. Аяқталмаған өндіріс
Өндірістік процесті сипаттайтын маңызды түсініктердің бірі - аяқталмаған өндіріс.
Аяқталмаған өндіріс - бұл технологиялық өндіріс толық аяғына дейін орындалмаған өнім.
Аяқталмаған өндіріс тіркеу журналына, аяқталмағын өндіріс бланкасына және маршруттық парақта белгіленеді. Аяқталмаған өндірістің көп болуы өндірістік циклдің ұзақтығына алып келеді.
Аяқталмаған өндірістің көп болуының себебі, цехтың әкімшілік қызметкерлері жабдық жүктемесін жоғарылату мақсатында өндірістік процеске жаңа партияларды бірінен соң бірін егізе береді. Осының нәтижесінде өңделген партиялар өндірістік процестің «тар орындарында» жиналып қалады.
1. 6. Басқарудың жалпы сызбасы
Сурет 1. 6. 1. Басқарудың жалпы схемасы
1. 7. Пластина партияларын өңдеу және тасудағы кешігулер
Қазіргі кезде партияларды өңдеуде және тасуда көп кешігулер болады. Бұл кешігулер мынадай топтарға бөлінеді:
- түскі үзіліс;
- цех қызметкерлерінің жиналысы;
- ауысымды тапсыру және қабылдау;
- партиялардың тізімін жасау және іздеу;
- жабдықтардың тоқтауы;
- жабдық тоқтауы уақтында қайта шешім қабылдау қажеттілігі.
Алғашқы үш топтағы кешігулерді жұмысшы - қызметкерлердің жұмыс күнін дұрыс ұйымдастыру арқылы қалпына келтіруге болады.
Қалған кешігулер басқару және бақылау жүйесінің дұрыс қадағаламауынан болады. Оны адамдардың бақылауы өте қиын. Сондықтан кейбір жабдықтардың тоқтауы уақтында барлық аймақтарды жұмыс пен қамтамасыз ету мақсатында, цехтарға партияның артық жүктемесі енгізіледі. Бұл жүктеме үлкен аяқталмаған өндіріске алып келеді. Өндірістік процесті автоматты басқару жүйесі кешігулерді қысқартады. Электрондық жүйе партияны қадағалау және және жұмысты жобалау анықтығын жоғарылатады. Нәтижесінде аяқталмаған өндіріс азаяды.
Партия өндірісі және тасуды басқарудағы кешігулерді бағалайық.
Ауысым алысу - 2*20 минут = 40 минут
Түскі үзіліс - 30*4 = 2 сағат
Партиялар тізімін жасау және партияларды іздеу - тәулігіне 2 сағат
Барлығы: партияны тасудағы кешігулер шама мен тәулігіне 5 сағат.
Бұл кешігулерді электрондық басқару жүйелерінде қалыптастыруға болады.
Ауысым уақты және түскі үзіліс бойынша кешігулерді жұмыстың жылжымалы кестесін енгізу және және қосымша бір распредті енгізу - арқылы шешуге болады. Мысалы, 1 - ші распред жұмысты 7 - 00 де, 2 - шісі 7 - 30 да,
3 - шісі 8 - 00 де бастайды. 1 - ші, 2 - ші және 3 - ші распредтің жұмысы 19 -00, 19 - 30, 20 - 00 де аяқталады. Бір - біріне салыстырмалы түрде олардың түскі үзілісі де ауыстырылады. Нәтижесінде цехта барлық уақытта кем дегенде 2 распред болады.
Тізімдерді жасау мен байланысты кешігулерді барлық партияның есебін енгізу арқылы электронды автоматты түрде шектеу қажет.
Басқарудағы кешігулерді бағалайық:
Цехтағы әкімшілік қызметкерлерінің кеңесі -2*30 мин = 1 сағ.
Түскі үзіліс - 4*30мин =2 сағ.
Ауысымды тапсыру және қабылдау - 2*30 мин = 1 сағ.
Жабдық тоқтауы уақтында қайта шешім қабылдау - = 1 сағ.
Барлығы тәулігіне 5 сағат партияларды өңдеу және тасу туралы шешім қабылданбайды.
Бұл кешігулерді қалыптастыру үшін цех әкімшілік қызметкерлерінің кеңесін электронды конференция мен ауыстыру немесе кеңесті ауысымнан алдын немесе соң өткізу қажет. Түскі үзілісті әкімшілік қызметкерлері арасында басқаруда үзіліс болмайтындай етіп ұйымдастыру қажет.
Солай етіп, барлық кешігулер басқару жүйесінің компьютерлік - желілік терминалдары арқылы қысқартылады. Электрондық жүйе партияларды өңдеу және тасуда қатаң есепті қамтамасыз етеді. Сондықтан жоғалған партияларды іздеу, қайта шешім қабылдау қажеттілігі болмайды.
1. 8. Жүйеге қойылатын талаптарды талдау
Қазіргі микроэлектрондық өндіріс күрделі процесс. Жеке цех жағдайында бұл процесс әртүрлі аймақтарда орналасқан құрылғыларда жартылайөткізгіш пластиналар партиясын өңдеуді өз ішіне алады. Соның мен бірге аймақтардағы жұмыс сапасының мониторингін қамтуы қажет.
Дипломдық жобада цехтағы құрылғылардың максимал жүктелуі мен партияларды дайындаудың минимал циклдары арасындағы үйлесімділікті табу жолдары қарастырылған. Мұндай мәселе тек қана өндірістік процесті басқарудың автоматты жүйесін құру арқылы ғана жүзеге асырылады. Өндірістік процесті автоматты басқару жүйесіне қойылатын жалпы талаптар мыналардын тұрады:
- Партияның технологиялық маршрут бойынша өтуін бақылауды жүзеге асыру;
- Барлық партиялар мерзімінде өңделуі үшін, олардың әртүрлі маршрут бойынша өтуін жеңілдету;
- Аймақ жұмысының сапасы, қабылданған шешім және оның нәтижелері туралы статистикалық мәліметтерді жинау және өңдеу.
1. 9. ӨПАБЖ жасаудағы ұстанымдар
Жоғарыда жүргізілген талдаулар нәтижесі бойынша, «ОАО "Ангстрем"» мекемесінде партиялар өндірісін автоматты басқару жүйесін жасаудың жалпы принциптерін ұсынуға болады.
Басқару жүйесі мыналарды өз ішіне алуы қажет:
Өндіріс процесі туралы барлық информацияларды сақтау үшін реляциялық мәліметтер базасын. Өндіріс жағдайы туралы информация белгілі бір стандартты форматта болуы үшін мәліметтер базасы керек.
Басқарудың орталық программасы. Бұл программаның негізгі мақсаты:
- партияларды өңдеу және тасу туралы шешім қабылдау;
- өндірістік циклді қысқарту мақсатында кешігулерді қысқартуды қадағалау;
- статистикалық мәліметтерді жинау;
- аяқталмаған өндіріс көлемін бақылау;
- «қылмыскерлерді» аяқталмаған өндіріс туралы өз уақтында ескерту;
- қысқа мерзімді және ұзақ мерзімді даму жоспарын белгілеу.
Басқару программасы орталық компьютерге орнатылып, диспетчер және аймақ қызметкерлеріне шешім қабылдауға көмектеседі.
Аймақтағы желілік терминал - ол қызметкер мен орталық компьютер арасында информация алмасу үшін арналған.
Ұқсас программа - өндірістік процесті талдауға және өндірісті басқарудың тиімді режимін іздеуге арналған.
Партия өндірісінің тіркеу жүйесі және мониторингі.
Программалық жүйе және пайдаланушы арасындағы байланыс MS Windows интерфейсі арқылы жүргізіледі.
Сурет 1. 9. 1. Цехтағы партия өндірісін басқару жүйесінің архитектурасы
1. 10. ӨПАБЖ архитектурасы
Басқару жүйесінің жалпы схемасы 1. 9. 1 - суретте келтірілген. Жүйе жеке цехтардағы партия өндірісін басқару үшін арналған.
Срелкалар мен информация ағыны көрсетілген. Қос стрелкамен программалық модульдер және орталық басқару блогы арасындағы информация ағыны көрсетілген. "Тренинг" және "Ұқсас модель" цехты басқару жүйесінің құрамына кірмейді, тек қана оның мен байланысты. Басқару жүйесінің блоктары төмендегіше сипатталады.
Бақылау тобы - цехтағы партия өндірісін бақылауға жалпы басшылық жасайды. Бақылау тобына диспетчер және басқа әкімшілік қызметкері кіреді. Бақылау тобы өндірісті басқару программасы мен интерактивиі түрде байланыс жасайды. Программа партиялар ағынын басқаруды «автопилот» режимінде жүзеге асырады. Бақылау тобының басқару режиміне араласуға құқығы бар.
Өндірісті басқару программасы нақты уақыт режиміндегі партиялар ағынын басқару үшін арналған. Бұл программа барлық өндірістік процесті қадағалайды. Басқару программасының функция және модульдерін мынадай түрлерде сипаттауға болады: Программа шешім қабылдау модуліне ие болуы керек. Бұл модуль партияны тасымалдауды және құрылғыны жүктеуді қамтамасыз етеді; Программа аймақтарды бақылау модуліне ие болуы керек. Бұл модуль басқару программасы инструкциясы және жұмыс аймақтары арасындағы сәйкестігін қадағалайды.
Реляциялық мәліметтер базасында партияларды өндіру процесі туралы информациялар жиналады. Бұл информациялар өндірістік басқару программасында және ұқсас моделде қолданылады. Ұқсас модел басқару жүйесінің тиімділігін зерттеу үшін арналған.
1. 11. Тіркеу программасы мен персонал арасындағы өзара
әрекеттестік
Аймақ персоналы программа инструкциясына сәйкес операцияларды орындайды. Өндіріс программасын тіркеу программасы өңделген партияны қалған құрылғыларға белгіленген марщрут бойынша кезекке қояды. Программаға партияны өңдеудің нормативті уақыты белгілі, егер уақыт шығыны бар болса, онда бұл туралы информация бақылау тобына беріледі. Әрбір аймақта терминал мен персонал арасында байланысты қамтамасыз ететін терминал болады. Өндірісті басқару программасы орталық ЭЕМ да орындалады.
Партияларды тасуды басқару анықталған кезек тәртібіне сәйкес іске асырылады.
Кезек тәртібі - партияларды құрылғыларда өңдеу тәртібіне сәйкес басқаруды жүзеге асыратын ережелер жиынтығы.
Кезек тәртібінің екі типі бар: Аяқталмаған өндіріс кезегі, құрылғылардағы кезек.
1 - ші типтегі кезек ұзаққа созылады (сағаттар, тәуліктер, апталар) . 2 - ші типтегі кезек қысқа мерзімді (бірнеше минут) .
Кезек тәртібін қалыптастыру уақтында өндірістік процестің және партияның анықталған параметрлері туралы толық мәлімет керек. Партиялар ағынын басқару уақтындағы негізгі параметрлер:
партия өтуінің кешігу уақты - Δt зад ;
партияның априорлық маңыздылығы - І mp ;
маршруттың өту пайызы - Р r ;
қадағалау орындалмауының мәліметі;
жүктеме коэффициенті - r = I тапсырыс / I қызмет көрсету ;
орташа кезек ұзындығы - l = [1 - r] -1 ;
1. 12. Дипломдық жобаға техникалық тапсырма
Автоматты басқару жүйесінде қолданылатын жартылай өткізгіш пластиналар партиясын өндіріс процесін тіркеу программасын жасау талап етіледі. Бұл программа пластиналар партиясын өндіріс процесін тіркеуді және бақылауды қамтамасыз етуі қажет. Тіркеу программасына мынадай талаптар қойылады:
- жартылай өткізгіш пластиналар партиясын аймақтарға беруді тіркеу;
- технологиялық операциялардың басталу және аяқталу уақытын жазып алу;
- ұзақ операциялы құрылғыларда партиялар дайындау кезегін басқаруды жүзеге асыру;
- әрбір өңдеу операциясы үшін жоспарлық мерзімді қалыптастыру және оның орындалуын қадағалау;
- аймақтардағы әрбір ауысым үшін шығындарды бағалау.
- Техникалық бөлім
2. 1. Басқару жүйесінің негізгі қасиеттері
Автоматты басқару жүйесін жасау мынадай кезеңдерден тұрады:
- Сұраныстарды талдау.
- Жобалау.
- Программалау.
- Сынау.
Сіз бұл жұмысты біздің қосымшамыз арқылы толығымен тегін көре аласыз.
- Іс жүргізу
- Автоматтандыру, Техника
- Алғашқы әскери дайындық
- Астрономия
- Ауыл шаруашылығы
- Банк ісі
- Бизнесті бағалау
- Биология
- Бухгалтерлік іс
- Валеология
- Ветеринария
- География
- Геология, Геофизика, Геодезия
- Дін
- Ет, сүт, шарап өнімдері
- Жалпы тарих
- Жер кадастрі, Жылжымайтын мүлік
- Журналистика
- Информатика
- Кеден ісі
- Маркетинг
- Математика, Геометрия
- Медицина
- Мемлекеттік басқару
- Менеджмент
- Мұнай, Газ
- Мұрағат ісі
- Мәдениеттану
- ОБЖ (Основы безопасности жизнедеятельности)
- Педагогика
- Полиграфия
- Психология
- Салық
- Саясаттану
- Сақтандыру
- Сертификаттау, стандарттау
- Социология, Демография
- Спорт
- Статистика
- Тілтану, Филология
- Тарихи тұлғалар
- Тау-кен ісі
- Транспорт
- Туризм
- Физика
- Философия
- Халықаралық қатынастар
- Химия
- Экология, Қоршаған ортаны қорғау
- Экономика
- Экономикалық география
- Электротехника
- Қазақстан тарихы
- Қаржы
- Құрылыс
- Құқық, Криминалистика
- Әдебиет
- Өнер, музыка
- Өнеркәсіп, Өндіріс
Қазақ тілінде жазылған рефераттар, курстық жұмыстар, дипломдық жұмыстар бойынша біздің қор #1 болып табылады.

Ақпарат
Қосымша
Email: info@stud.kz