Штангенциркуль: ішкі және сыртқы өлшемдерді өлшеу, салыстырып тексеру әдістері және метрологиялық бағалау

ҚАЗАҚСТАН РЕСПУБЛИКАСЫ БІЛІМ ЖӘНЕ ҒЫЛЫМ МИНИСТРЛІГІ
АЛМАТЫ ТЕХНОЛОГИЯЛЫҚ УНИВЕРСИТЕТІ
Тағам өндірістері факультеті
Тамақ өнімдерінің қауіпсіздігі және сапасы кафедрасы
Метрология пәні бойынша
КУРСТЫҚ ЖҰМЫС
Тақырыбы: Штангенциркуль-бұйымның ішкі және сыртқы өлшемдерін
өлшейтін құрал. Салыстырып тексеру әдістері.
Орындаған: Зайнелова М.
Тобы: ССжМ 12-12
Қабылдаған: Алиева Г.
Алматы 2014 ж.
МАЗМҰНЫ:
.
КІРІСПЕ
Метрология (грек. metron - өлшем және logos - сөз, ілім) - өлшеу туралы, өлшеудің бірлігі мен қажетті дәлдікке жету тәсілдері туралы ғылым.
Метрология ғылымы практикалық түрде бұрынғы заманда пайда болған. Әр өлшем жүйесінің өз ерекшеліктері бар. Ол тек қана заманымен ғана емес, менталитетімен де ерекшеленді. Метрологияның күрт дамуына 1875 ж. Метрикалық конвенцияның (құрамында 17 мемлекет бар) қорытындысы (Өлшеу мен таразылар және өлшеудің метрикалық эталонын жасаудың халықаралық мекемесі) себепші болды. Қазіргі кездегі Метрология физика, химия, т. б. жаратылыстану ғылымдарының жетістіктерін пайдаланып, физикалық тәжірибенің жоғары дәлдігіне сүйенеді. Қазақстанда алғашқы метрологиялық мекеме 1923 ж. Семей қаласында ұйымдастырылды. Ол 1925 ж. Семей және Жетісу губернияларындағы таразыларды, гірді, ұзындық пен көлем өлшемдерін тексеруді жүзеге асыратын өз алдына жеке палата болды. Оның бөлімдері Петропавл, Ақтөбе, Алматы қалаларында жұмыс істеді. 1930 ж. палата Алматыға көшірілді. 1974 ж. Алматы қаланда арнайы эталондар сақтайтын ғимарат салынды. Қазақстанның эталон базасын құруға және оны жетілдіруге үлес қосқан ғалымдар: М. Адайбеков, М. Басаров, А. Садықов, В. М. Кошелев, Ж. Нығметов, С. Үмбетаев, И. Ермекбаева, т. б. Республиканың метрологиялық қызметінде тексеру жұмыстарын жүргізу үшін 20 жұмыс эталоны (мыс., қысым, темп-ра, масса, ұзындық, электрлік сыйымдылық, электрлік кедергі, түзу, түзу сызық, т. б. ) қолданылады. 2000 ж. Қазақстанда Мемлекеттік уақыт және жиілік эталоны пайдалануға енгізілді
Метрологияның негізгі мәселелеріне:
- өлшеудің жалпы теориясы;
- физикалық шамалардың және оның жүйелерінің бірліктерін ұйымдастыру;
- өлшеудің әдістері мен құралдары;
- өлшеудің дәлдігін анықтау әдістері (өлшеудің қателіктер теориясы) ;
- өлшеу бірлігін және өлшеу құралдарының метрологиялық жарамдылығын қамтамасыз ету (заңды метрология) ;
- эталондар мен өлшеу құралдарының үлгілерін жасау;
- эталондарды бірлік өлшемдерін тарату әдістері жатады.
Метрология алғашқыда өлшеудің әр түрлі тегін (сызықтық, сыйымдылық, салмақ, уақыт) жазумен, сонымен қатар бірнеше мемлекеттерде қолданылған ақша және олардың ара қатынасын табумен айналысты.
Метрология - өлшемдер, олардың біртұтастылығы мен қажетті нақтылығын қамтамасыз етуші құралдар мен әдістер туралы ғылым. Қазіргі заманғы метрология үш құраушыдан тұрады: заңнамалық, негізін қалаушы (ғылыми, теориялық) және практикалық (қолданбалы) метрология.
Теориялық метрология - метрология дамудың іргелі негізін, физикалық тұрақты шама бірлігінің жүесін жасаумен және жаңа өлшеу әдістерін дамытумен айналысады.
Заңнамалық метрология - мемлекетте қолданылатын өлшеу лабараториялары, өлшеу құралдары, өлшеу әдістері мен өлшем бірлігі мен рұқсат етілген мемлекеттік талаптарды орнатады.
Практикалық қызметтің бірде-бір аясы өлшенетін шама және осы шаманы өлшеу бірлігі арасында өзара қатынас бар жағдайда өлшемдерсіз қызмет ете алмайды.
Барлық бағыттағы объектілерде заң шығарушы метрологияның негізін біліп, теориялық метрологияны жетілдіре біліп, осының бәрін практикада қолдана алатын мамандар болуы керек (басты метролог, өлшеу күйі үшін жауап беруші, өлшемдерді қамтамасыз ететін операторлар) .
Өлшемді өткізу шығындары, өндірілетін өнімді жасау үшін жалпы шығынның бөлігін құрайды.
Өлшеу кез-келген өндіріс бұйымы үшін қадағалау, сынау, дайындау және жобалаудың барлық деңгейлерінен өтеді.
Өлшеу техникасының даму деңгейіне байланысты (өлшеу құралдары мен техникасы) өндірісі дамыған мемлекеттердің техникалық және ғылыми потенциалының көрсеткіші бағаланады.
Кез-келген талдауда, болжауда, жоспарлауда, бақылауда, реттеуде шикізаттың, дайын өнімнің саны мен сапасы, жалпы өндірістік құрылымның технологиялық операциялардың жүру барысы туралы нақты ақпарат қажет. Бұл ақпаратқа кең көлемде түрлі физикалық шамалар, көрсеткіштер мен өлшемдерді өлшеу арқылы қол жеткізе аламыз.
Талап етілетін дәлдікпен алынған, шынайы өлшеуіш ақпарат қабылданатын шешімдердің дұрыстығын қамтамасыз етеді. Жалған ақпарат сауда-коммерциялық операциялар кезінде өнімнің сапасының төмендеуіне, апаттарға, ғылыми зерттеулердегі дұрыс емес қорытындыларға, пайдалы қазбалар қорларын дұрыс емес бағалауға, дұрыс емес есептеулер мен өлшеулерге алып келуі мүмкін емес.
Бұндай мәліметтерді олар параметралері мен көрсеткіштердің, әр түрлі физикалық шамалардың едәуір санын өлшеу жолымен алады .
Қажетті нақты алынған өлшеу мәліметтері, дұрыс шешімді қабылдауды қамтамасыз етеді. Дұрыс емес мәлімет өнім сапасының төмендеуіне, аварияларға, ғылыми-зерттеу кезінде дұрыс емес шешімдерге, пайдалы кеңдер қорын дұрыс емес бағалауына, сауда-коммерциялық опперациялар кезінде есептен жеп қоюына әкеп соғады.
Өлшемге бірдей көзқарас келісуші мәліметпен алмасуды, өлшеу құралдары мен әдістерін стандартизациялау мүмкіндігін, халықаралық сауда алмасу жүйесіндегі сыналған өнім мен өлшеу нәтижелерін келісіліп қолдау кепілін береді.
Барлық мамандарылған метрологтардың өлшемдері кезінде (техникалық құралдармен өлшенген кездегі табылатын мән) алынған мәндері дұрыс деп үміттенеді. Алынған өлшеу нәтижелеріндегі үміттін жоқтығы ғана, оларды қайта өлшеп, басқа мамандар мен өлшеу лабараторияларын қатыстырады.
Н. И. Тюриннің «Метрологияға кіріспе» кітабында «өлшеу қандай болсын мұқияттықпен өткізілгенімен, қандай да болсын нақты өлшеу құралдарын қолданғанымен өлшемнің нақты мәнін алу мүмкін емес» деп жазған, яғни өлшем мәнінің қателігі нөлге тең болмайды. Ықтималдық теориясы алынған өлшемді өлшенетін мәннің нақтысына жақындауына мүмкіндік береді, және де ықтималдық теориясы бізді шектен шықпайтын ықтималдық қателік шекарасын бағалауды үйретті. Өлшемнің дұрыстығы алынған өлшем нәтижелерінің сенімділік деңгейімен сипатталады. Міне осы өлшеу негізіне алынған.
Өлшеулердің біртұтас әдісі өзара түсіністікті, ақпаратпен алмасуды, өлшеу әдістері мен құралдарын стандартизациялау мүмкіндігін, халықаралық тауар айналым жүйесінде өнімді сынау және өлшеу нәтижелерін өзара тануды кепілдендіреді.
Барлық өлшейтін адамдар (техникалық құралдарды қолдану арқылы өлшенетін шаманың мәнін тәжірибелі жолмен табатындар), яғни кәсіби метрологтар өлшеудің алынған нәтижелеріне сенгісі келеді. Өлшеулердің алынған нәтижелеріне сенімнің болмауы ғана өлшеуді қайталауға, өлшеулерге басқа лабораторияларды, мамандарды тартуға мәжбүрлейді.
Өлшеу арқылы толық және шынайы мәліметтерді алу болмағанда, ғылыми зерттеулерде, ғарышты игеру, жаңа материалдар, жаңа технологиялар жасау облысында, барлық салалардағы бұйымдардың сенімділігін қамтамасыз етуде жетістіктерге қол жеткізу мүмкін емес болар еді.
Көбінесе көптеген мәселелерді өлшеулердің әртүрлі жерлерде, әртүрлі уақытта, әртүрлі құралдарды қолдану арқылы алынған үлкен көлемдегі нәтижесінің арқасында ғана шешуге болады. Мұндай нәтижелерді, тек оларды сәйкестендіруге болатын жағдайда ғана, қолдануға болады. Өлшеулердің дәлдігін, шынайылығын және сәйкестігін жоғарлатуға өндірістің автоматтандырылуы мәжбүрлейді.
Метрологияның негізгі мақсаттары:
- физикалық шамалар мәндерін, мемлекеттік эталондарын және үлгілі өлшеу жабдықтарын орнату;
- өлшеу теориясын, әдістерін және өлшеу мен бақылау жабдықтарын дайындау;
- өлшеу бірлігін қамтамасыз ету;
- өлшеу қателіктерін, өлшеу және бақылау жабдықтарының дәлдігін анықтау әдістерін дайындау;
- өлшемдерді эталондардан немесе үлгілі өлшеу жабдықтарынан жұмысшы өлшеу жабдықтарына беру әдістерін дайындау.
Қаншалықты мәселе күрделі болған сайын, метрология соғұрлым үлкен маңызға ие болады. Жеке және заңды тұлғалардың Қазақстан Республикасының «Өлшеулердің біртұтастығын қамтамасыз ету туралы» Заңының, басқа да нормативті-құқықтық актілердің, елшеулердің біртұтастығын қамтамасыз ету бойынша халықаралық келісімдер мен нормативтік құжаттардың талаптарын сақтауын тексеруге мүмкіндік беретін, метрологиялық қадағалауды ұйымдастыру жүйесі өзінің өзектілігін арттырады.
Берілген курстық жұмыстың мақсаты - Штангенциркуль құралын алып оның жалпы жұмыс істеу принципін түсіндіру және мағлұмат беру. Бұл құралдың стандарттарымен, техникалық шарттары мен әдістемелік нұсқауларын игеру және танысу .
1. ӨЛШЕУ ҚҰРАЛЫНЫҢ ЖАЛПЫ СИПАТТАМАЛАРЫ
1. 1. Штангенцикуль құралының түсінігі
Штангенқұрылғы - өлшеу және сызықты өлшемдерді тікелей әдіспен өлшеуге арналған өлшеу құрылғыларының тобы. Штангенқұрылғылардың бөлігі штанганың өлшеу сызығы 1 мм арқылы көмекші жылжымалы нониустан тұрады. Металлдарды өңдеу саласында штангенқұрылғылар кең қолданады. Санақ ұстанымы екі шкаланың бірігуінен: негізгі және нониус шкалалары құрылғылары үшін арналған.
Штангенқұрылғылар, штангенқұралдар (өлшеу құралдарын көрсететін) деп аталатын қарапайым құрылғылардың арзан бағалы көптеп таралған. Штангенқұралдар негізгі шкала салынған штанга мен нониусты қолдануға негізделген санау жабдығынан тұрады. Негізгі штангенқұралдарға штангенциркуль, штангентереңдік өлшеуіш және штангенрейсмасс жатады.
Штангентереңдік өлшеуіш жазықтықтар арасында интервалды, саңылау тереңдігін және т. б өлшеуге арналған.
Штангенциркуль құралдары - шрихты шкала көрсеткіші немесе нониуспен саналған. Бір немесе бірнеше жылжымалы рамкасы бар көрсететін өлшеу құралдары. Штанганың аяғы жылжымайтын губкалар қатты бекітілген губкалардың өлшеу жазықтығы штанганың бүйіріне перпендикуляр. Сенімді, яғни сапалы штангенқұрылғылар көбіне коррозияға ұшырамайтын тұрақты материалдардан болаттардан жасалынады.
Штангенциркульдер ішкі және сыртқы өлшемдерді өлшеуге арналған құрылғы. Бұл штангенқұрылғылардың ең көп таралған түрі. Ең алғашқы нониусы бар штангенциркульдер Лонданда XVIII ғасырдың аяғында, ал нониуссыз ағаш штангенциркульдар XVII ғасырда пайда болды.
Ғылым - техниканың дамуына байланысты штангенциркульдерде озықтала түсуде, әр түрлі электронды штангенциркульдер жарыққа шығуда. Олардың әр қайсысының өзіндік ерекшеліктері, құрылысы, өлшеу шектері мен бағалары бар.
Штангенқұралдар деп, шкаласы бар штанга мен нониус (көрсетілуді анықтау үшін қосымша шкала) негізінде сызықтық өлшемдерді өлшеу құралдарын атайды.
Нониус - негізгі шкаланың бөлінулер интервалының бөлшектік үлесін санау үшін қолданылатын қосымша шкала. Штангенқұралдар массалық және кең қолданылатын өлшем құралдары болып табылады. Штангенқұрал негізгі шкала салынған штанга мен нониусты қолдануға негізделген санау жабдығынан тұрады.
Негізгі штангенқұралдарға штангенциркуль, штангентереңдік өлшеуіш және штангенрейсмасс жатады.
Штангентереңдік өлшеуіш жазықтықтар арасындағы интервалды, саңылау тереңдігін және т. б өлшеуге арналған.
Штангенциркуль бұйымның сыртқы және ішкі өлшемдерін, ал кейбір жағдайларда белгі қойып шығу үшін арналған. Штангенрейсмасс белгілеу жұмыстары мен бұйымның биіктік өлшемдерін өлшеуге арналған.
Штангенциркульдердің бірнеше түрі бар:
- ШЦ-I екі жақты губкалардың орналасуынын ішкі және сыртқы сызықты өлшеулер үшін, сонымен қатар тереңдікті сызғышпен өлшеу үшін арналған құрылғы.
-ШЦТ-I сыртқы өлшемі үшін қатты құймасы бар және тереңдігін өлшеу үшін сызғышы бар губканың бір жақты орналасуы
-ШЦ-II ішкі және сыртқы өлшеммен белгілеу үшің еріннің орналасуы
-ШЦ-III ішкі және сыртқы өлшем үшін еріндердің бір жақты орналасуы.
Штангенциркульдар қолдан жасалған аспаптар болып табылады. Штангенциркульдердің көпшілігінің ең төменшгі өлшем бірлігі - нөл.
ШЦ-I және ШЦТ-I штангенциркульдерінің жоғарғысы 125 мм құрайды;
ШЦ-II-де - 160; 250; 400; 630; 1000; 1600 және 2000 мм, сонымен қатар жоғарғы өлшем бірлігінің шегі 4000 ге дейін баратын үлкен штангенциркульда бар.
Бірақ, бұл кейбір анықтамаларды беруді қажет етеді: ШЦ-II және ШЦ-III штангенциркульдерінің ішкі өлшем бірліктерінің ең төменгі шегі нөл емес, губканың суммарлы жуандығымен анықталады және ол 10 мм-ді құрайды, ал өлшем бірлігінің жоғарғы шегі 400 мм және 20 мм ге дейін барады. [12]
Штангенқұрылғылардың мінездемесі
Өлшеу
құрылғылар-
дың шегі
Нониус
Есептемесі
Еріншелердің
шығуы
(штангенрейсмасс)
Пышағы
Құралдардың жіберілетін
Қателігі
L1,
аз емес
Шкаланың
учаскесі
үшін
Белгі б/ша нониустың
Есептемесі
ШЦ-I
ШЦТ-I
ШЦ-II
ШЦ-III
0-160
0-200
0-250
0, 1
0, 05
45-50
50-63
60-80
6
8
10
0 ден 100
100 - 200
200 - 250
±0, 06
±0, 07
±0, 08
0-315
0-400
0-500
250-630
250-800
320-1000
500-1250
500-1600
800-2000
63-100
63-125
80-160
80-200
80-200
80-200
100-300
100-300
100-300
10
10
15
15
15
20
20
20
20
250 ден 300
300 - 400
400 - 1000
1000 - 1100
1100 - 1200
1200 - 1300
1200 - 1400
1400 - 2 000
±0, 08
±0, 09
±0, 1
±0, 16
±0, 17
±0, 18
±0, 19
±0, 2
1 - Кесте. Штангенциркульдер (ГОСТ 166-80)
1. 2. Штангенциркульдің техникалық сиппаттамалары, қолданылу облысы.
Штангенқұралдар - штрихты шкала көрсеткіші немесе нониуспен саналған. Бір немесе бірнеше жылжымалы рамкасы бар көрсететін өлшеу құралдары. Жалпы жағдайда олар 2 губкадан тұрады. Біреуі шкала салынған бағдарлаушымен байланысқан, екіншісі жылжымалы рамкамен байланысқан.
Жазықтықтары бір-біріне қаралған губкалар ішкі өлшеуге, ал сатылы губкалар сыртқы өлшеуге арналған. Бұл губкалар белгілі бір бағалық өлшемдерге ие, мысалы, 10 мм ішкі өлшеу кезінде губкалар қалыңдығы өлшемге қосылу керек.
Еріншелердің өткір аяғы қосымша белгілеу құралы негізінде қолданылады.
Штангенқұралдарды өлшеміне еріншелер пішіні мен жылжымалы рамкасы және нақтылығына байланысты жіктейді.
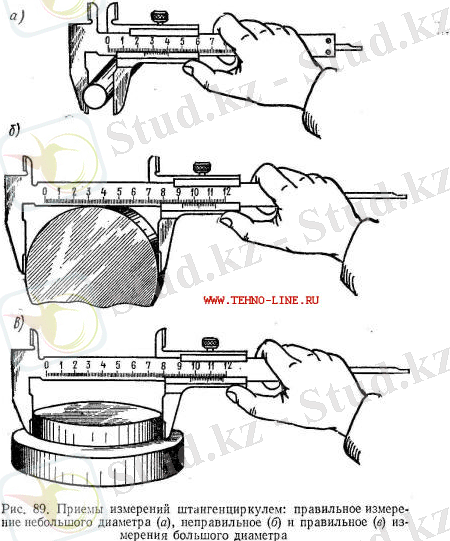
1-Сурет. Штангенциркульді қолданып өлшеу
Штангенқұралдарды нониус бойынша 0, 1; 0, 05 және кейде 0, 02 мм санақ өлшеуімен жасайды. Негізгі шкалаларда штрихтар арасында интервал 1 немесе 0, 5 мм.
Ғылым - техниканың дамуына байланысты штангенциркульдерде озықтала түсуде, әр түрлі электронды штангенциркульдер жарыққа шығуда. Мысалы, 2-суретте көрсетілгендей.

2- сурет . Әр түрлі штангенциркульдер
Штангенциркуль жабдықтары
Штангенциркуль негізгі милиметрлі шкала салынған штанга (1) тұрады. Штанганың аяғы жылжымайтын еріншелер қатты бекітілген губкалардың өлшеу жазықтығы штанганың бүйірлеріне перпендикуляр.
Штангада жылжымалы рамка (3) орналасқан. Рамка (3) винт арқылы шкала нониус сызғышы жалғанған.
Жоғарғы еріншелер белгілеу үшін, ал төменгілері сыртқы және ішкі өлшемдерді өлшеуге арналған.
3- сурет. Штангенциркуль жабдықтары
Қосылушы винт берілген жағдайда штанга (1) арқылы рамкаға (3) бекіту үшін арналған.
Жылжымалы еріннің өлшенетін бұйымға қысылу әрекетін реттеу үшін және құралдың берілген өлшемге нақты қондырылуын жеңілдету үшін микрометриялық винт (8), гайка (7), рамкалар (3) және онымен қосылған қосылушы винт 8 тұратын жабдық қолданылады.
Микрометриялық винт (8) рамкамен (3) қосылған. ШЦ-1 типті штангенциркульде жоғарғы жұп -ішкі өлшеу үшін, ал төменгі жұп сыртқы өлшеуге арналған. Жоғарғы губкалар негізгі және нониус шкалаларына салыстырмалы, сыртқы өлшеуде сияқты ішкі өлшемдерді өлшегенде санақ нөлден басталады. Сызғыш 6 тереңдікті өлшеу үшін қолданылады.
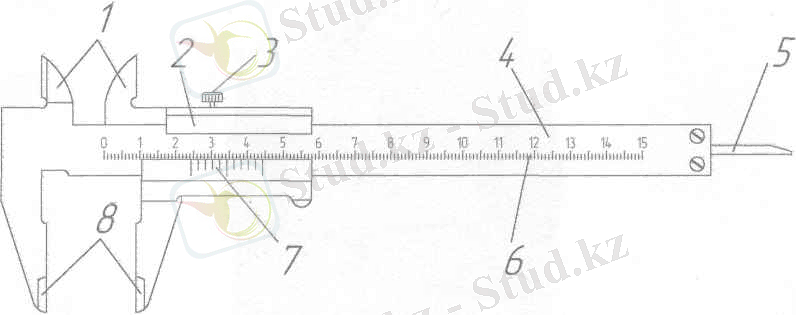
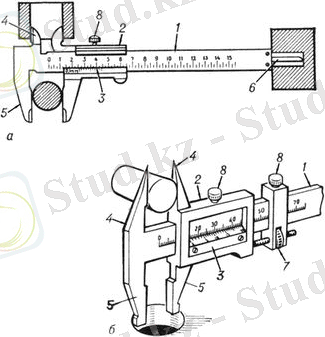
4- сурет . ШЦ-1 типті штангенциркуль жабдығы.
4- штанга; 1 және 8 - өлшейтін ерерншелер; 2 - рамка; 3 - рамканың стопорлы винті (қысылушы) ; 7 - нониус; 5- тереңдік өлшеуіш сызғыш, 6 - шкала.
Өлшейтін ерінше 2 жақты орналасқан. ШЦ-2 типті штангенциркульде төменгі жұп сыртқы және ішкі өлшеуге, ал жоғарғы өткір жұп белгілеу үшін және сыртқы өлшеуге арналған.
Ішкі өлшеуде нониуспен шкала арқылы санау үшін онда маркіленген 2 губканың қосынды қалыңдықты қосу керек.
ШЦ-1 типті штангенциркульдерді 0-125 мм өлшеу шектерімен және нониус бойынша санау шамасы 0, 1 мм шығарады. ШЦ-2 және ШЦ-3 типті штангенциркульдерді әртүрлі өлшеу шектерімен (жоғарғы шек 2000 мм дейін) және нониус бойынша санау шамасы 0, 05 немесе 0, 1 мм шығарады.
Нониус бойынша 0, 005 мм санау шамалы штангенциркульдің көрсетілген қателігі
 0, 05 мм, ал санау шамасы 0, 1 мм
0, 05 мм, ал санау шамасы 0, 1 мм
 0, 1 мм аспауы қажет. Үлкен өлшемді штангенциркульдер үшін (1000 - 2000 мм) қателік
0, 1 мм аспауы қажет. Үлкен өлшемді штангенциркульдер үшін (1000 - 2000 мм) қателік
 0, 2 мм аспауы керек.
0, 2 мм аспауы керек.
Нониус шкаласында баға құны 0, 05 мм болатын штангенциркуль
Сызғыш нониус штангенциркульде санау жабдығы болып табылады. Бұл жабдық штнгенқұралдың негізгі шкаласында жіктеу интервалын есптеуге көметеседі. Бір мм бөлікке сәйкес келетін нониус шкаласының n=20 бірдей бөлікке бөлінген, 39 мм тең, ұзындығы бар .
Бұдан конустағы жіктеу интервалы штангадан жіктеу интервалынан 0, 005 мм қысқа a=39/20=1, 95 мм, с=1, 2-1, 95=0, 05 мм. Бұл айырым нониус бойынша есептелген шама деп аталады және мына формуламен есептеледі
C=a/n (1)
Мұнда a - негізгі шкалада жіктеу интервалы
n - нониус шкаласында жіктеу саны
Нониуста жіктеу интервалы а
 негізгі шкаланың жіктеу интервалынан а, с шамасына аз. Ол нониус бойынша есептеу шамасы деп аталады, егер нониус модулі
негізгі шкаланың жіктеу интервалынан а, с шамасына аз. Ол нониус бойынша есептеу шамасы деп аталады, егер нониус модулі
 1 тең болса. Егер модуль
1 тең болса. Егер модуль
 2 тең болса, нониус жіктеу интервалы келесідей табылады
2 тең болса, нониус жіктеу интервалы келесідей табылады
а
 =а
=а
 -с
-с
 (2)
(2)
Мұнда
 - нониус модулі
- нониус модулі
а-негізгі шкала интервалы
а
 - Нониус шкаласының жіктеу интервалы
- Нониус шкаласының жіктеу интервалы
Нониус шкаласының ұзындығы:l = n*а
 = n (a
= n (a
 -c) = a (n
-c) = a (n
 -1) Нөлдік жағдайда нөлдік штрихтар негізгі және нониус шкалаларына сәйкес келеді. Нониус шкаласысының соңғы штрихы нониус шкаласының ұзындығын 1 көрсететін негізгі шкаласына сәйкес келеді.
-1) Нөлдік жағдайда нөлдік штрихтар негізгі және нониус шкалаларына сәйкес келеді. Нониус шкаласысының соңғы штрихы нониус шкаласының ұзындығын 1 көрсететін негізгі шкаласына сәйкес келеді.
Өлшеу кезінде нониус шкаласы негізгі шкаламен салыстырғанда орын ауыстырады, нониус шкаласының штрихтер жағдайын өлшенетін өлшемге тең орын ауыстру шамасымен анықтайды.
Нониус модулі нониус жіктеу интервалы мен негізгі шкаланың арасындағы қарым-қатынасты, яғни нониустың созылуын көрсетеді.
Нониус модулі негізгі шкаланың қанша жіктеуі нониус шкаласының бір жіктеуіне сәйкес келетінін анықтайды.
Нониус модулі әрқашан жалпы санға тең. Мысалы, штангенциркуль үшін с=0, 05 мм және нониус шкаласынң интервалы а=1, 95 мм. Модуль 2 тең, яғни нониустың 1 жіктеуі негзгі шкаланың 2 жіктеуін жабуға тырысады.
Сонымен, модульді үлкейту бақылаушыға есептеуді жеңілдетеді. Егер нониустың бірінші жіктелуін негзгі шкаланың 2 жіктелуімен сәйкестірсе, губкалар арсындағы саңылау 0, 05 мм тең болады. Бұдан өлшеу кезінде, яғни нониустың штангамен салыстырғанда жылжуы кезінде милиметрдің бөлігі нониус шкаласының реттік номеріне тең.
Модуль
 1, 2 немесе 5 тең деп алынады. Нониус бойынша есептеу шамасы 0, 1, 0, 05 немесе 0, 02мм.
1, 2 немесе 5 тең деп алынады. Нониус бойынша есептеу шамасы 0, 1, 0, 05 немесе 0, 02мм.
.
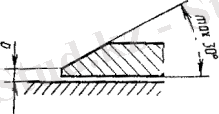
5-сурет. Нониус шкаласы мен штанга шкала арасы
а нониустың шеткі қабырғасынан штанга шкаласына дейінгі қашықтық 0, 25 мм аспауы керек.
Штанга мен нониустың шкалаларының штрихтерді енгізу қателігі нәтижелерінің нақтылғына әсер етеді. Штанга мен нониус шекараларының штрихтер ені 0, 08-0, 20 мм арасында болу керек. Бір штангенциркульдің әрбір шкаласында штрихтер енінің айырымы 0, 5 мм аспауы қажет. 2 әртүрлі штрихтер арасындағы ара-қашықтық нақтылықсыздығы
 0, 03 мм артпауы керек. Штанга мен нониус шкаласы құралдық және әмбебап микроскоп арқылы тексеріледі.
0, 03 мм артпауы керек. Штанга мен нониус шкаласы құралдық және әмбебап микроскоп арқылы тексеріледі.
Штангенциркульдың сырты хромдалған және алюминиймен немесе болаттан өңделген болуы жөн. ГОСТ9. 303 бойынша ол металлмен қапталған немесе металл емес затпен де қапталуы мумкін. [13, 164б. ]
Штангенциркульдің осы стандартқа сәйкестігін тексеру үшін мемлекеттік сынаулар, аралық бақылаулар және мерзімдік сынақтар жүргізіліп отырылуы тиіс.
1. 3. Штангенциркульді тексерілуге жататын параметрлерінің тізімі.
Өлшеу құралдарын салыстырып тексеру - өлшеу құралдарының қойылғантехникалық талаптарға сәйкестігін анықтау және растау мақсатымен жүргізілетін операциялар жиынтығы. Тексеру кезінде өлшеу құралдарының барлық метрологиялық мінездемелерінің жиынтығы зерттеледі, жылжымалы элементтердің жүрісі тексеріледі, өлшеу құралдарының сыртын қарап шығу жүргізіледі, өндіріске немесе ремонттан кейін шығару, импортталған және қолданысқа жіберген кезде ММК мүшелері мен тексеру жүргізіледі.
Нормативті құжат бойынша тексерудің бес түрі қарастырылған: алғашқы, кезекті, кезектен тыс, инспекциялық және сараптық.
Алғашқы тексеруге өндіріске немесе ремонттан кейін шығарылған, импортталған ӨҚ жатады.
Кезекті тексеруге қолданыстағы немесе сақтауда жатқан ӨҚ жатады.
Кезектен тыс тексеруді қолданыстағы (сақтаудағы) өлшеу құралдарына келесі жағдайларда жүргізіледі: тексерулік таңба белгісінің зақымдалуы, сонымен қатар тексеру куәлігі жоғалған кезде; ұзақ уақыт ( бір тексеру аралық интервалдан жоғары) сақтауда жатқан ӨҚ қолданысқа шығарған кезде; аспаптың қанағатсыз жұмыс істеу барысында немесе ӨҚ-на соққылық әсерден кейінгі қайта қалпына келтіру кезінде.
Инспекциялық тексеруді мемлекеттік метрологиялық бақылауды жүргізу барысында ӨҚ-ның қолдануға жарамдылығын тексеру мақсатымен жүргізіледі.
ӨҚ сараптық тексерісін метрологиялық мінездемелер, ӨҚ-ның дұрыс жұмыс істеуі және қолдануға жарамдылығы бойынша даулы сұрақтар пайда болған жағдайда жүргізіледі. (Штангенциркульді салыстырып тексеру әдістері 3- қосымшада көрсетілген ) . [13, 186б. ]
Штангенциркульдың штангасына, өлшейтін еріншелер, рамканы, рамканың стопорлы винтіне (қысылушы), нониусқа, тереңдік өлшеуіш сызғышына тексеру жүргізілуі керек. Құралдың әрбір жабдықтарына тиянақты тексерістен жүргізіледі.
2. ӨЛШЕУ КЕЗЕҢДЕРІ ЖӘНЕ НӘТИЖЕЛЕРІ
2. 1. Штангенциркульді салыстырып тексеру.
... жалғасыСіз бұл жұмысты біздің қосымшамыз арқылы толығымен тегін көре аласыз.
- Іс жүргізу
- Автоматтандыру, Техника
- Алғашқы әскери дайындық
- Астрономия
- Ауыл шаруашылығы
- Банк ісі
- Бизнесті бағалау
- Биология
- Бухгалтерлік іс
- Валеология
- Ветеринария
- География
- Геология, Геофизика, Геодезия
- Дін
- Ет, сүт, шарап өнімдері
- Жалпы тарих
- Жер кадастрі, Жылжымайтын мүлік
- Журналистика
- Информатика
- Кеден ісі
- Маркетинг
- Математика, Геометрия
- Медицина
- Мемлекеттік басқару
- Менеджмент
- Мұнай, Газ
- Мұрағат ісі
- Мәдениеттану
- ОБЖ (Основы безопасности жизнедеятельности)
- Педагогика
- Полиграфия
- Психология
- Салық
- Саясаттану
- Сақтандыру
- Сертификаттау, стандарттау
- Социология, Демография
- Спорт
- Статистика
- Тілтану, Филология
- Тарихи тұлғалар
- Тау-кен ісі
- Транспорт
- Туризм
- Физика
- Философия
- Халықаралық қатынастар
- Химия
- Экология, Қоршаған ортаны қорғау
- Экономика
- Экономикалық география
- Электротехника
- Қазақстан тарихы
- Қаржы
- Құрылыс
- Құқық, Криминалистика
- Әдебиет
- Өнер, музыка
- Өнеркәсіп, Өндіріс
Қазақ тілінде жазылған рефераттар, курстық жұмыстар, дипломдық жұмыстар бойынша біздің қор #1 болып табылады.

Ақпарат
Қосымша
Email: info@stud.kz