Пластификацияланған шликерлік құйма: қысымдық құю әдістері мен технологиялық параметрлері

Мазмұны
бет
Пластификацияланған шликерлік қосылыс құймасының қысымы 3
Әдіс ерекшеліктері 4
Қысым бойынша құйма әдісімен бұйымды дайындау техникалық процесстің қағидалық схемасы 5
Шликердің орнықтылығы 8
Шөгу коэффиценті 8
Құйманың механикалық беріктігі 8
Шликерлік құйма қасиеті 9
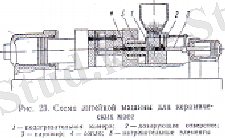
Құйма аппаратының принциптік схемасы 10
Пластификатцияланған шликерлік қосылыс құймасының қысымы.
Өндіріс тәжірибесінде техникалық қыш бұйымы көбінесе ұсақ және күрделі форманы шағын құйма байланысы мен шликерлерді балқыту кең таралған органикалық заттармен пластифиттелген әдісі. Құйма әдісі қысым арқылы өзіндік жекеше процестегі бұйымға белгілі бір формаға келтіру көптеген басқа сипатты тізім арқылы бөлінбейтін өзінің арасындағы байланыс операциясы.
Құйма әдісі қысым арқылы, сұйықтық қозғаласының масса жағдайын қолдануға пластифиттелген массаға негізделген, қосымша білгілі бір температураға дейін қыздырылған, және осы массаның, қабілеттілігі үлкен емес қысым бойынша металлдық формалы қуысты толтырады, және оны қалпына келтірудің ішкі көрінісі. Құрамдық пішінге сәйкестілігі шликерді суыту арқылы формада бұйым пайда болады. Тез арада жылуды шығару үшін металдық форманы сумен немесе басқа бір тәсілмен суытады.
Қысым бойынша құйманың 2 техникалық әдісі қолданылады, олар басты бейне көрінісі қолданылатын пластификатор және оның кіріспе әдісімен, оның құрамымен және температурасымен, және де әрекет принципімен бірге машинаны қалыптастыру құралдарымен, органикалық күйдіру мен байланысын жою әдісінің ерекшеленеді. Барлық техникалық өндірістік процестерді осы ерекшеліктер әдістерінің әр біреуімен елеулі өзгертеді.
Бірінші әдіс термореактивтік органикалық смолаларда қолданыста қалыптасқан, кейбір жағдайларда термореактивті амалдар мен термореактивті заттарда қалыптасқан.
Әдіс ерекшеліктері:
- алдын-ала ұнтақ пластификациясы 150-2000С температура бойынша термореактивтік шайыр құрамының тәуелділігі;
- пластифитталған түйіршік және суытылған маса;
- Машинаның поршендік ісі қалыптасқан құйманы қолданылады, ерекше машиналарға бұйым құймасына пластикалық массадан қолданылады. 1-сурет
- Жұмсарғанға дейін пластификатталған ұнтақты қыздырып (150-2500С) және сызықтық қозғалмалы иілімді массаның сумен суытылатын формасы;
- пішіндеме- көп орынды құйма формасы.
- Біртектілік бұйымның күйдірілуі, органикалық қоспаның күйдірмесінің шығуы.
Екінші әдіс бұйым өндірісінде қысым бойынша құйылу, бұл СССР-да құрылған және біздің техникалық қыш өндірісінде кең қолданыста, 60-70 0 С температурамен балқу термопластикалық органикалық пластификатордың қолданысының қалыптасуы, құймалы бұйымды арнайы құйма машиналарында, 70-1200 0 температурада байланысжойылуы.
Термопластикалық органикалық пластификатордың басты парафин бейнесінің сапасын қолданады.
Құйма әдісі қысымнан операцияның ерекшелік қатарын иеленеді. Қағидалық схема үрдістің бұымын дайындау әдісімен қолданыстағы қысым құймасының әдісі төменде берілген.
Құйма шликерін екі нұсқа бойынша дайындауға болады. Олар басты дайындау амалы жұқа диспестік ұнтақ және беттік - активлік зат пластификациялардың бейнеленуімен ерекшеленеді. Бірінші нұсқа бойынша қыш схемасында сулы помолдың келесі фильтр-нығыздаумен және залалсыздандырумен ұнтақты дайындайды. Сонан кейін ылғалдылықтың толық жойлуынан кейін теспе жолымен 250-300 0 С ұнтаққа беттік-активтік заттарды және пластификаторды кіргізеді. Басқа нұсқа бойынша шамалап баспалдық ұсақтау құрғақ помолдан, діріл диірменнен беттік-активтік затта болуы. Осындай тазалаудан кейін ұнтақ арнайы аппараттарда пластифитталады. Екінші нұсқа біршама ауыр, бірақ өнімді, және шликерде бірдей аз мөлшерде оның алдынғы құрамындағы байланыс мөлшері. Осы артықшылығына игі білдіру арқылы ол үлкен таратылысын алды. Қыш ұнтағын араластыру қорытындысында термопламстикалық пластификатормен белгілі температурада араластыру, бірнеше біршама үлкен, температураға қарағанда оның балқуында, осындай құрылымды шликерлік құйма деп аталады. Шликер өзінің құрылымдық дисперстық жүйесін, пластикалық байланысын және қозғалу кернеуінің шегін сипаттауын көрсетеді. Осы көрсеткіштердің тәуелділігі дисперстік ортаның қасиетіне және дисперстік қыш фазасына және де олардың өзара әрекеттесу мүмкіндіктеріне байланысты.
Құйма процесін және қалыпты сапа қамтамасыздандырумен табысты жүзеге асыру үшін кейбір құрамның анық мағынасымен иелену міндетті. Шликер құймасына басты құрам саны, оны анықтайтын технологиялық параметірлерге қатынастылығы:
- балқу температурасы;
- тұтқырлық;
- құйма қабілеттілігі;
- тұрақтылық;
- суытудағы шегуі;
- құйыылған дайындамадағы минералдық заттың тығыздылыққа қатынастылығы;
- Суытылған күйдегі механикалық беріктілігі.
Қысым бойынша құйма әдісімен бұйымды дайындау техникалық процесстің қағидалық схемасы
Балқу температурасы шликерлердің құймағы басты құрамның органикалық пластификаторына байланысты болып келеді. Парафиндік шликерлерге балқу температурасы 60-65 0 С құрайды. Таза парафиннің балқу температурасы 56-60 0 С аралықта қалапсыз тұрады.
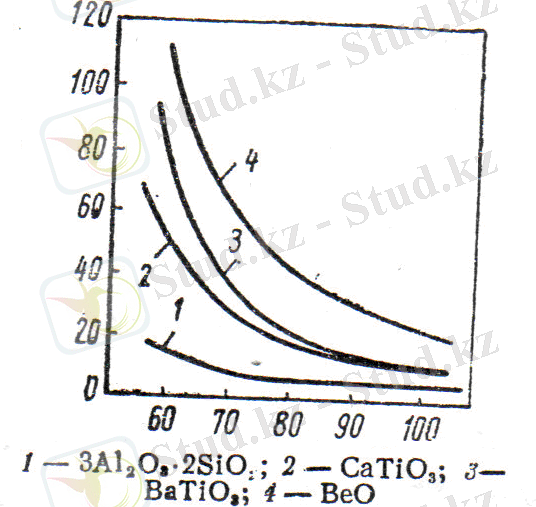
Тұтқырлық басты қасиеттердің бірі болып отыр, құйма қасиетін және шликер тұрақтылығын анықтайды. Ең бастысы маңыздысы тұтқырлық температурасының өзгерістері.
Энглер тұтқырлықты өлшеуішімен тұтқырлықты анықтайды, термостатпен арнайы жабдықталған, және осы жағдайда тұтқырлық салыстырмалы болып келеді. Абсолюттік тұтқырлықты анықтау үшін және қозғалыс кернеу шегі осы уақытта зерттелу және өндірістік практакасында ротациялық визкозөлшем жүйесі Волорович МП табысты қолданыста. Тұтқырлық парафин құрамы мен маркасына, шликердегі санына, арнайы нақты бар беттік - активті заттармен жабылымына, технологиялық кіріспесінің байланыстылығына, температура және кейбір басқа факторларға байланысты. (2-сурет) Температураға байланысты құйма шликердің тұтқырлығы.
Құйма анықтайтын тәсілі түсіндірме шарты болып келеді, құйма шликердің форманы толтыру вертикалды ұзын арнамен диаметірі 4 мм шликер температурасы 65 0 С бойынша, пішін температурасы 20 0 С және ауа қысымы шликерге 2 ат. тәсілі. Шликердің көтергі биіктігі, шликердің шартты құйма қабілетімен, шликер тұтқырлығына, оны қатаю температурасы және суу жылдамдығына, оның жылу өткізгіштік шамасына тәуелді. Шликердің температурасын (тұтқырлығына байланысты) немесе қысым өзгнерту арқылы, канал бойынша немесе форма қабырғасымен шликердің көтеру биіктігін өзгертуге болады. Осы тәсілдерді практикада қолданады, арқлы нақты бұйым түріне алу үшін құйма режимін орнатады.
Шликердің орнықтылығы (бүлінушілікке) - бұл қабілет дисперстік концентрация фазасының тұрақтылығын суспензия бағана биіктігі бойынша қыздырылған түрдегі ұзақ күйін сақтайды. Шликердің ұзақ тұрған күйінде шликер қабаттасу болады. Қыш материалдардың ауыр бөліктері ауырлық күш байланысымен, еріген байланыстары ыдыс бетіне шығады. Бұл өте маңызды шликердің технологиялық қасиеті араластырмай уақытша тұру мүмкіншілігін анықтайды. Шликердің орнықтылығы минералдық бөліктерінің сиымдылығына, олардың шликерді көлемді ұстауына, ұнтақтың түйіршікөлшеу құрамына, пластификатордың еріген тұтқырлығына байланысты. Қабаттасу парафиннің шабырлану көлемі 5және20 сағ 100 0 С тұрғаннан кейін еріген шликердің бастапқы көлемінің қатынасымен анықтады.
Шөгу коэффиценті. Шликерлік құйма үшін бірнеше шөгу коэффицентін ерекшелейді, әртүрлі процесстерді сипаттайды.
Толық шөгу коэффиценті, көлемдік немесе сызықтық, форма өлшемі күйдірілген бұйым өлшемімен қатынастық сәйкестілігі көрсетеді. Осы коэффицент тек шликердің шөгу қасиетін шағылдырады, бірақта қыш заттарының құрамы әртүрлі жағдайда массаны күйдіргенде көлемнің ұлғаюы болады, мысал ретнде пшинель синтезі MgO • Al 2 O 3 .
Құйманың шөгу коэффиценті немесе оны кейде сырттқы шөгу өлшем формасымен суытылған құйманың мөлшерінің сәйкестік қатынасы деп атайды.
Құйма шөгіндісі көлемнің салдарынан суыту арқылы құйма және парафин кристаллизациясы болып табылады. Парафиннің әр түрлі сорты суытылғанда 10-15% дейін көлем өзгереді.
Әртүрлі қыш материаллынан жасалынған шликерлер суытылған құйманың температурасынан 70-80 0 С қатты күйге дейін 55-60 0 С құйманың шөгу көлемі 3-5%, ал сызықтық 1-2%. Шликердің құйма шөгіндісі үлкен емес мөлшерде пайдалы, мұндай шөгіндісіз құйманы формадан бөлу қиын болар еді.
Толық шөгінді басқа шөгінді түрлердің қосындысы болып табылады.
Минералды заттардың құйма дайндамасындағы салыстырмалы тығыздығы, немесе, басты сиапты болып табылады, шликердің немесе құйманың тура немесе жанама байланыстың кейбір технологиялық қасиеті, кейде коэффицент бумасы деп аталады. Құйманың тығыздық қатынасы қатты фазада салмақ бөлігі 1см 3 құймадағы қатты фазадағы γ тығыздық ρ қатынасына тең.
П
сал
=

Құйманың тығыздық қатынасы немесе шликерді қыш денедегі тығыздық қатынасымен анықтайды, бірақта жөндеу кіріспесі байланыс мазмұнында
П
сал
=
 •
•
 ,
,
Мұнда γ к - қатты фазаның тығыздығы г/см 3 ; ρ сал - дайындаманың көлемдік салмағы; х - байланыстың құрамы %.
Егер байланыс болмаса (х=0), онда формула жай түрге ауысады, қыш денедегі салыстырмалы тығыздық өрнектейді.
Осындайдан кейін құйманың салыстырмалы тығыздығын анықтау үшін салмақтық көлемді және тығыздықты және де пайыздық байланыс мазмұнын білу қажет.
Құйманың механикалық беріктігі суытылған күйдегі статикалық иілуде беріктік шегімен бағаланады. Көбінесе құймадағы үлгінің ұзындығы 65-70 және диаметірі 10-20мм болады. Шликерді конденциалды деп санауға болады, егер беріктік шегі иілуде суытылған құймада 45 кГ/ см 2 болса.
Шликерлік құймадағы қасиетіндегі аяққы құйма және болашақ бұйымның сапа санын анықтайтын технологиялық факторлар қатар әсері. Бұл әсер қыш ұнтағының қасиетімен және пластификатциялармен, сонымен қатар олардың шликердегі қатынастылығы, олардың әдістерімен және басқа факторлардың кірісімен анықталады.
... жалғасыСіз бұл жұмысты біздің қосымшамыз арқылы толығымен тегін көре аласыз.
- Іс жүргізу
- Автоматтандыру, Техника
- Алғашқы әскери дайындық
- Астрономия
- Ауыл шаруашылығы
- Банк ісі
- Бизнесті бағалау
- Биология
- Бухгалтерлік іс
- Валеология
- Ветеринария
- География
- Геология, Геофизика, Геодезия
- Дін
- Ет, сүт, шарап өнімдері
- Жалпы тарих
- Жер кадастрі, Жылжымайтын мүлік
- Журналистика
- Информатика
- Кеден ісі
- Маркетинг
- Математика, Геометрия
- Медицина
- Мемлекеттік басқару
- Менеджмент
- Мұнай, Газ
- Мұрағат ісі
- Мәдениеттану
- ОБЖ (Основы безопасности жизнедеятельности)
- Педагогика
- Полиграфия
- Психология
- Салық
- Саясаттану
- Сақтандыру
- Сертификаттау, стандарттау
- Социология, Демография
- Спорт
- Статистика
- Тілтану, Филология
- Тарихи тұлғалар
- Тау-кен ісі
- Транспорт
- Туризм
- Физика
- Философия
- Халықаралық қатынастар
- Химия
- Экология, Қоршаған ортаны қорғау
- Экономика
- Экономикалық география
- Электротехника
- Қазақстан тарихы
- Қаржы
- Құрылыс
- Құқық, Криминалистика
- Әдебиет
- Өнер, музыка
- Өнеркәсіп, Өндіріс
Қазақ тілінде жазылған рефераттар, курстық жұмыстар, дипломдық жұмыстар бойынша біздің қор #1 болып табылады.

Ақпарат
Қосымша
Email: info@stud.kz