Бұрғылау сораптары: құрылымы, технологиялық талаптары және өндірістік қауіпсіздік негіздері

ЖОСПАР
КІРІСПЕ
1 Технологиялық бөлім
1. 1 Ұңғымалардан мұнайды шығару
1. 2 Мұнайлы ұңғымаларды пайдалану
2 бөлім Еңбекті қорғау негіздері, электр қауіпсіздігі және өрт қауіпсіздігі
2. 1 Еңбекті қорғауға жауапкершілік
2. 2 Электр қауіпсіздігі. Қауіпсіздік техникасы
2. 3 Электр қондырғылары мен электр берілістерін жөндеген кездегі қауіпсіздік шаралары
2. 4 Өрт қауіпсіздігі. Өндіріс орындарында өрт қауіпсіздігін қамтасыздандыру
ҚОРЫТЫНДЫ
ПАЙДАЛАНЫЛҒАН ӘДЕБИЕТТЕР ТІЗІМІ
КІРІСПЕ
Бұрғылау сораптары ұңғымаға тазалау мақсатымен сұйықтықты еңгізу үшін орнаған салқындату және қашауды майлау шекті қашаулармен бұрғылағанда гидромониторингті эффектіні жасау, тоқтап қалған гидраликалық қозғалтқышты іске асыру жұмыстарын қамтиды.
Бұрғылау сораптарын дайындау барысында шартты ГОСТ-пен бекітіледі. Бұрғылау тереңдігі өсумен бірге сораптың қуаттылығы мен осьпен бұрғылау талаптарына сай, бұрғылау сорабының жаңа модельдерін өндіріске еңгізуде жинақталған тәжірибе ғылыми-зерттеу және тәжірибелік құрастыру жұмыстарынмен, сонымен қатар сорапт жасауда жеткен жетістіктерге байланысты сораптардың өндірісі үздіксіз болып, одан да әрі даму үстінде.
Ұңғымаға тазалау мақсатымен бұрғылау сораптары сұйықтықты еңгізу үшін орнаған салқындату және қашауды майлау шекті қашаулармен бұрғылағанда гидромониторингті эффектіні жасау және де тоқтап қалған гидраликалық қозғалтқышты іске асыру жұмыстарын қамтиды.
Жалпы алғанда сорап дегеніміз - бұл сұйық ортада ағын туғызатын машина. Сұйық орта дегеніміз- құрамында қатты немесе газды фаза болатын тамшылы сұйықтық. Сораптардың қолданылуын былайша анықтауға болады: тамшылы сұйықтыққа механикалық энергия жіберіп, оған құбырларла қозғалуға мҥмкіндік беру керек, немесе энергияны сұйықтық арқылы әртүрлі құрылғылар мен механизмдерге жіберу.
Жуу сұйығын тазарту жүйесі скважинадан шығатын бұрғыланған жыныстар бөліктері мен басқада қоспаларды таситын жуу сұйығын тазалау үшін және сұйықты қайтадан пайдалануға дайындау үшін арналған.
Жүйе сұйықты бұрғыланған жыныстардан тазарту үшін арнайы штолармен, газды бөлу үшін дегазаторлармен, тазаланған сұйықты жинау үшін сыйымдылықпен жинақталады.
Механикалық кілт бұрғы колоннасын құрайтын құбырлардың бұрап бекітілуі мен босатылуын қамтамасыз етеді.
1 Технологияық бөлім
1. 1 Бұрылау сораптарына қойылатын негізгі талаптар
Бұрғылау сораптары жуу сұйығын бұрғылау құбырлар тізбегі арқылы ұңғыға қашауды суыту және бұрғыланған жыныстарды шығару үшін, қашауды айналдыру үшін қозғалтқышқа қосымша энергия береді.
Бұрылау сораптарына қойылатын негізгі талаптар:
- сораптың берілісі ұңғыны тиімді жуумен қамтамасыз ететіндей шекте реттелген болуы керек;
- сораптың қуаты ұңғыны және түпкі гидравликалық қозғалтқыштың жетегін жууға жеткілікті болуы керек;
- жуу сұйығының сораптан шығу жылдамдығы бұрғылауда қиындықтар тудыратын, қосымша энергетикалық шығындар мен қажу салдарынан бұзылатын инерционды күштер мен қысым бүлкілін жою үшін тепе-теңдікті ұстауы керек;
- сораптар құрамында абразивті майлары бар тоттануға бейім әртүрлі тығыздықтағы жуу ерітінділерімен жұмыс істеуге жабдықталған болуы керек;
- жуу ерітіндісімен жанасатын тораптары мен бөлшектерінің ұзақмерзімділігі жеткілікті және істен шыққан жағдайда оңай және тез ауыстыру мүмкіндігіне ие болуы керек;
- ірі габаритті тораптары мен бөлшектері жөндеу және техникалық қызмет көрсету кезінде сенімді қарпуға және орын ауыстыруға арналған жабдықтармен жабдықталған болуы керек;
- жетекті бөлігінің тораптары мен бөлшектері жуу ерітіндісінен қорғалған болуы және тексеру мен техникалық қызмет көрсетуге қолайлы болуы керек;
- сораптар жинақты күйде алыс және жақын қашықтықтарға тасымалдауға мүмкіндік беруі керек;
- сорап конструкциясы сорапты агрегаттың қозғалтқышының оң және сол жағына орналасу мүмкіндігіне ие болуы керек;
- сораптардың сенімділігі мен ұзақмерзімділігі олардың экономдығы мен пайдалану қауіпсіздігімен сәйкес болуы керек.
Бұрғылау тереңдігінің артуымен бұрғылау сораптарының қуаты да артады. Екіжақты әрекетті екі поршенді сораптар кең таралған, қазір олардың орнына біржақты әрекетті үш поршенді сораптар қолданылады.
1. 2 Бұрғылау сораптарының құрылғылары
Бұрғылау сорабы (1. 1-сурет) рамада 12 орнатылған гидравликалық және жетектік блоктардан тұрады.
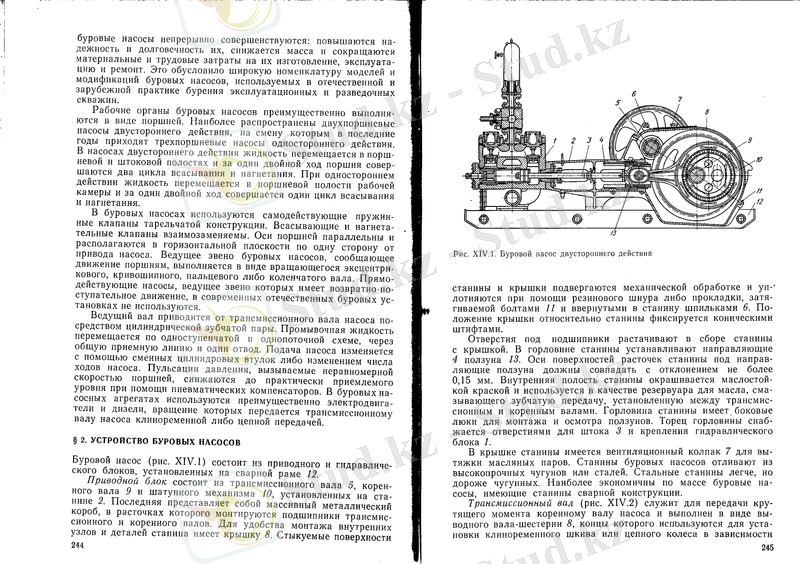
1. 1-сурет. Екіжақты әрекетті бұрғылау сорабы
Жетектік блок станинада 2 отырғызылған трансмиссиялық 5, түптік біліктен 9 және шатундық механизмнен тұрады. Ішкі түйіндер мен бөлшектердің монтаждалуының ыңғайлығы үшін станинада қақпақ 8 бар.
Станинаның түйісетін беттері және қақпақтары механикалық өңделеді және бұрандамалармен 11 тартылатын төсемелер немесе резиналы шнурлармен тығыздалады. Қақпақтың станинаға қатысты орналасуы коникалық сұққыштырмен (штифт) орнығады.
Станинаның мойын жағында сырғақтың 13 бағыттаушыларын 4 орнатады. Станина сырғағының бағыттаушысына арналған жонылған арналарының өстері 0, 15 мм-ге дейінгі ауытқуға сәйкес келуі керек. Стнаинаның ішкі қуысы майға төзімді бояулармен боялады және трансмиссиялық және иінді біліктер арасында орналасқан тісті берілісті майлайтын майға арналған резервуарлар ретінде қолданылады. Станинаның мойнында сырғақтың монтажы мен тексеруге арналған бүйірлік люктары бар. Мойынның бүйіржағы штокка 3 және гидравликалық блоктарға 1 арналған тесіктермен жабдықталады. Станинаның қақпағында майлы буды тартуға арналған вентиляциялық қалпақ 7 бар. Бұрғылау сораптарының станинасын төзімділігі жоғары шойындар мен болаттардан дайындайды. Болат станиналар шойыннан жасалғандармен салыстырғанда жеңіл, бірақ қымбат. Бұрғылау сораптары станинасы пісірілген конструкциялары массасы бойынша тиімдірек.
Трансмиссиялық білік (1. 2-сурет) айналдыру моментін сораптың түптік білігіне беру үшін арналған және ұштары сораптың жетегінде таңдалған беріліске байланысты сыналы-белбеулі шкив немесе шынжырлы дөңгелекті орнатуға арналған шығару білігі-тістегеріш 8 түрінде орындалған. Шкив және шынжырлы дөңгелек білікте кілтекпен 12 (шпонка) бекітіледі. Құрауды және бұзуды оңайлату үшін шкивтердің бұрандамалармен тартылатын бөлінген ступицасы бар. Консольдерге түсірілетін жүктемелер әсерінен иілулердің себебінен қисаюдың болуы мүмкіндігінен, сонымен қатар технологиялық қателерге байланысты трансмиссиялық білігін сфералы екі қатарлы мойынтіректерге 6 орнатады, ол қисықтісті берілістен радиалды және өстік жүктемелерді қабылдайды.
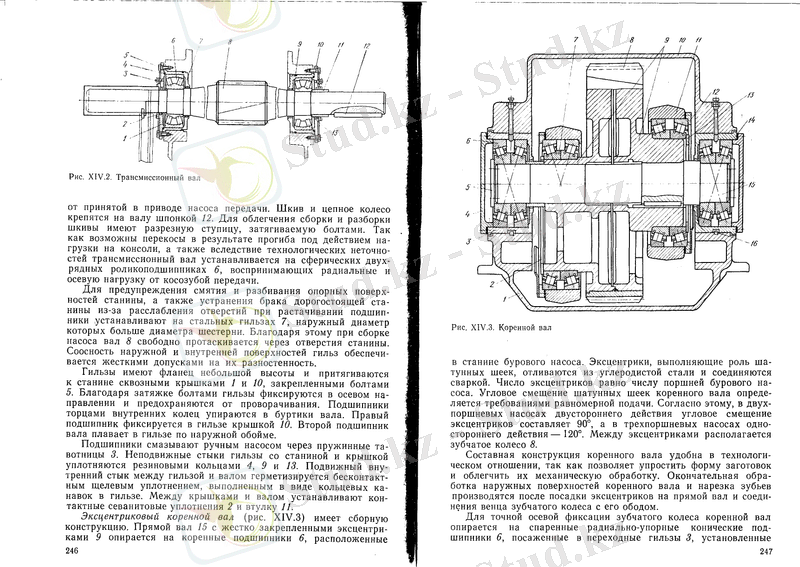
1. 2-сурет. Трансмиссиялық білік
Станинаның тіректік беттерінің сынуын және жаншылуының алдын алу үшін, сонымен қатар кеулейжону кезінде тесіктердің босаңсуынан қымбат станинаның ақауын болдырмау үшін мойынтіректерді болат гильзаларда 7 орнатады, олардың сыртқы диаметрі тістегеріштің диаметрінен үлкен. Осының арқасында сорапты жинастыру кезінде білік 8 станинаның тесіктерінен оңай протаскивается.
Гильзаларда аз биіктікті фланецтер бар және станинаға бұрандамалармен 5 бекітілген қақпақтармен 1, 10 жабысады. Бұрандамалармен тарту арқасында гильзалар өстік бағытта орнығады және бұралып кетуден сақталынады. Мойынтіректер ішкі сақиналардың бүйіржақтары арқылы біліктің белдемелеріне (буртики) тіреледі. Оң мойынтірек гильзада қақпақпен 10 орнығады. Мойынтіректерді серіппелік майқұтылар 3 арқылы колдық сораппен майлайды. Гильзаның жылжымайтын түйісулері станина және қақпақпен резиналы сақиналар арқылы 4, 9, 13 тығыздалады. Қақпақ пен біліктің арасына әсерлесетін севантты тығыздамалар 2 және төлкені 11 орнатады.
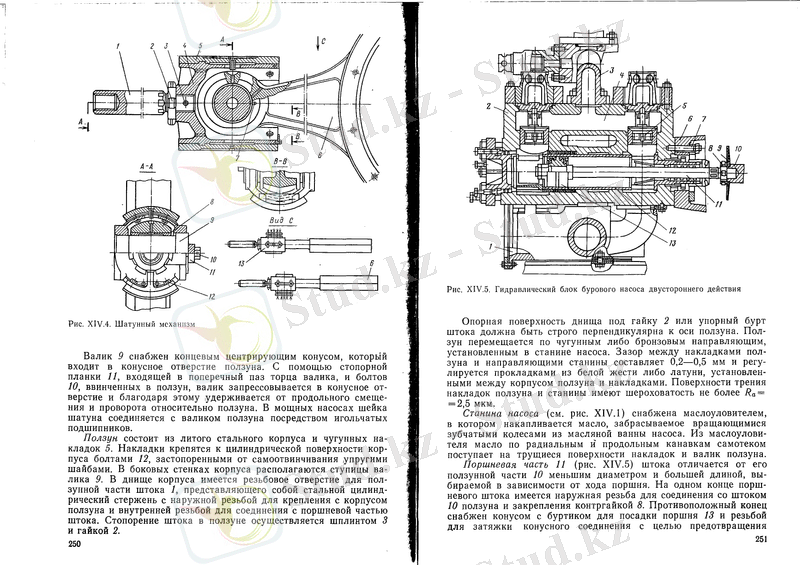
Эксцентрикті түптік білік (1. 3-сурет) құрамалы құрылымға ие. Түзу білік (прямой) 15 қатты бекітілген эксцентриктерімен 9 бірге бұрғылау сорабының станинасында орналасқан түптік мойынтіректерге 6 тіреледі. Шатунды мойындардың қызметін атқаратын эксцентриктер көміртекті болаттан құйылып жасалады және пісіру арқылы жалғанады. Эксцентриктердің саны бұрғылау сорабы поршендерінің санына тең. Түпті біліктің шатунды мойындарының бұрыштық ығысуы беріліс біркелкілігінің талаптарымен анықталады. Осыған сәйкес екіжақты әрекетті екі поршенді сораптарда эксцентриктердің бұрыштық ығысуы 90 0 С-қа тең, ал біржақты әрекетті үш поршендіде 120 0 С-қа ығысады. Эксцентриктердің арасында тісті дөңгелек 8 орналасады.
Тісті дөңгелектің дәл остік орнығуы үшін түптік білік станинаның 1 жонылған арналары мен сораптың қақпағында 10 орналасқан өтпелі гильзаларға 3 отырғызылған жұпталған конусты радиалды-тіреуіш мойынтіректеріне 6 тіреледі. Мойынтіректердің сыртқы сақиналары көлденең қозғалмауы үшін гильзаның шеттеріне бұрандамен бекітілген қақпақтармен 4 ұсталады. Мойынтіректердің сыртқы сақиналарының тартылуы қақпақ 4 пен гильза 3 бүйіржағының арасына орнатылған өлшемді төсемелермен 14 реттеледі. Мойынтіректердің ішкі сақиналары біліктің бүйіржақтарына бұрандамалармен бекітілетін шайбалармен 5 тартылады. Біліктің осьтік орны гильзаның станинаның жонылған арналары мен сораптың қақпағына тірелетін сыртқы сақиналы белдемелері (буртик) арқылы орнықтырылады.
Гильзалар бұрылып кетуден дюбельдер 16 көмегімен сақталынады. Түптік мойынтіректерді майқұтылар арқылы колдық сораппен майлайды.
Роликті мойынтіректердің 7 сақиналары өстік жылжудан сақиналық тығырықтары (шайба) 12, 13, білік пен шатунның белдемелері арқылы ұсталынады. Сақиналық тығырықтар эксцентриктің бүйіржақтарына бұрандамалармен бекітіледі. Мойынтіректердің тартылуы шатун мойынының бүйіржағы мен тығырықтың 12 арасында орналасқан төсемелермен реттеледі.
Бұрғылау сораптарында айналымды трансмиссиялық біліктен түптік білікке беру үшін қисықтісті берілістер қолданылады, олар түзутістілермен салыстырғанда жоғары жүктемелік қасиетке және бірқалыпты ілініске ие, соның арқасында жұмыс кезіндегі шу мен динамикалық жүктеме деңгейі азаяды.
1. 3-сурет. Түптік білік
Тістегеріш тісінің бағыты сол бағытта болады, ал дөңгелек үшін-оң. Қисықтісті берілістердің түзутістілермен салыстырғандағы кемшілігі-ілінісуде қосымша өстік күш пайда болады.
Тістегеріштерді 34ХН1М, 35ХНВ маркалы болаттардан дайындайды. Ұзақмерзімділікті арттыру үшін тістегеріштердің тістерін дөңгелек тістеріне қарағанда қатты қылып дайындайды. МЕСТпен бұрғылау сораптарының тісті дөңгелектерін дайындаудың дәлдік нормалары қарастырылған.
Сораптар үшін, қуаты, кВт . . . 32-125 125-300 300-1180
Тісті дөңгелектерді дайындаудың дәлдігі . . . 10-9-8 В 9-8-7 В 8 В
Шатун түптік біліктен қозғалысты сырғаққа (ползун) береді және көміртекті 35 болат маркісінен құйылған немесе қапталған үлкен және кіші мойындары қарама-қарсы орналасқан өзек түрінде болып келеді. Шатунның кейде мотылевый деп те аталатын үлкен мойыны 11 түптік білікті қарпиды (охватывает) және бүтін немесе ажырамалы конструкциялары болады. Конструкциясына байланыссыз түптік білік шатунмен коникалық роликті мойынтіректер арқылы жалғанады. Эксцентрикті біліктерде қосиінді және саусақтық біліктермен салыстырғанда шатунның мотылевый мойыны біршама үлкен диаметрге ие. Осының арқасында эксцентрикті біліктердің мотылевый мойынтіректері үлкен диаметрлі болады және жоғары ұзақмерзімділікке ие.
1. 3 Екіжақты әрекетті бұрғылау сорабының гидравликалық блогы
Бұрғылау сораптарының гидравликалық блоктары тұрықтық және ауыстырмалы бөлшектерден тұрады. Корпустық бөлшектерге гидроқораптар және олардың қақпақтары, қабылдау және айдау коллекторлары, ал ауыстырылатынға цилиндрлік төлкелер мен поршендер, клапан тәрелкесі мен ершігі, жылжымалы және жылжымайтын тығыздауыштары жатады.
Екі поршенді сораптарда гидравликалық блок (ХІV. 5-сурет) екі гидроқораптан 2 тұрады, олар жетектік блоктың станинасымен 6 шпилькалармен 7 бекітіледі. Гидроқораптар бір-бірімен қабылдау 1 және айдау 3 коллекторларымен қосылады.
1. 4-сурет. Екіжақты әрекетті бұрғылау сорабының гидравликалық блогы
Гидроблоктар көміртекті болаттан жасалған құйма түрінде болады, онда цилиндрлік төлкеге 12 арналған горизонталды жонылған арна мен айдау клапандарына 5 арналған вертикалды ұялар бар. Ортақ клапанүстілік қуыс 4 арқылы айдалатын сұйықтық цилиндрдің поршендік және штоктық камераларынан айдау коллекторына бағытталады. Қабырға қалыңдығы 30-40 мм, бұл гидроқораптың герметикалығын және беріктігін арттыру үшін керек. Гидроқораптардың қызмет ету мерзімін арттыру үшін ершікпен әсерлесетін ұя бетін эластомермен жабады.
Қабылдау 1 және айдау 3 коллекторлары құйылған немесе пісіріліп-құйылған болат конструкциямен жасалады. Айдау коллекторына сақтандырғыш клапан, пневматикалық компенсатор орнатады және манифольдтың айдау келтеқұбырын жалғайды. Қабылдау коллекторы сору клапанымен бірге гидроқораптың бүйірлік құйылмаларына жалғанады.
Гидроқораптың горизонталь жонылған арналарында орнатылған цилиндрлік төлкелер бұрғылау сораптарының ауыстырылатын бөлшектерінің өлшемдері мен металлсыйымдылықтары бойынша ірілерінің бірі. Олардың конструкциялық орындалуы, ұзындығы, сыртқы және ішкі диаметрлері салалық стандарттармен регламенттеледі. Цилиндрлі төлкелерді жоғарыкөміртекті және легирленген болаттардан дайындайды.
Бұрғылау сораптары клапандарының ұзақмерзімділігі мен экономиялығын арттырудың маңызды жолы - клапандық түйінге кіретін бөлшектерді беріктендіру әдістері мен тиімді материалдарын таңдау. ВНИИнефтемаш қымбат және көп кездеспейтін хромникельмолибденді болаттардың орнына тәрелкелерді 40Х маркалы болаттан, ал кландардың ершіктерін 38ХС немесе 40Х маркалы болаттардан дайындауды ұсынады. Тығыздауыштарды және бағыттаушы төлкелерді ИРП 1293 майбензингетұрақты резинадан дайындайды.
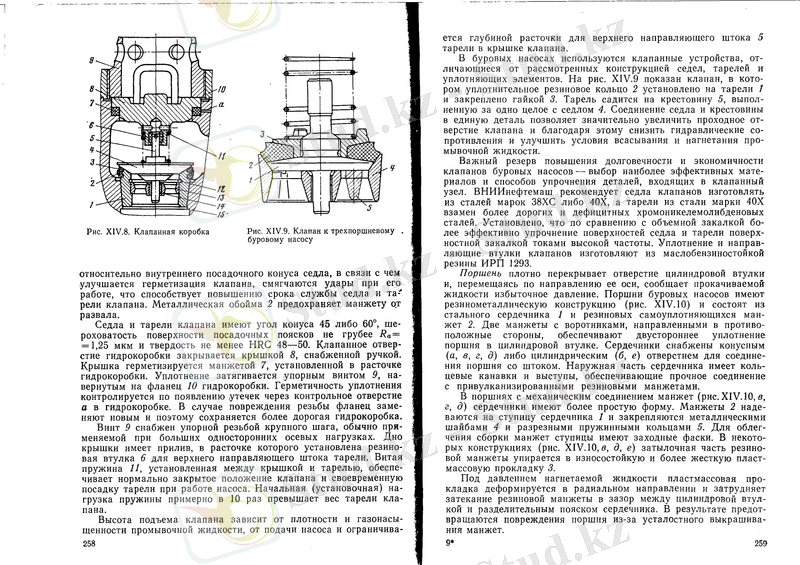
1. 5-сурет. Үшпоршенді бұрғылау сорабына арналған клапан
Поршень цилиндрлік төлкенің тесігін тығыз жабады және оның өсі бағытымен орын ауыстыра отырып сорылып жатқан сұйықтыққа қысым береді. Бұрғылау сораптарының поршендері резинаметаллды конструкциямен (1. 5-сурет) болады және болат өзекшеден 1, резиналы өздігінен тығыздалатын манжеталардан 2 тұрады. Екі манжета қарама-қарсы жаққа бағытталған жағаларымен бірге поршеннің цилиндрлік төлкеде екіжақтық тығыздалуын қамтамасыз етеді. Өзекшелер поршенді штокпен қосуға арналған конустық (а, в, г, д) немесе цилиндрлік (б, е) тесіктермен жабдықталған. Өзекшенің сыртқы бөлігінде сақиналық канавкалар мен шығыңқылықтар бар, олар резиналы манжеталармен берік қосылуын қамтамасыз етеді.
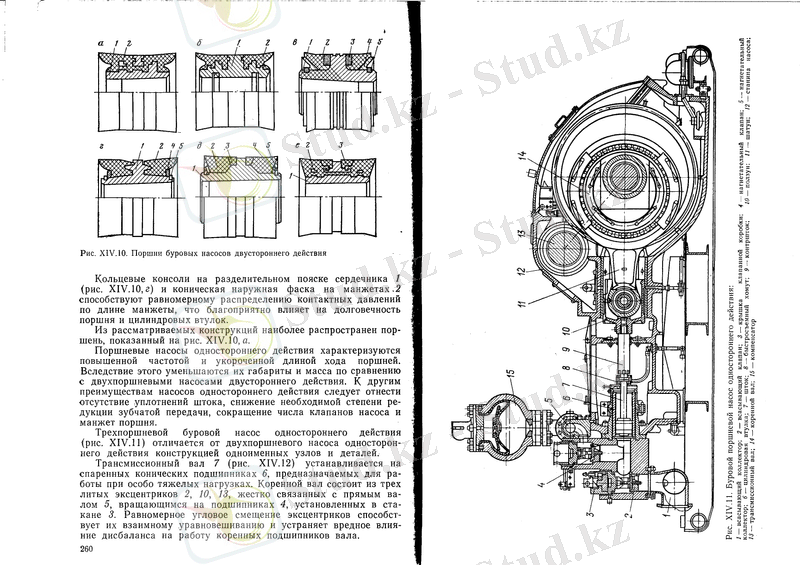
1. 6-сурет. Екіжақты әрекетті бұрғылау сораптарының поршендері
Манжеталары (1. 6-сурет, в, г, д) механикалық қосылған поршендерде өзекшелердің пішіндері оңайырақ. Манжеталар 2 өзекшенің күпшегіне (ступица) кигізіледі және металл тығырықтармен (шайба) 4, серіппелік сақиналармен 5 бекітіледі. Манжеталарды жинауды жеңілдету үшін ступицаларда кіретін фаскалар бар. Кейбір конструкцияларда (ХІV. 10-сурет, в, д, е) резиналық манжетаның желкелік бөлігі тозуға төзімді және қатты пластмасс төсемеге 3 тіреледі. Айдалатын сұйықтықтың қысымы әсерінен пластмасс төсеме радиал бағытта деформацияланады.
Өзекшенің 1 (1. 6-сурет, г) бөлгіш белдеушесіндегі сақиналық консольдар және манжеталардағы 2 коникалық сыртқы фаска әсерлесу қысымдарының манжета бойында біркелкі таралуын қамтамасыз етеді, бұл поршень мен цилиндрлік төлкелердің ұзақмерзімділігіне жақсы әсер етеді.
Қарастырылған конструкциялардан ХІV. 10, а-суретте көрсетілген поршень кеңірек тараған.
Біржақты әрекетті поршенді сораптар жоғары жиілікпен және поршендердің аз жүріс ұзындығымен сипатталады. Осының нәтижесінде екіжақты әрекетті екіпоршенді сораптармен салыстырғанда өлшемдері мен массасы азаяды. Біржақты әрекетті сораптардың басқа артықшылықтары-штоктың тығыздауыштарының болмауы және сорап клапандары мен поршень манжеталарының санының аздығы.
2 бөлім Еңбекті қорғау негіздері, электр қауіпсіздігі және өрт қауіпсіздігі
2. 1 Еңбекті қорғауға жауапкершілік
Еңбекті қорғау дегеніміз - құқықтық, әлеуметтік-экономикалық, ұйымдық техникалық, санитарлық-гигеналық, емдеу-алдын алу, оңалту және өзге де іс-шаралары мен құралдарын қамтитын, еңбек қызметі процесінде қызметкерлердің өмірі мен денсаулығының қамтамасыз ететін жүйе.
Қазақстан Республикасы Конституциясында әрбір азаматтың қауіпсіздік пен гигиена талаптарына жауап беретін еңбек жағдайында жұмыс істеу құқығында кепілдік берілген. Қазақстан Республикасының Еңбек кодексі қабылданды. Оның нормалары бойынша еңбек қауіпсіздігі мен еңбекті қорғау саласындағы мемлекеттік саясаттың негізгі бағыттары белгіленген. Кәсіпорындардың 2006 жылдан 2015 жылға дейін өндірістік дамудың стратегиялық жоспары кәсіпкерлердің еңбек жағдайларын жақсартуға, өндірістегі еңбек қауіпсіздігі мен еңбекті қорғауды жетілдіруге бағдар алады және әрбір азаматтың қауіпсіздік талаптарына жауап беретін еңбек жағдайларына деген конституциалық құқығын жүзеге асыруға бағытталған. Осыны ескере отырып, өнеркәсіптік қауіпсіздік пен еңбекті қорғаудың бірқатар негіздері белгіленді:
- Өнеркәсіптік қауіпсіздік пен еңбекті қорғау жағдайларын үнемі жақсарта беру және бұл міндеттемелердің орындалуына бақылау жасауды қамтамасыз ету;
- Өндіріске тартылған, сондай-ақ өндіріс аймақтарында орналасқан табиғи ресурстарды тиімді пайдалану;
- Өндірістік объектілердің өнеркәсіптік және экологиялық қауіпсіздігін арттыру, қоршаған ортаға жағымсыз әсерді технологиялық жабдықтардың сенімділігін арттыру есебінен төмендету, оның қауіпсіз және апатсыз жұмыс істеуін қамтамасыз ету;
- Өндірісте пайда болатын өнеркәсіптік және экологиялық қауіпсіздіктің неғұрлым маңызды міндеттерін үнемі арттыру мен шешуді қамтамасыз ететін еңбек пен коршаған ортаны қорғау саласындағы бағдарламаларды дайындау мен жүзеге асырудың тиімді рәсімдерін жасау;
- Өндірістің көлемі ұлғаюы кезінде гі шығарылған залалды қалдықтар мен ластаушы заттардың көлемін жою;
Осы мақсаттарды жүзеге асыру үшін кәсіпорындарда жыл сайын жарақаттану мен апаттылықтың, кәсіптік аурулардың алдын алу, еңбек жаждайларын жақсарту, өндірістік техникалық қауіпсіздігі деңгейін көтеру жөніндегі ұйымдастыру, техникалық іс-шаралар дайындалып, іске асырылады. Бұл бағыттардың жүзеге асырылуы жүйелі түрде бақыланып отырады. Кәсіпорындарда дайындалып, бекітілген Қауіпсіздік декларациясы Қазақстан Республикасының Төтенше жағдайлар жөніндегі министрлігіне, облыстық әкімдікке жіберіледі. Жұмысшылардың өндірістегі еңбек қауіпсіздігі мен еңбекті қорғаудағы жауапкершілігін арттыру жөнінде жұмыс жүргізіледі. Бұл мәселелер Компания аясында жыл сайын өтетін семинар-кеңестерде талқыланады.
Еңбек қаіупсіздігі және еңбекті қорғау саласындағы құқықтық негіздер:
1. Қазақстан Республикасының еңбек қауіпсіздігі және еңбекті қорғау саласындағы нормативтік құқықтық актілерін, мемлекеттік стандарттарды, ережелерді, нормаларды әзірлеу мен қабылдауға;
2. Еңбек жағдайларын, қауіпсіздігін және еңбекті қорғауды әзірлеу мен жақсарту, қауіпсіз техника мен технологияларды әзірлеу және енгізу, еңбекті қорғау, қызметкерлердің жеке және ұжымдық қорғану құралдарын шығару жөніндегі қызметті экономикалық ынталандыру жүйесін құруға және іске асыруға;
3. Еңбек қауіпсіздігі және еңбек қорғау проблемалары бойынша ғылыми-зерттеулер жүргізуге;
4. Өндірістегі жазатайым оқиғалар мен кәсіби ауруларды есепке алудың бірінғай тәртібін белгілеуге;
5. Қазақстан Республикасының еңбек қауіпсіздігі және еңбекті қорғау саласындағы заңдары талаптарының сақталуын мемлекеттік қадағалау мен бақылауға;
6. Еңбек қауіпсіздігі және еңбек қорғау саласында қызметкерлердің құқықтары мен заңды мүдделерінің сақталуына қоғамдық бақылауды жүзеге асыруға жәрдемдесуге;
7. Өндірістегі жазатайым оқиғалар мен кәсіби аурулардан зардап шеккен қызметкерлердің, сондай-ақ олардың отбасы мүшелерінің заңды мүдделерін қорғауға;
8. Өндірістің және еңбекті ұйымдастырудың қазіргі заманғы техникалық деңгейінде жойылмайтын ауыр жұмыс үшін және еңбек жағдайлары зиянды және қауіпті жұмыс үшін өтемақылар белгілеуге;
9. Еңбек жағдайлары мен еңбекті қорғауды жақсарту жөніндегі жұмыстың отандық және шетелдік озық тәжірибелерін таратуға;
10. Еңбек қауіпсіздігі мен еңбекті қорғау жөніндегі мамандарды даярлауға және олардың біліктігін арттыруға;
11. Еңбек қауіпсіздігі және еңбекті қорғау саласындағы халықаралық ынтымақтастыққа бағытталған.
... жалғасыСіз бұл жұмысты біздің қосымшамыз арқылы толығымен тегін көре аласыз.
- Іс жүргізу
- Автоматтандыру, Техника
- Алғашқы әскери дайындық
- Астрономия
- Ауыл шаруашылығы
- Банк ісі
- Бизнесті бағалау
- Биология
- Бухгалтерлік іс
- Валеология
- Ветеринария
- География
- Геология, Геофизика, Геодезия
- Дін
- Ет, сүт, шарап өнімдері
- Жалпы тарих
- Жер кадастрі, Жылжымайтын мүлік
- Журналистика
- Информатика
- Кеден ісі
- Маркетинг
- Математика, Геометрия
- Медицина
- Мемлекеттік басқару
- Менеджмент
- Мұнай, Газ
- Мұрағат ісі
- Мәдениеттану
- ОБЖ (Основы безопасности жизнедеятельности)
- Педагогика
- Полиграфия
- Психология
- Салық
- Саясаттану
- Сақтандыру
- Сертификаттау, стандарттау
- Социология, Демография
- Спорт
- Статистика
- Тілтану, Филология
- Тарихи тұлғалар
- Тау-кен ісі
- Транспорт
- Туризм
- Физика
- Философия
- Халықаралық қатынастар
- Химия
- Экология, Қоршаған ортаны қорғау
- Экономика
- Экономикалық география
- Электротехника
- Қазақстан тарихы
- Қаржы
- Құрылыс
- Құқық, Криминалистика
- Әдебиет
- Өнер, музыка
- Өнеркәсіп, Өндіріс
Қазақ тілінде жазылған рефераттар, курстық жұмыстар, дипломдық жұмыстар бойынша біздің қор #1 болып табылады.

Ақпарат
Қосымша
Email: info@stud.kz