Үш корпусты абсорбция қондырғысының шығын мен концентрация параметрлерін реттеуге арналған контроллерді программалау

Үш корпусты абсорбция қондырғы аппаратын шығын мен концентрациялар параметрлерін реттеуге арналған контроллерді программалау
Мазмұны
Нормативтік сілтеме . . . 3
Анықтамалар . . . 4
Белгілеулер мен қысқартулар . . . 5
Кіріспе . . . 6
Негізгі бөлім . . . 10
1. Сипаттама . . . 11
2. Технологиялық тәсіл . . . 13
3. Автоматтандыру . . . 16
Қорытынды . . . 18 Пайдаланған әдебиеттер . . . 19
Қосымшалық (кестелер, сұлбалар, программалық құжаттар) . . . 20
Нормaтивтік сілтеме
МЖМБС 2. 301-68 КҚБЖ (ЕСКД) . Пайдалану құжаттары.
МЖМБС 2. 601-95 (КҚБЖ (ЕСКД) . Форматтар
МЖМБС 2-304-81 КҚБЖ (ЕСКД) . Сызбалық щритфттер
МЖМБС 2-701-84 КҚБЖ (ЕСКД) . Схемалар. түрлерімен типтері орындауңа қойылатын жалпы талаптар.
СТ ОҚМУ 4. 02-2008 Университет стандартты. Сапа менеджменті жүйесі құжаттардың түзу, мазмұндаум мен рәсімдеуге қойылатын жажалпы талаптар.
Анықтама
ПЛК дегеніміз -Белгілі бір операцияларды автоматты түрде орындай алатын кез келген машина басқарушы контроллер деп аталады.
МЭК-жабдықтармен тестілерге қолайлы талаптар, программалау тілдері, тұтнушылық анықтамалар, өндірістік желілердің қызметтін атқарады.
CoDe Sys-Контроллердің кірістерін жүйелері МЭК 61131-3 тілдерінде программалаудың әмбебап аспабы.
SCADA- SuperVisory Control Ard Doba Acquision System.
Деректерді жинақтау және оперативті диспетчерлік басқару жүйесі деп аталады.
Белгілер мен қысқартуралар
T-температура
F-шығын
P-қысым
L-деңгей
Q-концентрация
Кіріспе
Жұмыс циклі басқару мәселелері үздіксіз циклді түрде бақылауды талап етеді. Кез клген сандық құрылғыларында үздіксзге қол жеткізу үшін уақыттың жеткілікті түрде аз аралықтарында қайталанатын алгоритимді
дискретті қолдану арқылы қол жеткізіледі. Сонымен ПЛК дағы есептеулер әрдайым циклдік түрде қайталанады өлшеуді есептеуді және тигізетін әсер өндіруді қамтитын бір интеграция ПЛК ның жұмыс циклі деп аталады. Орындалатын әрекеттер контроллердің кірістері мәндеріне, алдындағы қалып күйіне және тұтынушылық программамен анықталады. Қоректену көзі қосылғанда ПЛК өзін-өзі тестілеуді және аппараттардың ресурстарын баптауда деректердің оперативтік жадын тазалауда тұтнушының қолданбалы программалық тқтастығын созылады іске асырады. Егер қолданбалы программа (ПЛК) жадында сақталуы болса ПЛК негізгі жұмысқа кіріседі Ол жұмыс жұмыс циклына кіретін қайталанылатын әрекеттер тізбегінен тұрады. ПЛК ның жұмыс циклі бірнеше фазалардан тұрады.
1) Цикл басы
2) кірістердің қалып күйлерін оқу
3) тұтнушылық программалық кодын орындау
4) шығыстардың қалып күйлерін жазу
5) ПЛК ның аппараттық ресурсттарына қызмет көрсету
6) Орындау жүйенің мониторы
7) Цикл уақытын бақылау
8) циклдің басына өту
Циклдың ең басында ПЛК кірістерді физикалық түрде оқып шығады. Оқыған мәндер кірістер жадының аумағында орналастырды. Одан кейін тұтынушының программалық коды орындалады. Тұтынушылық программа оперативты жадыда орналасқан кіріс және шығыстардың мәндер көшірмесімен жұмыс істейді.
Тұтынушылық код орындалып болған cоң ПЛК-ның физ. Шығыстары есептелген мәтіндермен сәйкестікке келтіреді.
Ақпараттық ресурстарға қызмет көрсету дегеніміз - жүйелік таймер, нақты уақыт сағатының оперативті түрде өзін-өзі тестілеу қалып күйді индекациялау және басқа да апаратқа тәуелді мәселелерді қамтамасыз етіу орындау жүйенің маниторы: оперативті және электрлі түрде қайта программаланатын жадыға программаның кодын жіктеуді мәселелердің тізбектілігін басқаруды прог-ң орындалу үрдісін бейнелеуді, қолдамдап орындалуды, айнымалылар мәндерін көріп шығу мен редакторды қамтамасыз етуді фиксакциялау мен трассивкалауды, цикл уақытын бақылауды және тағы сол сияқтыларды қамтиды.
Циклдің өзгермелі уақыты нәтижеге үлкен әсер тигізетін есептер тигізеді.
Мыс: автаматты зерттеуде бұл проблеманы жою үшін дамыған ПЛК-да цикл уақытын бақылау көзоделген. Егер басқарушы программа кодының жеке бутақтары өте жылдам орындалатын болса, жұмыс циклына жасанды кідірту қосылады. Егер цикл уақытын бақылау көзделмеген болса, онда жоғардағыға ұқсас есептерді таймерлеу бойынша шешуге мәжбүр.
Реакция уақыты-жүйенің қалып күйі өзгерген мерзімнен сәйкесінше раекцияны туындылау мерзіміне дейінгі уақыт.
ПЛК-ның реакция уақытымен қатар сезгіш құралдар мен орындаушы мех-ң реакция уақыты өте маңызды. Жүйенің жалпы реакция уақытын бағалау барысында соларды да ескеру керек. Сканерлеу циклының уақыты ПЛК жылдамдығының базалық көрсеткіші болып табынады.
ПЛК-ң құрылымы
Ақпараттық түрде ПЛК есептеуіш машина болып табылады. Сондықтан оның процессорлық ядросының архитектурасының компьютер архитектурасынан айырмашылық жоқ. Айырмашылық перифериялық жабдық-ң құрамында видиоплати қол мен енгізу құралдаы және дискілік ішкілік жүйе жоқ. Олардың орнына ПЛК енгізу және шығару блоктарына ие. Конструкциясы бойынша моноблоктың модульдік немесе таралған контолерді.
Жүйелік және қолданбалы программалық қамтамасыздандыру.
Жүйелік программалық (ЖТҚ) тікелей ПЛК-ның апараттық құрылғыларын қадағалайды.
Ол жады, қоректену көзі, енгізу шығару және интерфейс модульдері таймерлермен нақты уақыт сағаттарын тестілеу олардың жұмыс жасау барысын индекациялауға жауапты қолданбалы программаның кодын орындаушы жүйе ЖПҚ -ның құрамдас бөлігін бөлігі болып табылады. Кодты орындаушы жүйе енгізу -шығару модельдерінің драиверлерін тұтынушының прог-қ кодын жіктеу үшін бұйрықтардың интерпретаторын және жөндеуші мониторды қамтиды. ЖПҚ -ның коды тұрақты есте сақтау құрылғысында (ПЗУ) орналасқан және оны тек сол ПЛК-ны өңдеп шығарушы ғана өзгерте алады.
Қолданбалы прог-ң коды энергияға тәуелсіз жадында оргаласады. Әдетте ол электрлі түрде қайталап программаланатын микросхемалар қолданбалы программа кодын ПЛК-ны тұтынушы программалау жүйесі арқылы өзгерте алады және ондай өзгертулерді көбірек іске асыруға болады.
ПЛК-ны стандарттау МЭК 61131
1979ж халықаралық электротехникалық комиссия (МЭК) құрамына ПЛК мәселелері бойынша апарттық құраалдар, монтаждау тестілеу құжаттау және байланыстыру ПЛК мәселелері бойынша арнайы техникалық сараптаушылар тобы құрылған стандартты бірінші нұсқасы 1882ж жарияланды Қазіргі кезде стандарт келесі бөлімнен турады.
Жалпы ақпарат
Жабдықтар мен тестілерге қойылатын талаптар
Программалау тілдері
Тұтынушылық анықтамалары
Хабарлардың спицификациясы
Өрістік желілер
Айқын емес логикалық программалау
ПЛК тілдерін іске асыру мен қолданудың басшылыққа алатын принципі.
МЭК 61131-3 жобалау кешендері
Әлемге келесі кешендерге танымал Code sys-35. Smart Saft ware.
Solution. ISaGRAF. CJ International
ПЛК ны программалау
Кешендерінің аспаптары. Оласпаптардың басты мәселесі қолданбалы жүйені жетілдірушінің жұмысын автоматтандырады.
1. Мәтіндік редакторлар келесі қасиеттерге ие. Стандартты мәліметтерді элементтерді жылдам енгізу
2. Айнымалы автoматты түрде сипаттау
3. Айнымалыны сипаттау бөлімін функционалдық мәліметтері бойынша бөлінген және реттелген кестелер немесе мәтіндік түрде белгілеу
Синтаксисті және енгізуді автоматты түрде форматтау
Жолдарды автоматтандыру түрде трасирлеу
Графкалық редакторлар келесі мәнге ие:
- компоненттерге қосылудың автоматты түрде трассирлеу
- компоненттерді автоматты түрде жайғастыру
- тізбектерді автоматты түрде номерлеу
- компонентердің ерекшеленген графикалық көшіру және жылжыту
Орындау барысында ендірілген редакторлар жанбіткен мәтіндермен графикалық диаграмманы белгілейді. Ол кезде айнымаалылардың сол сәттегі мәндері тікелей редактор терезесінде көрінеді де оларды көрсетуге болады.
Белсенді тізбектер қалың сызықтармен және басқа түспен ерекшеленген
Жөндеу құраалдары; жөндеу функцияның стандарты жиынтығы келесіні қамтиды.
1. ПЛК мен жалғасудың унификацияланған еханзмі
2. Басқарушы программа кодын ПЛК ныңопративті жадына және
3. Электрлі түтрде қайта программаланатын жадына жүктеу
4. Код версиясын автоматтв түрде қадағалау. ПЛК ның ждындағы кодпен ағымдағы копелияциядан кейін пайда болған кодтың сәйкестігін тексеру.
5. Басқару программасы нақты уақыт режиміне орындау
6. Тоқтау.
Тоқтау деп-тек басқару программа кодын оандауды тоқтатуды білдіреді. Жұмыс циклінің басқа уақыты орындала береді. Бұл режимде басқару обьектінің басқару механизмдерімен сезгіш құралдарын тестілеуге және баптауға болады.
Сбросс бастапқы МЕК станциясына сбросстың екі түрі негізделген ыстық және салқын
Басқарушы программаны бастапқы қалып күйіне өткізуді және айнымалылардың, бастапқы инациазиациялауын орындауды қамтиды
Негізгі бөлім
Формальді және актуалды параметрлері компоненттің интерфейсі кіріс және шығыс айналмалар арқылы құралады
Интерфейстік кіріс айнымаларды формальді параметрлі айнымаллар деп аталады. Компьютерді пайдалану барысында оның пайдалану және шақыру баысында компонентің параметрі актуальды немесе ағымдағы мәндерге ие болады.
Компонентің параметрлерімен айналмалары фармальді кіріс параметрлер VAR IN PUT.
POU-ға мәні бойынша көшіру арқылы жіберледі оларға кез-келген POU-да пайдаланады Графикалық бейнелеуде компоненттің сол жағында көрсетіледі.
Формальді шығыс VAR_PUT компьютердің жұмыс нәтижесін бейнелейді.
POU-дан мәні бойынша көшіру арқылы жіберледі. Компоненттен тыс VAR _OUT_ PUT параметрлеріне тек қана оқу бойынша қол жеткізуге болады. Графикалық бейнелеуде оң жақта көрсетеді VAR_IN OUT типті параметрлер.
VAR_IN OUT типті параметр бір мезгілде кіріс және негіз болып табылады мұндай айнымалы блоктың сілтеу бойынша жітеледі.
VAR_IN OUT айнымалы үшін рұқсат етілмейді. 1) Оны функцияларда пайалану. 2) Оған бастапқы мәнді меншіктеу. 4) Деректер құрлымының элементтіне сияқты нүкте арқылы сілтеме жассау.
4) Тұрақтыны актуальды параметрлерде меншіктеу VAR_IN OUT ең маңызды қасйетті сырттқы деректерді көшірудің болып табылады.
Келесі локальді айнымаллар бар оларға компоненттің ішінен қол жеткізуге болады бастапқы мәнге ие бола алады компоненттің графйкалық бейнеде көрсетілмейді.
Жобалаушы объектінің тағайындалу құрылысы және жұмысы
Абсорбер - химия өндірісінде абсорбция процесін жүргізуге арналған аппарат. Абсорбция процесі дегеніміз - сұйықтардың газдарды сіңіру процесі.
Абсорбциялық процестердің қолданылу обылыстары өте кең: дайын өнімді сұйықтардың газды сіңіру, каз қоспаларының компоненттерге бөлінуі, газдардың зиян қоспалардан тазалауы. Абсорберлер химия және тамақ өнеркәсіптерінде өте кең түрде қолданылады.
Абсорберлер физикалық абсорбция және хемосорбция болып қызыметі жағынан екіге бөлінеді:
Тапсырмада берілген абсорбер аппараты мынадай негізгі бөліктерден тұрады: эмипс тәрізді қақпақтан флонецтен, цилиндірлі корпустан, аппараттың тік орналасқан тірегінен элипс тәрізді жүктен, екі сипаттамадан және су шашыратқыштан.
Физикалық абсорбция кезінде саздың сұйықта еруі химиялық реациясыз жүреді. Осы себептен реакциялар жылу эффектісінсіз жүреді.
Бізге берілген тапсырмадағы абсорбердің қақпағымен корпусты флонецті таңдадық және оны беріктікке және гермотикалық есептедік.
Алынған мәндері ЭЕМ-де есептеп толықтырдық.
Сипаттамаларда қолдану оңай болуы үшін абсорбердің цилиндр қабықшасы үш бөліктен құрастырылып, бір - бірімен флапщигі қосылыстармен белгіленеді.
Технологиялық процесс жақсы жүруі үшін біз екі саптама қолданамыз. Әрбір саптаманың үстіне құбыр тәрізді екі су шашқыш (франтель) орналасқан. Цилиндр қабықша мен элипс тәріздес түп пісіріп қосу мен қосылған. Пісіріп қосылған түйістіріп автоматты түрде жүргізілу қажет. Пісіріп қосудың беріктік коэффициенті
 ге тең. Аппарат жұмыс істеу негізінде тек орналасқан жағдайда болады. Ал аппараттың тірегі тік орналасқан аппараттарға арналған шеңбер тәріздес тірек. Ол шеңбер тәріздес тіректі есептеулер жүргізу арқылы таңдап аламыз.
ге тең. Аппарат жұмыс істеу негізінде тек орналасқан жағдайда болады. Ал аппараттың тірегі тік орналасқан аппараттарға арналған шеңбер тәріздес тірек. Ол шеңбер тәріздес тіректі есептеулер жүргізу арқылы таңдап аламыз.
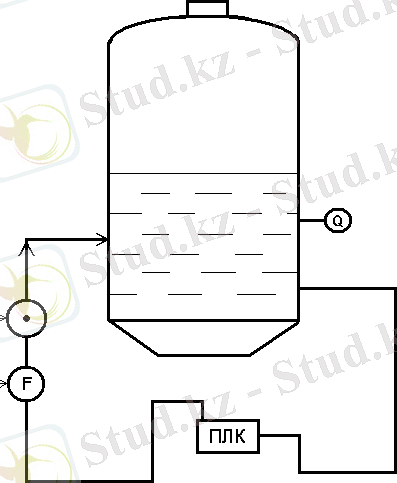
1-Сурет.
Абсорбция процесінде концентрация мен шығынның құрылымдық
схемасын құру.
Насадкалы абсорберлер
Әртүрлі пішінді қатты денелермен-насадкалармен толтырылған тік колонналы абсорберлердің құрылымы қарапайым болғандықтан өндірісте кеңінен қолданылады. Насадкалы колонналарды (11, 10 а - сурет) насадкалар (2) газ және сұйық өтетін таяныш торларға (4) орнатылады. Колоннаның жоғары жағынан арнаулы таратушы (3) арқылы сұйық шашыратылып беріледі де, насадкалы денелердің бетін сұйықтандырып, төмен қарай ағады. Дегенмен, насадканың барлық биіктігі бойынша колонна қимасындағы сұйық бірдей таралмайды (колонна орталығынан қабырғаға қарай ағады) .
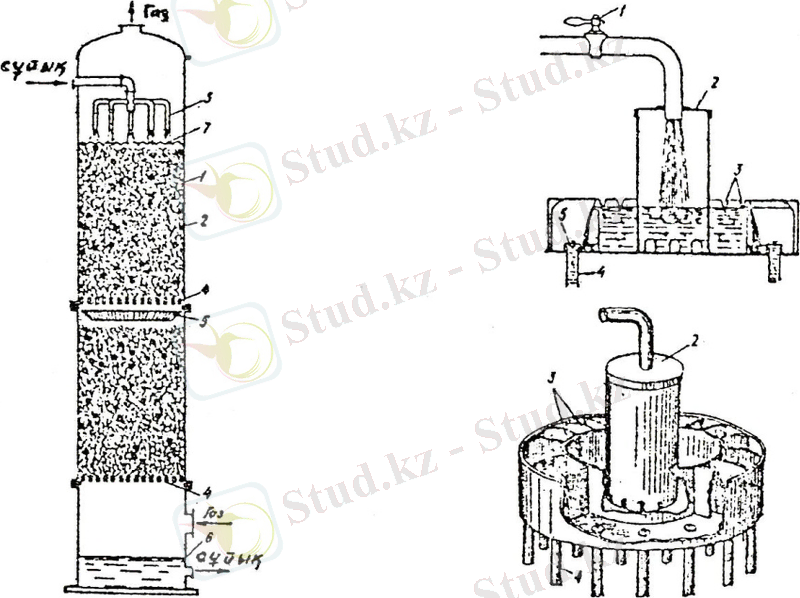
Осының нәтижесінен насадкалар беті жақсы сұйықтанбайды. Диаметрі үлкен колонналардағы насадкалардың жақсы сұйықтануы үшін оларды биіктігі 2 - 3 м қабаттармен (секциялармен) орналастырылады. Әр секцияның (ең төменгісінен басқаларының) астына сұйықты қайта таратушылар (5) орнатады. Газдың үлкен жылдамдықтарындағы насадка көтеріліп кетпеу үшін тор (7) қойылады. Сұйықты тарататын құрылғылар әртүрлі болады. 11-10ә-суретте өндірісте кеңінен қолданатын түрі көрсетілген.
11, 10-сурет. а) Насадкалы абсорбер: 1- цилиндрлі корпус; 2- насадка; 3- сұйық тарататын құрылғы; 4- таяныш тор; 5- насадка қабаттары арасындағы сұйықты қайта таратушы; 6- гидравликалық қақпа (затвор) ; 7- тор.
ә) Сұйық таратын құрылғы: 1- шүмек; 2- тамшы азайтқыш; 3- радиус бойынша сұйық таратын тесіктер; 4- құбырлар; 5- гидравликалық қақпа (затвор) .
Насадкалар меншікті бет (а), еркін көлем немесе кеуектілік және эквиваленттік диаметрмен сипатталады. Насадкалар тиімді жұмыс істеуі үшін олар төмендегі талаптарды қанағаттандырулары тиіс: 1) көлем бірлігіндегі беті көп; 2) сұйықпен жақсы сұйықтануы (дымқылдануы) ; 3) газ ағынына гидравликалық кедергісі аз; 4) сұйықты біркелкі таратуы; 5) сұйықтың және газдың химиялық әрекетіне берік; 6) меншікті салмағы аз; 7) механикалық беріктігі жоғары; 8) арзан.
Бұл көрсетілген талаптарды толық қанағаттандыратын насадкалар жоқ. Мысалы, меншікті беті көбейту аппаратын гидравликалық кедергісін арттырады. Өндірісте пішіндері мен өлшемдері әртүрлі насадкалар (11, 11-сурет) қолданылады. Насадкалар әртүрлі материалдардан (керамика, фарфор, шыны, болат, графит және т. б) жасалынады. 11, 11-сурет. Насадкалардың түрлері:
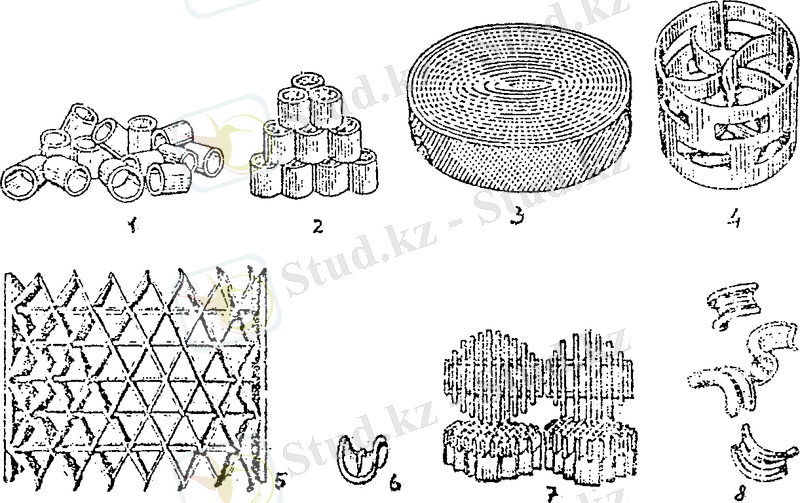
1-ретсіз орналасқан Рашиг сақиналары; 2-ретті орналасқан крестті бөгеті бар сақиналары; 3- Гудлоу насадкасы; 4- Паль сақинасы;
5- «Спрейпак» насадкасы; 6- Берль ері;
7- хордалы насадка; 8- «Инталлокс» ері.
Насадканың сұйықтану беті артады және қабықшаның тыныш ағуы бұзылып тамшылар, құйындар пайда болады. Бұл жағдайдың барлығы масса алмасу процесінің қарқындылығын арттырады.
Насадка ретінде колоннаға ретсіз салынған немесе кварцтың түйіршіктері (25:100 мм) де пайдаланылады. Дегенмен, кейбір кемшіліктеріне байланысты (меншікті беті аз, гидравликалық кедергісі жоғары) түйіршікті насадкалар қазір кем қолданылады.
Өндірісте биіктігі диаметріне тең жұқа қабырғалы керамикалық сақиналар (Рашиг сақинасы) қолданылады. Мұндай насадкалардың өлшемі (15:100 мм) кіші өлшемді (α < 75 мм) насадкалар колннаға ретсіз салынады. Үлкен өлшемді насадкалар ретті орналастырылады. Ретті салынған насадкалардың ретсіз салынғанға қарағанда артықшылықтары бар: гидравликалық кедергісі аз; газдың жылдамдығы көп. Дегенмен, ретті насадкаларды жақсы сұйықтандыру үшін құрылымдары күрделі сұйық таратушы құрылғылар орнату керек.
Хордалы ағаштан жасалған насадкалар үлкен диаметрлі абсорберлерде қолданылады. Оларды жасау оңай, бірақ меншікті беті және кеуектілігі аз. Соңғы жылдары өнеркәсіпте торлы (Гудлоу, Стедман, Зульцер және т. б), ер тәрізді (Берль, инталлокс), және сақиналы (Палль Борад және т. б) насадкалар пайдалануда.
... жалғасыСіз бұл жұмысты біздің қосымшамыз арқылы толығымен тегін көре аласыз.
- Іс жүргізу
- Автоматтандыру, Техника
- Алғашқы әскери дайындық
- Астрономия
- Ауыл шаруашылығы
- Банк ісі
- Бизнесті бағалау
- Биология
- Бухгалтерлік іс
- Валеология
- Ветеринария
- География
- Геология, Геофизика, Геодезия
- Дін
- Ет, сүт, шарап өнімдері
- Жалпы тарих
- Жер кадастрі, Жылжымайтын мүлік
- Журналистика
- Информатика
- Кеден ісі
- Маркетинг
- Математика, Геометрия
- Медицина
- Мемлекеттік басқару
- Менеджмент
- Мұнай, Газ
- Мұрағат ісі
- Мәдениеттану
- ОБЖ (Основы безопасности жизнедеятельности)
- Педагогика
- Полиграфия
- Психология
- Салық
- Саясаттану
- Сақтандыру
- Сертификаттау, стандарттау
- Социология, Демография
- Спорт
- Статистика
- Тілтану, Филология
- Тарихи тұлғалар
- Тау-кен ісі
- Транспорт
- Туризм
- Физика
- Философия
- Халықаралық қатынастар
- Химия
- Экология, Қоршаған ортаны қорғау
- Экономика
- Экономикалық география
- Электротехника
- Қазақстан тарихы
- Қаржы
- Құрылыс
- Құқық, Криминалистика
- Әдебиет
- Өнер, музыка
- Өнеркәсіп, Өндіріс
Қазақ тілінде жазылған рефераттар, курстық жұмыстар, дипломдық жұмыстар бойынша біздің қор #1 болып табылады.

Ақпарат
Қосымша
Email: info@stud.kz