Өнеркәсіптік роботтардың қарпығыш құрылғыларының жіктелуі, конструкциясы, кинематикасы және экономикалық тиімділігі

1
1. 1
1. 2
1. 3
1. 4
1. 5
1. 6
1. 7
1. 8
1. 9
2
2. 1
2. 2
2. 3
2. 3. 1
2. 4
2. 5
2. 6
2. 6. 1
2. 6. 2
2. 6. 3
2. 6. 4
2. 7
2. 8
2. 9
2. 10
2. 11
2. 12
2. 13
2. 14
3
3. 1
3. 2
3. 3
3. 4
3. 4. 1
3. 4. 2
3. 4. 3
3. 4. 4
3. 5
3. 6
3. 7
4
4. 1
4. 2
4. 3
4. 3. 1
4. 3. 2
4. 3. 3
4. 3. 4
4. 3. 5
4. 4
Кіріспе
Технологиялық бөлім
Өнеркәсіптік роботтардың жіктелуі мен қолданылу аймағы
Өнеркәсіптік роботтарды құрылымдық және кинематикалық талдау
Қарпығыш құрылғысы облысындағы терминдер мен анықтамалар
Қарпу құрылғыларының басты параметрлері
Жүккөтергіштік
Қарпып алынатын беттің өлшемі
Қарпығыштың құрамдық бөліктері мен олардың тағайындалуы
Қарпуға арналған қозғалтқыштар
Қарпығыштың беріліс механизмі
Конструкторлық бөлім
Қарпығыш классификациясы
Автомат порталды басқарылатын манипуляторлар
Қарпығыш құрылғыларының құрылымы
Механикалы қарпығыш құрылғылары
Өнеркәсіптік роботтар мен манипуляторларлың механизмдерін жобалалу және есептеу
Жүк көтергіштік типі бойынша өнеркәсіптік роботты таңдау
Қысу күшін анықтау
Вертикалды ілгермелі орын ауыстыру кезінде
Горизонтальды ілгермелі қозғалыс кезінде
Қарпығыш құрылғысының горизонтальді бет арқылы айналу кезінде
Барлық үш қозғалыстың тежелуі кезінде
Қарпығыш құрылғысының қысу күші
Пневмоцилиндрге түсетін салмақты анықтау Р 2
Механизмге берілетін күштік берілісті анықтау K р
Центрлейтін еріншелердің профилінің құрылымдық схемасы
Байланыс орындарына әсер ететін күштер есебі
Еріншелердің беріктікке есебі
Байланыс бетіне әсер ететін кернеу
Еріншелерді иілуге есептеу
Экономикалық бөлім
Кәсіпорынның сипаттамасы
Кәсіпорынның негізгі өндірістік қорлары
Кәсіпорынның амортизациялық есебі
Өнеркәсіптік роботтар мен манипуляторлардың экономикалық тиімділігі
Өнеркәсіптік роботтар мен манипуляторларды енгізудің тиімділігін бағалау
Экономикалық тиімділікті өндірістік бөлімшелердегі шығындарды есептеу арқылы салыстыру
Қолмен жұмыс жасауға кеткен жалпы шығындарды анықтау
Қолмен орын ауыстыруға кеткен жалпы шығындарды анықтау
Жылдық экономия
Жылдық экономикалық тиімділік
Өтелу мерзімі
Қауіпсіздік және еңбек қорғау бөлімі
Мекеменің еңбек шарттары
Өнеркәсіптік роботтарды қолдану кезіндегі қауіпті және зиянды өндірістік факторларды талдау
Өндірістік санитария және еңбек гигиенасы
Өндірістік микроклиматты ұйымдастыру
Ауаның шаңдануы және газдануы
Өндірістік шу және дірілден қорғану
Өндірістік жарықтандыру
Жасанды жарықтануды есептеу
Қауіпсіздік техникасы
Қорытынды
Пайдаланылған әдебиеттер
11
12
12
14
22
25
25
25
25
28
31
38
38
42
46
46
57
62
62
64
64
65
65
65
66
67
68
70
70
71
72
74
74
74
76
77
77
81
81
84
86
86
87
88
88
88
89
90
91
91
92
92
94
96
97
КІРІСПЕ
Қарпығыш құрылғысы (ҚҚ) өнеркәсіптік роботтың (ӨР) маңызды элементі болып табылады. ӨР-дың ҚҚ-мен жабдықталуы олардың қолдану аймағын көбейтеді және операцияларды орындау кезінде ӨР-дың жұмыс істеу принципін жаңартып тұрады. Соңғы кездері бағытсыз орналасқан объекттерді және қарпу жұмысын дұрыс жасайтын ҚҚ-сын жасау интенсивті түрде өтіп жатыр. Сондықтан ҚҚ-ның құрылымдық анализі және жүйелілігі, таңдау тәсілін зерттеу, есептеу және проектілеу, орындалатын операциялардың сипатына байланысты талаптарды орнату және қолданыс аймағындағы ұсыныс маңызды рөль атқарады.
Өнеркәсіптік роботтардың ҚҚ-сы және манипуляторлар (М) объектті қарпып және оны белгілі бір позицида ұстап тұру үшін арналған. Бұл объекттер әр түрлі өлшемде, пішінде, массада және әр түрлі физикалық касиеттерге ие болғандықтан әр түрлі сипаттағы ҚҚ-сын қолдануды талап етеді. Сондықтан ҚҚ-сы ӨР-тың ауыспалы элементі болып табылады. Әдеттегідей, ӨР және М әр түрлі типті ҚҚ-мен жинақталады, оларды орындалатын тапсырмаға байланысты ауыстырып тұрады. Кейде типті қарпығышқа ауыстаралатын жұмыс элементтерін орнатады (ерінше, присоска және т. б. ) . Керек жағдайда ӨР-ды арнайы операцияларды орындайтын арнайы ҚҚ-мен жабдықтайды.
ҚҚ-на жалпы сипаттағы және арнайы жұмыстарды орындайтын талаптар койылады. Маңызды талаптардың қатарына қарпығыштың сенімділігі және объектті ұстап қалулығы, оның бұзылуына немесе зақымдалуын болдырмаулылығы жатады. Кіші өлшемді және үлкен шамадағы объекттермен жұмыс істеу кезінде ҚҚ-ның беріктігіне жоғары талаптар қойылады. ҚҚ-ның ӨР-қа бекітілуіне үлкен назар аударылады.
Бір уақытта әр түрлі өлшемдегі және массадағы детальдарды өңдеу кезінде ӨР-ды кең диапазонды ҚҚ-мен жабдықтау немесе автоматты түрде ауысуы қызмет көрсету кезінде жалғыз шешім болуы мүмкін.
1 ТЕХНОЛОГИЯЛЫҚ БӨЛІМ
- Өнеркәсіптік роботтардың жіктелуі мен қолданылу аймағы
Өнеркәсіптік роботтар жинақталын автоматтандырылған өндірістік процестің әмбебапты құралы болып табылады.
Өнеркәсіптік робот манипулятор түрінде тұракты жылжымалы автоматты машина болғандықтан, бірнеше қозғалыс дәрежесіне тұрақты бағдарламалармен өзгертіліп, жаңаша бағдарламалы құрылым ретінде өнеркәсіп процесінде қозғалыс және басқарушы қызмет атқарады. Қазіргі кезде өнеркәсіпті робот өндірісті техналогиялық ( құмсебу арқылы өндеу лактау жинау және т. б) және қосымша операциялар (процестерді балғаларды темір кесетін білдектерді күту, артып тиеу және жүк козғалысын қамтамасыз ету қызметін атқарады. Сондай-ақ өнеркәсіптік робот өндірісті техналогиялық жетілдіру, білдектердің өнімділік тиімділігі арттыру және жұмыс күшін азайтуға мүмкіндік туғызады.
Металкескіш жабдықтауды автоматтандыру кезінде ӨР көмегімен дайындаманы білдектің жұмыс бетіне орнатамыз, дайындаманы білдектен тартуына (жинақтауыш) және дайындаманың білдектен білдекке берілуіне, дайындаманың үдіріс кезінде дөңгелете өңдеуді, дайындаманың және бейімдеменің негіздік бетінің кедір-бұдырлығына және аспаптан ауысуы кезінде негізгі рөл атқарады. Алайда, ӨР игерішін қолдану үшін технологиялық операцияның немесе күтудің орындалуы технологиялық жабдық жасауға қажетті арнаулы жабдықтауды да ескергеніміз жөн. Бұл ретте өндірістегі ұйымдастыру жұмыстарына жоғары талап қойылады, демек дербес жағдайда дайындамалармен қамтамасыз етуге, соңғы дәлдік сапасына айрықша мән беріледі.
Өнеркәсіптік роботтардың ақпараттық мүмкіншіліктеріне байланысты төмендегідей үш кезеңге бөлінеді:
1-кезеңдегі роботтар (дағдыланған) машинажасау өнеркәсібінде кеңінен қолданылады. Олар танығыштық пен бағдарламаларды есте сақтау қабілетіне орай түрлі операцияларды орындауға қабілетті. Осы жұмыстарды орындау барысында жұмысшы ортада шектеулі мүмкіндігі бар және қоршаған орта жағдайына бейімделе алмайды, сол үшін қалыпты жағдайға бейімделу мақсатында арнайы бағытталған жабдық қажет етіледі. Сонымен қатар аталмыш робот құрылымы мен қайта баптауды жеңілдету үшін қатаң бағдарламамен жұмыс істейді.
2 - кезеңді роботтар ( бейімделген ) сезгіш немесе түйсіну бергіштердің көмегімен қоршаған сыртқы ақпаратты қабылдайды. Оларда жарты басқарманың ұйымдастырушының жүйесі қойылған, үйрету және бейімделулер мен игерушілік ЭЕМ. Жұмыстарда негізгі бағдарлама және жай бағдарлама болады, олар сыртқы ортаны ақпаратқа байланысты таңдайды. Демек, мынадай жұмыстар ЭЕМ бар немесе қызмет көрсету ЭЕМ, «көру» және «сезгіш» қабілетке ие болады және қоршаған ортаны бағдарлауға да қабілетті.
3-кезеңді роботтар (зияткерлік ) жасанды парасатпен бөлінген және өзіндік үйрету зейініне ие болады. Олар "ақылды" және "ойлаушы"роботтар деген атауларды алды және белгілі жағдайда заттарды тануға қабілетті, сондықтан қойылған мақсатты жоспарлай алу және бақылаудың орындалуын қарастырады. Арада айтылмыш уақиғада жұмыстың ақырғы мақсаты қойылатындықтан, тек алгоритімді іздеу жұмыстары іске асырылады. 3 - кезеңді роботтың ақпараттық мүмкіндіктері 2-ші кезеңді роботтарға қарағанда жоғары. Зияткерлік роботтармен басқау үшін есептеу техникасының құралы ретінде, көбінесе ЭЕМ қажет етіледі.
Өнеркәсіптік роботтар әмбебаптық дәрежесіне қарай төмендегідей түрлерге бөлінеді:
- Әмбебапты, өндірістің кез келген түріне тәуелсіз негізгі және көмекші операцияларды кешенді түрде орындау мақсатына арналған;
- арнайландырылған, технологиялық операциялардың анықталған түрлерін ғана немесе жабдықтардың анықталған топтарына ауыстырмалы автоматтандырылған қарпу құрылғыларымен шектеулі қозғалу дәрежесімен қызмет көрсетуге арналған.
- арнайы, бір немесе үш қозғалмалы дәрежелі белгіленген бағдарламаға ие нақты технологиялық операцияларды орындауға арналған;
- өнеркәсіптік роботтар орындаушы операцияларының сипаттарына қараы мынадай түрлерге бөлінеді;
- операциялық, технологиялық процестерді мүлтіксіз орындайтын (бояу, дәнекерлеуші, тойтармалау, жинау және т. б. ) ;
- транспорттық, немесе кызмет көрсетушілер, қосалқы өткел немесе ауыспалылықтың (алу, алып өту, орнату және т. б. ) технологиялық жабдықтың күтуін де конвейерлік сызықтың және қоймалардың операцияларын орындайды.
Өнеркәсіптік роботтар құрылымдық орындалу сипатына байланысты және білдекпен байланысуына қарай стационарлы (едендегі), аспалы (білдекке қатыссыз орнатылған, арнайы таянышта порталды және консолды түрде ілінген) және жылжымалы.
Өнеркісіптік роботтар (ӨР) жүк көтергіштігі (МЕСТ 25204-82) бойынша өте жеңіл (0, 08-1, 0 кг), жеңіл (1, 25-10 кг), орташа (12, 5-200 кг ) және ауыр (250-1000 кг ) түрлерге бөлінеді.
Жұмыс органдардың күштік жетек түрлеріне байланысты өнеркәсіптік роботтар гидрожетекті, пневможетекті, электр жетекті және құрама жетекті болады.
Роботтарды жұмыс істейтін кординат жүйесіне байланысты декарттық (түзу бұрышты), цилиндрлік, сфералы және аралас болып жіктеледі.
1. 2 Өнеркәсіптік роботтарды құрылымды және кинематикалық талдау
Өнеркәсіптік роботтар автоматты түрде берілген бағдарлама бойынша өңдеулі дайындама немесе атқарушы орган арқылы жұмыс істеу керек. Күрделі өндірістік атқаратын қызметін орындау үшін робот алымын, өңдеудің тұтқыр құрылымын білу керек; механикалы қолдар қозғалшықтықтың көп дәрежесімен, жылжығыш алым құрылымының көрінген жағдайға жұмыс зонасы керек; арнаулы позициялауда құрылымының механикалық қолдың орын ауысуы; басқару жүйесі немесе есептеуіш машинаның жад құрылымында сақталып тұрған технологиялық тізбектіліктер операциясы туралы ақпарат беріп отырады. Яғни роботқа қажетті әмбебаптылықты пайдалануға мүмкіндік беру үшін және әртүрлі операцияларды орындау үшін, оның механизмдері манипуляциялық майысқақтыққа ие болуы керек.
Берілген координат саны арқылы дайындаманың қозғалуы, қозғалтқыштың дәрежесінің санын анықтайды. Қозғалтқыш дәрежесінің саны артқан сайын роботтың манипуляциялық майысқақтығы артады. Роботтың механикалық қолының қозғалу мүмкіндітері оның құрылымына, түріне, тізбекті кинематикалық кірістің орналасуына байланысты анықталады. 1-кестеде роботтың механикалық қолының құрылымдық схемалары және жұмыс істеу аумағы мен күтулері көрсетілген.
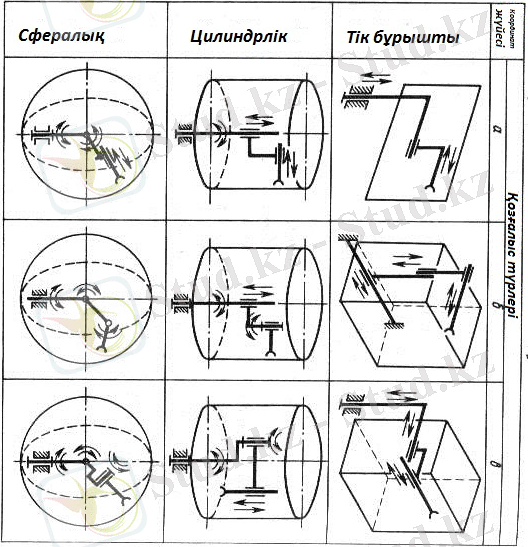
1-сурет - Роботтың механикалық қолының құрылымдық сұлбасы
Роботтың қолы берілген жұмыс аясының кез келген нүктесіне жетеді. Егер парметрлердің және осьтердің аралық өлшемдері өзгерсе, онда роботтың конфигурациясы, алып тұратын жұмыс аумағы өзгереді.
2-сурет - «Циклон-5. 0. 1 өндірістік роботы
Роботтың қол шоғының орын ауысуы ара координаттар арқылы тіктөртбұрыштың жүйесінде және көмек екі тік қозғалыстардың (а), ара координат тіктөртбұрыштың көлемінде жүйе - мен көмек екі тік және бір тік қозғалыс (а), немесе екі айланс және бір айланс қозғалыс (б, в) . Бағдарлау қозғалысын ӨР механикалық қолдың шоғынның кинематикалық қамтамасыз етеді. Мысалы үшін 1-суретте көрсетілген «Циклон-5. 0. 1 өндірістік роботы, жонғыш білдектерді, пресстерді (баспақтарды) және де басқа да технологиялық жабдықтарды күтуге арналған. Онда бір немесе екі механикалық қол болады, 1. алым. 2. Жетектің барлық негізгі тетіктері сыртқы бөлікке бекітілген. 3. Механикалық қол радиалды және вертикалды бағыттарда орын ауыстыра алады және де вертикалды ось маңайы бойынша бұралады. Алым горизонталь ось бойынша бұралады. Барлық қозғалыстар 1 - суретте нұсқағыштармен көрсетілген. Робот 4 - 7 қозғалғыштық дәрежелерге ие. Жұмыс аумағы цилидрлі координат жүйесінде бейнеленеді. Жетек пневматикалық болып келеді. Жүк көтерімі 10(5) кг. Позицияларының дәлме - дәлдігі ± 0, 1 мм. Басқарманың жүйесі циклдық. ӨР технологиялық мүмкіндіктердің ең маңызды элементтері алымның құрылымдары болып табылады. Олар ара үдеріс ауыспалылықтың алым және манипулярлы нысанды тоқтатуға арналған. Конструкциялау кезде тасу жүргізетін дайындаманың пішіні (алымның еріншесінің (губканың ) айқындауыш конфигурациясы), оның сипатының (морттығы, беті және т. б), кедір-бұдырлығы, технологиялық үдерісі (температуралық қызуы, жарылу қауіптігі), және технологиялық жабдықтаудың өзгешілігі шарттары ескертіледі. Алымның құрылымдарын тез ауыстырылым ретінде орындайды. Конструкциялауда ескеруге қажетті өзара алмасылымдылықтың талабының қамсыздандыруы мүмкіндіктерін, қаталдықтарды және алым құрылымының дәлме - дәлдіктерін ӨР механикалық қолымен іске асырады. Алымның құрылымдарын ашық және берік, басқарылатын және басқарылмайтын депбірнеше түрлерге бөлуге болады. Басқа ырғақтың үлгісінің алымды, тістеуіктердің бір немесе екі қозғалғыш еріншелерімен (губкалармен ), вакуумды, сериалы немесе электромагниттік алымды құрылымдары бар. Алым механизмдердің кейбір түрлері 3 - суретте көрсетілген. Қысқыш атты алымдар (3 -сурет - а, б) .
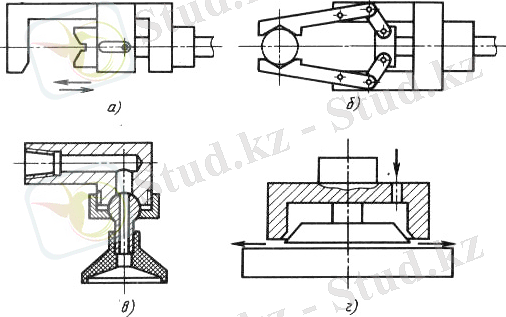
а - бір жылжымалы ерінмен; б - екі жылжымалы ерінмен; в - вакуммды; г- сорғалап ағатын
3- сурет- Қысу құралдарының түрлері
Жетек еріншелері ретінде пневматикалық және гидравликалық жетектер немесе серіппелер қолданылуы мүмкін. Вакуммды қысу құралдары (3, в- сурет) сорғылы немесе сорғысыз болып екіге бөлінеді. Ал сорғалап ағатын қысқыш аспаптарда дайындаманы қысуы дайындаманың жазық бетімен қысу құралының жазық беті арасындағы ауаның азаюының аэродинамикалық әсерінен болады.
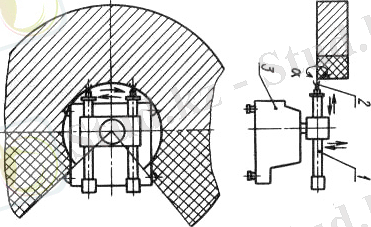
4-суретте екі ерінді, пневматикалық жетекті кенелік қысу конструкциясы көрсетілген. Дайындама иінтірекке (2) бекітілген призма (1) ішінде қысылады. Иінтіректер сырғамен (4), шаңышқымен (3) топсалы бірігу арқылы жалғасқан. Тұрқыда (5) поршень (9) сояуышы (7) жылжитын төлке (6) орналасқан. Цилиндрдің (11) бір жақ беті тұрқымен, ал екінші беті қақпақпен (10) жабылған. Жону кронштейнінде (12) қысу құралының тұрқысы орналасқан. Сояуыштың серіппеден (8 ) жоғары жылжуы әсерінен қозағалыс иінтірек жүйесі арқылы призмаға беріледі де дайындама қысылады. Дайындама қысылған кезде сығыған ауа цилиндарге беріледі, сояуыш төмен түседі дайындама босатылады.
Осы тәріздес қысу құралдары пневматикалық дайындама қысу түрлерінде қолданылуы мүмкін, бірақ ол үшін интірек жүйесінің параметрлерін өзгерту керек.
ӨР механизмының құрылымы (қысу құралдар, саусақтары және т. б) үлкен әр түрліліктермен ерекшеленеді. Қысу құрылғылары ӨР-дың саусақ буыны арқылы байланысады. Ол дайындаманы қысу кезіндегі мөлшерлеуді қамтамасыз етеді. Механикалық саусақтар қысу құрылғысының буыны арқылы қозғалады. Олар әрүрлі қыймылдарды орындай алады және құралдардың ішінде бастысы болып саналады.
4-сурет - Екі ерінді жылжымалы қысу құрылғысы
Саусақтарының құрылысы топсалы жіне бунақсыз болуы мүмкін (адам саусағындай), механизмдердің жылжуына кілдешті беріліс, поршеньді цилиндр және т. б. қолданылады. Бұрылу қос бұрамдық, қалақты гидроцилиндр, толқынды беріліс арқылы жүзеге асуы мүмкін. ӨР құрылымында бұрамдықты, цилиндрлік, планетарлық, конусты тісті, кілдешті, бұрандалы, шынжырлы, арқанды жіне таспалы берілістер және гидро-пнемоцилиндралер қолданылады.
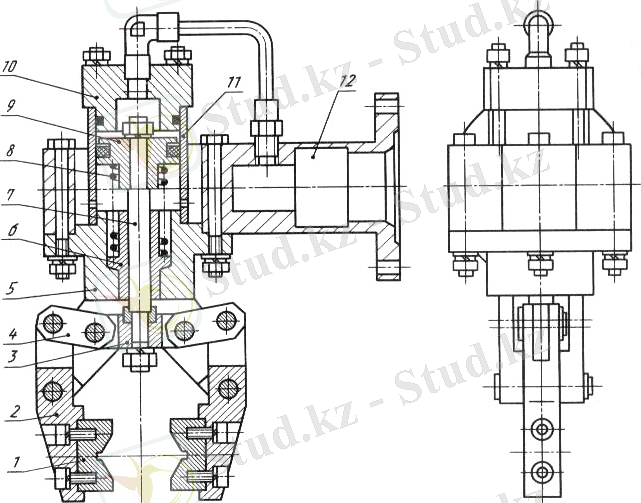
Өндірістік жұмыстарда «Циклон-5. 01» (5-сурет ) пнеможетегі әртүрлі қозғалыстарды жүзеге асыру үшін қолданылады. ӨР схемасында механикалық саусақтардың сұлбасы, көтеру механизмі мен саусақтардың бұрылу механизмі көрсетілген.
Механикалық саусақтар вертикальді, горизонтальді қозғалыс және вертикальді ось бойынша бұралуыға ие болады. Механикалық саусаққа бекітілген қысу құралы (1) горизонтальді ось бойынша бұралуға ие болады. Қысу цилиндріне ауа біліктің іші арқылы өтетін түтік жолы (14) арқылы беріледі. Қайталап қысу жетегі екі екі цилиндрді (17), екі поршеньді, екі винттік жүрістежеуішін (18), тісті төрткілдешті (16), білікке оймакілтек арқылы байланысқан төлке арқылы орнатылған тегершікті қосады. Беріліс кезінде
Механикалық қолдың орын ауысуы; басқару система немесе есептеуіш машинаның жад құрылымында сақталып тұрған технологиялық тізбектіліктер операциясы туралы ақпаратты айғақтайды. Яғни роботқа қажетті әмбебаптылықты пайдалануға мүмкіндік беру үшін және әртүрлі операцияларды орындау үшін, оның механизмдері манипуляция майысқақтыққа ие болуы керек. Берілген координат саны арқылы дайындаманың қозғалуы, қозғалтқыштың дәрежесінің санын анықтайды. Қозғалтқыш дәрежесінің саны артқан сайын роботтың манипуляция майысқақтығы артады. Роботтың механикалық қолының қозғалу мүмкіндітері оның құрылымына, түріне, тізбекті кинематикалық кірістің орналасуына байланысты анықталады.
Басқа цилиндр атмосферамен хабарланады. Алымның айлансының бұрышы 18 бұрандалармен реттеледі. Айланыстың біркелкі жылдамдығы қалақты демпфермен 19 жабдықталады, ал айланыстың жылдамдығының реттейтін кедергіш 20. Қолдың ауыспалылығының жетегі пневмоцилиндр 8 іске қосады кеуешек сотанмен-піскекпен 12 ішіне алады. Сотанның 12 аяғындағы орнатылған қорамса 3 және оған байланыстырған штанга 7 4 және 11 тіректерімен сотан12 ге шектеу қою үшін. 7 Штанга қолдың біргелкі бойлық кіндігіне сотан-поршн 12 айланысының алдын ал- үшін қызмет етеді.
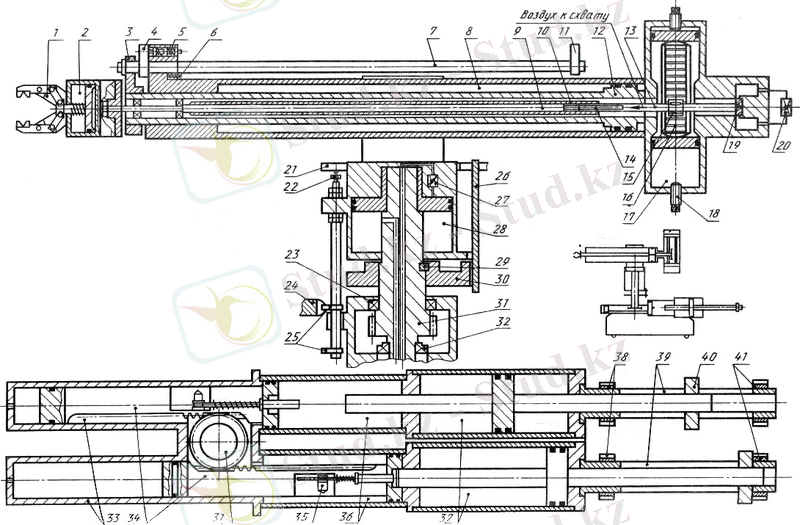
5-сурет - Роботтың құрылымы
Пневмоцилиндр жүйеге қосылғанда сотан қуысы әрдайым қысым астында болады. Қол қозғалысы үшін ауа сотасыз жазықтық және поршен 12 себептерінен әртүрлі тиімді поршен ауданы сол жаққа жылжый бастап штанга 7 тірегіш 4 және 11 мен қоса жылжыйды. Басқару жүйесіне белгі келгенше саусақ тәріздес серіппе астындағы 6 қалыпты бергіші тіреуіш 11-ге жеткенше қозғалыс жалғасады. Сотан - поршень қысым астанда қайта қозғалысын бастаған кезде сотан қуысы кішіриеді. Қайта қайту жылдамдығын ұлғайту үшін қысымын тез түсіру клапаны қарастырылған. 4 және 11 шығып тұрған тығынжыл бастарына қосалқы демпфердің қысымы арқылы, қайта қайту және тік жолында тежегіш іске асады . Тік қозғалысының 28 пневмо целиндирі механикалық қолдын шетіне орнатылады. 23 және 32 мойынтіректі сотан тісті дөңгелек 31 тік көтергіш құралына орнатылған. Айналмалы робот корпусында тежегіш клапон 21-24 бергішімен орнатылған. Қолды көтеру үшін сотан 31 тетігі арқылы, кедергіш 27 сотансыз қуыс 28-ге қысылған ауа беріледі. Жоғарғы денгейдегі 28-ші целиндр оған бекітілген қолмен, тежегіш клапанының батырмасына тірелетін тірегіш 22 -мен белгіленеді. Тоқтау соқпасыз тоқтайды. Целиндрліқ қуыс сотанына қысылмалы ауа беру арқылы қайта өз жұмысын бастайды. Екі кішкентай және екі 37 үлкен пневмо целиндрлар механикалық бұрылыс құылғысының ішіне кіреді.
Сотан-тақтайша 34 сотан-тістідөңгелек 31 тісдөңгелек ілінеді. Бұраушы момент сотаннан 31 ойнамалы цилиндрға 28 оқтаумен 26 жұғады, оны водилоның 30 кілтек 29 арқылы қозғалысқа айналдырады. Қолдың айналымын жасау үшін ауаны кіші цилиндрдың 36 сотансыз қуысынан алады. Сотан-тақтайша 34 ауыспалылықты алғанға дейін, екінші кіші цилиндрдің сотаны үлкен цилиндр сотаны тірегіне жеткенде, ол тіректің 38 немесе 41 бір шеткі жағдайында орналасқан.
Басқару жүйесіндегі өндірістік "Циклон-5. 01" жұмысы циклдық әрекетте іске асырылады. Ауа таратқыштарға басқарма жүйесінен команда түседі, ондағы пневмоцилиндрларға лайықты ауа мүмкіндік алады.
Роботтың орындаушы механизмін ауыстыру үшін электрлік, пневматикалық және гидравликалық жетектерді қолданады. Жетектің үлгісін таңдағанда арнайы ерекше ПР талаптарын орындау керек, оның функционалдылығы және позициялаудың дәлме-дәлділігінің сенімділігі, жедел орындалуына мән беріледі.
Электр жетектің артықшылықтары (айнымалы және түпкілікті қозғалтқыштары, адымды қозғалтқыштар және т. б. ) энергияны қамтамасыз ету берілісте және қосынды белгісінді кездеседі. Оның кемшілігі - салыстырмалы механизмнің үлкен өлшемдері болып табылады.
Пневматикалық жетектер (қозғағыш, цилиндрлар және т. б. ) жоғары беріктікке ие, басқару жеңіл, арзан, өртке қауіпсіз және т. б. Оның кемшіліктері -тұрақты оры ауыстыру жылдамдықты қамтамасыз ету және позициялау дәлдігі қиыңдығы, төменгі қуаты, май жағу және коррозиядан қорғау керектігі.
Гидравликалық жетектер (цилиндр, гидроқозғалтқыштар, электрогидравликалық адымды қозғалтқыштар және т. б. ) жеңіл, шағын, биік қысымды пайдаланады, меншікті тербелістің биік жиілігіне ие болады. Олар жай ретте- қысымды, шығынды, қуатты күшейте алады. Жетектің кемшіліктері: жеке қуат көзі қажет, температура өзгергенде майдың тұтқырлығының өзгеруі, қысымның ауытқуы құбырдың шығыны салдарынан құбырдың жайы және жұмыс сұйықтығын бақылау қажеттілігі.
ӨР-дің негізгі қозғалыс формасы айналу болып табылады, кері бұрылу, тербелу, майысу және тіксызғышты қозғалыстар. Бұл қозғалыстар электроқозғалтқыштар арқылы бәсеңдеткіш немесе қос шарикті бұрандамен, сонымен қатар гидравликалық және пневматикалық жетекпен жасалуы мүмкін. Роботтың жүйелерінде пайдаланатын бәсеңдеткіштер: кіші бүйір саңылауын немесе кинематикалық кемшілікті және позициялаудың биік дәлме-дәлділігі; пульсациясыз тұрақты бұрыштама жылдамдықтың болуы; кіші габаритті өлшем және масса, сонымен қатар жоғарғы ықтимал момент жүктемесі болуы қажет.
Мақсатқа жету үшін осы талаптарға ПР-ды көптеген құрылымдарда электр және гидравликалық жетектерді толқындық бәсеңдеткіштермен қолданады.
Гидравликалық жетектің игеруімен жоғары жылдамдық зоналарында және төмен бұраушы момент кезіндегі басқарманың жеңілдігімен жетеді.
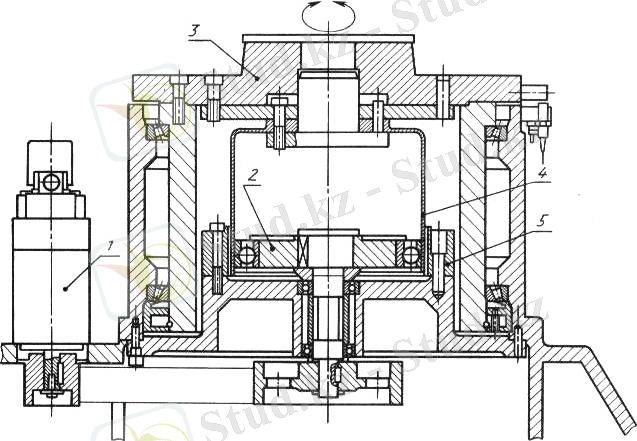
1-гидромотор; 2-толқын генераторы; 3-платформа, роботтың түбі бекітілген; 4 - майысқақ дөңгелек; 5 - қатаң дөңгелек;
6-сурет - "Рено"(Франция) фирмасының ПР айналу жетегінің түйіні
ПР басқару жүйесі білдектерді бағдарламамен басқару жүйесімен тығыз байланысты. Жұмыс барысында тұрақты және қарамды басқару жүйесін қолданады. Білдектен айырмашылығы оқу әдістемесінің ережесі ретінде бағдарламалайды, оператор бірінші циклда жұмысты аз жылдамдықта қолмен басқара отырып, қызметті үйлестіреді. Жұмыс жүрісінің жалғасы тұрақтылық координатасы мен орын ауыстыру координатасы есте сақталады және келесі циклдар автоматты түрде жүргізіледі. Бағдарламалық тапсырманың бұл тәсілі қызмет ету циклының күрделілігімен, қозғалыс түрінің үлкен сандарымен математикалық бағдарламалау жүйесінің қиындықтары және функционалды жұмыс пен оған қызмет ететін жабдық үшін бірлік технологиялық базаның болмауымен шартталады.
... жалғасыСіз бұл жұмысты біздің қосымшамыз арқылы толығымен тегін көре аласыз.
- Іс жүргізу
- Автоматтандыру, Техника
- Алғашқы әскери дайындық
- Астрономия
- Ауыл шаруашылығы
- Банк ісі
- Бизнесті бағалау
- Биология
- Бухгалтерлік іс
- Валеология
- Ветеринария
- География
- Геология, Геофизика, Геодезия
- Дін
- Ет, сүт, шарап өнімдері
- Жалпы тарих
- Жер кадастрі, Жылжымайтын мүлік
- Журналистика
- Информатика
- Кеден ісі
- Маркетинг
- Математика, Геометрия
- Медицина
- Мемлекеттік басқару
- Менеджмент
- Мұнай, Газ
- Мұрағат ісі
- Мәдениеттану
- ОБЖ (Основы безопасности жизнедеятельности)
- Педагогика
- Полиграфия
- Психология
- Салық
- Саясаттану
- Сақтандыру
- Сертификаттау, стандарттау
- Социология, Демография
- Спорт
- Статистика
- Тілтану, Филология
- Тарихи тұлғалар
- Тау-кен ісі
- Транспорт
- Туризм
- Физика
- Философия
- Халықаралық қатынастар
- Химия
- Экология, Қоршаған ортаны қорғау
- Экономика
- Экономикалық география
- Электротехника
- Қазақстан тарихы
- Қаржы
- Құрылыс
- Құқық, Криминалистика
- Әдебиет
- Өнер, музыка
- Өнеркәсіп, Өндіріс
Қазақ тілінде жазылған рефераттар, курстық жұмыстар, дипломдық жұмыстар бойынша біздің қор #1 болып табылады.

Ақпарат
Қосымша
Email: info@stud.kz