Матаның талшықтық құрамы мен құрылымы, сынау әдістері және тігін өнеркәсібіндегі қолдану тиімділігі

Кіріспе
Тәуелсіздіктің алғашқы жылдары Қазақстан үшін жаңа жаңару жолы болды, бұл жол әлеуметтік рынок экономикасына бағытталған, Қазақстанның гүлденуіне, дамуына, халықтың жағдайын жақсартуға көңіл бөлінді.
Рыноктық бағытқа өтуі экономиканың тұрақты дамуы болды. Осыдан республиканың экономикалық бағыттағы бағдарламаларын көрсету керек. Біріншіден, жекешелендіру, аралас экономиканы дамыту. Қысқа мерзім ішінде республикада 7. 5 мың жеке және 1. 3 мың арендалы өнеркәсіп құрылды, оның ішінде үлкен пайызды тігін өндірісі мен трикотажды өндіріс-жеке мекемелер, бірлескен фирмалар алады. Екіншіден, антимонопольды саясатты жүргізе бәсекеге қабілетті ортаны құру . Үшіншіден, инфраструктуралы рынокты қалыптастыра, квалификациялық кадрлар даярлау. Төртіншіден, кредиттік банк жүйесін нығайту, ақша айналымын, валюта бағамын қалыптастыру. Бесіншіден, өндірістің қалыпты дамуын қалыптастыру, онсыз елдің қаржылай және де қалыпты дамуын елестету мүмкін емес. Өндірістік өзгерістерді міндетті түрде енгізу.
Халық шаруашылығының басты міндеті ғылыми-техникалық прогресті жеделдету және экономиканы өркендетудің, еліміздің өндірістік потенциалын анағұрлым тиімдірек пайдаланудың, ресурстардың барлық түрлерін жан-жақты үнемдеу мен жұмыс сапасын жақсартудың қарқынды жолына көшіру негізінде совет адамдарының әл-ауқатын одан әрі жақсартуды қамтамассыз ету болып табылады.
Тігін өнеркәсібі халықты сәнді де ұнамды киіммен қамтамассыз етуге мүдделі. Киім адамға ең қажетті зат болып табылады, сондықтан да оған қойылатын талап күнделікті өсіп отырады. Киімге қойылатын талаптар гигиеналық, техникалық, эстетикалық және экономикалық тұрғыдан бөлініп қаралады.
Гигиеналық талаптардың өзі - адам денсаулығын сақтауға бағытталған ауа мен ылғал өткізгіштігі, жылу сақтау қасиеті, кір жұқтырмаушылық, киіске ыңғайлылығы, су сіңірмеушілігі және басқалары, киімнің негізгі гигиеналық көрсеткіштері болып табылады. Гигиеналық талаптар бұйымның мақсатына байланысты. Көйлек пен жазғы киімдердің ауаны жақсы өткізіп, ылғал өткізбейтін қасиеттері болады, киюге ыңғайлы, жууға жеңіл болуы тиіс. Қысқы киім жылы, плащтар су өткізбейтін болуы керек.
Киімге қойылатын техникалық талаптардың өзі - тігін материалдарының сапасы мен киімді дайындауға қойылатын талаптар. Тігін материалдары мен тігілген дайын бұйым мемлекеттік жалпыодақтық стандартқа (ГОСТ) немесе техникалық жағдайларға сәйкес келуі тиіс. Киім мейлінше тозбайтын, жыртылмайтын, жууға және химиялық тазалауға төзімді болуы шарт.
Киімге қойылатын эстетикалық талаптары сәндәләкке байланысты. Қандай мақсатқа тігілген киім болса да ыңғайлы және әдемі болуға тиіс.
Экономикалық талап киімнің бағасымен сипатталады. Киім тиісті техникалық, гигиеналық, эстетикалық талаптарға жауап берумен қатар қымбат та болмауы керек.
Тігін бұйымдарының өнімінің ұлғаюы мен ассортиментінің кеңеюі мақта, жүн, жібек және зығыр мата шығаратын тоқыма өнеркәсібінің дамуына байланысты. Жасанды және синтетикалық талшықтар өндірудің жедел дамуына байланысты тоқыма өнеркәсібінің шикізат базасы үнемі кеңеюде.
Қазіргі кезде барлық матаның бестен бірі және барлық тоқыма бұйымдардың үштен бірі химиялық талшықтардан немесе олардың қоспаларынан жасалады. Жібек мата өнеркәсібінің жалпы пайдаланылатын шикізаттың 92%-і химиялық талшықтың үлесіне тиеді. Жүн мата өнеркәсібінде лавсан және нитрон қосқан маталардың көлемі артуда.
Он екінші бесжылдықта жеңіл өнеркәсібі кәсіпорындарын техникалық қайта жарақтандыру мақсатымен пневмомеханикалық, роторлы және өздігінен айналатын тоқыма машиналарын, шөлмексіз тігін станоктарын, мата үзбей шығаратын көп өңешті машиналарды өнеркәсіптің мақта, жүн, тоқыма және тігін салаларына комлексті, механикаландырылған және автоматтандырылған жүйелерді, матамен трикотажды өңдеу және тоқыма емес материалдарды дайындау процестерінің үзіліссіз технологиясы кеңінен енгізу көзделіп отыр.
Тоқыма өнеркәсібі тігін кәсіпорындарына әртүрлі мақсатқа тігілетін киімдер мен ассортименттер үшін әртүрлі маталар, жасанды және синтетикалық талшықтардан жасалған материалдар, тігетін жіптер, жылытатын және өңдейтін материалдарды дайындап береді.
МАТАНЫҢ ТАЛШЫҚТЫҚ ҚҰРАМЫ
МЕН ҚҰРЫЛЫСЫ
Матаның құрылымы негізгі және арқау жіптердің өзара орналаскы және байланысымен анықталады. Матаның құрылымына әсер ететіндер: мата жасалған жіптердің құрылымы, негіз бен арқаудың тығыздығы; тоқылу түрі.
Матаның сыртқы көрінісі, қасиеті және қандай мақсатқа жұмсалатындығы оның құрылымына байланысты.
«Астра» блузалық матасы - дәке тәріздес, полотнолық айқаспа, негізі мен арқауындағы жіптер 29 текс; ені 80см, 1м 2 матаның массасы 80г.
Жейделік маталар прейскурант бойынша көйлектік маталар тобына жатады. Жейделік ассортименттің түрлері өте көп. Тарақтық немесе кардалық жіптерден полотнолық және әртүрлі құрамы ұзынажолақты айқаспалармен жолақ және торкөз өрнектері бар алатоқылған маталар басым.
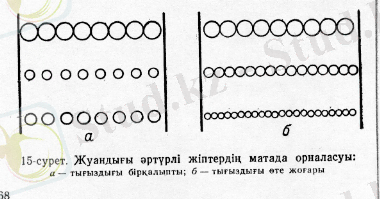
Иірілген жіптердің және басқа жіптердің жуандығы, ширатылуы және құрылымы матаның құрылымына ықпалын тигізеді. Сызықтық тығыздығы жоғары жіптерден қалың, ауыр және ірі тоқылған мата шығады. Егер негіз бен арқаудың жуандығы әртүрлі боса, онда олардың үйлесімсіздігі салдарынан матада тік және көлденең жолақтар айда болып, дөңес, томпақ торкөздер пайда болады.
Жіптерді қатты ширатқан сайын матаның қалыңдығы жұқарып, серпімділігі мен қаттылығы артады. қатты ширатылған иірілген жіптерден тоқылған жұқа мақта және жібек маталарда, бүктелген кезде, әрқашан өзгеріп тұратын толқынды сызықтар - муар тиімділігі пайда болады.
Матаның құрылымына жіптің ширатылуының қаттылығы ғана емес, оның ширатылу бағыты да әсер етеді. Егер негіз бен арқау бір бағытта ширатылса - онда орамдар әртүрлі бағытта орналасады. Мұның өзі тоқылған өрнектің едәуір айқын көрінуіне себепші болады. Егер негіз бен арқаудың ширатылуы әр бағытта болса жіптердің оралуы бір бағытта болады да матаның беті тегіс көрінеді. Ондай мата жақсы түктеледі.
Кейде әр бағытта ширатылған негізді немесе арқауды бірге пайдаланады. Мәселен, крепдешин оңға-солға ширатқан екі жіпті арқау жіптерін кезекпен алмастырып тұрады. Соның нәтижесінде матаның беті қиыршықтанып тұрады. Түйінді, ілмекті, шиыршықтала иірілген жіптерді және де борпылдақ, үзілгіш синтетикалық жіптерді пайдаланғанда мата қалың, жұмсақ болып шығады әрі әдемі көрінеді.
СЫНАУ ӘДІСТЕРІ МЕН ТӘСІЛДЕРІ
Матаның тығыздығы белгілі бір ұзындықтағы (әдетте - 10 см) жіптің санымен сипатталады. Негізі және арқауы бойынша тығыздықты бөлек анықтайды. Егер негізі мен арқауы бойынша матаның тығыздығы бірдей болса тең тығыздықты мата дейді. Егер тығыздығы негіз және арқау бойынша бірдей болмаса әр тығыздықты мта болады.
Маталардың тығыздығы шындығындағы (фактический), барынша жоғары (максимальный) және салыстырмалы болып бөлінеді (15-сурет) . Матаның шындығындағы тығыздығы ұзындығы 10 см матадағы бар жіптердің санымен сипатталады. Оны тоқыма лупасымен немесе 5Х5 см үлгі матаның жіптерін талдау арқылы анықтаймыз. Үлгінің жіптерін тарқатқан соң негізгі және арқау жіптерді бөліп санаймыз. Негіз және арқау бойынша шындығындағы тығыздықтың көрсеткішін анықтау үшін әр алған санды бөлектеп 2-ге көбейтеміз.
Шындығында тығыздық жіптердің жуандығына байланысты, бірақ матаны жіптің қаншалықты толтырғанын, жіптердің ара-қашықтығы туралы мәлімет бермейді. Мысалы, драп матасының шындығындағы тығыздығы 160, ал маркизеттігі - 730.
Маталрды тығыздығы бойынша салыстыру үшін өте жоғары және салыстырмалы тығыздық деген түсінік кіргізіледі.
Матаның ең жоғарғы тығыздығы - барлық жіптердің диаметрі бірдей және олар ешқандай жылжымастан, ұйпаланбастан бірімен-бірі жанасып тұр деп қабылдаған шартты тығыздық.
Егер жіптің диаметрін d, ал ұзындығын l десек, берілген ұзындықтағы жіптің санын, яғни ең жоғарғы тығыздықты П max есептеп шығаруға болады.
П max = l/d.
Жіптің диаметрі мен метрикалық номерінің арасында тәуелділік
d = k

болғадықтан, d - ның мағынасын N арқылы суреттеп аламыз.
П max = l N/k
l - тығыздық үшін тұрақты мөлшер - 100 мм. k- жіптің диаметрі мен метрикалық номері арасындағы тәуелділік коэффициенті. Мақта жіптері үшін - k = 1, 25; ал жүн жіп үшін - k = 1, 33. l/k-ны коэффициент с-пен алмастырсақ
П max = c N; П max = 31, 6 c/ T.
мақта жіптер үшін - С = 80, ал жүн жіптер үшін - С = 75.
Салыстырмалы тығыздық (сызықтық толтыру линейные заполнение) - шындығындағы тығыздықтың өте жоғары тығыздыққа қатынасы. Салыстырмалы тығыздық Е-мен өрнектеледі де төмендегі формулалармен есептеледі:
П
ф
П
ф
П
ф

E = 100; E = --- 100; E = 100;
П
max
C
 31, 6 с
31, 6 с
Егер шындығындағы және ең жоғарғы тығыздық өзара тең болса, яғни жіптер біріне-бірі жанасып жатса, матаның салыстырмалы тығыздығы 100%.
Егер шындығындағы тығыздық ең жоғарғы тығыздықтан екі есе кем болса, яғни жіптердің ара-қашықтығы олардың диаметріне тең болса, матаның салыстырмалы тығыздығы 50%. Егер салыстырмалы тығыздық 100%-тен артық болса, онда жіптер бір-біріне тығыз, жабысып жатыр деген сөз. Салыстырмалы ьығыздықтың цифры матаның жіптермен қаншалықты толғандығы жайында түсінік және маталардың тығыздығын салыстыруға мүмкіндік береді. Негіз және арқау үшін салыстырмалы тығыздық әрқайсысы үшін бөлек есептелінеді. Кейбір маталардың арқау бойынша да, негіз бойынша да салыстырмалы тығыздығы 100%-тен асуы мүмкін. Салыстырмалы тығыздығы жоғары маталарды тігу қиын, олардың өтектелуі де оңай емес. Мысалы, таза жүнді габардиннің негізі бойынша салыстырмалы тығыздығы 140%, сондықтан оны өңдеу өте күрделі: тігіс түскенде ине ойып кетеді, ылғалды - жылу өңдеуіне зорға жетеді. Матаның салыстырмалы тығыздығын арттыру оның қаттылығын, массасын, созғанда мықтылығын, үйкеліске төзімділігін, серпімділігін, шаң өткізбестік қасиетін арттырады. Бірақ матаның ауаөткізгіштік және созылу қабілеті кемиді. Мысалы, шаң өткізбейтін молескиндердің арқау бойынша салыстырмалы тығыздығы 140%.
Салыстырмалы тығыздығы аз маталар жеңіл, ауаны, буды жақсы өткізеді, бірақ селдір және тігісінен ыдырап кетуі мүмкін. Олар қай бағытта болса да созыла береді, тіккенде немесе пішкенде қисайып кетеді.
Матаның қалыңдығы
Матаның қалыңдығы жіптің жуандығына, бүгілу дәрежесіне, айқасуына, тығыздығына және өңдеуге байланысты
Тоқылатын жіптердің сызықтық тығыздығы неғұрлым жоғары болса, соғұрлым мата да қалың болады. өте жұқа жібек маталар (крепдешин, креп-жоржет, креп-шифон) 1, 56 текс+2 және 2, 33 текс+2 жібек шикізаттан тоқылады, ал ең жұқа мақта мата (бәтес, маркизет, шифон) - 5 -11, 7 текс иірілген тарақтық мақта жіптерден, драп және басқа ең қалың пальтолық маталар - 165-92 текс иірілген жіптерден тоқылады. Матаның негізгі және арқау жүйелерінің бүгілу дәрежесі әртүрлі болуы мүмкін. Егер матаның бір жүйесінің жіптері аз бүгілген, ал екінші жүйесінің жіптері оны орап тұрса, матаның қалыңдығы артады. Егер негіз бен арқаудың бүгілу дәрежесі бірдей болса матаның қалыңдығы кемиді. Негізгі және арқау жіптердің керілу және бүгілу дәрежесіне байланысты бірқабат маталардың қалыңдығы жіптің диаметрінен 2-3 есе артуы мүмкін.
Ұзынша жапқышты айқаспа матаның қалыңдығын арттырады, сондықтан да полотнолық айқаспа маталар сәтендік айқаспа маталарына қарағанда жұқа. Басқа жағының бәрі бірдей болып тұрған жағдайда ең қалың мата күрделі айқаспада (түкті, қосбетті, қосқабатты) . Күрделі айқаспа жасағанда жіптердің қосымша жүйесін енгіземіз, ол қалыңдықты арттырады, жылу ақтау қасиетін жақсартады, сондықтан қалың маталардың жылу сақтау қасиеті жоғары, оларды қыстық киім тігуге пайдаланады.
Матаның тығыздығы артқан сайын иірілген жіптер қабысып немесе жылжиды, яғни матаның қалыңдығы артады. өңдеу процесінде матаның қалыңдығы өзгеруі мүмкін.
Бюасу, түктеу, аппреттеп-өңдеу сияқты операциялар матаның қалыңдығын арттырады, ал отқа шарпу, престеу, каландрлеу - қалыңдықты кемітеді. Жуғанда және сулағанда негіз бен арқаудың бүгілуі артады, мата отырады, сондықтан оның қалыңдығы артады. матаның қалыңдығы 0, 1 мм-ден 3, 5 мм-ге дейін болады, оны қалыңдық өлшегіш деген арнайы аспапта өлшейді. Қалыңдық өлшеуіштің бірнеше конструкциялары бар, ал бірақ олардың жұмыс істеу әрекеттері бірдей. Матаның үлгісі жылтыр, беті тегістелген екі пластинканың ортасына салынады. Пластинканың біреуі қозғалмалы, ол циферблат бетіндегі миллиметрлік өлшеммен тексерілетін матаның қалыңдығын көрсететін бағыт көрсеткішпен жалғастырылған.
Пластинкалардың қысымымен бос маталар тапталады, олардың қалыңдығы кемиді. Сондықтан да қалңдық өлшегіштің жаңа конструкцияларында матаға түсетін қысымды реттеуіш құрылғысы бар. Мата қалыңдығын 0, 1-0, 2 кПа қысыммен өлшеу ұсынылған.
4-кестеде әр мақсатқа жұмсалатын кейбір маталардың қалыңдығы жайлы деректер берілген.
Модель жасау және конструкциялау матаның қалыңдығына байланысты неғұрлым қалың маталардан тік әрі кеңейтілген түрдегі бұйымдар тігу қажет, бедерлі тігістерді пайдаланбай, қалтаны тіліп салмау керек.
Жұқа маталардан конструкцияланған модельдері жан-жақты, күрделі болуы мүмкін.
Матаның қалыңдығы әдіптің мөлшеріне, тігістің жалпақтығына, түріне әсер етеді. Жаппай пішкенде салатын қабаттың саны да оның өалыңдығына байланысты. Драп, бобриктерді 12 - 24 қабат салса, бостон, костюмдік крепті - 30 - 40 қабат, шыт, сәтен, поплинді - 100 - 150 қабат, ал жұқа ішкиімдік маталарды - 200 қабат салады.
Тігін иесін, жіптерін таңдап, жіп шығынын анықтау, тігіс жиілігін, ылғал-жылумен өңдеу, режимін белгілеу қалыңдығына байланысты. Қалың маталармен жұмыс істегенде жуан инелерді, мықты әрі жуан жіптерді пайдаланып, сирек шаншып тігу керек. Жылу - ылғалмен өңдеу уақытысы да қалың маталар үшін ұзақ. Бұл маталар лацкандарын сырмалап етегін қайырып тігу оңай.
4-кесте
мақта
жібек
зығыр
жүн
0, 16 - 0, 6
0, 1 - 0, 32
0, 3 - 0, 4
0, 4 - 0, 8
мақта
зығыр
0, 4 - 1, 3
0, 5 - 0, 6
0, 7 - 1, 1
жұқа шұға
драп және ірі шұға
түкті драп, байкі (жүн)
1, 0 - 1, 6
2, 6 - 3, 2
3, 2 - 3, 5
зығыр бортовка
брезент парусина
0, 4 - 0, 6
1, 0 - 1, 3
Матаның ені
Модель таңдау, конструкциялау, пішкенде лекалоларды - матаның еніне байланысты.
Мата ені стандартты және шындығындағы (фактический) болып бөлінеді. Стандартты ені дегеніміз - берілген матаның стандарт тағайындаған енінің нормасы. Матаның шындығындағы ені-өлшегендегі алған нәтиже. Бөліктегі матаның енін өлшеу мен үлгінің енін өлшеу нормаға (ГОСТ 3822 - 47 ) сәйкес жұргізілуге тиіс.
Қысқа бөліктегі (50 м-ге дейін) матаның енін үш жерден, ал ұзын бөліктегі (50 м-ден артық) матаны бес жерден өлшейді. өлшейтін жерлердің арасы бірдей, бірақ матаның шетіне 3 метрден жақын болмауы керек.
Ені бүктелмейтін сызғышпен, 0, 5 см-ге дейін дәлдікпен өлшеніге тиіс. Матаның ені ретінде барлық өлшемнің орта арифметикалық мәні алынады, ол 0, 01 см-ге дейін есептелініп, 0, 5 см-ге дейін жинақталуға тиіс. Байқау нәтижесін жазатын журналға ортаарифметикалық нәтижеден басқа ең қсқа өлшемнің мәні де жазылады. Жүн және түкті маталарды жиегімен және жиексіз өлшейді. Басқа маталардың барлығын тек жиегімен өлшейді.
Үлгі матаның енін анықтағанда оны тегіс жерге жаяды. Өлшейтін сызғышты жиекке тігінен салады. Үлгі матаны үш жерден - екі шетін 10 см-дей жетпей және ортасын өлшейді. Бүктелмейтін сызғышпен І мм-ге дейінгі дәлдікпен өлшеу керек. Матаның енін үш өлшемнің ортаарифметикалық мәні бойынша 0, 1 мм дәлдікпен алып, І мм-ге дейін жинақтаймыз.
Бір бөліктің өзінде және бір партиядағы әр бөліктің арасында еннің ұзындығының ауытқуы мүмкін. Жүн маталардың енінің ауытқуы бір бөлектің өзінде 4-5 см, ал бөліктердің арасында - 7-8 см-дей болады.
Енінің ауытқуы үлкен болса жаппай пішкенде ақау тудыруы мүмкін, сондықтан тігін кәсіпорындарында матаның енін әр 2-3 м сайын өлшейді. Лекалоларды салып, сызуды матаның ең жіңішке жеріне жүргізеді. Ені қатты ауытқыған жіңішке жерді кесіп алып басқа пішімге жібереді, немесе бүкіл бөлікті жеке-жеке пішеді, оны «қызыл полотно» дейді.
Бөлікте немесе партияда ені әртүрлі матаның болуы пішу процесін қиындатады, еңбек өнімділігін төмендетеді.
Лекалоны сәтті қою және матаны үнемдеп жұмсау оның еніне байланысты. Лекало арасынан мата қиындысын ең аз түсу процентін қамтамассыз ететін мата енін - тиімді деп атайды. Тігін өнеркәсібінің орталық ғылыми-зерттеу институтының (ЦНИИШП) жұмысы және жеңіл өнеркәсібі кәсіпорындарының жұмыс тәжірибесінің нәтижесінде әртүрлі киімдерді дайындаудағы маталардың тиімді ені белгіленеді.
5-кесте әр мақсаттағы маталардың стандартты және тиімді ені жайындағы деректер берілген.
5-кесте
Стандартты ені,
см
Тиімді ені,
см
мақта
зығыр
62 - 140
80 - 140
75; 130; 140
85; 140
Нәрестенің іш
киімі (жеңіл жә-не жылы)
мақта
зығыр
58 - 120
62 - 140
75; 90; 95; 100; 110; 120
80; 9; 100; 130; 140
зығыр
жібек
80 - 150
85 - 110
85; 140; 150
90; 100; 110
мақта
зығыр
жібек
жүн
50 - 140
80 - 140
65 - 130
71 - 152
90; 100; 140; 180
85; 140
99; 95; 100
110; 120; 130;
142; 152
мақта
зығыр
жібек
жүн
50 - 150
80 - 150
80 - 140
124 - 152
120; 130; 140; 150
85; 140; 150
120; 130; 140
142; 152
мақта
жібек
жүн
50 - 150
67 - 150
82 - 152
110; 120; 140; 180
120; 135; 180
142; 152
мақта
жібек
62 - 150
70 - 140
75; 80; 85; 98; 100; 140; 150
67; 85; 95; 100; 140
Матаның массасы
Матаның массасы оның беріктігі мен дайындауға қанша кеткен шикізат көрсеткіші.
1м 2 (беткі тығыздығы) матаның массасы 25-800г аралығында. Ең жеңіл маталар - газ, эксцельсиор, шифон; ең ауыр маталар-шинельдік шұға, пальтолық маталар, драптар. Матаны 1 қума метр ұзындығына, немесе 1 м 2 ауданына келетін массасымен өлшейді. Бүкіл енімен алынған 1 м ұзындықтағы матаны қума метр дейді.
1 қума метр және 1 м 2 матаның массасын стандарт нормасына сәйкес анықтайды. 1 қума метр матаның массасы үлгінің массасын ұзындығына бөлу арқылы анықталады.
G 1 = m ⋅ 1000/l
m - мата үлгісінің массасы, г; l - мата үлгісінің ұзындығы, мм.
Егер бір бөлік матаның массасы мен ұзындығы белгілі болса, 1 қума метрдің массасые анықтау үшін бөліктің массасын (г) ұзындығына (м) бөлеміз. 1м 2 матаның массасын анықтау үшін үлгінің массасын оның ауданына бөлеміз.
G 2 = m ⋅ 1000 000/lb
m - үлгінің массасы, г; l - үлгінің ұзындығы, мм; b - үлгінің ені, мм.
Үлгінің массасын анықтау үшін оны 0, 1 г дәлдікпен таразыда өлшейді. Ұзындығы мен енін бүктелмейтін сызғышпен 1 мм-ге дейінгі дәлдікпен анықталады.
Мәнін 0, 01 г дәлдікпен есептейді, ал нәтижесін 0, 1 г дәлдікпен жинақтайды. Үлгіні мм-мен өлшеп, ал ақырғы нәтижені 1м 2 үшін анықтағандықтан, формуланың алымына 1000 000 қойылады.
Матаның жұмсалар мақсаты массасына байланысты. Өте жұқа маталарды ішкиім, блузка, көйлек дайындау үшін, ал ауыр маталарды шинель, пальто тігу үшін пайдаланады.
Матаның ұзындығын тігін өндірісінде жаппай пішу процесінде ескеру керек.
Матаны тоқу станогында шығару барысында кесіп, белгілі бір ұзындықтағы бөліктер алады. Бөліктің ұзындығы матаның қалыңдығы мен массасына байланысты. Ауыр пальтолық маталар мен драп бөліктерінің ұзындығы ең қысқа.
Тоқыма фабрикалары шығаратын бөліктердің ұзындығы 10 м-ден 150 м-ге дейін. Бір бөліктің өзі бірнеше кесіндіден тұру мүмкін. Егер де сауда жүйесіне баратын матаның сортын анықтағанда ақау табылса сол жерлерді кесіп тастайды да бөлік құрама болып қалады, ал тігін өнеркәсібіне арналған бөліктегі ақауы бар жер алынбайды, бірақ жиегіне кесу аралығы шартты белгі салып кесу қояды.
Құрама бөліктегі қиындының ең аз ұзындығы 1, 5-нан 6 м-ге дейін болады, және ол матаның жұмсалар жеріне баланысты. Мысалы, пальтолық маталар мен драптар үшін қиындының ең аз ұзындығы 2, 8 м, ал шинельдік шұға үшін - 3 м. Бөліктің ұзындығы тиімді және тиімсіз боуы мүмкін.
Тиімді ұзындыұ - пішкен уақытта қалдық қалмайды, қалса да нормадан аспайды.
... жалғасыСіз бұл жұмысты біздің қосымшамыз арқылы толығымен тегін көре аласыз.
- Іс жүргізу
- Автоматтандыру, Техника
- Алғашқы әскери дайындық
- Астрономия
- Ауыл шаруашылығы
- Банк ісі
- Бизнесті бағалау
- Биология
- Бухгалтерлік іс
- Валеология
- Ветеринария
- География
- Геология, Геофизика, Геодезия
- Дін
- Ет, сүт, шарап өнімдері
- Жалпы тарих
- Жер кадастрі, Жылжымайтын мүлік
- Журналистика
- Информатика
- Кеден ісі
- Маркетинг
- Математика, Геометрия
- Медицина
- Мемлекеттік басқару
- Менеджмент
- Мұнай, Газ
- Мұрағат ісі
- Мәдениеттану
- ОБЖ (Основы безопасности жизнедеятельности)
- Педагогика
- Полиграфия
- Психология
- Салық
- Саясаттану
- Сақтандыру
- Сертификаттау, стандарттау
- Социология, Демография
- Спорт
- Статистика
- Тілтану, Филология
- Тарихи тұлғалар
- Тау-кен ісі
- Транспорт
- Туризм
- Физика
- Философия
- Халықаралық қатынастар
- Химия
- Экология, Қоршаған ортаны қорғау
- Экономика
- Экономикалық география
- Электротехника
- Қазақстан тарихы
- Қаржы
- Құрылыс
- Құқық, Криминалистика
- Әдебиет
- Өнер, музыка
- Өнеркәсіп, Өндіріс
Қазақ тілінде жазылған рефераттар, курстық жұмыстар, дипломдық жұмыстар бойынша біздің қор #1 болып табылады.

Ақпарат
Қосымша
Email: info@stud.kz