Санитарлық-техникалық керамиканың өндірістік технологиясы, шикізат пен сапаны бақылау

Мазмұны
Кіріспе
Керамикалық материалдар мен бұйымдар туралы жалпы мағлұмат
Керамика - деп keramike грек сөзі (keramos - саз деген сөзден шыққан) - қыш өнері деген мағынада. Керамикалық деп әр алуан ылғалдықтағы, көпшілігінде минералдық немесе органикалық қоспалары бар, саздық біркелкі массадан түрлі тәсілдермен қалыпталып және жоғарғы температурада күйдіріліп жасалатын жасанды тас материалдары мен бұйымдарын айтады.
Керамикалық материалдар мен бұйымдар өнеркәсібі қазіргі кезде бүкіл процестері механикаланған және автоматикаланған өндіріс саласы. Мұндағы ең басты өндіріс процесі - қалыпталынып кептірілген шикі материалдар мен бұйымдарды пештерде жоғарғы температурада белгілі режимде өртеу. Сондықтан, бұл өндірісте шығарылатын өнімдер күйдірілген (өртелген) материалдар мен бұйымдар деп аталады. Керамикалық материалдар номенклатурасы орасан көп. Оларға жататындар: кәдімгі күйдірілген кірпіштер, түрлі мақсатқа арналған керамикалық тастар, черепицалар, құбырлар, қаптаушы плиталар, санитарлық-техиикалық бұйымдар, электр айырушы материалдар мен бұйымдар, жеңіл толтырушылар және жылу айырушы материалдар (керамзит, перлит, вермикулит, аглоперит) және т. б. толып жатқан түрлі керамикалық материалдар мен бұйымдар.
Керамика біздің ерте заманнан бері қолданылып келе жатқан өте көне материалдың бірі. Керамикалык өнеркәсіптің соңғы жүз жылдықтардағы дамуы орыс ғалымдарының еңбектерімен байланысты екенінде дау жоқ. Әсіресе академик В. И. Вернадскийдің және проф. А. П. Земятченскийдің керамика өңдірісіне керекті шикізат қасиеттерін зерттеу жұмыстары, академик П. П. Будниковтың, Д. Н. Полубояриновтың, А. Х. Киптенко және т. б. ғалымдардың керамикалық материал өндірісін жетілдіру тұрғысыңдағы еңбектері, керамикалык өнеркәсіптің жан-жақты дамуына, сан-алуан құрылыстық керамиканы жергілікті шикізаттар негізінде қалыптасқан технологиясымен жасап шығаруға және санын көбейтіп, сапасын жақсартуға ғылыми-өндірістік әсер етті.
Жақсылап дайындалған сапалы шикізаттардан технологиялық нактылы режимде жасалынып күйдірілген материалдар мәңгілік жетерліктей басым және де түсі, фактурасы бойынша сырты ешбір қосымша өңдеуді қажет етпейтіндей болып шығады.
1. Шығарылатын өнімнің номенклатурасыСанитарлы-техникалық
бұйымдардың техникалық сипаттамалары
Таблица 1.
Жартылай
фарфор
Беріктік шегі, МПа қысқандағы майысқандағы
400-500
70-80
150-200
38-45
100
15-30
-
7-8
Санитарлық-техникалық керамика
Санитарлық-техникалық керамикаға фаянстық, жартылай фарфорлық және фарфорлық бұйымдар жатады. Бұларды өздері атты массадан гипстік қалыпқа құю тәсілімен жасап, содан кейін кептіріп және күйдіріп шығарады. Санитарлық-техникалық бұйымдарын жасау үшін ақшыл күйдірілгіш, отқа төзімді саздар және каолиндер (қалыптанатын массаның 50% шамасындай), кварц (өртеу кезіндегі тұрақтылығы үшін) және дала шпаты (жақсы қақталуы, демек пісуі үшін) қолданады. Осылардың әртүрлі арақатынасына сай фаянстың, жартылай фарфордың және фарфордың әртүрлі дәрежедегі қақталуын қамтамасыз етеді.
Фаянстан жасалынған бұйымдар (отырғызшылар (унитаздар), жуынтқыштар, шайғыш сиымдықтар және т. б. ) кеуекті сүйектерден тұрады, су сіңіргіштігі 10-12% және қысқандағы мықтылық шегі 100 МПа. Жартылай фарфордың сүйегі біраз күшті қақталынған, Сондықтан, оның су сіңіргіштігі 3 5% және қысқандағы мықтылығы 150-200 МПа. Фарфордың тығыздығы бұдан да жоғары болатындықтан оның су сіңіргіштігі 0, 2 0, 5% және мықтылығы 500 МПа жұқа қабырғалы бұйымдар жасалынады.
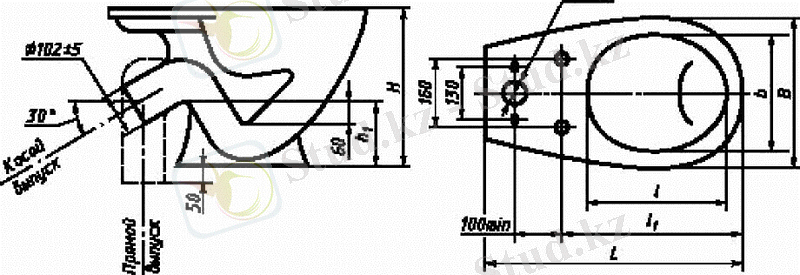
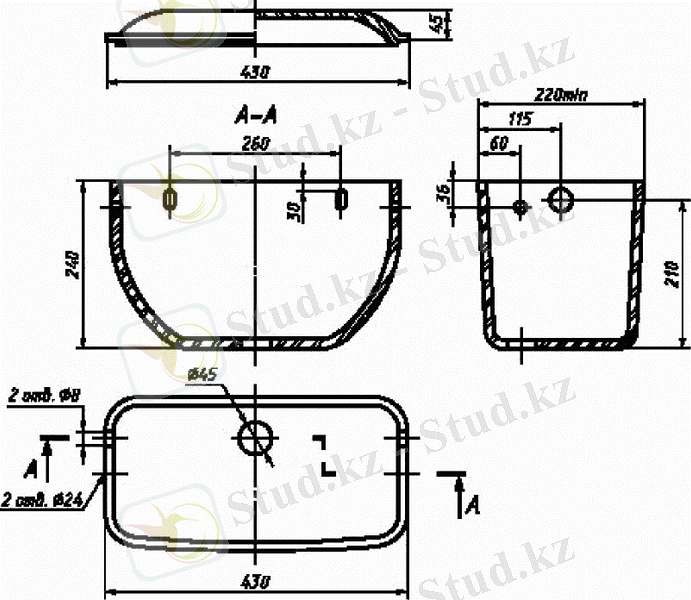
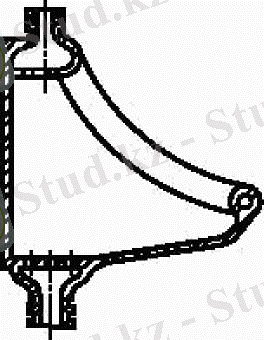
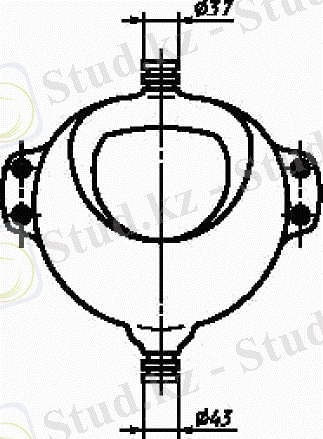
Санитарлық-керамикалық бұйымдарға, 1-суретте келтірілгендей, фаянсалық, жартылай фарфорлық және фарфорлық жуылтқыштар, отырғызғыштар, бактер, құйылғыштар, жуғыштар (бидэлер), кісі шомылатын астаулар және т. б. бұйымдар жатады.
Санитарлық-керамикалық бұйымдардың барлығы (сапасы жағынан) стандарттың және техникалық шарттардың талаптарына (МСТ) толық сәйкес болулары керек.
Оларды белгілі тәртіп бойынша бекітілген істік чертеждары бойынша жасайды. Баршасының беттері теп-тегіс, қырлары түп-түзу, біркелкілікпен жылтыр, ақ немесе түсті глазурмен жамылтқан болады. Сырт көрінісінің көрсеткішіне байланысты ең жоғарғы категориялық сападағы, 1, 2 және 3
сорттағы бұйымдарға бөлінеді.
1-сурет. Кейбір санитарлық керамикалық бұйымдардың көрінісі: Жуынтқыштар: a - жартылай шеңберлік; б - тікбұрышты; в - табанды сопақша; Құйылатын қуыстар: г - қабырғалық; д - толтырмалы (уринал) ; е - жуғыш (бидэ) ; Отырғызғыш: ж - қиғаш шықпасы бар тәрелкелік; з - кішкентай жуғыш багі бар (жинақ) комплект.
Фарфордан жасалынған 1, 2 және 3 сорттағы бұйымдардың су сіңіргіштігі 1% аспауы керек, жартылай фарфордан жасалынғандар үшін 5%, фаянсадан жасалынғандар үшін - 12%, ең жоғарғы категориялық сападағы фарфордан жасалынған бұйымдардың су сіңіргіштігі 0, 5% аспауы керек, жартылай фарфорлар үшін - 4%, фаянстықтар үшін - 11%.
Шығарылатын өнімнің өлшемдері:
Жуынтқыштар
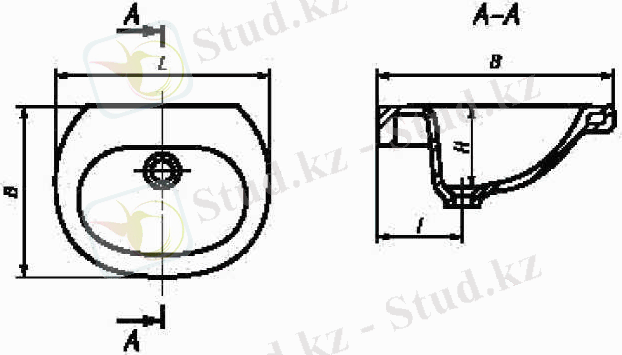
Таблица 2.
 Унитаздар
Унитаздар
Таблица 3.
Жуғыш бактар
Бидэ
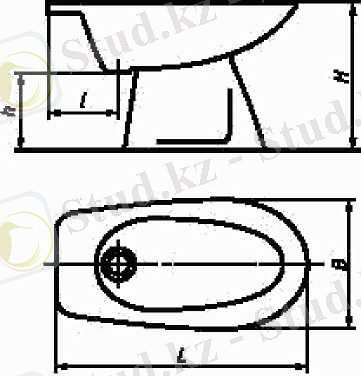
Таблица 4.
Құйылатын қуыстар (писсуар)
2. Технологиялық бөлім
2. 1 Шикізат, өндіру әдісін талдау
Санитарлық-техникалық бұйымдар
құрамындағы шикізаттар
Таблица 5.
Керамикалық материалдар және бұйымдар үшін қолданатын шикізаттар
Керамикалық бұйымдарды жасарда саздық массаны, әдетте илеуі, жұмсақ саздан, каолиннен және жұмсақтылығы жоқ қоспалардан (ширақтандырушы және жанып кетуші қоспалардан, оңай балқитындардан) тұратын құрамалардан дайындайды. Саздар мен каолиндерді керамикалық өндірісте саздық материалдар деп біріктіре атайды. Кейбір керамикалық бұйымдарды өндірерде диатомиттерді, трепельдерді және таза немесе саз қосылған сланцыларды, кеуектендірушілерді және т. б. қоспаларды пайдаланады.
Саздық материалдар және олардың керамикалық қасиеттері.
Өткен тарауда айтылғандай, саздар деп құрамы өте майда түйіршікті шөгінді тау жыныстарын айтады. Оны сумен араластырып илегенде созымталды жұмсақ балшық береді. Балшықтан қалыпталынған бұйымдар жоғарғы температурада өртелінуі нәтижесінде мықты және суға берілмейтін жасанды тасқа айналады.
Көпшілігінде дала шпаттарының мүжіле бұзылуынан пайда болған саздың химиялық құрамы, әдетте, түрлі оксидтердің проценттік мөлшерімен, ал мииералдық құрамы кристалдық структурасы бар сулы алюмосиликаттар шамасымен сипатталады. Түрлі саздардың, қандай болғанда да, құрамдарында міндетті түрде мынадай оксидтер болады: кремнезем SiO 2 (40 %-дан 70% аралығында болады) ; глинозем Аl 2 О 3 (15-35%) ; К 2 О + Na 2 О (1-5 % шамасында болады) және химиялық байланыстағы су Н 2 О - 5-15%. Бұлардан басқа саздарда тағы басқа оксидтер кездесіп тұрады, мысалы, ТіО, MgO, СаСО 3 және MgCO 3 . Алюмосиликаттық минералдардың ішінен ең көп тарағандары - каолинттік (каоллинит - Аl 2 О 3 2SiO 2 2Н 2 О және галлуазит - Аl 2 О 3 2SiO 2 4Н 2 О монтмориллонит - Аl 2 О 3 4SiO 2 4Н 2 О), монтмориллониттік (монтмориллонит - Аl 2 О 3 4SiO 2 nН 2 О, бейделлит - Аl 2 О 3 4SiO 2 nН 2 О) минералдар және слюданың түрлі дәрежедегі гидратациялану өнімдері - гидрослюдалары.
Саздар кұрамалайтын айтылған минералдардан басқа саздарда кездесетін кварцтер, дала шпаты, темір тотықтарының гидраттары және т. б. қосындылар міндетті түрде керамикалық материалдар технологиясына да, олардың негізгі қасиеттеріне де әсерлерін тигізеді. Мысалы, аз да болса кальций және магний карбонаттары саздардың отқа төзімділіктерін төмендетеді және де СаСО 3 ірі кесектері болса, онди қыш материалдарын өртеген кезде кәдімгі әк қосындысы пайда болады. Ал, ол ауада көлемін үлкейте гидратталынып, жасалынған керамикалық материалдардың өзінен-өзі жарықтанып кетуіне себеп болады. Саздағы құмдық қосындылар кремнезем мөлшерінің көбейіп кетуіне әкеліп соғады, осыған байланысты саздың созымталдығы төмендейді, өртелген бұйымның кеуектілігі жоғарылап, мықтылығы төмендейді. Глиноземнің мөлшері басымдау болған сайын саздардың созымталдығы және отқа төзімділігі жоғарылай түседі. Сілтілік және сілтілік жер металдарының болуы бұйымдардың қалыпталуын нашарлатады, отқа төзімділігін төмендетеді және бұйымдар бетінде ақ дақтар тудырады.
Саздарда болатын айтылған қосымшалар желдің және судың ағымымен саздар пайда болған жерлерінен екінші бір жерлерге айдалынып көшірілу нәтижесінде қосылады. Сондықтан, мұндай саздарды екінші рет құралған қосымшалары бар саздар деп атайды.
Бұлардың өртелініп жасалынған материалдардың түстері әр алуан болуы мүмкін.
Химиялық құрамы бойынша ең таза, көпшілігінде каолиниттен құралған саздарды каолиндер деп атайды. Каолиндік бағалы саздарды негізгі құрама ретінде фаянстық және фарфорлық бұйымдарды жасағанда қолданады. Каолиндік саздар дала шпаттарының мүжілініп бұзылуынан пайда болған жерінде құрылып жататындықтан бірінші саздар деп аталады. Қосындысыз таза болғандықтан, олар ақ түсті, созымталдығы және отқа төзімділігі жоғары болады.
Саздардың түйіршіктік (гранулометриялық) құрамын да білгеннің маңызы зор. Себебі, түйіршік құрамдары бойынша саздардың негізгі қасиеттері жөнінде, мысалы, олардың созымталдығы, кептіруге және өртеуге сезімталдығы және дайын бұйымдардың мықтылығы туралы тұжырымды пікірлер айтуға болады.
Керамикалық құрылыс материалдары мен бұйымдарын жасау үшін қолданатын саздардың гранулометриялық құрамдары әр алуан, дегенмен мына төменде келтірілген аралықта ауытқиды, %: 0, 25 мм жоғары шамадағы түйіршіктер - 0, 2 - 2
0, 25 мм-ден 0, 05 мм дейінгі - 2 - 26
0, 05 мм-ден 0, 01 мм дейінгі -12-46
0, 01 мм-ден 0, 005 мм дейінгі - 10-55
0, 005 мм-ден кіші - 10-40.
Саздардың түйіршік құрамдарын Рутковскийдың тәсілімен шамалап анықтайды. Осы тәсіл бойынша саздар түйіршіктерінің ірілігіне байланысты үш түрге бөлінеді:
Түйіршіктері 0, 05 мм ірі - құм;
Түйіршіктері 0, 05 мм-ден 0, 005 мм дейін - шаң;
Түйіршіктері 0, 005 мм-ден майда - саздық зат.
Сазда неғұрлым ірілігі 0, 005 мм аспайтын өте майда түйіршіктер көп болса, соғұрлым оның созымталдығы, байланыстырушы қабілеті және сулағандағы ісіну шамасы жоғары.
Саздық зат құрамындағы 0, 005 мм-ден ірі емес түйіршіктер мөлшерін анықтау үшін 150 г ауалық құрғақтағы талқандалынған топырақты майда елек арқылы елейді. Електен өткен заттың 5 см 3 мензуркаға шамалы тығыздап салады. Одан кейін оның үстіне 50 см 3 су құйып, ұшына резинка кигізген шыны таяқшамен әбден езгілейді. Содан соң оған 3 см 3 10 %-тік хлорлы кальций ерітіндісін қосады да тағы араластырады, сосын мензурканың 100 см деңгейіне дейін су құйып тағы біраз араластырып, 24-48 сағатқа тұндыруға қояды.
Мензуркадағы саз әбден тұнып су таза мөлдір болған кезде шөгіндінің көлемін белгілеп, сол арқылы саздық түйіршіктерінің мөлшерін кесте 6. 1. пайдаланып, анықтайды. Кестеде A - тұнбаның көлемі, см 3 , Б - сынамадағы 0, 005 мм майда түйіршіктің мөлшері, %. Құрамында 15 % көп саздық түйіршігі бар саздар керамикалық құрылыс материалдарын жасауға ең жарамды болып табылады.
Шикізаттың саздың түйіршіктер құрамы
Таблица 6.
Құрамында 15 %-дан аз саздық түйіршіктері бар топырақтан жасалынған материалдың мықтылығы нашар болады. Ал, саздық түйіршіктер мөлшері 30-35%-дан көбірек болған жағдайда саздар өте «майлы» болғандықтан ширақтандыруды қажет етеді, әйтпесе қалыпталынған бұйымдар кептіру мезгілінде жарықтанып кетеді де, жарамсыздары көп болады.
Сазда құмның қанша бар екенін білу үшін байқауға алынған саздан 10 см алып мензуркаға салады, үстіне 100 см 3 бөлікке дейін су құяды, жақсылап араластырған соң 90 сек. уақыт бойы тұндыруға қояды. Одан кейін ақырындап тұнбаның 18 см 3 төгеді де қайтадан судың деңгейі 100 см 3 жеткенше су құяды. Осылайша суды мензуркадан төгуді және қайтадан оған суды құюды шөгіндінің үстіндегі су 90 сек. ерте уақыт ішінде мөлдір болып үлгергенше қайталайды. Сонда мензуркадағы шөгінді тек құмнан тұратын болады, демек 0, 05 мм түйіршіктері қалады. Байқаудағы құмның пайыздық мөлшерін мензуркадағы шөгінді көлемін, см 3 , 10-ға көбейтіп есептейді. Әдетте, сазда құмның мөлшері 15 %-дан 35 %-ға дейінгі аралықта болады.
0, 005-0, 05 мм аралығындағы түйіршіктердің пайыздық мөлшерін 100%-дан саздың және құмның пайыздық қосындыларын алу арқылы анықтайды. Сонда шаңның мөлшері 35-40% аралығында болса, онда саз жақсы деп мойындалады.
Далалық жағдайларда балшықты саздан былайша ажыратады: саз қолмен ұстағанда жұмсақ майлы сезінеді, пышақпен жонылады, жоңқасының пышақпен тілінген беті жылтыр келеді, суда баяу жұмсайды. Құрғақ балшық ұрғанда майда түйіршіктерге оңай шашырап кетеді. Оны саусақтың арасында үйкегенде құм түйіршіктері сезіледі. Балшық бетіне түсірген сызық саздыкіне қарағанда күңгірт, тереңдеу және кеңдеу келеді. Құмдақ балшықтан көзге анық көрінетін көп мөлшердегі құмдық түйіршіктермен ерекшеленеді, онда саздық түйіршіктер шамалы болады.
Саздардың керамикалық қасиеттері олардың созымталдықтарымен, байланыстығымен және біріктіруші (байланыстырушы) қабілетімен, кептіруге және жоғарғы температура әсеріне көрсететін әрекетімен сипатталады.
Саздың және одан жасалынатын материалдар мен бұйымдардың қасиеттерін реттеуге қолданатын қоспалар.
Саздық шикізаттың бір өзін керамика өндірісінде кеңінен қолданады. Сазға басқа қосымша материалдарды (құнарсыздандырушы, жанып кетуші, оңай балқығыш материалдар және арнаулы қоспалар) қосу арқылы оның технологиялық қасиеттерін және жасалынатын бұйымдар сапасын жақсартады.
Құнарсыздандырғыш материалдары саздық массалардың құрамына олардың созымталдығын, кептірілу және өртену қасиеттерін реттеу үшін, кептіру және өртеу ұзақтығын қысқарту үшін қосады. Оларда ірі түйіршіктер болмау керек, ал 0, 25 мм майда түйіршіктер мөлшері 20 %-дан аспауы тиіс. Осындай мақсаттармен құнарсыздандырушы қоспа ретінде табиғи құмды және маршалитті - ұнтақтылығы жоғары топырақты (кварцтік материал) ; жасанды қоспалардан - суынан ажыратылған сазды, шамотты, шлакты және күлді қолданады. Суынан ажыратылған сазды, әдетте 6000-7000°С температурада кәдімгі сазды қыздырып барып алады. Шамотты - отқа берік немесе қиын балқитын сазды 1000-1400°С өртеп, сонан кейін түйіршік құрамы 0, 16-2 мм аралығында болатындай дәрежеде диірменге тартып алады.
Жанушы (кеуектендіруші) қоспаларды саздық массаларға кеуектілігі және жылуға тосқауылдығы басым керамикалық бұйымдар алу үшін қосады. Сонымен қатар, олар саздық массаның созымталдығын төмендетіп, бұйымдардың бірыңғай қауіпсіз өртелуін қамтамасыз етеді. Осындай мақсат үшін өртеген мезгілде газ (СО 2 ) бөле диссоциацияланатын тау жыныстарын (бор, доломит, ізбес тас және т. б. ) немесе жанатын (жертезек ұнтағын, ағаш ұнтақтарын, көмір ұлпасын және т. б. ) материалдарды саздың құрамына енгізеді.
Кейбір түсті керамика бұйымдарын алуға мұқтаж болғанда, саздық массаға металдар оксидтерін де (темірдің, хромның, никельдің, мыстың, кобальттың және т. б. ) қосады.
Глазурьлар мен ангобалар. Сыртқы әсерлерге тұрақтылығын асыру үшін, материалдарға және бұйымдарға сәндік пен әсемдік өңін қамтамасыз ету мақсатымен, кейбір керамикалық бұйымдардың бетіне глазурь немесе ангоба жағып өңдейді.
Глазурь (Glasur деген неміс сөзі, Glos - шыны деген сөзден алынған) - өртеумен ұстастыратын қалыңдығы 0, 15-0, 3 мм шыны тәрізді массаның керамика бұйымдарына жағылатын қабаты. Химиялық құрамы бойынша глазурь сілтілік, сілтілікжерметалдар силикаттары, алюмосиликаттар, алюмоборосиликаттар шыныларынан тұруы мүмкін. Глазурь керамикалық бұйымдарды кірленуден, қышқыл мен сілтінің әсерінен қорғап, олардың су өткізбейтіндігін және де талапқа сай декоративті қасиетін қамтамасыз етеді. Глазурьлар мөлдір немесе күңгірт, түсті немесе түссіз болулары мүмкін. Глазурьларды дайындау үшін кварц құмын, каолинді, дала шпаттарын, қорғасын немесе стронций оксидтерін, бор қышқылын, сілтілік және сілтілікжерметалдар тұздарын және т. б. пайдаланады.
Ангоб (engobe деген француз сөзі - керамикалық декоративтік бүркегіш қабат) - бұйымды өртер алдында бетіне жұқалап жағылатын керамикалық-әсемдік қою ағатын масса. Ангоба керамикалық бұйымдардың түсін және келіспейтін структуралық кескіндерін бүркеп әдемілейді. Ақ өртенгіш саздан алынатын ақ ангоба және түске бояйтын қоспалар қосылған саздан алынатын түсті ангобалар болады. Ангобаларды түсті кірпіштерді және фасадтарды қаптауға жұмсалатын екі қабатты қаптаушы бұйымдарды жасау үшін қолданады. Ангоба қабаты мөлдір немесе әшекейленген глазурьмен жабылуы мүмкін. Ангобаның глазурден айырмашылығы өртеген кезде балқымайды, яғни шыны тәрізді қабық құрамайды, сондықтан, ангоба жағылған керамика өртеу нәтижесінде беті түсті күңгірт болып шығады.
Арнаулы қоспалар керамикалық бояулардың түсін жақсартады, ала-жұлақ таңбаларды болдыртпайды, саздағы табиғи қосындылардың зияндық әсерлерін жоюды қамтамасыз етеді. Бұларға жататындар: сұйық шыны, түрлі бояулар, ас тұзы және т. б. қосындылар.
Сазды сақтау тәсілдері.
Сазды күз және қыс мезгілдерінде дұрыстап сақтау зауыттың ырғақты (ритмді) жұмыс істеуі үшін және тұрақты сападағы керамикалық бұйымдар шығару үшін өте маңызды факторлардың бірі. Әсіресе, маусыммен жұмыс істейтін шағын зауыттар үшін саздарды дұрыстап сақтау факторы шығарылатын бұйымдар өнімін асыруды қамтамасыз етеді.
Климаттық жағдайға байланысты қыс және күз мезгілдерінде сазды түрлі тәсілдермен сақтайды: жылыланған ашық карьерде, кең шұңқырларда (котловандарда) және маяларда. Осылардың ішінде жылыланған карьерде сақтау тәсілі тиімді келеді, Бұл тәсілдің мәнісі мынада:
- алдын-ала саз шығарылуы белгіленген жер бөлігінде (участкада) күзде ашу жұмысын жүргізеді, көктемгі жауын және қар еру суын тосқауылдап аластату үшін, бұл жерді айналдыра арық қазып, участканың бетін жылу айырушы материалдарымен (ағаш ұнтағымен, сабанмен, шлакпен, қураймен және т. б. с. с. ) жылылап жауып тастайды.
Жылылаушы материалдар қопсытылынған және құрғатылған болу керек, Сондықтан, мұндай материалдар қабатын бірінші аяз түсерде төсеп, күздік жаңбыр суына тигізбей құрғақтығын қамтамасыз етеді, Айтылған жылылаушы материалдар қабатының қалыңдығы орталық аудандарда 50 70 см. солтүстік аудандарда - 80 см дейін, ал оңтүстікте 45 50 см. Карьердің саз шығарылатын жеріндегі ауданға жылылаушыны төсегенде, оның қалыңдығын күзде және қыстың алдыңғы айларында ең үлкен қалыңдығының 30 %, ал қаңтарда - ақпанда - 60 % қабылдайды. Жылытылатын жердің ауданы зауыттың өнімділігіне байланысты болады. Мысалы, кірпіш зауытында оны былайша анықтайды:
... жалғасы
Сіз бұл жұмысты біздің қосымшамыз арқылы толығымен тегін көре аласыз.
- Іс жүргізу
- Автоматтандыру, Техника
- Алғашқы әскери дайындық
- Астрономия
- Ауыл шаруашылығы
- Банк ісі
- Бизнесті бағалау
- Биология
- Бухгалтерлік іс
- Валеология
- Ветеринария
- География
- Геология, Геофизика, Геодезия
- Дін
- Ет, сүт, шарап өнімдері
- Жалпы тарих
- Жер кадастрі, Жылжымайтын мүлік
- Журналистика
- Информатика
- Кеден ісі
- Маркетинг
- Математика, Геометрия
- Медицина
- Мемлекеттік басқару
- Менеджмент
- Мұнай, Газ
- Мұрағат ісі
- Мәдениеттану
- ОБЖ (Основы безопасности жизнедеятельности)
- Педагогика
- Полиграфия
- Психология
- Салық
- Саясаттану
- Сақтандыру
- Сертификаттау, стандарттау
- Социология, Демография
- Спорт
- Статистика
- Тілтану, Филология
- Тарихи тұлғалар
- Тау-кен ісі
- Транспорт
- Туризм
- Физика
- Философия
- Халықаралық қатынастар
- Химия
- Экология, Қоршаған ортаны қорғау
- Экономика
- Экономикалық география
- Электротехника
- Қазақстан тарихы
- Қаржы
- Құрылыс
- Құқық, Криминалистика
- Әдебиет
- Өнер, музыка
- Өнеркәсіп, Өндіріс
Қазақ тілінде жазылған рефераттар, курстық жұмыстар, дипломдық жұмыстар бойынша біздің қор #1 болып табылады.

Ақпарат
Қосымша
Email: info@stud.kz