Шымкент қорғасын зауытында күкірт қышқылын өндіру технологиясы мен контактылы тотығу үрдісінің сипаттамасы

1 ТЕХНОЛОГИЯЛЫҚ БӨЛІМ
1. 1 Шымкент қорғасын зауытында қорғасын өндірудің жалпы сипатгамасы
Шымкент қорғасын зауыты сырттан әкелінетін шикізатпен-сульфидті флотациялық концентратпен жұмыс істейді. Зауытқа Қазақстан, Орта Азия, Оралдың түрлі фабрикаларынан шикізаттың 20 түрі келіп түседі. Сонымен қатар басқа кәсіпорындардан қүрамында қорғасын бар қалдықтар әкелінеді. Негізі шикізатты жеткізушілер, барлық көлемнің 80-85% Ащысай (Қазақстан), Алмалық (Өзбекістан) полиметал комбинаттары жеткізеді.
Қорғасынның 10% сульфидті тотыққан кеннен алынады. Концентрат зауытқа әрбірінің сыйымдылығы 3-5 тонна болатын метал контейнерлерде жеткізіледі. Түсетін концентраттардың ылғалдылығы 12-18% шеңберінде ауытқиды. Олар кептіргіш барабанда кептіріліп, транспортерлер жүйесімен қайтадан қоймаға тасмалмалданады. 1 -кесте- Шикізат құрамы
Агломерация шихтасында флюстер ретінде пиритті концентраттар, кварцті алтыны бар кен, әк тас, темір кені қолданылады.
Зауытқа келетін сульфидті кендер немесе концентраттар шихта дайындауға жұмсалады; концентраттар, флюстер мен қоспаларды еріту штабельдік шихтарникте жүзеге асырылады.
Шихтаны келесі қүрамды шлакты алу есебімен қүрайды: 8іО 2 19-23% ; ҒеО 28-33% ; СаО 14-17% ; 2пО 17%
Шихтаны дайын штабельден өнімділігі 30-120 м 3 /сағ болатын арнайы шихта орталықтандырғыш машинамен пісіруге жібереді.
Агломерация кезінде шихта айналуының химиялық және физикалық реакциялары жүреді. Негізгі химиялык реакциялар сульфидтердің ауа оттегісімен тотығу реакциясының үрдіс барысын анықтайды. Төменнен үрлеу арқылы агломерация кезінде шихтаның негізгі қабатының жануы төменнен жоғары жүреді. Күйдіру және пісіру үрдісін күшейту, сапалы агломерат алу және газдардағы SО 2 құрамын ұлғайту мақсатымен, 24% оттегімен байытылған үрлеу арқылы агломерация әдісі қолданылады. Агломашинада тістік үгітілуден кейін ол үш фракцияға бөлінеді. Ірісі ерітуге жіберіледі, жеңілі шихтаға түседі, ал өлшемі 15-22 мм орташасы агломашинаға қайтып келеді.
Артық айналым агломераты бар ірі шихта нашар жанады және негізгі
Қабатты жатщьтштындяй отыны жеткізіледі. Зауытт жумысшыларының бакылаулары нәтижесінде келесі қортындыға келген: шихтаның ең қолайлы жануы, материалдың ірілігі 5-8мм көп болса жүреді.
Агломашинаның газды-ауалық режимін таңдау, аглогаздардан максималды күкірт алудың шарттарын қүрумен айқындалады. Осы максатпен үрдісті аглогаздарға SО 2 концентрациясын ұлғайту арқылы жүргізеді.
Қақпақ асты газдары үрлегіш камералардың астында үш нүктеде тіреледі. Бірінші камераның астындағы қақпақтар басты камералардың астындағы қақпақтың қаннықпаған газдың газөткізгіштігімен қосылған.
Қанықпаған газдар ылғалды мұнараларға келіп түседі, одан кейін электросүзгіштер, күкіртті қышқылдық цехта электросүзгіштерде қатты бөлшектерден тазартылады. Күкіртті шикізаттан қаныққан газға алу 69%, қанықпаған газдың көлемі -6000 нм/сағ, қаныққан газдың көлемі 6000 нм/сағ дейін, қаныққан газдың шаңдануы 10-15г/м, газдағы 8О 2 қосылысы 4-5%, қанықпаған газдағы SО 2 1-1, 5%, агломераттағы S қосылысы 3%-ке дейін және шихтадағы S8-9% .
Шахталық балқытудың мақсаты- агломераттағы тазартылмаған қорғасынның тотығын қайта қалпына келтіру жолымен тазартылмаған қорғасын алу болып табылады. Агломерациядан кейін агломерат алты бункерлерге түседі. Агломерат пен айналым материалдарын пешке салу жартылай автоматты режимде жүргізіледі. Шахталық балқытудың өнімдері -тазартылмаған қорғасын, шлак, қанықпаған штейн және шаң.
Тазартылған қорғасынның құрамы: РЬ-94%, S-0, 35%, Аи- 6-7%, С и -3% және тағы басқалар.
Тазартылған қорғасын 900-1000°С-та сифондық қүрылғы арқылы сыйымдылығы 4-5м 3 қазандарға жіберіледі. Тельферлі таразыда өлшегеннен кейін тазарту цехына тасмалданады да, шағылдырғыш пешке қүйылады. Бүл пещ қорғасынды үздіксіз қүрғатуға арналған, және де бүл кезде тауарлық штейнде мыс алынады:
Тазартылған қорғасын сульфидтеуге, содан кейін 350-380° С -та телурсыздандыру жіберіледі.
Осыдан кейін қорғасын күмістен бөлінуге жіберіледі де, соңында сапалы тазартуға жіберіледі.
Тауарлық қорғасыннан қорғасын прокаты, қүбырларда және басқаларда дайындалады да, ал висмуттан висмуттық грандар жасалады.
1. 2 Шикізат және материалдар сипаттамасы
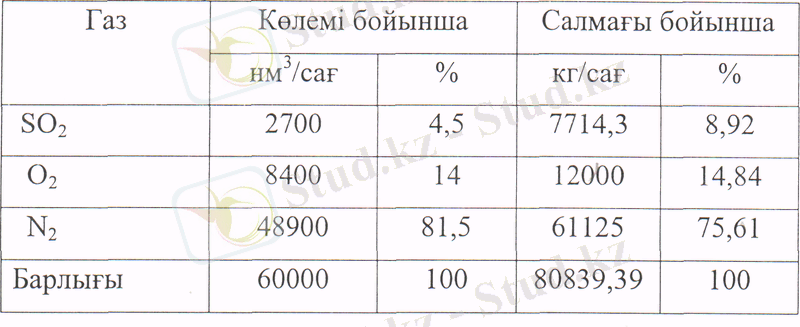
Күкірт қышқылын алудың басты шикізаты -агломерацияның қаннықан газы болып табылады. Оның қүрамы келесідей:
2 -кесте- Газдардың қүрамы
Аглогаздарды байыту үшін күкірт күйдіргіш күрылғыларды кәдімгі күкіртМЕСТ 127-76 күйдіріледі.
Күкіртті қышқылдықтық өндірісте табиғи газ қолданылады, ол газөткізгіш арқылы алынады. Электр энергисы Өзбек -энерго жүйесінен алынады. Цехта айналым сумен істейді. Жылу энергисы негізінде шлак айдау құрылғысы мен балқыту пештерінің жұмысы арқылы қамтамасыз етіледі.
1. 3 Күкірт қышқылын алу
Қорғасын өндірісінің қаннықан газдары агломерациялық цехтың агломашинасынан екі дымқылдаушы мұнараға салқындату үшін түседі Әрбір кезекте техникадық суды арнайы форсункалармен тоңаздатады. Техникалық суды форсункаларға тасмалдау 5-6 атм. Жоғары қысымға тең сорғыштармен жүзеге асырылады.
Мұнаралар газдың электрсүзгіш камерасына кіру алдында орналасқан, әрбір мұнараға 18 форсунка бар, олар температура жоғарлаған сайын автоматты түрде қосылады. Мұнараға кірер алдында температура 150° С-тан 250 С-қа дейін болады. Электросүзгішке кірерде газдың шаңдылығы құжаттық деректерге сәйкес 10-25 г/мм 3 шегінде болу керек, ал тазартылғаннан кейін 0, 008-0, 1г/нм 3 , ПӘК 99% болуы қажет. Электрсүзгіштің жұмысын шаңды-газды зертхана бақылайды. Келесі параметрлер үздіксіз бақыланады:
1. Дымқылдаушы мүнараға кіру және электрсүзгіштен шығудагы газдардың температурасы.
2. Жүмыс істейтін форсункалардың саны.
3. Сүзгіш арқылы өтетін газ көлемі.
4. Мұнара мен сүзгіштердің аз метрлік жұмыс режимі. Суытылғаннан кейін қаннықан газдар шаңнан тазарту үшін 1 жүйс
бойынша "Лурги" ФРГ қүрғақ электрсүзгішіне және 2 жүйе бойынша СЩ' 22, 5x4 қүрғақ электрсүзгішіне келіп түседі.
"Лурги" фирмасының бірінші кезегі екі бір-бірінен тәуелсіз камерадан құралады. Электрсүзгіштің әрбір камерасы тәуелсіз газ өту жолы бар екі секцияға бөлінген.
Электрсүзгіштің секциясында төрт электрлік өріс бар, барлығы 16 оріс олар 4 селендік электрагрегатпен қызмет істейді.
Электрсүзгіштің тұндырмалы электродтары ерекше пішінді жалпақ тілік болып келеді, қалыңдығы1, 24мм, өлшемі 400x4100 мм.
Әрбір электр өрісінде 21 тұндырмалы электрод орналасқан, әрбір электрод төрт жалпақ тіліктен құралады. Бір секцияның жұмыс қимасы 22, 5м 2 тең.
Электродтар цементті болаттан жасалған, жартысы жүлдыз пішінді сым, жартысы шахматты тәртіпен орналасқан, электродтың бетін үлайтуға арналған пісірілген стерженьдер бар квадраттық қима.
Сүзгіштердің аз метрлік режимі:
-мүнара алдында± 0, сүзгіштер артында-Юмм су діңгегі;
-электр өрісіндегі газ жылдамдығы -0, 25 м/сек тең.
Қүрғақ электрсүзгіштерде шаңнан тазартылған кейін, қаннықан газдар шаю бөліміне түседі. Шаю бөлімінде газ тізбектей формүнарадан өтеді, 1 шаю, электрсүзгіштің бірінші қадамы, 2 шаю мүнарасы, электрсүзгіштің екінші қадамы.
Формұнара газды қүрғату және шаңнан шаюға арналған. Газ мүнараның төменгі бөлігінен Ø 182Омм көлбеу газөткізгіш арқылы кіріп, жоғарғы жағынан мүнара қақпағынан сондай газөткізгіш арқылы шығады. Суарушы қышқыл мүнараны суландыру үшін коллектор және тоңаздатқыш арқылы өтеді, мүнараны өтіп, оның түбінде жиналады да, титанды қышқылөткізігш арқылы мүнарадан түндырғышқа шығарылады Габариттері : Ø 5500мм, Н -1200мм- болаттан.
Формұнараның тұндырғышы- болаттан . Қорғасын және қышқылға төзімді кірпішпен футерленген. Габариттері: Ø 9000мм, Н 6000 мм. Селен және шаң қоспасы бар қышқыл түндырғышқа штуцер арқылы жоғарғы жақтан келеді; түндырылып жоғарғы жақтан штуцер арқылы, тазаланып, Қышқыл өткізгіш арқылы титаннан (Ø 400мм) жинағышқа бағытталады.
Мұнараның жинағышы болаттан жасалған. Габариттері: Ø 242Омм, L 1мм. Қышқыл жинағышқа Ø 400мм штуцер арқылы жинағыштың
жоғарғы бөлігінен келіп түседі. Жинағыштан қышқыл әрбірінің өнімділігін 250м 3 /сағ, 7х-94 маркалы, қысымы су діңгегінің 35мм болатын екі центрдден тепкіш сорғыштарға келіп түседі. Центрден тепкіш сорғыш қышқылды коллекторға мұнараны суландыру үшін жібереді.
Бірінші шаю мүнарасы газды одан әрі қүрғату және шаңнан тазарң, үшін қажет. Габариттері:0 5500мм, Н 1200мм. Суландырғыш қышқі. ц, мұнараны суландыру үшін коллектор және тозаңдатқыштар арқылы кецц, түседі, мұнараны өтіп, оның түбінде жиналады. Қышқылмен қоса газдцц шықкан селен мен шаң қоспалары шығады. Суыту үшін қышқі. ц, суландырғыш тоңазытқыштарға келіп түседі. Бірінші шаю мүнарасыіц,, ,, суландырғыш тоңазытқыштары: Ø 100мм, L ЗОООмм болатын құбырлардан құралған.
Бірінші шаю мүнарасының жинағышы. Габариттері: Ø 2420мм, 1мм. Қышқыл жинағышқа оның жоғарғы бөлігінде орналасқан штунер арқылы келіп түседі. Қышқыл жинағыштан екі центрден тепкіш сорғыштарі „ жіберіледі( өнімділігі 250м 3 /сағ, 7х-94) .
Бірінші шаю мұнарасында әлсіз қышқыл түзу арқылы газ құрамындағы SО 3 пен ылғалды жергілікті конденсациялау жүзеге асырылады. Бірінші шаю мұнарасынан шаңнан тазартылған күкіртті газ шығады, оның құрамында аз көлемде селен және үлкен көлемде күкіртті қышқылдық түман болады. Осы қоспалардан тазарту үшін газды ылғалды электрсүзгіштерден бірінші қадамына - электрлік тазалауға бағытталады.
Бірінші қадамды ылғалды электрсүзгіш.
ПМКЦ -10 - электрсүзгіштің типі. Күкіртті газ электрсүзгішпен төменнен жоғары қарай жүріп өтеді, селен және күкіртті қышқылдың тұманның қоспаларынан тазартылады. Электрсүзгіштің бірінші қадамынан Ø 1820мм газ өткізгіш арқылы екінші шаю мұнарасына өтеді.
Екінші шаю мұнарасы. Күкіртті газ электрсүзгіштен төменнен жоғары пай жүріп өтеді. Конденсат электрсүзгіштің екінші қадамынан формұнараның тұндырғышына түседі.
Кептіргіш бөлім: Тазартылған газ шаю бөлімінен газөткізгіш арқылы Ø 1520мм) кептірілуге түседі. Кептіру екі қадаммен 1-ші және 2-ші кептіру мұнараларында жүзеге асырылады. .
Бірінші кептіргіш мүнара. Суландырғыш қышқыл тарату бөшкесінен тозаңдатқыш арқылы мүнараны суландыруға келіп түседі. Қышқыл мүнарадан қышқыл өткізгіш арқылы суландырғыш тоңазытқышқа түседі(Ø 100мм, L З000мм, су беті 960м 2 )
Қышқыл суландырғыш тоңазытқыштың түтіктері бойынша төменнен жоғары қарай жүріп өтеді. Қышқыл тоңазытқышта суығаннан кейін, жинағышқа келіп түседі. Бірінші кептіргіш мүнараның жинағышы: қышқыл жинағышқа штуцер арқылы түсіп, екі сифон арқылы шығады да, 8х-94 типті екі центрден тепкіш сорғышқа келіп түседі.
Қышқыл сорғышпен тарату бөшкесіне таратылады. Бөшке қақпағы арқылы кіріп, төменгі жақтан шығады. Тарату бөшкесінен артық қышқыл дайын өнім қоймасына және моногидратты абсорбер цикылына жіберіледі. Газды соңғы кептіру екінші кептіру мүнарасында өтеді.
Екінші кептіргіш мүнара өнімділігі 20м /сағ болатын 11 тоңазытқыш арқылы күкірт қышқылымен суландырылады. Қышқыл сүғындырма арқылы ағады. Суытылған қышқыл екінші кептергіш мүнараның жинағышына бағытталады да, тарату бөшкесіне, одан кейін тоңазытқыш арқылы екінші кептіргіш мұнарасына жеткізіледі.
Екінші кептіргіш мүнараның кептіру қышқылының концентрациясын Мөлшерінде үстап түру үшін, моногидратты екінші екптіру мүнарасының жинағышына тасылмалдау қарастырылған. Кептірілген газ газөткізгіші бойынша (O 1520 мм) тамшыүстағыштарға бағытталады.
Тамшыұстағыштар екінші кептіргіш мұнарадан кейін: екінші кептіргіш мүнарадан газ ағынымен шашыраған қышқыл тамшылары сұғындармада кідіріп, тамшыұстағыштардан екінші кептіргіш мұнараның жинағышына келіп түседі. Ылғалдан кептірілген газ, қышқыл тамшыларынан босатылып, турбо газды үрлегіштің сору коллекторына, одан кейін контакт бөліміне бағытталады.
Турбогазды үрлегіш 1050-13-1 типті, өнімділігі 66 000 м 3 /сағ; Қысымы су деңгегінің 1850мм тең. Турбогазды үрлегішпен газ тамшыүстағыштар циклонына тасылмаданады. Газ циклонға тальгенциалды келіп түседі. Май бөлінуден кейін газ параллельді жылу алмасу бөліміне бағытталады.
Жылу алмасу бөлімі қоршаған ортаға жылу бөлуді азайту үшін арналған. Сыртқы жағынан аппарат оқшауланған. Габбариттері: 0 4216 мм, һ 10250 мм, SО 2 газы қүбыраралық кеңістік бойынша төменне жоғары қарай бір жылу алмасу бөлімінде қозғалады. SО 3 газы құбырлық кеңістік бойынша төменнен жоғары қарай қозғалып, қүбыраралық кеңістіктегі SО 2 газына жылуын береді де басқа жылу алмасу бөліміне келіп түседі. Оны жоғарыдан төменге қарай өтіп, абсорбация бөліміне келіп түседі. Қызған күкіртті газ контакт бөліміне бағытталады. Түйіспелі аппаратттар:
Түйіспелі аппарат - болаттан жасалған целиндірлік корпус, ортасында шойындық құбырлардан қүралған тіреуіш тіреу орналасқан. Габариттері: Ø 12 м, Н 12 м. Катализатордың бірінші қабатын өткен газ бірінші жылу алмасу бөлімінің қүбыраралық кеңістігінде суытылып, катализатордың екінші қабатына келіп түседі, одан кейін екінші жылу алмасу бөліміне және содан контактылы массаның үшінші қабатына барады, одан қатпарлы жылу алмасу бөліміне және контактылы массаның төртінші қабатына келіп түседі, содан кейін контактылы аппараттан шығып, екінші сыртқы жылу алмасу бөліміне бағытталады. Одан ол жылудың бір шамасын сыртқы жылуалмасу
бөлімінен келетін газға беріп, абсорбацияға түседі. Контакталы жүйені қосу үшін оттығы бар қосылғыш жылытқыш орнатылған.
Қосылғыш жылытқыш. Габариттері: Ø 2500м һ 8835мм. Газ отының жағуынан жылытқыштың оттығынан болат газөткізгіш арқылы жылытқыштың жоғарғы қабылдағыш камерасына келіп түседі. Қабылдау камерасы жоғарғы температураның әсерінен қорғау үшін арнылған.
Қосылғыш жылытқыштың оттығы газды жағуға
арналған. Габариттері: Ø 2500мм, L 5400м. Өңделген түтіндік газдар жылытқыштан түтіндік қүбыр арқылы атмосфераға шығарылады.
Моногидратты абсорберде күкірт ангидридін сіңірушілік. Контакталы тораптың жылуалмасу бөлімінде суытылған газ (қүрамында күкірт ангидриді бар) абсорбациялық бөлімге сіңіру үшін түседі. Сіңіру үрдісі екі қадаммен жүреді: 1-ші және 2-ші моногидритті абсорберлерде.
1 моногидритті абсорбер: абсорбер 11 тозаңдатқыш арқылы күкірт қышқылымен суландырылады, әрбірінің өнімділігі 25м 3 /сағ, моногидрат сұғындырма бойынша ағып, абсорбердің түбінде жиналады да, шойындық кышқылөткізгіш арқылы суландырғыш тоңазытқвшқа жіберіліді.
1 моногидритті абсорберді төменнен жоғары қарай өткен газ газөткізгіш бойынша (Ø 1520x10) 2 моногидритті абсорберге бағытталады, оның қүрылымы 1 абсорберге үқсас. 2 абсорберден кейін газ тамшыұстағыштарға бағытталады.
Тамшыұстағыштар. Габариттері: Ø 55ООмм, һ 12200мм. Тамшыүстағыштардың сүғындырмасынан өтіп, моногидрат жинағышына келіп түседі. Мұнараны төменнен жоғары өткен газ қышқыл тамшыларынан босатылып, атмосфераға шығарылады. Кептіру абсорбациялық бөлімінде күшті қышқылдарға арналған вакумдыққүрылғы бар, сорғыштың салышктерінен қышқылды сіңіру үшін қызмет етеді.
Вакум -жинағыш. Габариттері: Ø 500мм, һ 1005мм. Кислота штуцер аркылы келіп, төменгі жақтан шығады да, моногидрат жинағышына келіп
түседі.
1. 4 Күкіртгі ангидрид тотығуының контактылы бөлімінің технологиялық үрдісінің сипатгамасы
1. 4. 1 Тотығу үрдісінің физико-химиялық негіздері
Күкірт қышқылы өндірісінде контакталы әдіспен SО 2 тотығуының реакциясы. Катализатор арқылы жүреді:

Бұл үшін газды стационарлық күйдегі катализатормен түйістіріледі. Тотыққан SO -нің көлемін газдағы күкірт диокидінің жалпы мөлшерімен сипаттайды. Әрбір катализатор нақты өзіне тән алмасу дәрежесін қамтамасыз етеді. Күкірт қышқылын өндіру кәсіпорындарында БАВ, СВД, СВНТ, СВС, ИК-1-4 катализаторы қолданылады. Көбнесе өнеркәсіпте СВД, СВНТ катали-заторлары пайдаланылады. Олар жоғарғы технологиялық көрсеткіштерді қамтамасыз етеді.
1. 4. 2 Айналудың тепе-тендік дәрежесі
Катализатордағы SО 2-нің айналу дәрежесі оның белсенділігіне, газ қүрамына, газдың катализатормен катынасу үзақтығына, қысымына тәуелді. Осы құрамды газ үшін теория жүзінде, айналудың тепе-теңдік дәрежесі температураға тәуелді деп алынады да, келесі теңдікпен көрсетіледі:
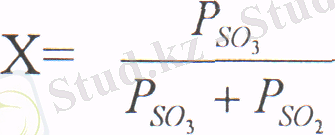
Мұндағы, Р so3 және Р so- S0 2 мен S О 3 -тепе-тең қысымы.
1. 4. 3 S О 2 - нің S Оз-ке тотығу ракциясының жылдамдығы
SО 2 -нің тотығу жылдамдығы өте маңызды болып табылады. Осы реакцияның жылдамдығына келесілер тәуелді: уақыт бірлігін катализатор массасының бірлігіне шаққандағы тотығатын күкірт диоксидінің мөлшері, катализатор шығыны, контактылы аппараттың өлшемдері және басқада үрдістің технико-экономикалық көрсеткіштері.
SО 2 -нің тотығу жылдамдығы түрақты жылдамдықпен сипатталады:

мұндағы, Е- активтену энергиясы, Дж/моль, кал/моль,
К- универсалды газды түрақты 8, 326 Дж/моль*к не 1, 98кал/моль°С, Т-абсолютті температура, °К, К-коффициент.
SО 2 -нің SО 3 -ке тотығу ракциясының Е активтену энергиясы өте үлкен, сондықтан катализаторсыз гамогенді тотығу реакциясы жоғары темпера-турада да мүмкін емес. Күшті катализатордың қатысуымен активтену энергиясы төмендейді, яғни геторгенді химиялық реакцияның жылдамдығы жоғарлайды, сонымен катализатордың рөлі Е активтену энергиясын төмендету болып табылады.
Температура жоғарлағанда 400°С-тан 500°С-қа жоғарлағанда, реакция
жылдамдығының константасы отыз есе жоғарлайды. Бірақ к азаяды. Тотығу урдісінің жылдамдығы екі шамаға тәуелді, оның бірі температура жоғарлағанда жоғарлайды, екіншісі-төмендейді.
1. 4. 6 Контакталық аппараттар
Болаттан жасалған цилиндірлік корпус, ортасында шойын құбырларынан құралған тіреуіш тіреу орналасқан. Диаметрі-12м, жалпы биіктігі-22м. Катализатордың бірінші қабатынан өткен газ контакталы массаның 2, 3 және 4-ші қабаттарының алдында сыртқы шығару жылуалмасу бөлімінде суытылып, аппараттан шығады да, абсорбацияға түседі.
Жүмыстың қарапайымдылығы мен сенімділігінен басқа осы аппараттардың тағы бір артықшылығы-катализаторда күкіртті ангидридтің тотығу үрдісі, ал шығармалы жылуалмасу бөлімінде жылу беру үрдісі жүзеге асырылуы үшін қолайлы шарттар жасалған. Осы үрдістерді бір аппаратта біріктірудің қолайсыздығы контакталы аппараттың өнімділігінің жоғарлауымен аса айқын байқалады. Сонымен қатар шығармалы жылуалмасу бөлімдері бар аппараттарда әрбір қабаттан кейін газ жақсы араласады, ал бүл айналудың жоғарғы дәрежесіне жетуде өте мәнді.
1. 4. 7 Жылуалмастырғыш аппараттар
Күкіртті қышқыл цехының түйіспе бөлімінде конверцияға үшрайтын газ түйіспе аппаратындағы катализатордың соңғы қабатынан шығатын газ ағынымен қыздырылады, осы үрдіс жүретін жылуалмастырғыштар сыртқы деп аталады, ал катализатор кабаттарының арасындағы реакциялық газ
қоспасын суытуға арналған жылуалмастырғыштары деп аталады
Н 2 SО 4 өндірісінің түйіспе түйіні жылусыз- автотермиялы жұмыс істейді. Сыртқы жылуалмастырғыштартың температуралық режимі түйіспе түйіннің жылулық балансымен (оның автотермиялық шартында) айқындалады.
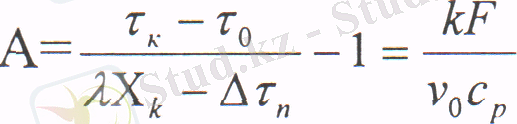
Сыртқы жылуалмастырғыштартың беті келесі арақатынаспен анықталады:
 6
6
Н 2 SО 4 өндірісінің түйіспе түйіні жылусыз- автотермиялы жұмыс істейді. Сыртқы жылуалмастырғыштартың температуралық режимі түйіспе түйіннің жылулық балансымен (оның автотермиялық шартында) айқындалады.
Сыртқы жылуалмастырғыштартың беті келесі арақатынаспен анықталады:
А=
г
-~
г
°
-1 = -^- (6)
мұндағы, А- жылуалмастырғыштартың қуаттылығын сипаттайтын өлшемсіз параметр,
Ғ- жылуалмасу бетінің ауданы, м 2
V о - жылуалмастырғыштартың орташа температурасы кезіндегі аз газ мөлшері, ккал/м 3 с,
τ к - түйіспе аппараттың шығысындағы газ температурасы, °С, г 0 - Vтүйіспе аппараттың кірісіндегі газ температурасы, °С, Л -газды адиобатикалық қыздыру (газдағы 8О 2 қүрамына тәуелді), °С,
τ о - SО 2 конверсиясының бастапқы дәрежесі, %,
Δτ к -сыртқы кеңістікке жылу бөлу нәтижесінде газ температурасы-
ның төмендеуі, °С,
Егер түйіспе бөліміне өтетін күйдіру газында тұманды күкірт қышқылы болса, онда ол жылуалмастырғыштартың құбыраралық кеңістігінде түнады, осының салаларынан қүбыр қабырғалары тез бүзылады. Құбырлардың сыртқы бетінде пайда болатын коррекция өнімдері жылу беру коэффициентін төмендетеді.
ангидридті тоңазытқыш, температура 200-250 °С -қа дейін төмендейді, күкірт триоксидінің абсорбациясын төмен температурада жүгізеді. .
Сондықтан газ қосымша ангидридті тоңазытқышта суытылады, тоңазытқышта негізінде газдағы су буы мен SО 3 -тің өзара әрекеттестігінен пайда болатын күкірт қышқылы конденсацияланады. Үрдістің мүмкіндігі газдағы су буының мөлшері мен суытатын су немесе ауаның температурасымен анықталады. Суды суытудың өте төмен температурасы немесе газдың үлкен ылғадылығы кезінде тоңазытқыш қүбырларының бетіндегі Н 2 SО 4 буының конденсациясы үрдісінде пайда болатын будың қанығуы шамадан жоғары болады.
Жылытқыш -түтіктер жаншып қақталған жоғарығы және төменгі торкөздері бар болат цилиндр. Газдар жылытқышты жоғарыдан төмен қарай өтіп, аралық кеңістікте қарсы келе жатқан күкірт диоксидін жылытып, 300-350 °С-қа суытылып, түтіндік қүбырға бағытталады. Жылытқыштың қүбыраралығына 50-60°С-та төменнен келетін газ қоспасы 450-500 °С-қа дейін қызады.
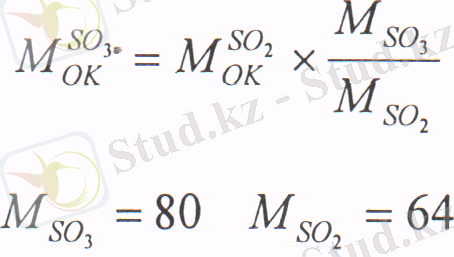
мұндағы, х- түйісу дәрежесі, ол 0, 98 тең
М so ok = 7214, 29 х 0, 96 = 7070 кг/сағ
Түйісу аппаратындағы түзілетін S0 3 мөлшері:
3- кесте- Газдың құрамы
-газ шығыны:
... жалғасыСіз бұл жұмысты біздің қосымшамыз арқылы толығымен тегін көре аласыз.
- Іс жүргізу
- Автоматтандыру, Техника
- Алғашқы әскери дайындық
- Астрономия
- Ауыл шаруашылығы
- Банк ісі
- Бизнесті бағалау
- Биология
- Бухгалтерлік іс
- Валеология
- Ветеринария
- География
- Геология, Геофизика, Геодезия
- Дін
- Ет, сүт, шарап өнімдері
- Жалпы тарих
- Жер кадастрі, Жылжымайтын мүлік
- Журналистика
- Информатика
- Кеден ісі
- Маркетинг
- Математика, Геометрия
- Медицина
- Мемлекеттік басқару
- Менеджмент
- Мұнай, Газ
- Мұрағат ісі
- Мәдениеттану
- ОБЖ (Основы безопасности жизнедеятельности)
- Педагогика
- Полиграфия
- Психология
- Салық
- Саясаттану
- Сақтандыру
- Сертификаттау, стандарттау
- Социология, Демография
- Спорт
- Статистика
- Тілтану, Филология
- Тарихи тұлғалар
- Тау-кен ісі
- Транспорт
- Туризм
- Физика
- Философия
- Халықаралық қатынастар
- Химия
- Экология, Қоршаған ортаны қорғау
- Экономика
- Экономикалық география
- Электротехника
- Қазақстан тарихы
- Қаржы
- Құрылыс
- Құқық, Криминалистика
- Әдебиет
- Өнер, музыка
- Өнеркәсіп, Өндіріс
Қазақ тілінде жазылған рефераттар, курстық жұмыстар, дипломдық жұмыстар бойынша біздің қор #1 болып табылады.

Ақпарат
Қосымша
Email: info@stud.kz