Циклон 5 өнеркәсіп роботының құрылымы, басқару жүйесі және техникалық қызмет көрсету

МАЗМҰНЫ
Кіріспе3
1. «Циклон 5» өнеркәсіп роботы туралы жалпы мәлімет4
2. «Циклон 5» Өнеркәсіп роботының құрама бөліктерінің техникалық мазмұны және құрамасы5
2. 1. Ұстағыш құрылысының қозғалу-тарту механизмінің жұмысы және құрамасының ерекшелігі5
2. 2. Ұстағыш құрылғысының қозғалу-тарту механизмін бекіту құрылғысы9
3. Басқару тәртібі, үрдісі және бағдарламалық басқару құрылғысындағы бағдарламаны теру10
3. 1. УПУ ИЦМ-30 әрекет принципі және құрылғы10
3. 2. Роботты жұмысқа дайындау10
4. Өнеркәсіп роботын пайдалану және жөндеу туралы мәлімет11
4. 1. Техникалық қызмет көрсету11
4. 2. Роботты жұмысқа дайындау14
4. 3. СПУ УЦМ-30 бағдарлама жазу және роботтың жұмысын тексеру. 18
5. «Циклон 5» өнеркәсіп роботы негізінде робототехникалық кешенді пайдалану, жөндеу20
Қорытынды23
ӘДЕБИЕТТЕР ТІЗІМІ24
Кіріспе
Отандық өндірісте автоматтандырылған технологиялық үрдісі көп таралған циклды бағдарламалық басқару жүйелерде (ББЖ) өнеркәсіп роботын (ӨР) аламыз. Циклды ББЖ және ӨР әрекетін және технологиялық құрал-жабдықтарды роботталған технологиялық кешенге (РТК) кіретін құрамды одан ары жүзеге асырады. Осындай белгілерімен ауыстырылған жұмыс органдары - манипулятор ұстағышы қатаң беріледі. Негізінде бұл машиналар арнайы қолданылады.
Технологиялық мүмкіндіктерді шектей отырып, циклды ББЖ нарядты ӨР жоғары тез әрекетті және позициаланатын дәлдігі басқа тура сапа, төменгі бағалану, құрылымының қарапайымдылығы, жоғары сенімділігі жанында болады. Машиналардың мұндай кемшіліктеріне РТК ұйымының құрамасы күрделі және қиын көлемді, берілісін дайындау және қабылдағыш-бергіш құрылғыны қолдануға болады, олар дайындаманың берілісін қамтамасыз етеді немесе ӨР ұстағышына жартылай фабрикат берілісін қамтамасыз етеді.
Мұндай машиналардың кластарына «Циклон 5» модельді ӨР жатады, өнеркәсіптің әр түрлі салаларда кең таралған.
1. «Циклон 5» өнеркәсіп роботы туралы жалпы мәлімет
Роботтың негізінде қолданыс облысы бойынша кең технологиялық мүмкіндіктері болады. Өзінің ерекше белгіленуі бойынша, ұсақ және орта сериялы өндірісте жапырақты штампалы автоматизацияға арналған ол өнеркәсіптің технологиялық операциялардың автоматизацияланған келесі түрлерінде қолданылады: қисық шипті ыстық штампалы прессте ыстық көлемді штамповка, қысым астылық литье, жүктеу, түсіру операциялары кезіндегі механикалық өңдеу, станок аралық тасымалдау және механикалық дайындау т. б. цехтарда операция аралық складтау.
«Циклон 5» роботы екі түрлендіру бойынша шығарылады - «Циклон 5. 01» және «Циклон 5. 02».
«Циклон 5. 01» өзінің құрамында «Циклон 5» манипулятор 1 және өзара электрлі кабельдермен байланысқан УЦМ-30 бағдарламалық басқару модельді құрылғыдан 2 тұрады.
«Циклон 5. 02» түрлендіру роботы құрамында «Циклон 5» манипуляторы 1, арнайы құрылғыда орнатылған 2, көлденең ауысуын қамтамасыз ететін - ығысу модулінде және УЦМ-30 циклды бағдарламалық басқару құрылғысы 3 және кабельмен байланысқан.
УЦМ-30 құрылғы ӨР - манипулятордың орындаушы бөлімінің функционалдануын қамтамасыз етеді, оның негізгі түйіні қозғалу-тарту механизмі, қысқыш құрылғыны айналу және көтеру және сығылған ауаны орналастыруды, дайындауды қамтамасыз етеді.
2. «Циклон 5» Өнеркәсіп роботының құрама бөліктерінің техникалық мазмұны және құрамасы
2. 1. Ұстағыш құрылысының қозғалу-тарту механизмінің жұмысы және құрамасының ерекшелігі.
Механизм қысуға, ұстап тұруға, кеңістікте орналастыруға горизонтальді жазықтықта технологиялық дайындаманы тура сызықты ауыстыруға, детальдарды және т. б. заттарды 5 кг дейінгі қозғалысқа арналған (1, а- сурет) .
Жоғарыда көрсетілген операцияларды жүзеге асыру үшін қозғалу-тарту механизмі арнайы ұстағышпен шектелген зат орналасуы керек және ол ұстағыш буынының, ұстағыштың айналу бойлық өсінің, ұстағыштың қозғалу жетегінен тұрады.
Қысқыш және ұстау заттары қысқыштың рычагына бекітілген 1 губкамен өтеді, ол өзінің фланцы 4 фланцыға бекітіледі.
Губоктың өлшемі мен конфигурациясы детальдың формасы мен массасына байланысты әр түрлі болады. Күтпеген жағдай болса қысқыштың бәрі ауыстырылады. Сонымен бірге, губкалы қысқыштың массасы 1 кг аспауы керек, егер жоғарылаған массалы арнайы қысқыш орнату керек болса, онда тасылатын жүктің масссасын төмендету керек, кері жағдайы ауыстырудың оптимальды динамиканың талаптары бұзылады, ол ауыстыру қысқышының жылдамдығын төмендетуіне және бұзылуға әкеледі.
Жазғыш және буғыш губок келесі түрде жүзеге асырылады (1, а-г- сурет) . Штуцерге 38 (1, г-сурет) сығылған ауа енгізіледі, ол втулка 16 арқылы өтеді, валдың ішкі жазықтығы 14 және вал 11 пневмоцилиндр рычагқа 1 ауысады, ол ось айналасында 2 айналады. Сонымен бірге рычагқа бекітілген губкалар детальді қысады. Губканың жазылуы әрекеті шток-поршен пневмоцилиндрына 3 орналасқан пружина арқылы жүзеге асады, ол ауа қысымын жинағаннан кейін пневмоцилиндрдің жжұмыс орнында болады.
Қысқыштың айналу жетегі 2 пневмоцилиндрдан 30 және 34 тұрады, ол корпуста 77, екі поршеннен 31, 33, шектегіш винттан 29, 35, тісті рейкадан 32 және онда орналасқан шынжырланған шестернен 37, ол втулкадан өтетін, 3 шекті тесікті, 3 шекті валмен 11 байланысты, валдан 14 тұрады.
Сығылған ауаны жұмыс орнының бір цилиндіріне, мысалға сол жаққа берсе рейкалы 32 поршен 31 оңға қозғалады, айналыммға шестернаны 37, валды 14, 11, фланецты 4 қысқышпен бекітілген қозғалтады. Оң жақ цилиндр жазықтығына атмосферамен хабарлайды.
Қарсы жақтың қысқыш айналымында сығылған ауа оң жақ цилиндрге беріледі. Қысқыш айналымының бұрышы поршен 31, 33 қозғалысымен шеектелетін шектегіш-винтпен 29 реттеледі.
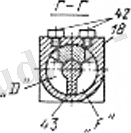
Қысқыш айналымында айналым механизмі корпустан 17 алынады, сол үшін корпусқа 17 жабысып тұрған пневмоцилиндрларды 30 және 34, шпильканы бұрап алып тастау керек, олардың орнына 40 болттты 39 крышканы орналастырып, бекіту керек (1, д-сурет) . Люфты алып тастау үшін рейканы 32 болтпен 41 буады.
Қысқыш айналымның жылдамдығын бірқалыпты қамтамасз ету үшін механизм айналымы цилиндр оның ішінде валға лопасть 43 орналасқан гидродемпфером 18 қосылады (1, е-сурет) . Цилиндр корпусқа 17 бекітіледі, ал лопасть валмен бірге шынжырланған валда 14 орналасады. Қысқыштың айналуы кезінде лопасть айнала отырып, майды айдайды. Ол май цилиндрге «Д» бөліктен «F» бөлікке дроссель 19 арқылы, айналым жылдамдығын ретеуііш көмегімен құйылады.
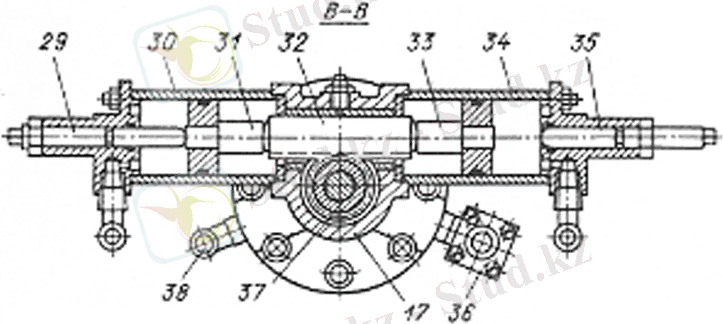
Қысқыштың қозғалыс жетегі гильзадан 12 тұратын пневмоцилиндр болады (1, а-сурет) . Гильзаның ішінде толық шток-поршень 13 орналасқан, оның ішінде подшипникке қысқышпен бекітілген үш шекті вал 11 орналасқан. Гильзаның фланцтарына корпустар 17, 10 бекітілген.
Корпуста 10 қола втулка бекітілген, ол бағыттаушы шток-поршень 13 болады. Шток-поршенде хамыт 5 қатты бекітілген, онда екі упорлы 7 және 15 штанге бекітіледі, ол штоктың жүрісіндегі шектеуді реттейді. Упорды штангада қозғалу арқылы қозғалыс-тарту кезіндегі ауыстырғыш қыысқыштың белгісін реттеуге болады. Штанга 6 бойлық оське қатысты айналасындағы шток-поршенді ұстауға қолданылады және электромагнитті қысқышты штатты түрде қолданғанда электро қоректенуші кабельге қолданылады.
Қысқыштың қозғалыс-тарту пневмоцилиндрі пневможүйеге қосылған, онда штокты қозғалыс ылғи қысымда болады.
Қысқыштың қозғалысына сығылған ауа пневмоцилиндрдің поршенді аумағына беріледі және шток-поршень поршен жазықтығының эффектілінгінің әр түрлілігіне байланысты қысқышпен бірге 7, 15 упорлы штангы 6 қозғалыстың ыңғайына ауыса бастайды.
Қозғалыс упор 15 мен корпустың 10 бір-біріне тиуіне дейін жалғасады. Осы жолмен упор 15 пружина ішілік флажоктың 8 біреуін жағдай датчигіне 9 басып қалады. Датчик ББЖ-ға ауысымның аяқталғаны туралы сигнал береді. Қысқышты тарту үшін поршен аумағына қысымды түсіреді, поршен ауа қысымының әсерінен штоктың аумағында кері қозғалыс бастайды.
Қысқышты тарту жылдамдығын көтеру үшін желіден ауа магистральда жылдам түсіру клапаны (36) орнатылады (1, г-сурет) . Оның жұмысы келесідей болады.
Қысқышты қозғалту үшін сығылған ауа желі арқылы “W” бөлігіне түседі (2- сурет), золотникті 1 ауыстырады, пружинаны 3 қысу арқылы сол жақ торцты ашып-жапқыш бөлікті жабады.
Одан ары қысым жоғарылауына байланысты клапан 2 ашылады, пружинаны 4 қысу арқылы және ауа золотник және “P” бөлік қатары аумағы арқылы пневмоцилиндрдің “N” бөліктің сығылу ауаның әрекеті арқылы атмосферамен бірігуі поршенді аумақта орналасқан пружиналар 3, 4; золотник 1 жәнре клапан 2 шығыс жағдайға қайта оралады. Бұл кезде поршенді аумақтағы ауа атмосфераға шығады.
Корпуста 10 (1, а- суретінен көреміз) позициондау нүктесіне жақындау үшін қысқыштың қозғалыс және тартылуын тежеуді қамтамасыз ететін гидродемпфер орналасқан. Гидродемпфердің жұмыс істеу принципі келесіден тұрады.
Шток-поршенмен 13 бірге упор 5 (Қысқышты қозғалту кезінде) немесе упор 7 (кері жүрісте) золотниктердің 26 немесе 28 (1, в-суретінен көреміз) шығу аяғын оларды корпусқа батырып басады. Гидродемпфер аумағына құйылған май “АР” немесе “L” аумағында сақиналы зазорға ұқсап қысылады. Золотникті ауыстырғанда сақиналы зазор ұзындығы жоғарлайды, әрекет кедергісін бірқалыпты жоғарылатады. Қысқышта тежелу болады. Тежелу жылдамдығын дроссельмен 20 ретеуге болады (1, б-суретінен көреміз) . Дроссельді ашып, “АР” (“L”) аумағынан майға қосымша шығыс береміз (1, в- суретінен көреміз), онда тежелу жылдамдығын жоғарылата отырамыз. Золотник 26 (28) қозғалысынан қысылған май “/” аумағындағы ылғи берілетін қысымды баса отырып, бөлшектеме “*Z” аумағына ағады, поршенді 27 сол жаққа ауыстырады.
Қысқыштың кері қозғалысында упор 15 (7) золотниктің аяғынан кетеді, “K” аумағындағы май ауа қысымының нәтижесінде “/” аумағында кері клапандар 24 немесе 25 ашылып (1, б-суретінен көреміз), “АР”(“1”) аумағына ағады және золотник шығыс жағдайына қайта келеді.
Пробкалар 27, 22, 23 (1, б-суретінен көреміз) гидродемпфераның қозғалыс-тарту аумағында май құюға арналған, ал 42 пробка (1, е-суретінен көреміз) - гидродемпфераның айналым аумағында май құююға арналған.
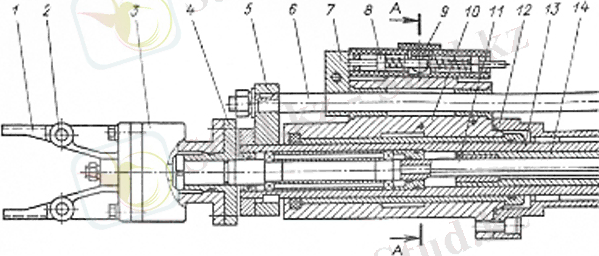
1, а - сурет.
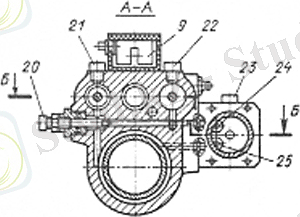
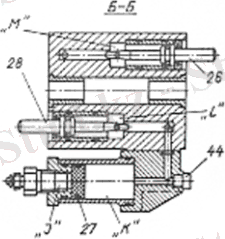
1, б - сурет. 1, в - сурет.

1, г - сурет. 1, д - сурет.
1, е - сурет.
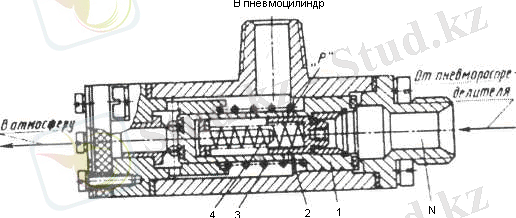
2 - сурет. Ауаны тез түсіру қақпағы.
2. 2. Ұстағыш құрылғысының қозғалу-тарту механизмін бекіту құрылғысы.
Манипулятор қолданушыларға қысқыштың қозғалу-тарту екі механизмімен беріледі, арнайы консолмен 4 бекітілген (3, а-сурет), ол дөңгелек пазу коллекторда 2 орналасқан және оған крышка көмегімен жабысқан, дөңгелек паз болады. Консол 4 коллекторлар арасында және крышкаларда болттармен 3 бекітіледі. Консорларды коллектор пазаларында және крышкаларда ауыстыру арқылы механизм арасындағы бұрыш күйреуін орнатуға болады, ол қысқыш айналасындағы механизмдерді шешкенде 60º-қа жетеді. Коллектор 2 торцта бекітіледі.
Егер екі механизмдерді қолдану қажет болмаса, консолмен бірге коллектор да шешіледі. Оның орнына басқа коллектор 5 орнатылады (3, б-сурет) ол бір механизмнің ложементі болады, ондағы осы манипулятор осімен бірдей ұқсас болады. Коллекторға 5 сол жақ пневмопанельден ауа толтырылады, ал оң жақ пневмопанельдерді оның стыкты жазықтығы тұншықтырып, жауып тастайды.
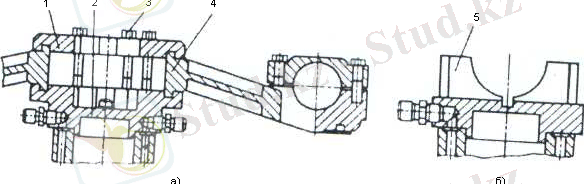
3 - сурет.
3. Басқару тәртібі, үрдісі және бағдарламалық басқару құрылғысындағы бағдарламаны теру
3. 1. УПУ ИЦМ-30 әрекет принципі және құрылғы.
УПМ-30 циклды бағдарламалық басқару құрылғысы «Циклон» немесе «Ритм» типті манипуляторды басқаруға арналған және РТК технологиялық жабдықтарды басқаруға арналған. Ол кәсіпорын өндірістерде цехты жабық ғимаратта жұмыс істеуге арналған.
УЦМ-30 құрылғысы 5 режимде жұмыс істей алады: баптаушылық - қолмен басқару пульттың көмегімен манипулятордың қозғалмалы бөліктерін басқару; бағдарламалық - қолмен басқару пульттың көмегімен асады құрылғының блогына бағдарлама енгізу арқылы; қадамдық - басқару пультпен оператор командалары арқылы кадрды жаңғырту бағдарламасы; бір қатарлы автоматты - бағдарламаны бірқатарлы жаңғырту; автоматты - бағдарламаны көп қатарлы жаңғырту.
Құрылғы келесі функцияларды қамтамасыз етеді:
Манипулятор нүктелерін жеделдетілген өткізгіште позицинирленбеген 0, 2 = 1, 8 с уақыт диапазонындағы үш уақытша интервалды қалыптастыру (дискреттіде 0, 2 с) ; қысқыштың координат бойынша айналымдағы горизонталь жазықтықтағы интервал уақыты 0, 04 - 0, 28 с болғандағы манипулятордың тежеу құрылғысын уақытша тежеуге қосу (дискреттіде 0, 04 с) ; басқарылмайтын датчик жағдайындағы манипулятордың қозғалысын орындағанда уақытша интервалды қалыптастыру (диапазоны 0, 2 - 1, 8 с (дискреттіде 2 с) ) ;
Құрылғы басқару стойкасынан, электронды құрал-жабдықтарды қосушыдан, басқару пультынан, коммутационды аппараттардың қоректенуші көзінен, қолмен басқару пультынан тұрады.
Құрылғы жағдайының ақырғы саны және басқарудың қатаң циклынан тұратын синхронды бағдарламалық аавтоматты басқару принципі бойынша құрылған, жасалған.
3. 2. Роботты жұмысқа дайындау.
Жұмысқа дайындау кезінде негізінде мыналарды ескеру керек:
құрылғыны ПРУ және технологиялық жабдықтар, кабельдер мен манипулятормен байланыстыру; құрылғы корпустарын жерге қосу және кедергілерді өлшеу (ол 0, 1 Ом-нана аспауы керек) ; құрылғыны 380 В кернеулі, 50 ГЦ жиілікті айналмалы токты желіге қосу, желілі тумблерді қосу.
4. Өнеркәсіп роботын пайдалану және жөндеу туралы мәлімет
4. 1. Техникалық қызмет көрсету.
«Циклон 5» өнеркәсіп роботын жүйесінің жиынтығы ретінде қарастыруға болады, онда әр қайсысының жұмыс істеу қабілеттілігі басқа жүйесінің жұмыс қабілетіне әсер етеді және роботтың өзіне толығымен әсер етеді.
Роботты құраушы элементтердің жұмысы мен құрастырылуын қарай отырып, нәтижесінде мынандай 4 жүйені бөліп көрсетеміз: механикалық, пневматикалық, гидравликалық және электрлік.
Механиканың ішіне роботтың жұмыс процесі кезінде өзара әрекет етуші бөлшектердің жиынтығы түсіндіріледі.
Пневматикалықта құрылғының құрамына кіретін және механикалық жүйеге тікелей емес байланысты элементтердің жиынтығы түсіндіріледі.
Гидравликалық жүйеде - жұмыс істеу кезінде жұмыс денесі сұйықтық болатын элементтер жиынтығы. Берілген элементтер пневматикалық, механикалық жүйелерге тікелей байланысты емес, оған барлық гидравликалық тежеуіш құрылғылар жатады.
Электрлік жүйеге ББЖ құрылғысындағы және жағдайындағы датчиктердің жиынтығы жатады.
Осы жүйелердің әр қайсысының техникалық қызмет көрсету түрлерін қарастырайық.
Механикалық жүйесінің техникалық қызмет көрсетуі : Онда негізінде қозғалысты бөлшектің қозғалысы үстіңгі беткі қабатын периодты майлау және циклды ауыспалы сыналатын жүктердің бөлшектері мен түйіндерінің байланысын тарту.
Манипуляторды майлау 1-таблица бойынша көрсетілгендей майлау схемасы бойынша жүргізіледі.
Екі аптада бір рет келесі бөлшектерді тартуды тексеру керек:
3 пневмоцилиндрдің болттарының фланцқа 4 қаттылығы (1, а- сурет) штангыдағы 6 упорлардың болттары 7 және 15 (1, а- сурет) ; пневмоцилиндрдің 6 көтеру механизміне винттердің қатты кіруі 14 коллектордағы 10 винтқа 6 гаектің байланысы; клинге 11 винттің тартылуы;
цангті гайка-упорға 9 гаектің байланысы; тартылған болтттар 3 мен крышка 1.
Пневматикалық жүйенің техникалық қызмет көрсетуі: Пневматикалық жетегі бар роботтың жұмыс істеу сенімділігі жұмыстың денесі ретінде қолданылатын қысылған ауа сапасына байланысты болады. «Циклон 5» роботтың техникалық документтерінде, манипуляторға енгізілетін ауа ГОСТ 17433-80 бойынша ластығы 10 кластан артық тазалануы керек. Бұл қысылған ауа құрамында қатты бөлік түріндегі қоспа (80 мкм аупауы керек) . 4 мг/м³ аспауы керек, су (сұйық күйінде) 800 мг/м³ аспауы керек, компрессорлы май (сұйық күйінде) 16 мг/м³ аспайтын бөлшектерден тұратынын көрсетеді.
Берілген пайдалану, жөндеу анализі сығылған ауаның ластығы пневматикалық жүйенің сенімділігі мен ұзақтығын төмендетеді.
Сығылған ауаның тазалығын бақылау енгізілген конденсат фильтр ылғал бөлгіш 3 мөлдір стсаканда жүзеге асады. Әр сменнің басында және соңында құралды үрлеу қажет.
Ресивер 14 алаңын тазалау енгізілген конденсаттың жиналу мүмкіндігінен және әр сменде үрлеп тазалаудан тұрады. Бұл үшін роботтың пневможүйесіне ауа беру керек, сосын оны вентильді 15 ашу арқылы босату керек.
Май ағу жұмысын бақылау визуалды жүзеге асады. Бұл үшін станинаның жоғарғы плиталарынан отверстия арқылы екі домалақ крышканы шешеді. Отверстиялар жабылады, сонымен май ағатынның жоғары мөлдір қалпақшасынан май ағатынға құйылатын майда көрсетеді. 10 с 1 рет 1 тамшыдан аспайтын май беру дұрыс деп саналады. Май беруді ретке келтіру станина плитасындағы отверстия арқылы өтетін дроссель көмегімен жүзеге асады.
Роботтың жұмысының қауіпсіздік талабына сай әр смен сайын алдын-ала қорғау клапаны 11 ашылып көру қажет.
Гидравликалық жүйеснің техникалық қызмет көрсетуі: Роботтың бұл жүйесі гидравликалық демпфердің майының толықтығын қамтамасыз етеді және ондағы майдың ағу тесігінің пайда болуын қамтамасыз етеді.
Майдың гидродемпфердің және оның алаңының жұмысының дұрыстығы механизмінің дұрыс жұмысының 200 сағаттан кем емес жұмыс істеуін қамтамасыз етеді. Одан кейін майды қайта құю жүргізіледі. Гидродемпферге құюға И-20А май қолданылады және алдын-ала 20 мкм көп емес бөліктерде фильтрленген болуы керек.
Май құю манипулятордың пневможүйесінде сығылған ауа жоқ болғанда жүргізіледі. Гидравликалық жүйенің барлық элементтеріне май құю процесінің белгілерін жүргіземіз.
Қысқыштың қозғалу-тартудағы гидродемпфері 44 пробканы бұрап шығарып алу (диаметрі 3 мм), оның орнына 27 поршенді ауыстыру упорға дейін және пробканы орнына орнату. 21-23 пробканы шығарып алу, 20 дроссельді ашу, оны 4-5 айналымға бұрау, 26 және 28 золотниктің бір ұшын батырып, екіншісін соңына дейін ығыстырып орнату. Отверстия арқылы 21-23 пробканың ішіне отверстия ернеуіне дейін май құйып, пробканы бұрау керек, алдын-ала 23 пробканы орнатып, сосын қалғандарын орнатамыз.
Гидродемпфердің жұмыс алаңында ауаны кетіру үшін әр золотникте бес екілік жүріс жасау керек, сосын 21, 22 пробкаларды шығарып, май құюды жүзеге асыру. Соңғы операцияны 3 рет қайталау керек.
Ұстағыш айналымындағы горизонталь ось айналымы бойынша гидродемпфер. Құю ашық дроссельде 19 орындалады. Бұл жағдай гидродемпфер қақпағындағы “О” гравировкаға қарсы дроссельдегі қарсылық орнатумен анықталады.
Екі қақпақтарды 42 шығарып май құямыз. Гидродемпфер жұмыс алаңындағы ауа абайлап қолмен ұстағышты бірқалыпты бұрап шығарады. Бұл кезде отверстиядан май беру орындалмайды. Ауаны шығарғаннан кейін майды отверстия ернеуіне дейін құйып, оны қақпақпен жабады.
Ұстағышты көтеру механизміндегі тежегіш гидродемпфер. Статиканың жоғарғы плитасыннан орташа домалақ қақпақты шешіп, алдыңғы немесе жанындағы статиканың қабығыншешеміз, қақпақты шығарамыз. Отверстияның қақпағының ішіне диаметрі 3-5 мм болатын прутокты енгізіп, поршенді 22 размері бойынша ауыстырамыз. Дроссельді 25 ашып, гидродемпфер корпусындағы “О” белгіге қарсы қауіптілікті орнатады. Золотник 26 толығымен шығарылған. Майды отверстиядағы қақпақ ішіне құйып, оны бұраймыз. Қолмен золотникті 26 бірнеше ауыстырамыз. Қақпақты 24 шығарып, майды отверстия ернеуіне дейін құямыз. Шайқауды, ауаны шығаруды 3 рет қайталаймыз, сосын шығарылған бөлшектерді орнына орнатамыз.
Май құю ашық дроссель 27 арқылы жоғарғы қақпақтағы құйғыш арқылы жүзеге асырылады, бұл кезде шток 28 төменгі жағдайда болады.
Ұстағыш бұрылыс механихзміндегі тежегіш құрылғы. бұл құрылғыдағы құю бочкадағы май деңгейіне байланысты орындалады, онда биіктігі 1/2 болуы керек. Құю қақпағы ашық құятын мойынша арқылы жүреді. Майды бочканың жоғарғы мөлдір қақпағына дейін құю керек. Құйғаннан кейін ауа шығу үшін гидравликалық алаңда шайқау жүргізіледі. Шайқауды екеу жүргізу керек. Бір адам бір қолымен кнопканы 6 басып тұру керек, ал екінші қолымен гидротаратқыш 2 магнит якорь қозғалысындағы отвертка көмегімен алаңнан ауа шығуын қарап тұру керек. Екінші адам бұл уақытта қолмен манипулятор ұстағышындағы қозғалу-тарту механизмінде горизонталь алаң қозғалысында бірқалыпты тербелісті орындайады. Ауа шығару аяқталған соң бачокты 3/4 көлемде маймен толтыру керек, қақпақты орнына орнату керек.
Ығыстыру модуліндегі тежегіш гидродемпфер. Гидродемпферге жету үшін жағдайындағы платформаны манипулятормен кері жағдайындағы гидродемпфердің қызмет көрсетуімен ауыстыру керек. Төменгі тұрақты қозғалған щиттан қақпағын шешеміз. Осылай гидродемпферге жетуді босатып, оған тығынды 7, алты гранды басты жоғарға қалпақты теріс қаратамыз. Дроссель 8 мен лимбты 9 «Ашық» жағадйына орнату. Отверстия арқылы қақпақ 7 ішіндегі поршенді 5 отвертка мен ауыстыру, қақпақты 7 бұрау. Май құю отверстия арқылы май құямыз. Сосын отверстиядағы тығынды жауып, щиттегі қақпақты орнына орнатамыз.
Электр жүйесіндегі техникалық қызмет көрсету: Манипулятордың электр жабдығындағы техникалық қызмет көрсетуі кабельдердің байланыстың сенімділігі мен тұрақтылығынан, ұстағыштың қозғалу-тарту механизміндегі қозғалыстағы кабельдегі жүктерді дұрыс орнатуынан тұрады және майдың жоқтығын, ластығын, кабельдің бүтіндігін, датчиктердің басын, датчиктің генератор-күшейткішке орналасу сенімділігін тексереді.
СПУ УЦМ-30 техникалық тексеру техникалық документтер талабымен сәйкес жүргізіледі. Негізінде басу платаларына жәнәе бөліктерді жууға көңіл бөлінуі керек. Ешқашанда жууу қоспа көмегімен жүргізілмейді.
4. 2. Роботты жұмысқа дайындау.
Жұмыс бөлімшесінде электроэнергияның үшфазалы кернеулі айнымалы ток жиілігі 50 Гц, 220/380 В ± 10% және қысымы 0, 5 МПа (5 кгс/см²) кіші емес сығылған ауа болуы керек. Сығылған ауаның ластану класы 10 кластан кем емес ГОСТ 17433-80 бойынша болуы керек.
Манипуляторды пневможелімен байланысуы үшін кез-келген ішкі диаметрі 20 мм ағын шлангасы, 1МПа (10 кгс/см²) дейінгі қысымға арналған болуы керек. Шланганың ұзындығы манипулятордан заводтың пневмо желісіндегі жақын вентилге дейінгі арақашықтыққа байланысты анықталады.
Роботқа қызмет көрсету бөлімшесі қоршалуы керек. СПУ манипулятордың ұстағышы жететін зонадан тыс орналасуы керек, бірақ, жабдық бөлімшесіндегі бүкіл жұмысты көріп тұруы керек.
Манипуляторды және СПУ орнатқаннан кейін, оларды жерге жақындатып, байланысқан кабельдер мен труба сымдарын коробкалармен жабу керек.
Роботты жұмысқа дайындау, жөндеу, реттеу:
... жалғасыСіз бұл жұмысты біздің қосымшамыз арқылы толығымен тегін көре аласыз.
- Іс жүргізу
- Автоматтандыру, Техника
- Алғашқы әскери дайындық
- Астрономия
- Ауыл шаруашылығы
- Банк ісі
- Бизнесті бағалау
- Биология
- Бухгалтерлік іс
- Валеология
- Ветеринария
- География
- Геология, Геофизика, Геодезия
- Дін
- Ет, сүт, шарап өнімдері
- Жалпы тарих
- Жер кадастрі, Жылжымайтын мүлік
- Журналистика
- Информатика
- Кеден ісі
- Маркетинг
- Математика, Геометрия
- Медицина
- Мемлекеттік басқару
- Менеджмент
- Мұнай, Газ
- Мұрағат ісі
- Мәдениеттану
- ОБЖ (Основы безопасности жизнедеятельности)
- Педагогика
- Полиграфия
- Психология
- Салық
- Саясаттану
- Сақтандыру
- Сертификаттау, стандарттау
- Социология, Демография
- Спорт
- Статистика
- Тілтану, Филология
- Тарихи тұлғалар
- Тау-кен ісі
- Транспорт
- Туризм
- Физика
- Философия
- Халықаралық қатынастар
- Химия
- Экология, Қоршаған ортаны қорғау
- Экономика
- Экономикалық география
- Электротехника
- Қазақстан тарихы
- Қаржы
- Құрылыс
- Құқық, Криминалистика
- Әдебиет
- Өнер, музыка
- Өнеркәсіп, Өндіріс
Қазақ тілінде жазылған рефераттар, курстық жұмыстар, дипломдық жұмыстар бойынша біздің қор #1 болып табылады.

Ақпарат
Қосымша
Email: info@stud.kz