Шымкент қорғасын зауытында сульфидті қорғасын қоспаларын агломерациялық күйдірудің ауа-газ режимін автоматтандырылған басқару жүйесін жобалау

Жұмыс түрі: Дипломдық жұмыс
Тегін: Антиплагиат
Көлемі: 49 бет
Таңдаулыға:
МАЗМҰНЫ
КІРІСПЕ
1. ТЕХНОЛОГИЯЛЫҚ БӨЛІМ
1. ШҚЗ - дағы қорғасыны бар шикіқұрамды алгомерациялық күйдіруі
1. 2. Зауаттың қысқаша сипаттамасы
1. 3. Зауыттың технологиялық схемасының сипаты және түсуші шикізаттың мінездемесі
1. 3. 1. Алгомерациялық үрдіс
1. 3. 2. Алгомерация үрдісінің қызметтерінің физика - химиялық негізі
2. АРНАЙЫ БӨЛІМ
2. 1. Автоматтандыру
2. 2. Алгомераттық күйдіру үрдісін басқару объектісі ретінде талдау
2. 3. Алгомерация үрдісінің ауа - газдық режимімен басқарудың автоматтандырылған жүйесінің математикалық үлгісін жасау және құрылымын таңдау
2. 4. Агломерация үрдісінің ауа - газ режимімен басқарудың автоматтандырылған жүйесінің математикалық үлгісін жасау және құрылымын таңдау
2. 4 2 Агломерацияның күидіргіге ауа шығыны
бағасының бағыныңқы жүйесі.
- Агломерат үрдісірің ауа - газ режимін басқарудың алгоритімін құрасқаруШИМ мен басқару тұрақтылықтың жеткілікті шарттары
- ТҮАБЖ техникалық қамту.
2. 6. 1. 3595 А адаптор тақшасының техникалық мінездемесі
2. 6. 2. Жаныны орналастыру және қолдау
2. 6. 3. Қоршаған орта
2. 6. 4. Ѕ - net байланыс торабының қорек көзінің мүмкіншіліктері
2. 7. Программалық қамтамассыз ету.
2. 8. Ақпараттық қамтамасыздандыру
2. 9. ТҮАБЖ функционалды сұлбасының сипаттамасы
2. 9. 1. Табиғи газ шығынын автоматты түрде реттеу
2. 9. 2. Табиғи газ қысымын бақылау
2. 9. 3. Кен қаупсіздігін автоматтандыру
2. 9. 4. Кендегі газ бен ауаның қысымын бақылау .
2. 9. 5. Кен астындағы қиықтарды автоматты түрде реттеу
2. 9. 6. Кездегі газ температураларын бақылау
3. ЭКОНОМИКАЛЫҚ БӨЛІМ
3. 1. Қорғасын сульфидинің концентраттарын алгомерациялаудың ТҮАБЖ - нің базасына (ШҚЗ - ның алгомерациялық цех) жаңа есептеу техникасын енгізудің .
3. 2. Автоматтандыру жүйесін енгізу және дайындауға кеткен біруақытты шығындарды есептеу
3. 3. Пайданың өсімін анықтау
3. 3. 1. Құрастырушылардың еңбек жалақысы
3. 3. 2. Автоматтандыру құралдарын сатып алу, тасымалдау және монтаждау шығындары
3. 4. Құрал - жабдықтарды пайдалануға кететін шығындерды анықтау
3. 5. ШҚЗ - ның алгомерациялық цехындағы жұмысты ұйымдастрыру
Экономикалық тиімділік және өтімділік мерзімін есептеу
4. ЕҢБЕКТІ ҚОРҒАУ
4. 1. Қауіпті және зиянды өндіріс факторларының анализі.
4. 2. Ұйымдастыру шаралар
4. 3. Техникалық шаралар
4. 3. 1. Электр қауіпсіздігін қамтамасыз ету.
4. 3. 2. Ауа ауысуын ұйымдастыру
4. 3. 3. Алгомерациялық цехтың ауаны айдау есептеуі
4. 4. Арнайы киімдер мен тұрмыстық ғимараттарымен қамтамассыз ету
4. 4. 1. Жеке қорғаныс заттарымен қамтамасыз ету
4. 4. 2. Шу мен вибрациядан қорғау
4. 4. 3. Табиғи және жасанды жарықтандыру
4. 4. 4. Табиғи жарықтандыруды есептеу
4. 5. Өртке қарсы шаралар
ҚОРЫТЫНДЫ
ПАЙДАЛАНЫЛҒАН ӘДЕБИЕТТЕР ТІЗІМІ:
КІРІСПЕ
Дипломдық жобада Шымкент қорғасын зауытында сульфитті қорғасын қоспаларын агломерациялау үрдісшің әуе-газ режимін автоматтандыру жүйесін жасау қарастырылған.
Сульфидті қорғасын қоспаларынан және қождамадан тұратын шикіқұрам агломерациялық күйдіру қазіргі кезеңде элемнің барлық дерлік қорғасын зауыттары үздіксіз қозғалыстағы түзусызықты машиналар көмегі арқылы жұмыс істейді, негізінен астынан үрлеуді өте сапалы агломерат алу және шығатын газдағы көкшіл ангидрид концентрациясын көбейту мақсатында колданылады.
Агломерация үрдісі басқару объектісі ретінде инерционды, көпөлшемді, стационарлы емес және өте тығыз байланыста болатын құбылыстар барлық агложолаққа үлестірілген болады, сонымен қатар құрамы және шикіқұрамның, агломераттын қасиеттері, агложолақтағы ы технологиялық үрдісі барысы туралы ақпараттары толық емес объект болыпта саналады.
Агломерация үрдісі тиімді басқару тапсырмасын шешкен кездегі ең маңызды кезең технологиялық операцияларды жүргізу шарттарын және сульфидті қорғасын қоспаларының агломерацияланатын күйдірілуінің сапалы көрсеткіштерін анықтайтын әуе - газ режимін басқару қосымша тапсырмасын шешуболып табылады.
Қазіргі кезеңде агломерация үрдісін әуе - газ режимімен басқару кезекші шебер (оператор) арқылы жүзеге асырылады, ол өзі жинаған тэжірибесі, технологиялық оперция туралы сапалы жэне үрдіс туралы ағымдағы мэліметтер анализі негізінде локальды (жергілікті) реттеу жүйесін орнатуды өзгерту қатысты шешім қабылдайды, бірақ бұл автоматты реттеу жүйесі өз кезегінде реттеудің жоғары сапасын қамтамасыз ете алмайды.
Агломерация үрдісінің ерекшіліктері қазіргі кезеңді қолданылып жүрген басқару практикасында шешілмейтін агломерацияланатын күйдіруді әуе-газ режимімен басқару тапсырмасын шешу сапасына қатаң талап қояды. Сондықтан да осындай күрделі объектіні басқару жүйесін құрғанда ЭЕМ көмегі арқылы объекттегі технологиялық режиммен басқарудың автоматтандырылған жүйесін жасауға баса назар
аударылады.
ЭЕМ - да қолданып агломерация үрдісін эуе - газ режимімен басқару жүйесін жасау және енгізу келесі тапсырмалардың шешімімен
байланысты:
- басқару тапсырмасын шешу үшін алынған модельдін бейімлелу жэне басқару объектісінің иденшфикациясы;
- агломерация үрдісі әус-газдық жүйесінщ кұрылымын таңдау;
- басқарудың сандық құралжабдықтарын таңдау және математикалық қамтылуын жасау.
Басқарудың автоматтанырылған жүйесін қүру технологияға катысты тарауында орындалған металлургиялық есептеулер жэне агломерат өндірісінің технологиялық заңдылықтарының анализі негізінде іске асады.
Дипломдық жобада Шымкент қорғасын зауытының агломерациялық
цехына ТҮАБЖ (тсхнологиялық үрдісті автоматтандырылған басқару жүйесі) енгізудің экономикалык тиімділігіне есептеулер жүргізілген режимімен басқарудың санд
Еңбекті және қоршаған ортаны қорғау шаралары жасалған, машина залын жарықтандыру жәие желдету есептеулері жүргізілген.
1 ТЕХНОЛОГИЯЛЫҚ БӨЛІМ
1 Ш Қ 3 - дағы қорғасыны бар шикіқұрамды агломерациялық күйдіру
1. 2. Зауыттың қысқаша сипаттамасы
Шымкент қорғасын зауыты Қазақстанның оңтүстігіндегі Шымкент қаласында орналасқан. Бұл зауыттың жобасын "Гипроцветмет" институты 1929 жылы бастады.
Шымкент қаласының ауданындағы Ленгерлік кенорынның көмірі қорының негізінде ГЭС құрылысы түрғызу туралы шешім Бадам өзенінің жағасында қорғасын зауытының қүрылысын түрғызуға себепші болды, ол Ашысай мен Мырғалымсай кенорындарын шикізат қорына, сондай - ақ ГЭС - ке жақын жерде орналасты.
Зауыттың жобасы 1933 жылы бітті, ал қүрлысы 1931 жылы басталған болатын. Зауыттың жұмысы ешқандай қиындықсыз жүрді, 1934 жылдың 20 -сэуірден бастап зауыт қорғасын өндіре бастады.
Зауыттың бастапқы жобалық қуаты жылына 3 тонна ұсақ қорғасыннан тұрды.
Зауыттың жобасын қайта қарастырып, оның қуатын арттырып жылына ұсақталған таза қорғасынның мөлшерін 220 000 тоннаға жеткізу мақсатын қолға алды.
Қазіргі кезде зауыттың құрамына келесілер кіреді:
- агломерациялық цех;
- балқыту цехы;
- тазалаушы цех;
- гидрометаллургиялық цех;
- күкіртқышқылды цех;
- КИПиА цехы;
- № 1 Шаңсорғыш цех;
- № 2 Шаңсорғыш цех.
1. 3 Зауыттың технологиялық сұлбасының сипаты және түсуші шикізаттың мінездемесі
Шымкент қорғасын зауытйшда қорғасын өндіруді еріту арқылы калпына келтіру тәсілін қолданады.
Қорғасынды шахталық балқыту әдісімен өндірудің негізгі қайта жасалатын жұмыстары:
- агломерациялық күйдіру;
- қайта қалпына келтіретін шахталық балқыту;
- қара қорғасынды тазалау;
- балқыманы фльюмингациялау.
Агломерациялық күйдіру - қорғасын шикізатында кездесетін қорғасын қышкылдандыру мақсатында жүргізіледі.
Қоспаларды агломерациялык күйдірудің технологиялық операциясына шикіқүрамның дайындығы маңызды әсерін тигізеді. Күйдіру тереңдігі және агломерация үрдісінің техника - экономикалық көрсеткіштері шикіқүрам сапасына тәуелді.
Агломерация шикіқұрамына қойылатын талаптар:
- құрамындағы күкірт 7 - 7, 5 %
- ірілігі, артық емес 8-10 мм
- кұрамындағы қорғасын 35-40 %
- ылғалдылық 5-6 %
Шымкент қорғасын зауытында шикіқүрам қаттамада жасалада. Алынған шикіқүрам араластыруға келіп түседі де пісіру ауданы 75м 2 болатын агломашинаға жіберіледі, онда күйдіру іске асады.
Күйдіруден кейін алынған сульфидті қорғасын қоспасы қождамадан араластырылып қышқылдандырғышқа күйдіруге жіберіледі.
Күйдірілген қорғасын сульфиді қорғасын қышқылына (тотығына) айналады, осы кезде басқа металдарда тотығады, ал күйдірілген қоспа агломерат болып піседі. Агломерация негізінде бірсатылы күйдіруге жатқызалық; Күйдіру кезінде материалды бөлшектеу шахталық пешке балқыту үшін қажет. Алынған агломерат шахталық балқытуға келіп түседі.
Шымкент қорғасын заутыныа 20- дан астам концентраттар мен кендер түрі келіп түседі, олардың минералдардан тұратын металдарды бар (қорғасын, мырыш, берилий және т. б. )
Шымкент қорғасын зауытына келіп түсетін құрамында қорғасын бар материалдардың сипаттамасы 1 кестеде берілген.
ПРОЦЕССТІҢ ТЕХНОЛОГИЯЛЫҚ СҰЛБАСЫ ШЫМКЕНТ ҚОРҒАСЫН АГЛОМЕРАЦИЯ ЗАВОДЫ
1. 3. 1 Агломерациялық үрдіс
Қорғасын сульфидті концентраттарды агломерациялау үрдісі түрлі -түсті металургия өнеркәсібінің қорғасын өндірісіндегі басты оперция болып cаналады. Осыған байланыс агломерациялау
Үрдісіне сапалы агломерат қорғасынды балқытуға арналған жартылай дайын өнімі алу мақсатында жоғары талаптар қойылады.
Зауытқа құрамында қорғасын бар 20 - астам дана шикізат кел іп түседі. Шикізатқа флюс ретінде еріткіш концентраттар, кварцтық алтыны бар кен, әк және темір кенін қосады. Қорғасын кені және флюстар бөлшектенеді және шикізатты шикіқұрам жүргізілетін штабельді шихтаринкке 30 тоннадан түсіп отырады.
Шихтарникте 3 қиылыстырушы орны бар, әрқайсысы 4700 м" (10-12 мың. тонна шикіқұрам) . Тасымалдаушылар мен өздігінінен қозғалатын жүк арбалары арқылы шихтарникке түсетін материалдар 3 орынға теңдей бөлінеді. Шикіқұрамның физикалық қасиеттерін жақсарту үшін айналма агломерат қосады.
Шикіқұрам келесі құрамда қоқыс алу (шлак) есебінде карап құрады, %:
SiO - 19-23
ҒеО- 28-33
СаО- 12-15
ZnО - 19 - ға дейін
Жасалған штабельдің шикіқұрамның өнімділігі 30-120м 3 /сағ болатын шикіқұрам тасымалдаушы арнайы машинаға пісіруге жібереміз.
Шикі шикіқұрамда 10 - 13 % 8 болады. Оны күкіртпен араластыру үшін 8 - 9 % - ға дейін айналма агломерат қосады. Шикізат тасымалдаушы жүйесімен дайындалған шикіқүрамда пісу үшін арластырғыш барабанға беріледі, ол онда ақырына дейін араластырылады, 5-7 % дейін ылғалдандырылады және тегістеледі. Барабанның шикіқұрам бойынша өндірушілігі 230 т\сағ. Шикіқұрамның барабанда өту ұзақтығы 5 минут.
Шикіқұрам раластырғыш бараннан кейін шикіқұрамның бункеріне беріледі. Бункерге де 15 - 25 мм фракциясының айналма агломераты қосылады.
Бункердің қасында орналасқан ұзындығы 2500 мм, диаметрі 810 мм болатын барабан агломашинаның шетіне шикіқұрам қатпарланып жиналады.
Алдымен 25 мм қалыңдықпен "төсек" бункерінен "төсек" қабаты түседі. "Төсектің" үстінен қарапайым шикіқұрамнан тұратын 10 - 15 мм қалыңдықта барабан қоректендірушілерімен тұтандыргыш қабаты орнығады. Тұтандырғыш қабат өртенгеннен кейін оның үстіне шикіқұрам қабаты орналасады. Ұшқындар үрлегіш камераларға түскендіктен астынан үрлеу арқылы күйдіру басталады.
Шикіқұрамның барлық қабаттарының ұзындығы максималды болып орнатылған - 200 мм. Агложолақтың 1, 1 - 1, 3 м\мин және күкіртқышқылды цехының өндіруіне тәуелді.
Қарапайым шарттардағы үрлегіш камералардын қысымы 2450 - 2940 Па аралығында - агломашинаның ортаңғы бөліктерінде және соңғы камераларында 680 - 980 Па.
Тұтандырғыш кен табиғи газ арқылы жүмыс істейді, шығыны 2, 5 - 3 м 3 /мин және ауада 50 - 60 м 3 \ мин, газ - ауа қатынасы 1:20, кендегі температура 1000-1100°с .
Агломашинада тұтандырғыш кеннің астында орналасқан бір вакуум -камера бар, ауданы 2, 5 м жэне эркайсысы 5м (2*2, 5 м ) болатын 15 үрлегіш камера бар.
Машинаның жоғарғы жағы қалпақпен жабылған, оның астында 0-20 Па ыдырау болады.
Машинаға қызмет көрсету үшін қалпақтың жаңында әрбір жағында 21 тесік орналасқан. Жүктелген ұшқындар кертіктерде тайғанайды, соның салдарынан кертіктер мен табантістері арасында сенімді тығыздалу болады.
Щиптердегі арнайы саңылаулар арқылы майнасосымен үздіксіз сашдол беріліп тұрады. Төменгі бұтақтардың үшқындары рельстермен сырғыйды.
Үрлеуіш камераларына ауаны ортақ коллекторда паралелль жұмыс
істейтін екі ауа толтырғышпен жідереміз. Газтолтырушының өндірушілігі 20 0 С с температурада 2150 м 2 /мин.
Қалпақтағы газды 2 -нүктеден сорып аламыз:
-байытылған газдар агломашинаның басты бөлгеннен сорылады, құрғақ электрофильтрларда тазаланып күкіртқышқылды цехқа келіп түседі.
-Байытылған газдарға күкірттің 69% шикізаттан алу;
- 1 т қорғасынға оттегінің шығыны агломерат бойынша 15-34 м /т;
- 1 т қорғасынға отынның шығыны агломерат бойынша 20 - 27 кг/т;
- 1 т қорғасынга электр энергиясының шығыны агломератпен есептегенде 100-130 кВт. сағ.
Агломерация үрдісі кезінде денсаулыққа зиянды заттар бөлінеді: күкірт ангидриді SО 2 , қорғасын шаңы, қорғасын буы. Сондықтан да зиянды заттардың қалдықтарын шығаруды азайту үшін цехтың агломашинасының қалпағының, кендерінің астында қиықтар болу керек.
1. 3. 2 Агломерация үрдісінің қызметтерінің физика - химиялық
непзі
Агломерациялық машинада шикіқұрамды пісіру сұлбасы
байытылған газдар
байытылмаған газдар
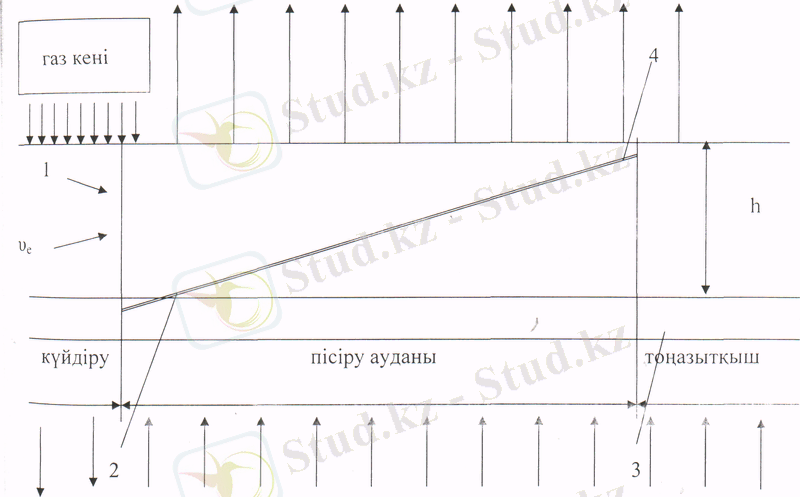
кеннің астындағы газ
ауажіберушідегі ауа
2сурет
1 - шикіқұрам; 2 - төсеніш; 3 - дайын агломерат; 4 - жану зонасы; V е - агложолақ қозғалысының жылдамдығы; һ - шикіқұрам қабатының биіктігі.
Тұтандырғыш қабат жанғаннан кейін газ кенінің жылуынан, 1000 -1100 с жалын температурасында оған шихтаның негізгі қабаты беріледі;
ұшқындар үрлнгіш камераларға түседі де агломерация үрдісі басталады.
Агломерация кезінде келесі сульфидтердің тотығу үрдісі жүреді.
РЬ + 2О 2 = РЪ8О 4 + 807898 Дж (1)
РbS + РbS О 4 = 2РЬ + 2SО 2 (2)
2ҒеS 2 - 2Ғе8S+ SО 2 (3)
2Ғе п S п+1 - 2 п Ғе S + SО 2 (4)
2Си 2 S + ЗО 2 = 2СшО + 2 SО 2 (5)
2Си 2 S + 4О 2 = 4СиО + 2 SО 2 (6)
22п S + ЗО 2 = 2ZпО + 2 S0, (7)
2Сd S + ЗО 2 = 2Сd0 + 2 SО 2 (8)
2ҒеАsS= 2Аs+ 2Ғе S (9)
Сульфидтер мен күшәлә қоспаларының тотығуынан басқа агломерациялайтын күйдіру кезінде шихтаға берілетін химиялык қосылыстардың әсерлесу үрдісі де өте маңызды болып саналады. Олардың бір бөлігі өзінің тезбалқығыштығынан ұсак бөлшектерге бөлу барысында шешуші роль атқарады.
Үрдістің мақсаты - шахталық пеште металлургиялық балқытуға болатын механикалық қатты қосылыстар алу. Түйіршік түрінде шикіқұрам агломерациялау шикіқүрамның газөткізгіштігін, беріктігін жақсартады, өйткені диффузияның болмауынан тасымалдау мүмкіндігі арта түседі, сондай - ақ тасымалдау кезінде шаңда азаяды.
Шығарылатын күкірт мөлшері:
623*0, 18*0, 85 = 95 тәулік /т
Газүрлеуші төменге бағытталған агломашыналары орнатуға қабылдап аламыз. Ауамен төменге газүрлеудің агломерация процесіндегі артылықшылықтары: арбалардың оттықарын қорғасымен балқытуға қауптенбей құрамында қорғасыны көп ішкі құраманы күйдіруге, құрамында ЅO 2 қосылымы жоғары газдарды алуға (5-7 %) күкіртті қышқыл өндірісте жарамды) , оттықтар электр энергиясын шығындарын азайтуға мүмкіндік береді.
Есептеу үшін күкірттің күйдіру агломашинаның салыстырмалы өндіргіштігі: 3 т/(м 2 тәулік және құрылғыларды уақыт бойынша қолдану коэффициенті 0, 9.
Агломашынаның қажетті ауданы:
(95 / 1, 3) *0, 9= 80, 1 м 2
Күйежентектелу ауданы 75 м 2 қабылдаймыз.
2 АРНАЙЫ БӨЛІМ
2. 1. Автоматтандыру.
2. 2. Агломераттық күйдіру үрдісін басқару объектісі ретінде талдау
Қарастырылатын технологиялық операциясымен АБЖ тиімді екенін құрастырып, нақты шешімі сандық жүйе класында қарастырамыз, технологиялық операциясымен басқару есебін шешу үшін басқару объектісі идентификатциясымен байланысты.
Сандық жүйе класында технологиялық операциямен қарастырылатын автоматты басқару жүйесін тиімді есебінің нақты шешімі басқару есебін шешу үшін басқару объектсінің идентификациясымен байланысты.
Басқару жүйесінің кұрылысына режиммен агломерация үрдісін: ауадағы газды математикалық қамтамассыздандыруын қүруымен және техникалық қүралдар баскару жүйесін таңдаумен байланысты.
Агломераттық үрдісті тиімді басқару автоматты жүйесін құрастыру есебі агломерат жэне күкіртті газ алу мақсатында, қажетті керсеткіштермен алу бірталай күрделі есеп; шаруа, объект, басқару, адеватты теорияның тоғы, агломерат үрдісін басқару автоматты жүйесін синтездеуге мүмкіндік беретін, бақылау және реттеу автоматтандыру құралдарын тотықсыздығы түрінде күрделі.
Агломерат үрдісінің адеватты басқару есебін бір этапты болып шешудің ауа - газды режимге бағыныңқы есеп басқарушы болып табылады. Ол көбіне техникалық операцияның енгізілу шартын жэне сульфид қорғасынды концентратцияның агломератты күйдіру көрсеткіштерінің сапасын анықтайды.
Қазіргі кезде агломерация үрдісінің ауадағы - газдың режимін баскару кезекиті мастермен жүзеге асырылады. Ол бақылау - осынау құралдарының көрснткіштері анализі негізінде және автоматты реттеудің газ тиімді локалды жүйесі көмегімен үлкен кешігумен алынатын күйдіру өнімінің агломерацияның анализі нәтижесінде үрдісінің енгізілуі туралы шешімін қабылдайды.
Мұндай жағдайда басқарудың саласы шебердің (оператордың) біліктілігі мен сезіміне байланысты анықталады. Сондықтан ағымдағы агломерация үрдісін енгізу тәжірибесі агрегаттық қосымша резерды ашуға және оның бар потенциялдық мүмкіндігін толығырак колдануға мүмкіндік бермейді.
Басқару контырында есептегіш машинаның басқаруын колданудың тиімділіғі мен қарстырылатын объектісінің ерекшеліктерін ескеріп, ізделінетін үрдісті автоматты басқару жүйесінің құрылысын тікелей сандык басқару жүйе класында бағалауға болады.
Сандық жүйе класында технологиялык операцияның қарастырылатын автоматты басқару жүйесінің тиімді есебін, нақты шешімі басқару есебін шешу үшін басқару объектісінің идентификациясымен, агломерация үрдісін ауадағы газды режиммен, сандық басқару жүйесімен құрылысымен, математикалық қамтамассыздандыруды қүрумен және техникалык құралдардың басқару жүйесін таңдаумен байланысты.
2. 4 Агломерация үрдісінің ауа - газдық режимімен басқарудың автоматтандырылған жүйесінің математикалық үлгісін жасау және құрылымын таңдау
( Агломашина қақпағы астында айырылу, электрсүзгі алдындағы киын және агломашина басты бөлігінде берілген мәндер орныктылыгы есебі, формулданған реттеу объектісі болып, астынан үрлеу, ауа беру үшін ауа құбыр аумағы, көміртегімен байытылған машинаның және электросүзбеге дейін байытылған күкіртті газ, газқүбырының бас бөлігі, агломерациялық үрдіс болып табылады.
Орнықтылық жүйе құрылысын таңдау алдында сызықты динамикалық сүзбелер объектісінің сәйкестер каналдар апроксимация мүмкіндігі бағаланған болатын. Тәжірибелік зерттеулер апроксимация мүмкіндігін көрсетті, және каналдардан беріліс функциясының бағасын алуға мүмкіндік туғызады, ол 9 кестеде келтірілген.
9 кесте
0, 08
S (S+ 0, 154)
0, 095
S (S+0, 068)
0, 09
S (S+ 0, 063)
0, 01
S (S+ 0, 153)
0, 002
S (S+ 0, 11)
0, 003
S (S+0, 05)
9 кестеде көрсетілген арналардың аттары төмендегідей:
11 - "Электросүзгіш алдында А 2 4 байытылған газ қысымға газ үрлегіштің өнімділігі";
12 - "Қақпақ астында газ айырылуға А 24 байытылған газ үрлегіштің
өнімділігі";
22 - "Қақпақ астында газ айырылуға кедей А 25 газ үрлегіштің
өнімділігі";
32 - "Агломашина бөлігінің алу жағында кақпак астында газ айырылу А 23 ауа үрлегіштің өнімділігі";
42 - "Қақпақ астында газ айырылу агломашинаның басты бөлігінде А 22
ауа үрлегіш өнімділігі";
43 - "Агломашина басты бөлігінде ауа шығыны - агломашина бөлігінде
А 22 ауа үрлегіштің өнімділігі";
Объект қасиеттерін есепке ала отырып, қалыптасқан есептерді шешу үшін. НІДУ жүйесі енгізілген. Оның құрамында:
- Орталықтандырылған бақылаудың ішкі жүйесі;
- Басқару объектісінің статикалық қасиеттерін орталықтандырудың ішкі жуйесі;
- Агломерат күйдірудегі ауа шығынын бағалаулар ішкі жүйесі
- Тікелей сандық реттеудің ішкі жүйесі.
Агломерация үрдісін ауа - газ режимімен басқару алгоритмі:
1 қадам. Орталықтандырылған бақылаудың ішкі жүйесінің көмегімен объект куйін бағалау;
2 қадам. Агломерация үрдісінің математикалық үлгісінің параметрлерін түзеді;
3 қадам. Агломерациялық күйдірудегі ауа шығыны рационалдық мәнін бағалау;
4 қадам. Берілген қақпақ астындағы жеңілдету электрсүзгі алдындағы қысым және агломашинаның бас бөлігіндегі ауа шығынның мәндерін қолдау.
Автоматгандырылған басқару жүйесінің бөлек ішкі жүйесінің жүзеге асуын қарастырайық.
Орталықтандырылған бақылаудың ішкі жүйесі мынадай кызметтер аткарады:
1) Датчиктерден және түрлендіргіштер қүралдарын қүрамдас екіншілік коттардан алынатын ақпарат жиынтығы жэне анологты ақпаратты кодтау;
2) Кіріс ақпаратты автоматтык бастапкы өңдеу (сызықтандыру), датчиктерді аналитикалық бөліктеу;
3) Датчиктерден қателерді сигналға сэйкес келтіру жэне олардың сигнализациясы;
4) "Schlemberger" УВМ - мен цехты автоматты жүйесінің жұмысын синхронизациялау және цехты жүйеден УВМ - ға ақпарат беру және УВМ -нан агломашинада орнатылған атқарушы органдарға басқару ықпалын беру;
5) УВМ - нан басқаратын әрекеттерді унифицированды электрлі сигналдарды қабылдау. идендибикация және түрлендіру және оларды жергілікті атқарушы құралдарға тарату;
6) Реттеуіш заңын тікелей сандык басқару (РСБ) жүйе контрының саны ясәне РСБ жүйесі есептерін орталықтандырып (оператор пультімен) өзгерту;
2. 4. 2. Агломерацияның күйдіргеге ауа шығыны бағасының бағынқы жүйесі.
Берілген бағыныңқы жүйеде алу шығынның берілген мәні бағалауы
келесідей жүзеге асырылады. Алдымен ΔУ 5а шамасы бағаланады, келесі
теңдеумен:
Σа i Х i = У Ѕааза - Σа i Х i = ΔУ 5а
(19)
ШСЗ талаптарында агломерация үрдісін жүргізу мәліметтер анализі келесідей көрсетіледі, х 4 және х 5 арасында х 4 =3х 5 қатынасы бар.
Осы қатынасты ескеріп табатынымыз:
, х 5 = Д У Х , /(3 а 4 + а 5 ) ; х А =3 х 5 .
Алынған х 4 мәні агломашина бас бөлігіне ауа шығыны тұрақтандыру контуры үшін берілген мән ретінде қолданылады, ал х5 агломашина бәлігінің
аяғына газүрлегіш өндірісінің шектелуі ретінде қолданылады.
Тікелей сандык реттеу бағыныңқы жүйенің орталықтандырылған бақылау бағыныңқы жүйесі ақпараты негізінде. Агломерациялық күйдіргі берілген ауа - газды режимнің түрақтандыру есебін шешеді.
Тұрақтандыру СР1 - СРЗ (3 сурет) 4 сандық реттегіштермен жүзеге асырылады. Олар баскарушы машинада программасы жүзеге асырылған және ИМ1 - 4 атқарушы механизмдері көмегімен М гидромуфтаны басқарады. СР2 - СРЗ реттегіштері V А24 және V А221 айналу жылдамдығына А 24 газүрлегіш роторп және А 22 газүрлегішке әрекет жасап Р о қысым тұрақтандырғыш және агломашинаның басты бөлігіне ауаны қысу екі автономды (басқару объектісі арқылы ғана байланысқан) контур. СР2 және СР4 реттегіштері жұмысқа кезекпен қосылып, V А 23 және У А25 айналу жылдамдығы А 2Ъ ауа үрлегіш роторға және А 25 газүрлегішке әсер етеді, Р К қақпан астында айырылысуды реттейді.
Осы екі реттегіштің жұмысын К 1 және К 2 кілттері және логикалық блок басқарады, машинада программасы жүзеге асқан, кілттер жұмысының кілттері келесідегідей:
... жалғасыСіз бұл жұмысты біздің қосымшамыз арқылы толығымен тегін көре аласыз.
- Іс жүргізу
- Автоматтандыру, Техника
- Алғашқы әскери дайындық
- Астрономия
- Ауыл шаруашылығы
- Банк ісі
- Бизнесті бағалау
- Биология
- Бухгалтерлік іс
- Валеология
- Ветеринария
- География
- Геология, Геофизика, Геодезия
- Дін
- Ет, сүт, шарап өнімдері
- Жалпы тарих
- Жер кадастрі, Жылжымайтын мүлік
- Журналистика
- Информатика
- Кеден ісі
- Маркетинг
- Математика, Геометрия
- Медицина
- Мемлекеттік басқару
- Менеджмент
- Мұнай, Газ
- Мұрағат ісі
- Мәдениеттану
- ОБЖ (Основы безопасности жизнедеятельности)
- Педагогика
- Полиграфия
- Психология
- Салық
- Саясаттану
- Сақтандыру
- Сертификаттау, стандарттау
- Социология, Демография
- Спорт
- Статистика
- Тілтану, Филология
- Тарихи тұлғалар
- Тау-кен ісі
- Транспорт
- Туризм
- Физика
- Философия
- Халықаралық қатынастар
- Химия
- Экология, Қоршаған ортаны қорғау
- Экономика
- Экономикалық география
- Электротехника
- Қазақстан тарихы
- Қаржы
- Құрылыс
- Құқық, Криминалистика
- Әдебиет
- Өнер, музыка
- Өнеркәсіп, Өндіріс
Қазақ тілінде жазылған рефераттар, курстық жұмыстар, дипломдық жұмыстар бойынша біздің қор #1 болып табылады.

Ақпарат
Қосымша
Email: info@stud.kz