Тамақ өнімдерін құйып жабу және буып-түйу машиналары: мөлшерлеу, дозалау және кинематикалық есептеулер

Қазақстан Республикасының білім және ғылым министрлігі
Семей қаласының Шәкәрім атындағы мемлекеттік университеті
СӨЖ
Мамандығы: Технологиялық машиналар және жабдықтар 5В072400
Тақырыбы: Тамақ өнімдерін құйып жабатын және буып-түйетін машиналар мен автоматтар.
Жетекшісі: Қасенов Ә. Л.
Студент: Оразбаева А. Т.
Тобы: ТО-207
Семей 2015 ж.
Жоспар:
- Кіріспе
- Негізгі бөлім
1. Мөлшерлеу жабдықтары.
2. Үздіксіз және порциялы жұмыс істейтін дозаторлар
3. Шприцтер.
- Қорытынды
- Қолданылған әдебиеттер тізімі
\
Мөлшерлегіштің негізгі міндеті - берілген материалдарды массасына қарай белгілі бір дәлдікпен бөлу. Мөлшерлегіштер мына талаптарға сай болу керек: материалды белгілі бір дәлдікпен мөлшерлеу, өнімділігі жоғары болу, мөлшерлегіштің жұмыс жүйесінің және басқару жүйесінің сенімді болуы.
Мөлшерлегіштер циклінің құрылымына байланысты үздіксіз және порциялы болады.
Мөлшерлеу әдісіне байланысты көлемдік немесе салмақтық болып бөлінеді.
Салмақ бойынша мөлшерлеу үлкен дәлдікті қамтамасыз ететіндіктен негізгі компонент қамырды мөлшерлеу үшін жиі қолданылады.
Көлем бойынша мөлшерлеудің құрылымы қарапайым, сондықтан осы жүйеге негізделген мөлшерлегіштер сенімдірек. Көлем бойынша мөлшерлеу сүйық компоненттерді мөлшерлеуді жеңілдетеді.
Құрылымына және жұмыс істеу цикліне байланысты мөлшерлегіштер келесідей жіктеледі.
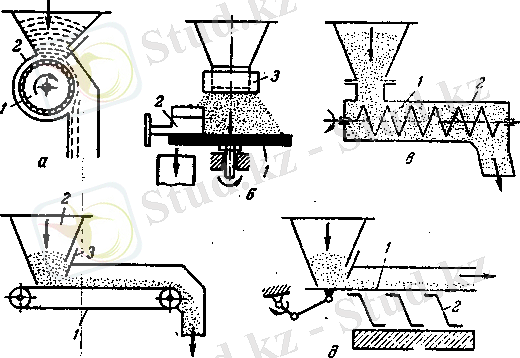
Сусымалы және сұйық компоненттерді мөлшерлегіштер: үздіксіз мөлшерлегіштер және кезеңді мөлшерлеу болып бөлінеді.
Сусымалы компоненттерді үздіксіз мөлшерлегіштер:
а) барабанды; ә) табақшалы; б) шнекті; в) таспалы; г) вибрациялы
Сусымалы компоненттерді кезеңді мөлшерлеу:
а) шанақты
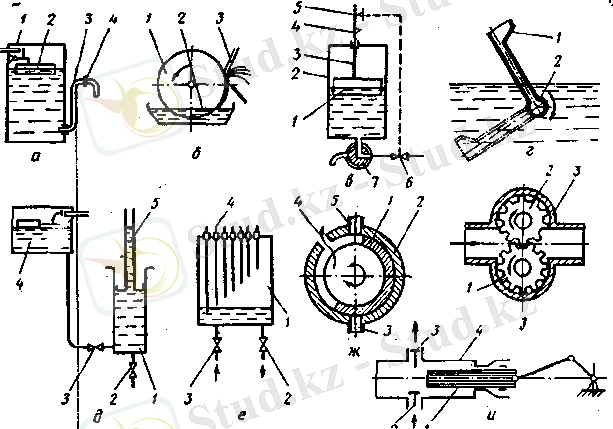
Сұйық компоненттерді үздіксіз мөлшерлегіштер:
а) дроссельді; ә) барабанды; б) ожаулы; в) станканды; г) шестернялы; д) поршенді
Сұйық компоненттерді кезеңді мөлшерлеу:
а) қалтқылы; ә) мембраналы; б) электродты
Ет және сүт өнеркәсiбiнде дозалап толтыратын машиналар көп қолданылады. Қысым әсерiмен қабықшаны механикалық жолмен толтыратын машиналар тобына шприцтердi жатқызады. Шприцтер шұжық қабықшасын тартылған етпен, сонымен қатар сүт өнеркәсiбiнде балқытылған сырды жасанды қабықшамен толтыруда қолданылады.
Сусымалы компоненттерге арналған. Сұйық компоненттерге арналған.
Өндiрiсте қолданылатын шприцтер мына талаптарға сай болуы тиiс:
- Өнiмнiң сапасы мен бастапқы қасиеттерi сақталуы;
- Шпиг бөлiктерiнiң пiшiнi сақталып, олар фарштың барлық көлемiнде таралуы;
- Өнiм құрамына ауаның кiрмеуi, машинаны майлайтын және бөтен бөлшектердiң түсiп кетпеуi;
- Фаршты әперу үшiн өстiк қысымның қолданылуы;
- Фарштың жүктеу орнынан цевкаға дейiнгi ең қысқа жолы қамтамасыз етiлуi;
- Өнiм ағынының жылдамдығын реттеу мүмкiндiгi;
Өндiрiсте механикалық, гидравликалық, сонымен қатар өнiмдi мерзiмдi және үздiксiз әрекеттi әперушi пневматикалық шщприцтер қолданылады.
Жұмысшы органдары тоқтап жұмыс iстейтiн автоматтың өнiмдiлiгi осыларға ұқсас машиналардың сипаттамаларына сәйкес анықталады.
Мысалға: шөлмек жуатын, қаймақ жабатын М6-ОР255 автоматы, iрiмшiк өнiмдерiн, май т. б. өнiмдердi өлшеп орайтын автоматтар АРТ, АРС, АРМ және басқада машиналар өнiмдiлiгiн (3. 2. -1) формуласымен анықтайды:

 (3. 2. -1)
(3. 2. -1)

мұндағы:
 - цикл уақыты, яғни тоқтап және жүрудiң қосынды уақыты, с;
- цикл уақыты, яғни тоқтап және жүрудiң қосынды уақыты, с;
z- столдағы ұяшық саны (осы типтi автомат үшiн z=10) ;
 - дозаланған өнiмнiң бiр порциясының салмағы, кг;
- дозаланған өнiмнiң бiр порциясының салмағы, кг;
 - дозаланған өнiмнiң бiр порциясының көлемi (0, 2 л) ;
- дозаланған өнiмнiң бiр порциясының көлемi (0, 2 л) ;
 - бiр ұяшықтағы шөлмек саны (2 дана) .
- бiр ұяшықтағы шөлмек саны (2 дана) .
Автоматтың жобалануында даналық өнiмдiлiк берiледi. Сондықтан да берiлген тәуелдiлiктi пайдаланып, автомат столының қозғалу, тоқтау уақыттарының қосындысы немесе толық циклдық уақытын анықтауға болады.
 (3. 2. -2)
(3. 2. -2)
немесе

Егер де минуттық даналық өнiмдiлiк берiлсе. Осыдан шығатыны
 , содан
, содан
 мен
мен
 уақыттарын анықтауға болады.
уақыттарын анықтауға болады.
Механизмдердi жобалағанда үзiлiстi қозғалыс мынадай
 өлшемдермен берiледi. Сондықтан да
уақыты қаншалық та аз болса, тоқтау уақытын соншалық көп пайдалануға (мөлшерлеуге, тығындауға) болады.
өлшемдермен берiледi. Сондықтан да
уақыты қаншалық та аз болса, тоқтау уақытын соншалық көп пайдалануға (мөлшерлеуге, тығындауға) болады.
Бiрақ та берiлген уақыт циклынан (
 ), қозғалу уақытын (
) шектен тыс азайтып жiберу, столдың бағыттауыш дискi мен тасымалдағыш жылдамдығын арттырып жiбередi. Осының нәтижесiнде тежелу кезiнде қозғаушы момент пен үдеудiң шамасы көбейедi. Осылардың барлығы тасымалдағыштағы, бағыттаушы столдағы өнiммен толған немесе бос шөлмектердiң инерциясын туғызатын, динамикалық жүктелудiң артуына әкеп соғады.
), қозғалу уақытын (
) шектен тыс азайтып жiберу, столдың бағыттауыш дискi мен тасымалдағыш жылдамдығын арттырып жiбередi. Осының нәтижесiнде тежелу кезiнде қозғаушы момент пен үдеудiң шамасы көбейедi. Осылардың барлығы тасымалдағыштағы, бағыттаушы столдағы өнiммен толған немесе бос шөлмектердiң инерциясын туғызатын, динамикалық жүктелудiң артуына әкеп соғады.
Кей жағдайда (М6-ОР2Б автоматына қатысты) бұл құбылыстар кезiнде шөлмектер шыны болғандықтан, соқтығысып сынуы мүмкiн. Сондықтан да шыны шөлмектерге өнiмдi құйып жабатын автоматтар үшiн, қозғалу уақыты тоқтау уақытына жақын немесе тең болу керек.
 (3. 2. -3)
(3. 2. -3)
немесе

Ал, қоймалжың өнiмдердi: сары май, сыр, iрiмшiктi пакеттерге салып өлшеп орайтын автоматтары: АРТ, АРМ, АРС үшiн соқтығысып сыну қауiп жоқ. Сондықтан да бұл автоматтарда қозғалу уақыты, тоқтау уақытынан жедел артуы мүмкiн.

М6-ОР2Б автоматтың столының бағыттаушы дискасы қозғалған кезде, мөлшерлегiш поршенi столға керi бағытымен бiрiншi жүрiсiн жасайды. Осы кезде қаймақ бункерден құбыр арқылы үлестiргiш кранындағы тесiк арқылы, мөлшерлегiш цилиндрлерiне сырылады. Цилиндрлер өнiмге толған соң, кран бастапқы жағдайына келедi де, қаймақ берiлу тоқталады.
 (3. 2. -4)
(3. 2. -4)
мұндағы:
 - мөлшерлегiш цилиндрiнiң өнiмге толу уақыты, с;
- мөлшерлегiш цилиндрiнiң өнiмге толу уақыты, с;
 - мөлшерлегiштiң реттегiш кранының бұрылу уақыты, с.
- мөлшерлегiштiң реттегiш кранының бұрылу уақыты, с.
Автомат столының бағыттауыш дискасы тоқтаған кезде, мөлшерлегiш поршендерi столға қарай екiншi жүрiсiн жасайды, мөлшерлi өнiм шөлмекке құйылады. Содан соң поршендер тоқтайды. Үлестiргiш кран бастапқы жағдайына келедi.
 (3. 2. -5)
(3. 2. -5)
- шөлмектi қаймақпен толтыру уақыты, с;
- үлестiргiш кранның бастапқы жағдайына бұрылу уақыты.
Автоматтың конструкциясын ықшамдау үшiн шөлмектi өнiммен толтыру уақыты мен мөлшерлегiштi толтыру уақыты және мөлшерлегiш крандарының бұрылу уақыттары бiрдей болу керек.
 ;
;
 (3. 2. -6)
(3. 2. -6)
Мөлшерлегiштiң әр цилиндрiн өнiммен толтыру көлемi, шөлмектiң сыйымдылығымен бiрдей. Цилиндрдiң iшкi айнасының диаметрi 60 мм. Сондықтан мөлшерлегiштiң сыйымдылығының негiзiнде, мөлшерлегiш поршендерiнiң жүрiсiн анықтауға болады.
 (3. 2. -7)
(3. 2. -7)
мұндағы:
 - мөлшерлегiштiң iшкi көлемi, м
3
;
- мөлшерлегiштiң iшкi көлемi, м
3
;
 - мөлшерлегiштiң көлденең қима ауданы, м
2
;
- мөлшерлегiштiң көлденең қима ауданы, м
2
;
 - поршень жүрiсi, м.
- поршень жүрiсi, м.
(3. 2. -7) теңдеудi шешу арқылы поршень жүрiсiн анықтауға болады.
 (3. 2. -8)
(3. 2. -8)
Поршень жүрiсiнiң әсерiмен, өнiм мөлшерлегiш iшiне сорылады. Мөлшерлегiштi толтыру уақытында (
) толады. Толтырылатын көлемi (
) белгiлi, сондықтан үзiлiссiздiк теңдеуi негiзiнде, поршеннiң қозғалу жылдамдығын анықтауға болады.

осыдан
 (3. 2. -9)
(3. 2. -9)
мұндағы:
 -поршень жүрiсiнiң жылдамдығы, м/с.
-поршень жүрiсiнiң жылдамдығы, м/с.
Мөлшерлегiштi өнiмге толтыратын кездегi поршень жүрiсiнiң жылдамдығы мен шөлмектi толтырғандағы поршень жүрiсiнiң жылдамдығына тең болу керек. Сонымен қатар, қаймақтың шөлмекке ағу жылдамдығы басқа да болуы мүмкiн. Бұл жылдамдық автоматтың құю түтiкшесiнiң көлденең қима ауданына байланысты. Ағу жылдамдығын ағынның үзiлiссiздiк теңдеуi негiзiнде де анықтауға болады.

осыдан
 (3. 2. -10)
(3. 2. -10)
мұндағы:
 -қаймақтың шөлмекке ағу жылдамдығы, м/с;
-қаймақтың шөлмекке ағу жылдамдығы, м/с;
 -мөлшерлегiш кранның түтiкшесiнiң диаметрi, м.
-мөлшерлегiш кранның түтiкшесiнiң диаметрi, м.
Автоматтың кинематикалық есептелуi
Автоматтың кинематикалық талдауынан, мынадай қортындыға келуге болады: бүкiл кинематикалық тiзбектiң есептелу ыңғайлылығы бiрiншi орында тұру керек.
Столдың бағыттаушы дискiсiнiң қозғалуы мен тоқтауы, автоматтың жетегiнде орналасқан, жетектегi звеносы iзiлiстi қозғалыс жасайтын жұдырықша көмегiмен iске асады.
Берiлген механизм екi бiлiктен тұрады. Көлденең бiлiкте барабан жұдырықша, ол тiк айналатын бiлiкте жетектегi дискi роликтерiмен орнатылған. Барабанды жұдырықшаның бойында фрезерленген ойық бар, ол ойық екi бөлiктен тұрады: бұрандалы және сақиналы (40-сурет) .
Барабанды жұдырықшалы 1 бiлiк үздiксiз айналғанда, жұдырықшадағы ойық оның толық бiр айналымында
 , тiк айналатын бiлiкте орнатылған жетектегi дискiнiң роликтерiнiң бiрiн қамтиды. Тiк айналатын бiлiкте столдың бағыттаушы дискiсi орнатылған. Жетектегi дискiнiң ролигi барабанды жұдырықшаның ойықшасына кiредi.
, тiк айналатын бiлiкте орнатылған жетектегi дискiнiң роликтерiнiң бiрiн қамтиды. Тiк айналатын бiлiкте столдың бағыттаушы дискiсi орнатылған. Жетектегi дискiнiң ролигi барабанды жұдырықшаның ойықшасына кiредi.
Жетектегi дискiнiң айналысы үздiксiз емес, қандай да бұрышқа (
 ) периодты айналысқа түрленедi.
) периодты айналысқа түрленедi.
Бұл бұрыш былай анықталады:
 (3. 2. -11)
(3. 2. -11)
мұндағы:
z-жетектегi дискiнiң роликтерiнiң саны, ол бағыттаушы дисктың столдағы ұяшықтар санына тең.
Жетектегi дискiнiң ролигi, жұдырықшадағы бұрандалы ойықшамен сырғығанда, жетектегi дискiнiң
уақытына бұрылуы болады. Ал жұдырықша
 бұрышына бұрылады.
бұрышына бұрылады.
Бағыттаушы стол мен жетектегi дискi
 бұрышқа бұрылады. Сол кезде столдағы шөлмектер, бiр позициядан екiншi позицияға рет-ретiмен қозғалыс жасайды.
бұрышқа бұрылады. Сол кезде столдағы шөлмектер, бiр позициядан екiншi позицияға рет-ретiмен қозғалыс жасайды.
Жетектегi дискiдегi ролик жұдырықшаның сақиналы ойығымен сырғығанда, жетектегi (
) тоқтау уақытына тоқтайды. Бұл былай түсiндiрiледi: сақиналы ойықшаның осi

 осiне перпендикуляр орналасқан. Сондықтан да, жетектегi дискi тоқтау уақытында қозғалыссыз қалады. Сол уақытта жұдырықша тоқтау бұрышына (
осiне перпендикуляр орналасқан. Сондықтан да, жетектегi дискi тоқтау уақытында қозғалыссыз қалады. Сол уақытта жұдырықша тоқтау бұрышына (
 ) бұрылады.
) бұрылады.
Жетектегi дискi мен бағыттаушы стол қозғалыссыз қалғанда, шөлмектi өнiммен толтыру, тығындау т. б. операциялар тоқтау уақытында жүредi. Жетектегi дискi бұрыла бастағанда, онымен бiрiншi iлiнiскен ролик босатылады. Жұдырықшаның
бұрышына сәйкес, ойықшадағы бұрандалы байланысты, жетектегi дискi әр түрлi қозғалыс заңдарымен өзгеретiн қозғалыс жасайды.
Барлық жағдайларда да жұмысшы органдардың кинематика-лық циклын бағыттаушы столдың және жетектегi дискiнiң өзара рет-ретiмен қайталанып отыратын периодты қозғалуға және тоқтауға жiктеуге болады.
Осы қозғалу және тоқтау периодтарының жүру ұзақтығымен, берiлген технологиялық процестердiң шамасы мен динамикалық жiктелудiң, жұмысшы механиздердiң қозғалыс периоды анықталады.
Жұмысшы органдар мен орындаушы механизмдердiң периодты қозғалысы үшiн, жалпы жағдайда периодты жылдамдықтың үш сипаттамасы:
... жалғасыСіз бұл жұмысты біздің қосымшамыз арқылы толығымен тегін көре аласыз.
- Іс жүргізу
- Автоматтандыру, Техника
- Алғашқы әскери дайындық
- Астрономия
- Ауыл шаруашылығы
- Банк ісі
- Бизнесті бағалау
- Биология
- Бухгалтерлік іс
- Валеология
- Ветеринария
- География
- Геология, Геофизика, Геодезия
- Дін
- Ет, сүт, шарап өнімдері
- Жалпы тарих
- Жер кадастрі, Жылжымайтын мүлік
- Журналистика
- Информатика
- Кеден ісі
- Маркетинг
- Математика, Геометрия
- Медицина
- Мемлекеттік басқару
- Менеджмент
- Мұнай, Газ
- Мұрағат ісі
- Мәдениеттану
- ОБЖ (Основы безопасности жизнедеятельности)
- Педагогика
- Полиграфия
- Психология
- Салық
- Саясаттану
- Сақтандыру
- Сертификаттау, стандарттау
- Социология, Демография
- Спорт
- Статистика
- Тілтану, Филология
- Тарихи тұлғалар
- Тау-кен ісі
- Транспорт
- Туризм
- Физика
- Философия
- Халықаралық қатынастар
- Химия
- Экология, Қоршаған ортаны қорғау
- Экономика
- Экономикалық география
- Электротехника
- Қазақстан тарихы
- Қаржы
- Құрылыс
- Құқық, Криминалистика
- Әдебиет
- Өнер, музыка
- Өнеркәсіп, Өндіріс
Қазақ тілінде жазылған рефераттар, курстық жұмыстар, дипломдық жұмыстар бойынша біздің қор #1 болып табылады.

Ақпарат
Қосымша
Email: info@stud.kz