Қатты жанғыш қазбаларды дайындау мен механикалық өңдеу технологиясы

МАЗМҰНЫ
1 Қатты жанғыш қазбаларды өңдеуге дайындау
Отынды өңдеудің кез келген түріне (кокстеу, жартылай кокстеу, газификациялау, энергохимияға және т. б. ) дайындау технологиялық процестің жоғары техникалық және экономикалық көрсеткіштерін қамтамасыз ететін сипаттамасы бар отын алудың жалпы мәселесі болып табылады.
Металлургиялық кокс өндірісі барысында сапасы бойынша айтарлықтай өзгешеленетін көмірлерден берілген қасиеттері бар көмір шихтасын алу мәселесі шешілетін болғандықтан көмірді дайындау маңызды болып табылады.
2 Қатты отындарды қабылдау мен қоймалау
Отынды қабылдау, оны қоймаға жию, електен өткізу, ұсату(усақтау), кесектеу мен байыту қатты жанғыш қазбаларды өңдеудің кез келген түріне дайындаудың жалпы операциялары болып табылады.
Кокстеу үшін әртүрлі шахталар мен байыту фабрикаларынан келіп түсетін әр түрлі маркалы көмірлердің пайдаланылуына байланысты кокстік химия зауыттарында көмірлерді орташаландырудың маңызы зор. Осы күнгі ірі отын өңдейтін мекемелер тәулігіне 20-30 мың т дейін, ал жеткізудің біркелкі еместігінен есепке алғанда 40 мың т дейін қабылдайды, жеткізіп берушілердің (шахталар, байыту фабрикалары) саны 15-20, ал көмір шихталарының маркаларының (компоненттерінің) саны 5 немесе 6-ға жетеді.
Зауыттарға отындар әдеттегідей астына ашылатын люктері бар ашық теміржол вагондарымен жеткізіледі. Вагондардан отынды түсіру механикаландырылған вагонтөңкергіштерде жүзеге асырылады.
Отандық және шетелдік тәжірибеде вагонтөңкергіштердің екі типі: стационарлы роторлы және жылжымалы (көтеріп-айналдыратын, немесе мұнаралық) қолданылады.
Конструкциясының қарапайымдылығымен және жоғары еңбек өнімділігімен ерекшелінетін стационарлы роторлы вагонтөңкергіштер кең қолданыс тапқан. Соңғы кезде отын түсірілетін вагонды ұстап тұратын төзімді бруспен жабдықталған және тісті тәж арқылы іске қосылатын вагонтөңкергіштер қолданыла бастады (1-сурет) .
Осы типті вагонтөңкергіштер өздерінің бандаждарымен 2 үш пар шығыршық тіректеріне 1 тірелетін екі ротордан, екі люлькалы 11 платформадан және роторларды айналдыратын екі жетектен 9 тұрады. Ротор өзара бойлық арқалықтармен(белдемдермен) байланысқан екі дискіден 4 тұрады, балкалар бір бірімен қиғаш тіреулермен 6 байланысқан. Ротордың төменгі жағы тік қойылған дискілермен 4 байланысқан пісірілген рама 7 түрінде орындалған. Ротордың жоғарғы жағында бойлық арқалықтар мен дискі-лерге тіреуіштер 10 пісіріліп жалғастырылған, оларға вагон 8 аударылған кезде тіреледі.
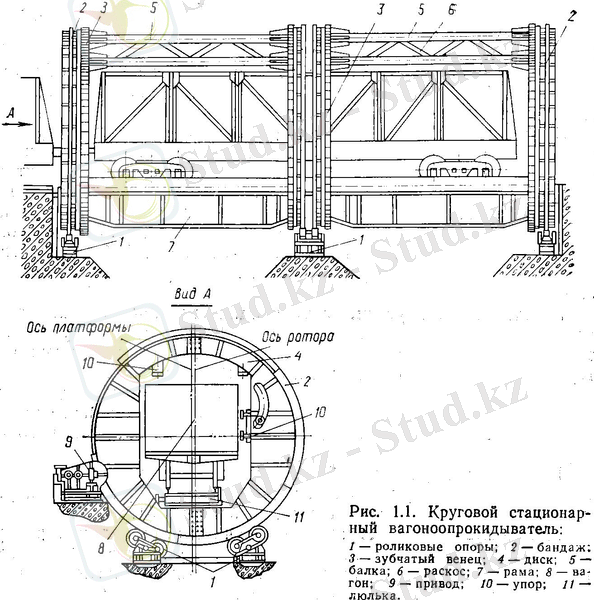
1. 1-сурет. Стационарлы роторлы вагонтөңкергіш
Вагонтөңкергіштің астында орналасқан көмірқабылдағыш шұңқырлар қабырғаларының еңкею бұрышы 45-50°, 70 тоннадан 300 т дейін көмір қабылдайтын темірбетоннан жасалған бункерлер болып табылады. Кейбір зауыттарда вагонтөңкергіштен тыс жерде орналасқан көмір қабылдаушы шұңқырлар болады, олар істен шыққан вагондардан көмірді түсіру үшін немесе көмірдің аздаған партияларын түсіргенде резерв ретінде қолданылады.
Қатты жанғыш қазбалар сақтау барысында ауа оттегісімен әрекеттесіп өзінің қасиеттерін (жылу бергіш қабілеті, ұшқыш заттардың шығымы, гранулометриялық құрамы, кокстелетін көмірлер үшін - күйежентектелінілуі) өзгертеді. Отындардың тотығу процесі жылудың бөлінуімен және көмір массивінің жылынуыменен қабаттас жүреді, жылу 300-350 °С жетсе көмір жана бастауы мүмкін. Аз метаморфизирленген отындар оттегін үдемелі қарқындылықпен сіңіреді. Әртүрлі көмір бассейндері үшін қыстыгүні және жаз уақытында оларды сақтаудың рұқсат етілген мерзімдері белгіленген. Мысалы, Донбастың газды көмірлері үшін жаздыгүні 30 тәулік, ал жоғары метаморфизирленген (ОС типті) - 90; қыстыгүні осы шамалар тиісті 45 және 120 тәулікке дейін өседі.
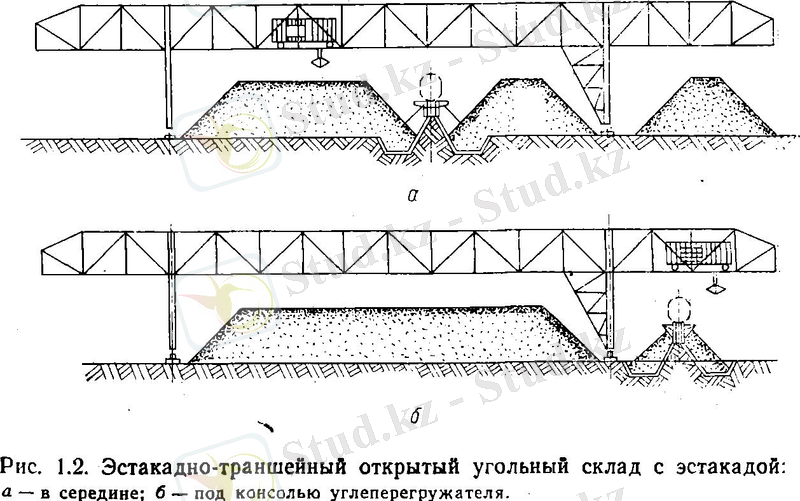
Эстакадалық траншеялық қоймада отынды түсіру қойманың ұзын бойындағы траншеяның үстінде орналасқан эстакадада қолмен жүзеге асырылады. Эстакада көпірлі қайтатиегіштің аралығының астына ортасында (а) немесе оның консольінің астына (б) (сурет 1. 2) орналастырылады.
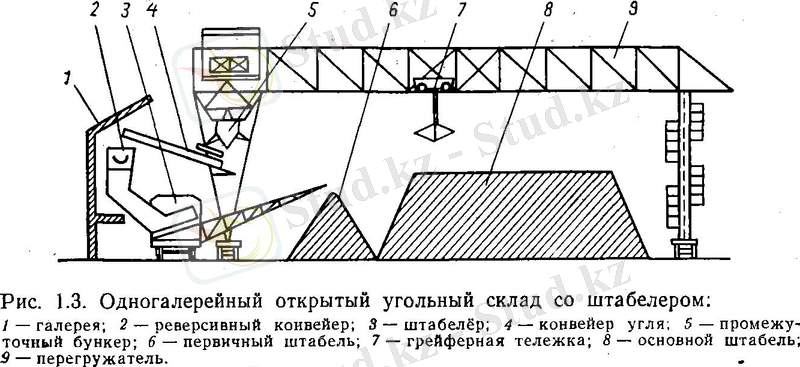
1. 3 суретте қойма бойындағы галереяда орналасқан реверсті конвейердің бір тізбегімен қызмет атқаратын біргалереялық қойма көрсетілген. Вагонаударғыштан көмір түсірілгеннен соң галереяға 1 екі реферсті конвейердің 2 біріне беріліп, жылжымалы штабелер 3 арқылы біріншілік шательге 6 барабанды түсіргіш арбашамен түсіріледі, одан қайтатиегіштің 9 грейферімен 7 көмір негізгі штабельге 8 жіберіледі .
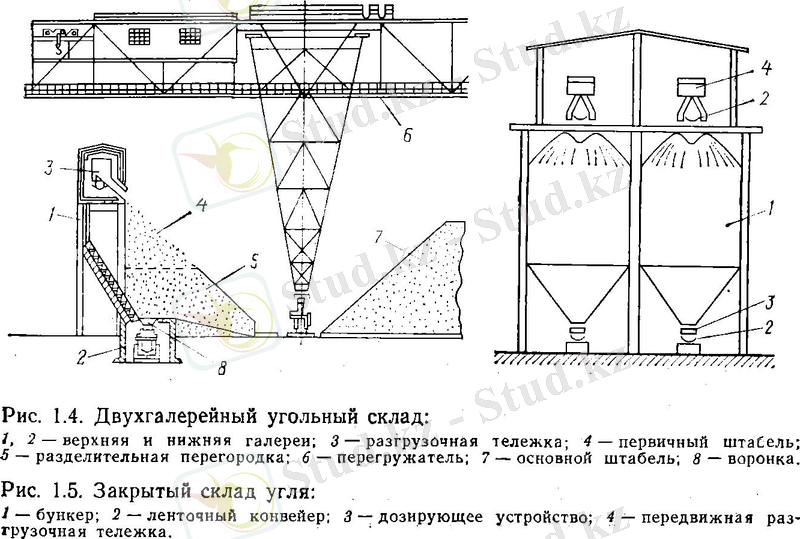
Екігалереялық қойма конвейерлердің екі тізбегімен жабдықталғандықтан қойма бір мезгілде көмірді қоймаға қабылдап оны өндіріске бере алады (сурет 1. 4) . Конвейерлердің бір тізбегі жоғары галереяда 1 орналасып қоймаға түсірілген көмірді қабылдауға қызмет етеді, ал екіншісі - төмендегісі 2 - қоймадан берілетін көмірді тасымалдауға арналған.
Көмір галереяның 1 конвейерлерінен түсіруші арбашалардың 3 көмегімен галерея терезелері арқылы біріншілік штабельге 4 түсіріледі. Әртүрлі маркалы көмірлерге бөлін-ген галереяның телімдері темірбетондық бөлгіштермен 5 бөлінген, ол біріншілік штабельдердің массасын ұлғайтуға мүмкіндік беріп, әртүрлі маркалы көмірлердің араласуын болғызбайды.
Көмір біріншілік штабельден қайтатиегіштің 6 грейферімен негізгі штабельге 7 алынады немесе құйғыш 8 және көлбей галерея арқылы бірден өндіріске жіберіледі. Негізгі штабельдерден орташаландырылған көмір де осылайша беріледі.
Соңғы кезде көмірдің жабық қоймалары кең қолданыла бастаған. Осындай қойма (сурет 1. 5) әрқайсысының сыйымдылығы 2500 т, биіктігі 35 м, цилиндрлік бөлігінің диаметрі 13 м цилиндрлі конустық формалы темірбетонды бункерлердің бір немесе бірнеше қатарынан тұрады. Өлшемдері мен формалары басқаша бункерлер де қолданылады.
Сына тәрізді көмір түсіргіш тесіктері бар тікбұрышты бункерлерде орташаландыруға тиімді қол жеткізіледі (сурет 1. 6) . Бұл жерде тиелген көмірдің бар қимасы бойынша біркелкі массалық ағыны байқалады, сондықтан бұндай бункерлерде көмірді орташаландыру отынның сегрегациясына, оны толтыру мен босатуға тәуелді емес.
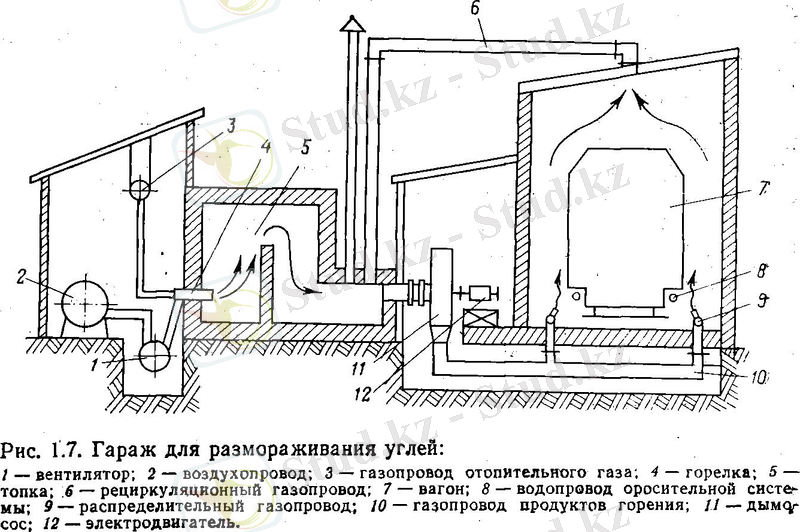
Көмірдің мұз болып қатуымен күресуде негізгі шараларға мыналар жатады: ылғалдылығы 7 % дейін көмірді аздап кептіру мен тасымалдау, қоспаларды пайдалану (негізінен, органикалық, мысалы, мұнай майларын, көмір массасының 0, 3-0, 5 % мөлшерінде), кең қолданыс тапқан көмірді түсіретін жерлерде көмірді жібітетін гараждарды пайдалану (сурет 1. 7) . Гаражда көмір кокс немесе жылытқыш газдардың жану өнімдерінің жылуы есебінен жылынады. Гаражда температура 100-110 °С-тан аспауы тиіс, өйткені одан жоғары температурада теміржол вагондарының жүріс жабдығы жылдам істен шығады.
Жану өнімдері жанарғыдан 5 түтінсорғышпен 11 таратып тұратын теміржолдың екі қабатында орналасқан гараждың жайларының төменгі жағындағы газ құбырларына 10 бағытталады. Кейбір гараждарда вагон доңғалақтарының подшипниктерін су құбырын-дағы 8 сумен шаяды, бірақ соңғы кезде бұл қолданылмайды, дегенмен гаражда темпера-тураны 70 °С деңгейінде ұстайды .
Гараждар бір және екі жолды болып бірмезгіл сыйымдылықтары 10-15 тен 20-30 дейін ашық типті көпжүктілік вагондардан тұрады. Көмірдің мұздап қату дәрежесіне байланыс-ты оны жібіту ұзақтығы 3, 5 сағаттан 8 сағатқа дейін созылады.
3 Қатты жанғыш қазбаларды механикалық өңдеу
3. 1 Електен өткізу
Қатты жанғыш қазбалардың гранулометриялық құрамы, яғни ірілігі бойынша түйіншіктерінің таралымы олардың маңызды технологиялық сипаттамасы болып табылады.
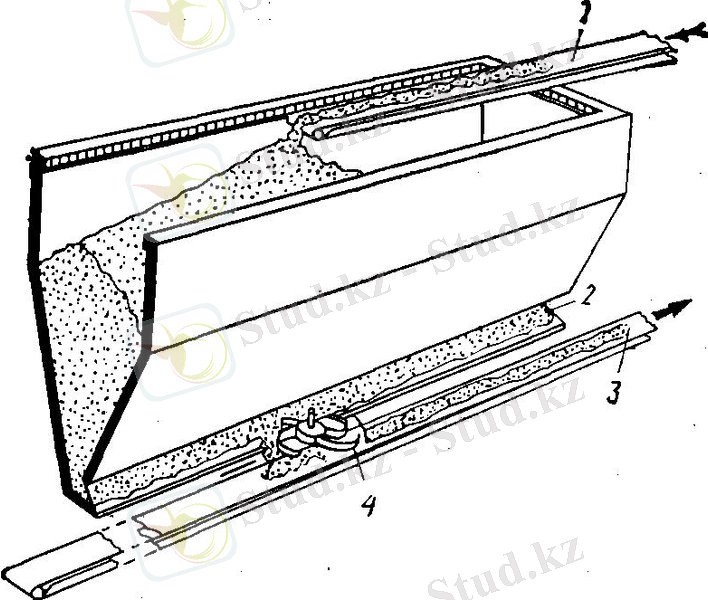
Сурет. 1. 6. Тік бұрышты науалы бункер: 1 - желқайықты конвейер; 2 - бункер астындағы тесік; 3 - төменгі конвейер; 4 - жылжымалы роторлы қоректендіргіш
Гранулометриялық құрам көмірлерді күйежентектеу процесінде кокстеу барысында маңызды рөл атқарады; белгілі ірілікті көмір жартылай кокстеуде, қабатта газификациялауда және басқа технологиялық процестерді іске асыруда қолданылады.
Отындарды ірілік кластарына бір немесе бірнеше елегіш беттері бар електердің көмегімен бөледі. Електер беттерінің үш типтері тараған: сымды торлар, болаттан перфорирленген жаймалар (решеталар) және торлы оттықтар. Елегіш беттеріндегі тесіктер квадрат, дөңгелек, сопақ, тік бұрышты немесе саңылау түрінде болуы мүмкін. Елегіш беті қандай типті електі пайдалану негізінен бөліп алынатын сусымалы материалдың ірілігіне байланысты болады. Ірілігі 10 нан 80 мм дейін материалдарды електеу үшін ірірек торлар (решеталар), майдалау материалдар үшін кішірек торлар (сеткалар), ал ірірек материалдар үшін торлы оттықтар қолданылады.
Елегіш беттерді дайындау үшін металмен қатар резина және синтетикалық материалдар қолданылады. Сымды торлардың квадратты немесе тікбұрышты тесіктерінің мөлшері 0, 04 тен 100 мм дейін жетеді.
Решеталар - дөңгелек, тік бұрышты және квадратты формалы болаттан жасалған жаймалар болып табылады.
Майда ылғалды көмірді елеу үшін ішекті решеткалар қолданылады. Металдық ішектерді електің қорабына бекітілген пластмассадан немесе металдан жасалған тарақтың кертпелеріне жатқызады. Резиналық ішектік тор көлденең резиналық тақтайшалар арқылы өткізілген дөңгелек резиналық баулардан тұрады.
Елеудің тиімділігі көптеген факторларға байланысты, олардың арасындағы маңыздылары - бастапқы материалдың ылғалдылығы, електелетін материалдар түйіршіктерінің және торлардың формалары, елек бойымен материалдың жылжу жылдамдығы, електің еңкею бұрышы мен оның қозғалыс сипаты және т. б. Бөлініп алынатын материал түйіршігінің мөлшері неғұрлым аз, ал ылғалдылығы (5-6% дан көп) болса, соғұрлым материалды електеу қыйыншылықпен өтеді.
Қатты жанғыш қазбаларды өңдеуде тәуелсіз, даярлық және қосымша елеулер танып ажыратылады . Тәуелсіз елеу барысында отыннан бөлініп алынған белгілі класты материал-дар тікелей тұтынушыларға жіберілетін дайын тауарлық өнімдер болып табылады.
Белгілі клас материалдарын әрі қарай өңдеу (мысалы, байыту) мақсатымен жүргізіле-тін елеу(електен өткізу) даярлық деп аталады .
Қосымша елеу қандай да бір процестің бөлігі болып табылады, мысалы, ірі класты әрі қарай ұсату үшін майдадан бөліп алу.
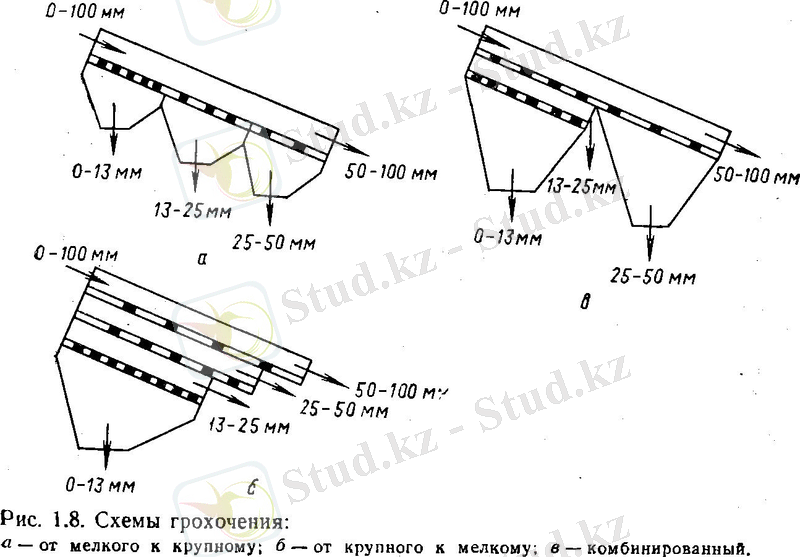
Ірілігі бойынша белгілі класты материалдарды бөліп алу әдістеріне байланысты елеудің іріден бастап майдаға дейін, майдадан бастап іріге дейін және араласқан түрлері ажыратылып танылады (сурет 1. 8) . Іріден бастап майдаға дейін елеу кең тараған.
Елеу тәжірибесінде әртүрлі конструкциялы електер қолданылады, оларды қозғалмайтын оттық (колосниковый) , білікті (валковый), барабанды айналмалы, жалпақ теңселгіш, жартылай вибрациялық(гирациялық) және вибрациялық түрлерге бөлуге болады.
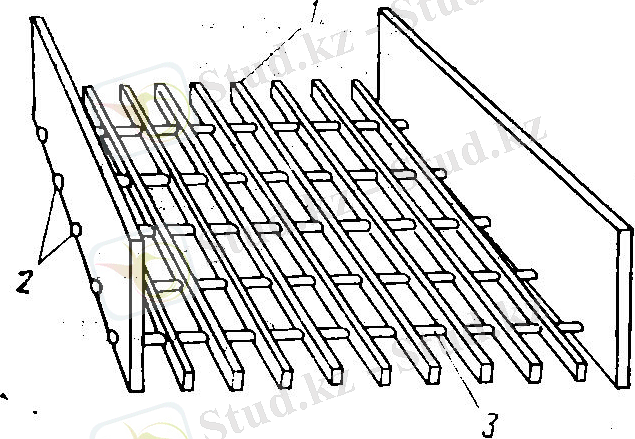
Сурет 1. 9. Қозғалмайтын оттық елек: 1 - оттық; 2 - қатайтатын болттар; 3 -таяныш түтікше.
Қозғалмайтын оттық електер оттықтардан жинастырылған белгілі бұрышпен орналастырылатын торлар болып табылады (сурет 1. 9) .
Майда және ылғалды материалдарды елеу үшін елегіш беттері теңселгіш және тербелгіш електер кең қолданылады.
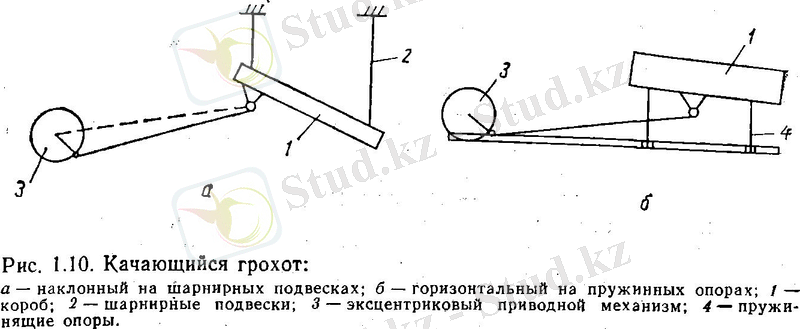
Теңселгіш електердің қорабы қозғағыш механизм (эксцентрик) мен қораптың арасындағы қатты байланыстың есебінен қозғалуға мәжбүр болады. Бұл електердің қораптарын тіректерге орналастырады немесе електің рамасына немесе сүйемелдейтін конструкцияға іліп қояды, олар ілгері кейінді, айналмалы немесе күрделі қозғалыстар жасайды (сурет 1. 10) .
Жартылай тербелгіш (гирациялық) електер бір жиі екі елегішті қораптан тұрады. 10-30° бұрышпен қондырылған қорап вертикалдық жазықтықта оған эксцентрикті механизмнен берілетін айналмалы қозғалыстар жасайды, оның барысында електің елегіші қозғалыс кезінде өзінің орнын өзгертпейді.
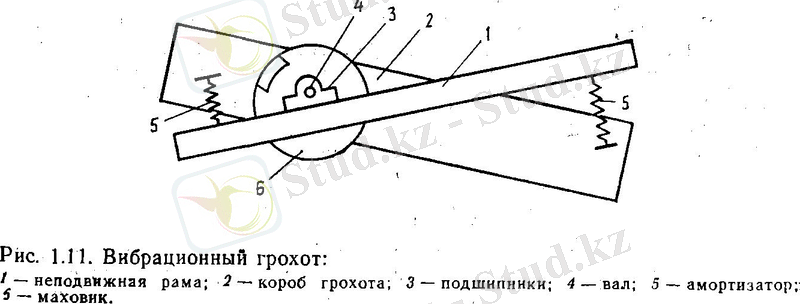
Тербелгіш елек те (сурет 1. 11) салыстыра келгенде горизонтқа үлкен бұрышпен (20° жуық) орналасқан елегіші бар қораптан тұрады. Қорапқа тербеліс берілгенде көмір тербе-луші електе көтеріліп тасталады, ол жақсы еленуге және електің тесіктерінің бітелмеуіне жағдай тудырады.
4 Ұсақтау, ұсату, уатылу
Ұсақтау - қатты заттың бөлшектерін байланыстыратын күштерді механикалық күштердің әсерімен талқандап материалдың кесектерінің мөлшерін кішірейту процесі болып табылады. Әдетте ұсақтау деп материал мөлшерін ірілігі 5 мм ден жоғарыға жеткізу процесі түсініледі, ал майдалау деп материал мөлшерінің ірілігі 5 мм ден аз жасау процесі түсініледі.
Материал кесектерін немесе түйіншіктерін ұсақтау мен майдалауда олардың мөлшері неше есе кішірейгенін көрсететін шама майдалану дәрежесі, i деп аталады. Майдалану дәрежесін материал кесектерінің ірілігі бойынша максималдық мөлшерлерінің ұсатуға дейінгі (D max ) және ұсатудан кейінгі (d max ) қатынастары ретінде жиі анықтайды:
Қатты жанғыш қазбаларды әрі қарай технологиялық өңдеуге дайындау үшін ұсақтау ашық және жабық циклдерде іске асырылады.
Уатылған өнімнің ірілігіне байланысты ұсақтау процестері бөлінеді: ірі ұсату - 1500-300 ден 350-100 мм дейін; орташа ұсату - 350-100 ден 100- 40 мм ге дейін және майда ұсату 100-40- тан 30-5 мм ге дейін. Орташа және майда ұсатудан кейін материал майдалауға (ұнтақтауға) беріледі.
Ұсақтау үшін уатылатын материалға әсер ету әдісімен ерекшелінетін машиналар қолданылады. Ұсақтаудың белгілі негізгі төрт әдісі бар: жаншып тастау, жарып тастау, қажау (үйкеп бітіру) және ұру . Көптеген уатушы аппараттарға ұсақтаудың барлық күштерінің қабыса берушілік артықшылығы тән.
Конструкциялық белгілері бойынша және айрықша ұсақтау әдісімен ұсататын аппараттар негізгі бес типке бөлінеді: жақты, конусты және білікті ұсақтағыштар, барабанды ұсақтағыштар мен диірмендер , және балғалық ұсақтағыштар мен дезинтеграторлар .
Алдыңғы үш типті ұсақтағыштар мен барабанды ұсақтағыштарды әдетте ірілі және орташа ұсақтау үшін қолданады. Майда ұсақтау мен ұнтақтау балғалық ұсақтағышттарда, дезинтеграторларда, барабанды және тербелгіш диірмендерде жүзеге асырылады.
Білікті ұсақтағыштарды көмірді орташа ұсақтау үшін және ірі класты коксті ұсақтау үшін қолданады. Материалды ұсақтау бір біріне қарсы айналатын екі білікпен іске асырылады.
Білікті ұсақтағыштардың жатық(тегіс) және тісті біліктері болады. Жатық (тегіс) білікті ұсақтағыштардың уататын әрекеті - шектелген үйкелісте жаншып тастау, осының нәтижесінде бұл ұсақтағыштар материалды асыра ұнтақтамайды.
Барабанды ұсақтағыш мына операцияларды орындайды: ірі кесектерді ұсақтайды, кіші кесектерді ірілерінен бөледі (яғни елейді), көмірден ұсақталмайтын заттарды (металл және басқа заттар) және жыныстың мықты кесектерін бөліп алады. Осы операциялардың бәрін қатарынан атқару осы типті ұсақтағыштардың құндылығы болып табылады.
Барабанды ұсақтағыштардың негізгі кемшілігі - энергияның тиімсіз шығыны, оның көп бөлігі ұсақтағыштың өзін айналдыруға кетеді де, небары 5-10% - материалды ұсақтауға жұмсалады.
Балғалы ұсақтағыштар көмірді майдалап ұсақтайтын агрегаттардың ең кең тарағаны болып табылады.
Ертеректе көмірді майдалау үшін дезинтеграторлар қолданылған. Оларда бөлшектер бір біріне қарсы айналатын екі корзинада бекітілген шыбыртқылармен талқандалатын. Бұндай машиналардың өнімділігі төмен, конструкциясының ыңғайсыз, арбиған, пайдалану мен ремонтына шығынның жоғары болуына байланысты қазіргі кезде дезинтеграторлар кейбір зауыттарда араластырғыш машина ретінде қолданылады.
Диірмендердің артықшылығына олардың қондырғыларының қарапайымдылығын, жұмыста сенімділігін және ұнталуды реттеу мүмкіндігі жатады, ал кемшіліктеріне ұсақталатын материалдың 1 т электр энергиясының жоғары шығынын жатқызуға болады. Диірменді орнықтыру үшін салыстырмалы үлкен алаң, массивті фундамент қажет, жұмыс барысында олар шу шығарады, ұсақтағыштың және майдалағыш заттардың массаларының үлкенділігіне байланысты оларды іске қосудың қыйыншылықтарымен ерекшелінеді.
5 Кесектеу
... жалғасыСіз бұл жұмысты біздің қосымшамыз арқылы толығымен тегін көре аласыз.
- Іс жүргізу
- Автоматтандыру, Техника
- Алғашқы әскери дайындық
- Астрономия
- Ауыл шаруашылығы
- Банк ісі
- Бизнесті бағалау
- Биология
- Бухгалтерлік іс
- Валеология
- Ветеринария
- География
- Геология, Геофизика, Геодезия
- Дін
- Ет, сүт, шарап өнімдері
- Жалпы тарих
- Жер кадастрі, Жылжымайтын мүлік
- Журналистика
- Информатика
- Кеден ісі
- Маркетинг
- Математика, Геометрия
- Медицина
- Мемлекеттік басқару
- Менеджмент
- Мұнай, Газ
- Мұрағат ісі
- Мәдениеттану
- ОБЖ (Основы безопасности жизнедеятельности)
- Педагогика
- Полиграфия
- Психология
- Салық
- Саясаттану
- Сақтандыру
- Сертификаттау, стандарттау
- Социология, Демография
- Спорт
- Статистика
- Тілтану, Филология
- Тарихи тұлғалар
- Тау-кен ісі
- Транспорт
- Туризм
- Физика
- Философия
- Халықаралық қатынастар
- Химия
- Экология, Қоршаған ортаны қорғау
- Экономика
- Экономикалық география
- Электротехника
- Қазақстан тарихы
- Қаржы
- Құрылыс
- Құқық, Криминалистика
- Әдебиет
- Өнер, музыка
- Өнеркәсіп, Өндіріс
Қазақ тілінде жазылған рефераттар, курстық жұмыстар, дипломдық жұмыстар бойынша біздің қор #1 болып табылады.

Ақпарат
Қосымша
Email: info@stud.kz