Бүйірлі құрама темірбетон тақталарын өндіру технологиясы және жылумен өңдеу қондырғысын конструктивтік есептеу

Мазмұны
- Кіріспе . . . 3
- Өндіріс туралы жалпы мағлұмат . . . 4-5
- Технологиялық бөлім . . . 6
- Бұйымның номенклатурасы . . . 6-8
- Технологиялық схеманың жазбасы мен принципиальды схемасы . 9-12
- Кәсіпорнның, цехтың немесе объектінің жұмыс істеу режимі . . . 13-14
- Жылумен өңдеудің әдісін негіздеу және жылумен өңдеу тәртібін таңдау . . . 15-17
- Жылу қондырғысын конструктивті есептеу . . . 18-32
- Техника қауіпсіздік ережелері . . . 33
- Қоршаған ортаны қорғау . . . 34
- Қорытынды . . . 35
- Қолданылған әдебиеттер тізімі . . . 36
Кіріспе
Құрама темірбетонның өнеркәсіпте жылдам даму сатысында ғана емес және де өндіріс технология жетілдіру кезеңінде болып табылады. Техниканың және өндірістің технологиясында үздіксіз даму барысында құрама темірбетонның дайындалу процесстері туралы ғылым қарқынды дами бастады.
Құрама темірбетонның кең ауқымда пайдалану барысында құрылыста металл, ағаш және басқа да дәстүрлі материалдардың шығынын азаюына, еңбек өнімділігін арттыруына, ғимарат тұрғызу мерзімін қыскартуға мүмкіндік береді. Болашақта құрылысты дамытуды қарастыру құрама темірбетонды пайдалануды, өндіріс сапасын және тиімділігін әрі қарай арттыруды қажет етеді.
Бетон және темірбетон технологиясының дамуына үлкен үлес қосқандар орыс және совет инженер ғалымдары болып табылады. Профессор Н. М. Беляев және И. П. Александров ленинградтық ғылыми бетон бойынша мектепке басшылық етті, тұңғыш ғылыми әдістерді бетон құрамын таңдау негіздері туралы өздерінің оқушыларымен бірігіп құрылысқа енгізді, айтарлықтай оның сапасын арттырды. 30 шы жылдары Мәскеу бетон мектебінің ғалымдары ғылыми жұмыстарын орындағандар : Б. Г. Скрамтаев, Н. А. Попов, А. В, Волженский, С. А. Миронов, С. В. Шестоперов, П. М. Миклашев және басқалар, құрылыста жыл бойына созылған бетон және темірбетон конструкцияларын тұрғызуын қамтамасыз етті, ұзаққа төзімділігінің арттыруына мүмкіндік туғызды, құрама темірбетонның технологиясының ғылыми негіздерін салды.
Құрама темірбетонның өнеркәсіпте даму барысында қоршаған ортаны қорғау, судың және минералды қорлардың тиімді пайдалануы, екінші өнімнің және өндірістегі қалдықтардың кең пайдалануы мәселесі ескерілуі қажет.
Өндіріс туралы жалпы мағлұмат
Құрама бетон және темірбетонның өндірістік технологиялық үдерістері жекелеген үдерістерге біріктірілген бірқатар дербес операциялардан тұрады.
Тасқынды-агрегатты өндіріс әдісі бойынша бұйымдарды дірілдеткіш алаңында немесе қалыптағыш машинадан, бетон төсегіштен және қалыпты қалыптау бекетіне орнатуға арналған машинадан тұратын арнайы жабдықталған қондырғы-агрегаттарда қалыптайды. Бұл әдіспен бұйымдары бар қалыптар үздіксіз жылжи отырып барлық жұмыс орындарында тоқтамай-ақ, тек қана берілген типтегі бұйымдарды әзірлеуге арналған жұмыс орындарында тоқтай алады. Бұл жерде әрбір бекетке тоқтау уақыты алуан түрлі болуы мүмкін. Ол берілген технологиялық операцияларды орындау үшін қажетті уақытқа байланысты болады.
Коневейерлік әдіс - темірбетон бұйымдарын қалыптаудың жетілдірілген үздіксіз-агрегаттық әдісі болып табылады.
Технологиялық конвейерлік желілер конвейердің бар болуымен, әдетте айналма жолмен қозғалатын вагонша-қалыптан тұратын немесе технологиялық операциялар дәйекті іске асырылатын қозғалыстағы шексіз лента болып табылады.
Технологиялық үдерісті мұндай ұйымдастыру барысында бірқатар циклдерге бөлінеді, оның әрбірі қалыптың қозғалысының берілген жылдамдығында конвейердің белгілі бір бекетте дәйекті орындалады, соңғылары жалпы тізбекті құрайды.
Қабырғалы технологияның маңызы дегеніміз бұйымдарды қалыпқа салады және олар қабырғада тұрақты орында немесе қозғалыссыз арнайы қондырғыда қатаяды, ал барлық материалдар қалыпқа салатын және басқа да технологиялық қондырғылар, сонымен қатар оған қызмет көрсетететін жұмысшы буыны қабырғадағы бір қалыптан екінші қалыпқа ауысатыны болып табылады. Бұл әдіс үлкен өндірістік алаңды, өндірісті механикаландыру мен автоматтандыруды, жоғары еңбек шығындарын қажет етеді.
Өндірістің құндақты әдісінің ерекшелігі бұйымдарды алмалы-салмалы металлдық топтық қалыпта-құндақта тігінен қалыптау болып табылады; оның ішінде бұйымдар бетонның қажетті беріктігін алғанша дейін қалады. Бұйымды қалыптайтын жұмысшылар буына өндіріс үдерісі кезінде бір құндақтық нысаннан екіншіге ауысып отырады. Қалыптардың тиісті көлемінде болуы үздіксіз өндірістік ағынды жүзеге асыруға мүмкіндік береді. Көптеген жағдайларда бұйымдар қалыптың ішінде құрастыру және жобалық беріктігіне жеткенше дейін ұсталынатын орынға ауыстыру үшін қажетті беріктікке қол жеткізгенге дейін болады.
Технологиялық бөлім
Бұйымның номенклатурасы
Бүйірлі тақталар темірбетоннан өндіріледі және салмақ түсетін жабын ғимараттардың барлық саладағы кәсіпорындарда, тұрғын үй ғимараттарын қоспағанда, пайдаланады.
Бүйірлі темірбетон тақталары үйлестіруші мөлшерлерімен 1, 5х6, 1, 5х12, 3х6, 3х12 и 3х18 м арматуралырын адын ала ширатып дайындалайды.
Алдын ала ширатылған арматуралы тақталарды келесі типтерге бөледі:
ПГ - сөресі ойықсыз, үстіңгі беті жазық (горизонтальді және екі еңісті) жабындар;
ПОГ - соның өзіндей, үстіңгі беті күмбезді (дөңес) (қабықша-тақталар) .
ПВ - дефлекторлы немесе зонтты желдеткіш шахталарды және төбе шатырындағы желдеткіштердің ауа құбырларын өткізуге арналған үстінгі беті жазық (горизонтальді және екі еңісті) жабындар;
ПОВ - соның өзіндей, қабықша-тақталар.
ПФ - зенитті фонарларды орнатуға арналған тақтасында ойықтары бар үстіңгі беті жазық (горизонтальді және екі еңісті) тақталар;
ПОФ - соның өзіндей, қабықша-тақталар.
ПС - жарықаэрациялық фонарлар орнатуға арналған тақтасында ойықтары бар, үстіңгі беті (горизонтальді және екі еңісті) жазық тақталар.
ПОС - соның өзіндей, қабықша-тақталар.
ПЛ - оңай алынбалы жабындар жасауға арналған тақтасында ойықтары бар, үстіңгі беті (горизонтальді және екі еңісті) жазық тақталар;
ПОЛ - соның өзіндей, қабықша-тақталар.
Пайдаланылатын жабдықтардың, құралдардың және көмекші құрылғылар
Шығарылатын өнімдер номенклатурасы
Технологиялық схеманың жазбасы мен принципиальды схемасы
Бетон араластырғыштарды таңдау
Қатты және аз жылжымалы бетон қоспалары үшін мәжбүрлі қимылды бетонараластырғыштар қолданылады.
Осы жобадағы бетон араластырғыш цехы үшін БП-750 мәжбүрлі қимылды бетонараластырғышы таңдап алынды. Оның техникалық сипаттамалары 8 кестеде көрсетілген.
Кесте 8 - БП-750 бетон араластырғышының техникалық сипаттамалары
Өнімділігі, м 3
Жүктеу көлемі, л
Бетон бойынша дайын араласпа көлемі, л
Скиптің сиымдылығы, м 3
Толтырғыштардың ірілігі, мм
Араластыру уақыты, с
Араластырғыш валдың айналу жылдамдығы, об/мин
Кернеу/ жиілік, В/Гц
Қуаты, кВт
Өлшемдері, мм
Масса, кг
8 - 12
750
500
0, 5
70
120…180
30
380/50
15
2800х2000х2000
2100
1 сағаттағы араласпа санын есептеу:
N зам = V бс/ч /V зам β
Мұнда N зам - 1 сағаттағы араласпа саны;
V бс/ч - бетон араластырғыштың сағаттық өнімділігі, м 3 /ч
V зам - араласпа көлемі, м 3
β - бетонның шығым коэффициенті
N зам =1, 68/0, 5*0, 61=5, 51 => N зам =5
Циклдар саны келесі теңсіздікті қанағаттандыруы керек:
V зам βN зам >V бс/зам
Мұнда V бс/зам - араластырғыштың 1 араласпадағы өнімділігі, м 3 /замес
0, 5*0, 61*5>0, 336 - шарт орындалды, демек бетон араластырғыш қажетті талаптарға сай.
Бүйірлі темірбетон тақталарын қалыптан босату технологиялық процесі келесі операциялардан тұрады
- жылу-ылғалды өңдеу камерасының қақпағын ашады;
- тақтаны қалыптан бостауға зертхананың рұқсатын алған соң оны кранмен көтеріп қалыпты босату-құрастыру бекетіне орнатады;
- құлыптарды босатады, қалыптың жақтарын және бүйір жағын сүйменнің көмегімен ашады және алдын ала ширатылған арматураның учаскелерін қырғышпен тазалайды.
Орындаушылар: қалыптаушылар IV-ші разрядты - 2 адам.
Арматуралардың ширату кернеуін босату технологиялық процесі келесі операциялардан тұрады.
доғалы дәнекерлеу арқылы тақтаның шеткі бетқабатынан 10 мм қашықтықта алдын ала қатайған стерженьдердің шеттерін кесу;
кесілген шеттерін арнайы конвейерде жинақтау;
бетонды қоспа қалдықтарынан қалыпты тазалау.
Орындаушылар: электрдәнекерлеуші.
Дайын бұйымдарды жетілдіру және техникалық бақылау бөліміне өткізудің технологиялық процесі келесі операциялардан тұрады:
жетілдіру бекетіне тақтаны жеткізіп оны астарға жайғастырады;
кельма көмегімен ширатылған арматураның шығып тұрған шеттерін сылақтайды;
салу детальдарының ашық беттерін бір қабат төсем қабатымен жабады;
цементті-құм қоспасымен майда ақауларды сылақтайды;
- тақтаның сыртқы бетқабатына маркалық жазбаларды енгізу;
- техникалық бақылау бөлімінің шеберіне дайын бұйымды өткізеді.
Орындаушылар: қалыптаушылар IV-ші разрядты - 3 адам
строптаушы III-ші разрядты -2 адам
қосалқы жұмысшылар II-ші разрядты-1 адам
бақылаушы-сұрыптаушы-1адам
Бұйымдарды қаттап жинау және сақтаудың технологиялық процесі келесі операциялардан тұрады:
техникалық бақылау бөлімімен қабылданған тақталар дайын өнімдер қоймасына жөнелтіледі;
қоймалау схемасына сәйкес қатарластырып жайғастырады;
цехқа өздігінен жүретін арбаша жібереді.
Орындаушылар: строптаушы III-ші разрядты-2 адам
Қосалқы жұмысшылар II-ші разрядты 1адам.
Тұтынушыға жөнелтудің технологиялық процесі келесі операциялардан тұрады:
- ілгекке ілінген тақтаны кранның көмегімен арнайы автокөліктерге артады;
- тақтаны арнайы ағаш төсемдерге жайғастырады.
Орындаушылар: строповщики III-ші разрядты-2 адам
Қорытынды операциялардың технологиялық процесі.
- бетон төсегішті және діріл алаңын бетон қалдықтарынан тазалау;
- жұмыс орнын жинау;
- қоқыстан тазарту;
- жұмыс аспаптары мен құрал-саймандарын жинау;
- электр қондырғыларды өшіру.
Орындаушылар: қосалқы жұмысшылар II-ші разрядты-2 адам.
Бүйірлі темірбетон тақталарын тасқынды-агрегатты әдіспен өндірудің технологиялық схемасы
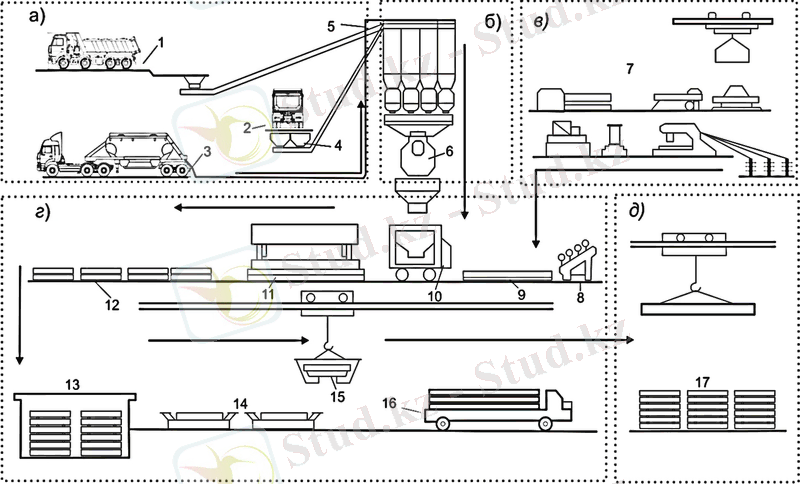
а - бетон қоспасының толтырғыштарын сақтау зонасы; б - бетон қоспасын дайындау зонасы; в - арматура қаңқалаын дайындау зонасы; г - бұйымдарды қалыптау және өңдеу зонасы; д - дайын бұйымдарды сақтау және жөнелту зонасы.
1 - құмды түсіру бекеті; 2 - қиыршық тастарды түсіру бекеті; 3 - цемент түсіру бекеті; 4 - жинақтау бункерлері; 5 - цементті пневмокөтеру; 6 - бетонараластырғыш цехы; 7 - арматуралық қаңқалар мен элементтерді өндіру жабдықтары; 8 - арматураны алдын-ала ширату агрегаты; 9 - армирлеу бекеті; 10 - өздігінен жүретін бетонтөсегіш; 11 - бұйымдарды виброқалыптау агрегаты; 12 - қалыптанған бұйымдарды ұстау зонасы; 13 - жылу-ылғалдылықты өңдеу камерасы; 14 - бұйымдарды қалыптардан босату және оларды тазалау; 15 - бұйымдарды көтеру және тасымалдау; 16 - өздігінен жүретін арба; 17 - дайын өнімдер қоймасы.
Кәсіпорнның, цехтың немесе объектінің жұмыс істеу режимі
Кәсіпорынның жұмыс тәртібі жыл ішіндегі жұмыс күндерінің санымен, әр цехтың тәуліктегі ауысымымен, ауысымның сағаттық ұзақтығымен сипатталады және еңбек заңдылықтарына сәйкес бекітіледі.
Кәсіпорынның бескүндік жұмыс тәртібімен ұзақтығы 8 сағаттық жұмыс күнімен, әр 8-ші апта жұмыс демалыс күнімен қабылдаймыз. Темірбетон бұйымдарын жылу-ылғадылық өңдеу цехы 3 ауысыммен, қалғандары - екі ауысыммен жұмыс жасайды.
Жұмыс уақытының календарлық қорын F к анықтаймыз:
F к = Д * t c ,
бұл жерде Д - жыл ішіндегі күндер саны,
t c - тәуліктегі сағат саны.
F к = 365 * 24 = 8760 с.
Жұмыс уақытының номиналдық қорын F н анықтаймыз:
F н = [(Д-Д н ) * t см - Д сп * t сп ] * n c
бұл жерде:
Д н - жыл ішіндегі жұмыс емес күндер саны,
t см - ауысым ұзақтығы,
Д сп - демалыс алдындағы күндер саны,
t сп - демалыс алдындағы күндердегі жұмыс ауысымында қысқаратын уақыт,
n c - кәсіпорынның қабылданған ауысым тәртібі.
- жұмысшылар үшін:Fнр=[(365-107) *8-10*1) ] *1 = 2054 с,
- екі ауысыммен жұмыс істейтін қондырғылар үшін:
- Fн2см=[(365-107) *8-10*1) ] *2 = 4108 с,
Жылу-ылғалды өңдеу қондырғысы үшін: F н3см =[(365-107) *8-10*1) ] *3 = 6162 с,
Жұмыс уақытының нақты қорын F др анықтаймыз:
- жұмысшылар үшін Fдр= Fнр- tn,
мұндағы: t n - дәлелді себептер бойынша жұмыс уақытының жоғалтулары
t n = (t опт + t нев ) * t см = 184 с
F др =2054-184=1870 с
- екі ауысыммен жұмыс істейтін қондырғылар үшін:
F До2см = F но2см * К исп = 4108*0, 85=3492 с.
- Жылу-ылғалды өңдеу қондырғылары үшін: FДо3см= Fно3см* Кисп= 6162*0, 85=5238 с.
Есептеулер нәтижесін кестеге енгіземіз.
Кәсіпорынның жұмыс тәртібінің сипаты және жұмыс уақытының жылдық қоры:
Жылумен өңдеудің әдісін негіздеу және жылумен өңдеу тәртібін таңдау
Бүйірлі темірбетон тақтайларының өндірісінде мен агрегатты-тасқынды тәсілін таңдадым. Бұл әдістің артықшылығы бір сызықта әр түрлі технологиялық жабдықтармен бекет құруға, бұйымның бірнеше түрін бір уақытта жасауды, бір түрден екінші түрге оңай өтуіне мүмкіндік береді. Қалыптардың орын ауыстыруының мәжбүрлі ырғағы болмауы бір бекетте бірнеше операцияларды жасауға мүмкіндік береді, технологиялық бекеттер іріленіп, қондырғыға тұтастандырылады, ал қалыптың орын ауыстыру саны әдетте көпірлі краны немесе арқалық кран көмегімен іске асырылатын жағдайда қысқарады. Агрегатты-тасқынды желілерде қалыпты дірілдеткіш алаңдарға қалыпсалғыштардың көмегімен береді.
Агрегатты-тасқынды технология жылумен өңдеу режимінде технологиялық және транспорттық қондырғыны пайдалануда үлкен икемділік және ептілігімен ерекшеленеді, көп номенклатуралы бұйымдарды шығару барысында маңызы зор. Технологиялық үдерісті мұндай ұйымдастыру негізінен белгіленген жұмысшы бекетінде орындалатын жекелеген операциялардан тұрады: бұйымдарды қарау және темірбетонға шегенделген қалыпты алып тастау, қалыпты жинау, қалыпты тазалау және май жағу, арматуралық қаңқасын салу немесе қауырт бекемдету; қалыптық бекетте бетондық қоспаны жайластыру және нығыздау; бұйымды камераларға орнату, жылумен өңдеу және камерадан шығару. Әдетте технологиялық операциялардың бір бөлігі басқалармен қатар орындалады, мысалы қалыптан бұйымдарды босату, оларды қарау бұйымды қалыптаумен қоса атқарылады.
Шағын сериялы темірбетон өндірісі үшін шағын және орта қуаттылықтағы зауыттарда өндірістің Агрегатты-тасқынды әдісі экономикалық тұрғыдан дәлелденген. Күрделі емес технологиялық қондырғыда, шағын өндірістік алаңдарда құрылысқа аздаған шығынмен тасқынды-агрегаттық әдіс цехтың өндірістік алаңының 1 шаршы метріне дайын өнімнің жоғарғы көлемін алуға мүмкіндік береді. Сонымен қатар бұл әдіс қондырғыны жедел қайта баптауға және бұйымдардың бір түрінен басқа түрін дайындауға елеулі шығындарсыз өтуіне мүмкіндік береді.
Агрегатты-тасқынды желілер келесі бекеттерді қамтиды: пішінді агрегаттан тұратын қалыпты, бетон салғышты және пішін салғышты; бірнеше құдық камерасы бар жылуылғалмен өңдеуді; бұйымды қайта қалыптау, тазалау, майлау, қалыпты жинау және жұмысшы арматураны орналастыруды; бетін өңдеуді.
Алдын-ала қуатты бұйымдарды дайындау барысында қайта қалыптау бекеті электрлік қайта қыздыру үшін қондырғыны немесе арматураны механикалық тартылуын иеленуі мүмкін. Негізгі бекеттерден басқа цехта арматуралық өзегі, торы, қаңқасын сақтау үшін аралық қоймалар, жылытатын, қалып резерві, бұйымдарды ұстау және сол сияқтылар, сонымен қатар дайын бұйымдарды бақылау учаскесі, жөндеу және комплектілеу қарастырылады. Қалыптардың, дайын бұйымдардың орын ауысуы және басқа тасымалдау операциялардың орындалуы қалыптық цехта көпірлі кран көмегімен жүзеге асырылады.
Агрегатты-тасқынды желілерде бұйымдарды дайындау үдерісі келесі дәйекті опреациялардан құралады. Қалып салушымен арматура орнатылған дайындалған қалыпты діріл алаңына жібереді және оны қыспақ немесе электромагнит көмегімен бекітеді. Бетон салушы қалыптың бойымен жылжи отырып, оған бір немесе бірнеше рет қоспа қосады және бұйымның бетін тегістейді. Сонымен бір мезгілде діріл алаңының көмегімен қоспаны нығыздайды. Көпірлі кран қалыпты бұйыммен қоса жылуылғалмен өңдеу үшін бос құдық камерасына апарады. Цехтың бір аралығында әдетте екі бекет орналасады, және камераға бұйымдарды жүктеу әрқайсысына кезекпен жүргізіледі. Бұйымдардың шектік көлеміне байланысты бір камерада екі-үштен 12 және одан да көп қалыптар сыюы мүмкін. Булау уақытының ұзақтығы 8-12 сағат. Бұдан кейін қалыптарды камерадан екінші көпірлі кран қайта қалыптау бекетіне ауыстырады. Қалыптардың ернеуін ашып, алдын-ала қуатталған бұйымдардың арматураларының шеттерін кесіп және сол кранмен бұйымды тегеннен түсіріп және ұстауға, қарауға, маркалауға аралық қоймаға жөнелтеді. Қалыпты тазалайды, майлайды, ернеуін жабады, қажет болған жағдайда салады, арматураны қатайтып, қалыптарды немесе бірден қалып салушыға кранмен аралық қоймаға дайындалған ауыстырады. Сосын цикл қайталанады.
Жылу қондырғысын конструктивті есептеу
Бастапқы мәліметтер.
- Технологиялық желінің өнімділігі:8000 м/жыл.
- Бетон қоспасының қозғалмалығы - 4 см.
- Бетон класы - В20.
- Байланыстырғаш заттардың сипаттамасы:
- Цемент түрі - портландцемент,
- Цементтің белсенділігі Rц- МПа - 41, 2
- Нормальды қоюлық коэффициенті Кнг- 26%,
- Цементтің орташа тығыздығы γц, г/см3- 2, 9,
- Үйінді тығыздығы γнц, кг/м3- 1250
- Майда толықтырғыштар сипаттамасы:
- түрі - кварц құмы,
- ірілік модульі Мкр- 1, 5
- толықтырғыштың орташа тығыздығы γn, г/см3- 2, 62
- үйінді тығыздығы γнп, кг/м3- 1430
- ылғалдылық, Wп- 3, 5%.
- Ірі толықтырғыш сипаттамасы:
- түрі - гранитті қиыршық тас,
- максималды ірілігі - 20 мм,
- толықтырғыштың тығыздығы γщ, г/см3- 2, 72
- үйінді тығыздығы γнщ, кг/м3- 1530
- ылғалдылық Wщ- 0, 5%.
Есептеу:
1. Су цементті арақатынасын анықтаймыз:
 ,
,
бұл жерде: А - толықтырғыш сапасына тәуелді коэффициент, А=0, 6 деп қабылдаймыз
R ц - цемент белсенділігі, МПа
R б - 28 тәуліктік бетонның беріктігі, МПа.


Судың мөлшерін анықтаймыз. 1 м 3 бетонға су көлемі кесте бойынша анықтаймыз және В=160 л құрайды.
1 м 3 бетонға цемент мөлшерін анықтаймыз:

1 м 3 бетонға ірі толықтырғыш мөлшерін анықтаймыз:

Сіз бұл жұмысты біздің қосымшамыз арқылы толығымен тегін көре аласыз.
- Іс жүргізу
- Автоматтандыру, Техника
- Алғашқы әскери дайындық
- Астрономия
- Ауыл шаруашылығы
- Банк ісі
- Бизнесті бағалау
- Биология
- Бухгалтерлік іс
- Валеология
- Ветеринария
- География
- Геология, Геофизика, Геодезия
- Дін
- Ет, сүт, шарап өнімдері
- Жалпы тарих
- Жер кадастрі, Жылжымайтын мүлік
- Журналистика
- Информатика
- Кеден ісі
- Маркетинг
- Математика, Геометрия
- Медицина
- Мемлекеттік басқару
- Менеджмент
- Мұнай, Газ
- Мұрағат ісі
- Мәдениеттану
- ОБЖ (Основы безопасности жизнедеятельности)
- Педагогика
- Полиграфия
- Психология
- Салық
- Саясаттану
- Сақтандыру
- Сертификаттау, стандарттау
- Социология, Демография
- Спорт
- Статистика
- Тілтану, Филология
- Тарихи тұлғалар
- Тау-кен ісі
- Транспорт
- Туризм
- Физика
- Философия
- Халықаралық қатынастар
- Химия
- Экология, Қоршаған ортаны қорғау
- Экономика
- Экономикалық география
- Электротехника
- Қазақстан тарихы
- Қаржы
- Құрылыс
- Құқық, Криминалистика
- Әдебиет
- Өнер, музыка
- Өнеркәсіп, Өндіріс
Қазақ тілінде жазылған рефераттар, курстық жұмыстар, дипломдық жұмыстар бойынша біздің қор #1 болып табылады.

Ақпарат
Қосымша
Email: info@stud.kz