Қосиінді-бұлғақты пресс механизмдерінің конструкциясы және технологиялық қолданылуы

Жұмыс түрі: Дипломдық жұмыс
Тегін: Антиплагиат
Көлемі: 56 бет
Таңдаулыға:
МАЗМҰНЫ
Кіріспе
- Технологиялық бөлім
2 Арнайы бөлім
3 Технологиялық бөлім
4 Экономикалық бөлім
5. Қауіпсіздік және еңбек қорғау бөлімі
Қорытынды
Пайдаланылған әдебиеттер
Кіріспе
Кеңістікті иінтіректі механизмдерді зерттеу нәтижесі олардың құрылымының варианттары шексіз көп екендігін және нақты үрдісті жүргізу мақсатында әр түрлі құрылымдағы рычагты механизмдерді құруға болатынын көрсетті. иінтіректі механизмдердің құрылымы күрделі болған сайын, осындай механизмдердің талдауы мен синтезі де аса күрделі болады. сондықтан, тәжірибе жүзінде негізінен екі бөлімді құрылымдық топтар түрінде қалыптасқан иінтіректі мезанизмдер қолданылады. Иінтіректі механизм негізін құрай алатын келесі құрылымдық топ төрт бөлімдік құрылымдық топтың екі түрі болып табылады. Төрт бөлімдік құрылымдық топтың негізіндегі механизмдер техникада аса қолданысқа ие болмайды. Бұған себеп ретінде, инженер-конструкторлардың тәжірибесіне кеңінен ене қоймаған төрт бөлімдік құрылымдық топтың механизмдерін зерттеу мен жобалау әдістерінің күрделілігі болып табылады. Автоматизация мен автоматты баспақ қосиінді механизмнің функционалды мүмкіндіктерінің кеңейтілуі төрт бөлімді құрылымдық топтар негізіндегі ұсталық-қалыптау машиналарының жаңа құрылымын өңдеу арқылы жүзеге асады. Техникалық прогресс еңбек өнімділігін арттырудың негізгі шарттарының бірі ретінде өндірістік үрдістерді одан әрі кеңінен дамытуды алға қойып отыр. Өнеркәсіптің қарқынды өсуі оның барлық салаларын машиналар, механизмдер және аппараттармен жоғары деңгейде қамтылуымен жүргізілуде. Осыған байланысты, жақсы техникалық дайындығы бар түрлі мамандықты жоғары кваливикациялы инженер кадрларға деген қажеттілік бұрынғыдан да өсе түсуде.
Машина жасау технологиясының әбден жетiлдiруi қажеттi машиналардың қоғамдық өндiрiстiң қажеттiліктерiмен анықталады. Ортақ құрастырылым және машинаның конструктивтiк ресiмдеуi оның өндiрiсiнiң технологияларына ықпал етедi. Машиналар конструкцияны оның технологиясын есепке алуымен өндеу керек
Тақырыптың жан-жақтылығы. Қазақстанның экономикалық бағыты - әлемнің бәсекеге қабілетті 50 елдерінің қатарындағы индустриалды дамыған ел санына қосылу, бұл бағыттағы негізгі мәселе ғылыми өндіріспен қызмет ету арасындағы ғылым, техника мен технология болып табылады. Ғылыми техника саласында келесідей бағыттар қабылданды: нанотехнология, ақпараттық технология, биотехнология, ғарыш саласы, жаңартылудағы және атом энергетикасы сонымен қатар тау-кен - металлургиялық жабдықтары, агроөндіріс кешенінің машина жасау және теміржол транспортының жабдықтарының дамытылуына аса зор мән берілуде.
Қазіргі уақыттың негізгі мақсаты ол Республика азаматтарының тұрмыс жағдайын көтеру, ғылыми-техникалық дамуды үдету және экономиканы қарқынды даму жолына қою болып табылады. Бұл мақсатты орындау үшін өндірісті қайта құралдандыруды қарқындарды, жоғары өнімді машиналар мен құралдарды жобалау және шығару, прогрессивті технологияларды өндіріске енгізу жұмыстары маңызды орындалады. Осыған байланысты жаңа әсерлі технологиялық процесстерді жобалау, меңгеру және енгізу, бұйымдардың металлсиымдылығын азайту, өндірістік процесстерді механикаландыру және автоматтандыру жұмыстарына ерекше назар аудару керек.
1 Технологиялық бөлім
- Қосиінді - бұлғақты пресстер
Бұл сурет ұсталы - пресс жабдығына келеі және механикалық прессте қолданылуы мүмкін. Қосиінді - бұлғақты пресс эксцентрикті жетек білішімен байланысты. Бұлғақ сфералық топсалы тірек сырғағымен байланысты. Сырғақ тұғырда орналасқан, бағыттаушы сызықпен және үдемелі - салыстырмалы жылжыту бағытқа қарай, перпендикулярлы жазықтық қосиінді - бұлғақты механизмде. Бұл нәтижеде кинематикалық жұп механизмі шелді реттеуді қамтамасыз етеді, сырғақ бұлғақпен байланысты болады және механизмнің сенімділігін арттырады.
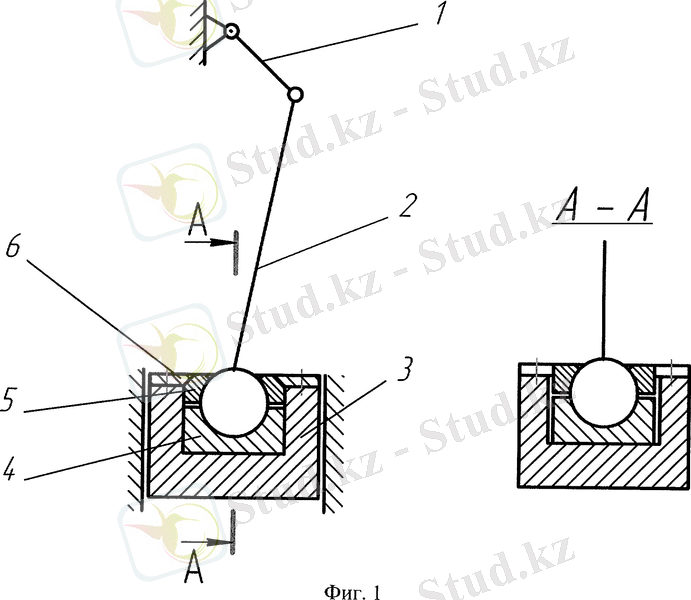
1. 1 сурет - Бұл сурет ұсталы - пресс жабдығына байланысты.
Қосиінді бұлғақты пресс сфералық жұбы бар эксцентрикті бұлғақпен байланысты, кіші бастиекке сфералық жұп, мойынтіректі ішпегі және саусақ орналасқан. Техникалық шешудің кемшілігі ол шелді реттеудің сенімділігінің аздығы, сырғақтың қозғалмалы бұлғақпен қосылуы. Бұл сурет сенімділікті арттыруға бағытталған Қосиінді - бұлғақты пресс эксцентрикті жетек білігімен байланысты.
Қосиінді бұлғақты пресстің құрылымы 1. 1 - суретте көрсетілген. Қосиінді бұлғақты пресс механизмі тұғырда орналасқаны айналуға болады және эксцентрикті біліктің жетегімен 1, салыстырмалы айналмалы бұлғақ орнатылған 2, тұғырда орналасқан сырғақтың үдемелі қозғалуы мүмкін 3. Бұлғақ сфералық топса тірегімен байланысты, 4 және 5 қақпақ. Тірек сырғақта орналасқан бағыттаушы 6 сызықпен үдемелі салыстырмалы бағыттаушы, қосиінді - бұлғақты механизмнің перпендикулярлы жазықтығы.
Қосиінді - бұлғақты пресс механизмі келесідей жұмыс атқарады: айналу қозғалысы 1, бұлғаққа береді 2, сырғақтың ілгері - кейінді қозғалысын береді Сфералық топсадағы салыстырмалы қосымша жылжыту: айналу бұлғағы жазықтықтағы сызыққа байланысты, қосиінді - бұлғақты механизмнің перпендикулярлы жазықтығы және жазықтықта, ығыстыру сырғағы перпендикулярлы бағытта, сондай - ақ қосиінді - бұлғақты механизмнің орталық ығыстыруы сфералық топсаның перпендикулярлы жазықтығы. Кинематикалық жұп механизмі жұмыс шартын жақсартады.1. 1. 2 Қарапайым қосиінді баспақтар
Қарапайым əрекетті қосиінді баспақтардың тобы технологиялық қолданылуы бойынша көптеген машиналар типінен тұрады. Басты түзілімдер мен тетіктердің құрылымы бойынша жəне архитектуралық рəсімдеумен өзара ерекшелене отырып, қарапайым əрекетті баспақтарда, осы немесе басқа модификациялы бір басты орындаушы механизмі бар қарапайым сұлбадан тұрады.
Қарапайым əрекетті баспақтарға, қысуға, итеріп шығаруға жəне автоматты беруге арналған құрылғыларын қолдану мүмкіндігіне қарамастан бірсырғақты қосиінді баспақатрды жатқызуға болады, бірақта баспақтың құрылымын күрделендіру, яғни қосымша құрылғыларды қондыру кезінде, оның жұмыс істеу сипатын өзгертеді жəне ол кейде екі əрекетті баспақ ретінде, кейде автомат немесе жартылай автомат ретінде жұмыс жасайды. Қарапайым əрекетті əмбебап қаңылтыр қалыптау баспақтары шабу, терен емес кермелеу, ию операцияларын жəне басқада суықтай қалыптау жұмыстарын орындауға арналған. Қарапайым əрекетті əмбебап қаңылтыр қалыптау баспақтарына мыналар жатады: бір тіректі қосиінді баспақтар; ашық типті екі тіректі қосиінді баспақтар; жабық типті екі тіректі қосиінді баспақтар.
1. 1. 3 Бір тіректі қосиінді баспақтар
Бір тіректі қосиінді баспақтар суықтай қалыптаудың əртүрлі операцияларына арналған ашық типті баспақтарға жатады, оларды МЕСТ 9408-77 бойынша қозғалмалы үстелмен, қозғалмайтын үстелмен, негізгі өлшемдер жəне параметрлермен жасайды. Көптеген баспақтардың тұғыры - бір тірекпен, шойыннан құйылған. Сонғы кездері болат қаңылтырлардын пісірілген тұғыры бар баспақ моделдері пайда болды (1. 2 сурет) . Қосиінді білік, екі сырғанау тіректерінде баспақ фронтына перпендикуляр орналасқан. Баспақты, сырғақтың жүрісі реттелетіндей етіп, қосиіндегі эксцентрикті төлкені бұру арқылы орындайды. МЕСТ 9408-77 бойынша баспақтар құрылымы (жылжымалы үстелі бар баспақтардан басқалары) дайындаманы автоматты түрде беру механизмін жəне қысу жастықтарын орнату мүмкіндігін қарастыруы тиіс.
1. 1. 4 Ашық типті екі тіректі қосиінді баспақтар мыналардан тұрады
Ашық типті екі тіректі қосиінді баспақтар мыналардан тұрады а) енкейтілетін жəне енкейтілмейтін бір қосиінді баспақтар; б) енкейтілетін жəне енкейтілмейтін екі қосиінді баспақтар.
Ашық типті екі тіректі бір қосиінді баспақтардың негізгі параметрлері мен өлшемдері (1. 3 сурет) МЕСТ 9408-77 бойынша ережеленген, номиналды күші 25 кН - нан 2, 5 МН дейін. Бұл типтегі баспақтардың тұғырлары - С- тəрізді, екі тіректі, шойыннан үстелмен бірге құйылған. Баспақтың қатаңдығын арттыру үшін тұғырды ашасы (зеву) бойынша болттармен тартады. Баспақ тұғырын енкейтуді көтеру механизмі арқылы қолмен жүргізеді, арнайы болттармен тартады. Əдетте қатаң бекітуге тұғырдың үш жағдайы сəйкескеледі: тік 15° бұрышпен жəне 30 . . . 35° бұрышпен енкейтілген. Бірқалыпты жүрісті баспақтарда қосиінді жетекші білікті бірқосиінді білік түрінде, жүрісі реттелетін баспақтарда, екі сырғанау тіректерінде мандайалды бойымен орналасқан эксцентрикті білік түрінде орындайды. Ашық баспақтардың құрылымын салыстыра отырып, олардың артықшылығы мен кемшілігін атап айтуға болады. Мысалға, біртіректі баспақтарда қосиінді біліктердің көлденең орналасуы беріліс механизмінің жетегі үшін қуат таңдауды қиындатады, ал екі тіректілерді бұл кемшілік жойылған. Бір жағынан, үстелді ауыстыру арқылы жабық биіктікті өзгерту, бір тіректі баспақтарда олардың технологиялық мүмкіндігін арттырады жəне ірігабаритті қалыптаудың жекелеген бөліктерін өңдеуде қолдануға мүмкіндік береді. Енкейтілетін тұғыр баспақтың құрылымын біршама қиындатқанымен, ауырлық күшінің əсерінен үстелдің еңіс жазықтығымен ыдысқа түсетін дайын қалыптар мен қалдықтарды алуды жеңілдетеді. Өндірісте бірқосиінді баспақтармен бірге ашық типті екі қосиінді баспақтарды қолданады (МЕСТ 9222-74) . Олардың негізгі ерекшелігі үлкейтілген өлшемді столы мен сырғақтың болуы, яғни үлкейтілген қалыптау кеңістігі. Жабық типті қосиінді екі тіректі баспақтар бір, екі жəне төртқосиінді баспақтарды қоса кеңейтілген топтар болып табылады.
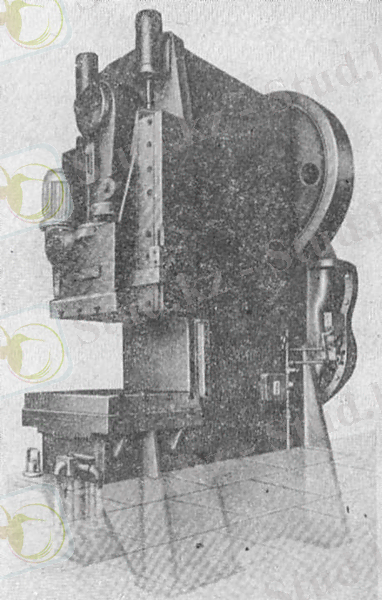
1. 2 Сурет-Болат қаңылтырдан пісірілген
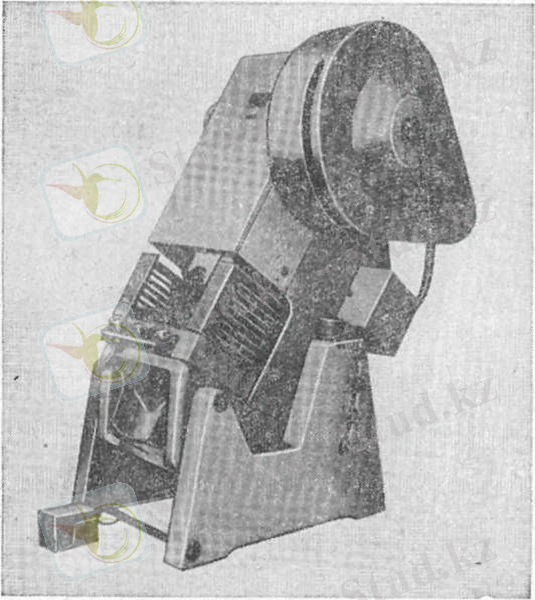
1. 3 Сурет-Ашық типті бірқосиінді тұғыры бар баспақ екі тіректі баспақ
Бұл топтағы баспақтардың басты ерекшелігі жабық тұғырлы қаңқалы (заманауи баспақтар) немесе аркалы (ескірген баспақтар) типті қалыптау кеңістігіне шектеулі мүмкіндігі бар. Жабық типті тұғырлардың құрылымының жоғары қатаңдығы жəне симметриялы серпімді деформациясы дəлірек қалыптауды ғана емес сонымен бірге құралдың тұрақтылығын жоғарылатуға ықпал етеді. Ашық типті қосиінді екі тіректі баспақтарды екі түрлі модификациямен жасайды:
1) жоғары жүріс саны жəне жүрістің орташа шамасымен - тез жүрісті баспақтар;
2) орташа жүріс саны жəне көбейтілген жүріспен - баяу жүрісті баспақтар.
Барлық типөлшемді тұғырлардың құрылымы қысу жастықтарын қондыру мүмкіндігін қарастырады. Бірқосиінді жабық баспақтардың негізгі параметрлері жəне өлшемдері МЕСТ 10026-75 номинальды күші 1, 6- 25 МН ережеленген. Екі қосиінді баспақтар, қаңылтырдан ірі тетіктерді жасау кезінде, қалыптау жұмыстарына арналған. Олар бір қосиінді баспақтардан, қалаптау аралығының өлшемімен ерекшеленеді. Номиналды күші 1 ден 31, 5 МН дейінгі, екі қосиінді жабық баспақтардың негізгі параметрлері мен өлшемдері МЕСТ 7766 - 73 ережеленген.
1. 1. 5 Қысу жастықтары
Қарапайым əрекетті қаңылтыр қалыптау баспағын қолданнып қаңылтырдан тұтас тетіктерді кермелеген кезде, деформациялау үрдісінде металды қысуды қамтамсыз ету қажет, кері жағдайда бұйымның бүйір бетінде бүрмелер пайда болады.
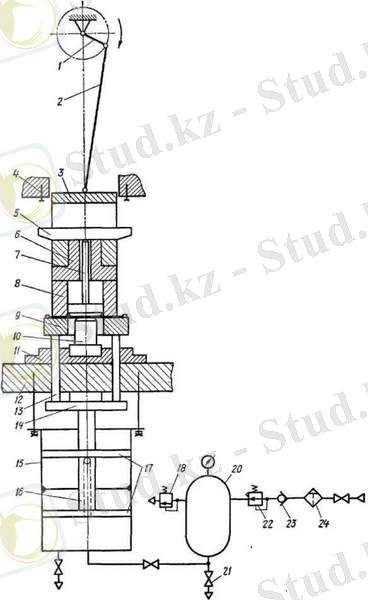
1. 4 сурет. - Қарапайым əрекетті баспақтың жұмыс істеу сұлбасы
Қарапайым əрекетті баспақтың жəне оған орнатылған кермелеу баспағының жұмысы 1. 4 суретте көрсетілген. Кермелеу ұяқалыбы 8 итеріп шығарғышымен 7 бірге ұстағыш 6 арқылы, жетекті қосиіні 1 мен бұлғағы əдеттегі қосиінді - сырғақты механизмді құрайтын, бас орындаушы механизімнің сырғағына 3 бекітіледі. Үстелге 12 бекітілген қалыптың тұрқысына 11, жұмыс уақытында қозғалмайтын кермелеу сотаны 10 қатаң бекітілген. Үстелдің төменгі жағына, қозғалмайтын цилиндр 15, екі қозғалатын поршн 17 жəне соташығы 16 бар, пневматикалық жастық ілінеді. Поршндардың қозғалысы тірек тақталары 14 мен итергіштер 13 арқылы, кермелеудің алғашқы моментінде сотанның жоғарғы ернеу денгейінде болатын қысу сақинасына 9 беріледі. Баспақты жұмыстық жүрісіне қосқан кезде сырғақ төмен қарай түседі жəне кермелеу ұяқалыбы арқылы жастықтың поршндарын төмен ығыстырады, олар төмен түсе отырып ауаны сығады. Цилиндрдегі қысым артады, артық ауа қайтадан жинағышқа 20 (ресивер) түседі. Цилиндрдегі жəне жинағыштағы қысым артық болса сақтандырғыш клапан 18 ашылады. Желіден ауаны беру тұрақты қысымды ресиверге жіберуді қамтамасыз ететін қысымды реттеушімен 22 басқарылады. Сонымен сырғақтың толық жұмыс жүрісінде қысу күшінің тұрақтылығын қамтамасыз етеді. Сұлбада ауаның ресиверден кері қайтуын ескертуге арналған кері қайту клапаны 23 орналасқан. Сүзгіш 24 ауаны тазартуға қажет, вентилдер 21- конденсатты шығаруға жəне ауа өткізгішті жабуға арналған, манометр 19 - ауа қысымын бақылауға арналған.
Сырғақ ең төменгі күйге келгенде жəне кермелеу үрдісі аяқталғанда, қысу сақинасы ұяқалып ізінен сығылған ауа əсерінен көтеріледі. Бұйымды ұяқалыптан итеріп шығару, итеріп шығарғыш 7 жəне тақтайша 5 көмегімен іске асады, яғни сырғақ жүрісінің жоғары кері қайту уақытындағы қозғалыс реттегіш тірекпен 4 шектелген. Қазіргі кездегі көпқосиінді қаңылтыр қалыптау баспақтарында пневмо жастықтардан басқа, гидропневматикалық жастықтар, гидроұстағышы бар жастықтар жəне т. б. қолданылады.
1. 1. 6 Екі əрекетті кермелеу баспақтары
Екі əрекетті кермелеу баспақтар. Мысал ретінде К5530 модельді кермелеу баспағының жұмыс істеу принципін қарастырайық. Баспақтың басты өлшем параметрлері: ішкі сырғақтың номиналды күші Рн. в = 1 МН, сыртқынікі Рн. н = 630 кН, сəйкесінше сырғақтың толық жүрісінің мəні Smax в= 400 мм жəне Smax н= 265 мм. Берілген кермелеуді орындау үшін ішкі (кермелеу) сырғағын оған бекітілген құралмен бірге қарапайым аксиалды қосиінді сырғақты механизм көмегімен жүргізеді. ІІ класты жазық сегіз буынды қосиінді буынды-рычакты механизмнің көмегімен қозғалысқа келтірілетін қысу сақинасы бар сыртқы (қысу) сырғақ, басқы сырғақ сияқты сол бағытта ілгері-кейінді қозғалыс жасайды. Қозғалысты тарататын жəне бір уақытта қысқыш механизмнің жетекші буыны болып табылатын басты біліктің шеткі иіні ОΚ табылады, ол KL бұлғақ арқылы LMM сырғанаушысын қозғалысқа келтіреді. Сырғанаушының қозғалысы NO1C екі иықты рычагтармен тербелетін, MN тягалар арқылы екі жаққа беріледі. Тербелетін екі иықты рычагтар арқылы О1СD буыны сыртқы сырғаққа ілгері-кейінді қозғалыс бере отырып жазылады немесе бүгіледі. Ішкі сырғақтың қозғалу графигі синусоидалды қисық болып келеді. Төмен қарай жүріс, бас қосиіннің 180° тан 0 дейін бұрылған кезде орындалады. Бірақта сырғақтың түзу жүрісін, сыртқы сырғақ төмен түсіп қозғалмайтын күйге келгенде пайдалануға болады, сонымен бірге дайындаманы ұстап тұрады жəне жиырылу болдырмайды. Сыртқы сырғақтың қажетті қозғалысы механизмнің негізгі өлшемдерімен жəне соңғы қосиіннің ОК бастапқы күйінен, бас қосиінге қатысты біршама бұрышқа, осы жағдайда 150° тен, ығыстырылуымен қамтамасыз етіледі. Нəтижесінде бас қосиіннің α = 95° бұрышқа бұрылу кезінде сырғақ шеткі төменгі жағдайда тоқтайды: осы сəттен бастап ішкі сырғақтың жүрісі кермелеуге қолданылуы мүмкін. Іс жұзінде кермелеуге сырғақтың біршама кіші жүрісі қолданылады, шамамен α р = 75 . . . 80° сəйкес келетін. Сыртқы сырғақтың кідіруі (выстаивание), ішкі сырғақ жоғары қарай бос жүріс жасай бастағаннан кейін біраз уақыт болады, жетекті қосиіннің α=345° бұрышқа бұрылғанға дейін де, жəне 110° жуық болады. Кермелеу аяқталғаннан кейін сыртқы сырғақтың кері қайту кідірісі жоғарғы қалыптан (кермелеу ұяқалыптан) бұйымды алуды немесе төменгі қалыптан кедергісіз итеріп шығаруды қамтамасыз ету үшін қажет. Сырғақтардың кері жүрісі əртүрлі жылдамдықтармен орындалады. Сыртқы сырғақ, ішкі сырғаққа қарағанда жылдам қозғалады жəне
шеткі жоғарғы күйге бірінші жетеді. Жетекті қосиіннің бұрылу бұрышымен сипатталатын фаза ығысуы, онда сыртқы сырғақ шеткі жоғарғы күйге келеді, озу деп аталады. Əдетте озу 25 . . . 50° құрайды. Сырғақтардың тоқтауы жетекті қосиіннің шеткі жоғарғы күйге 10 . . . 15° (α ≈ 195 . . . 190°) бұрыш жетпей болады. Бұл кезде сыртқы сырғақ шеткі жоғарғы күйді өтіп біршама аралыққа төмен түседі.
Екі əрекетті кермелеу баспақтарының қысу механизмінің жетегі үшін типтік кинематикалық тізбектін саны шектелген. Қарапайым тізбек болып төрт тізбекті үш қосиінді механизм табылады. Бұндай механизмнің сыртқы сырғағының кідіруі болмайды. Сондықтан а сұлбасы ішкі сырғақпен орындалатын, терен емес кермелеуге арналған баспақтарда қолданылады. Сыртқы сырғақтың нақты міндеті - дайындаманы шабу (вырубка) .
Қосиінді буынды-рычакты механизмдердің б жəне в сұлбаларындағы сыртқы сырғақ, сырғақ бекітілген ыйын толық жазылған кезде шеткі төменгі күде болады. Қалған уақыт аралығында сырғақ шеткі төменгі күйден біршама шегінеді. Қысу механизмінің сұлбасында түзілімдер көп болған сайын, сыртқы сырғақтың қозғалысы абсолютті күйге көп жақындай түседі. Сондықтан да қосиінді буынды-рычакты механизмдердің екі типі де - сегіз түзілімді жəне тоғыз түзілімді, - құрылымы жағынан бірдей, біршама ерекшеленетін сыртқы сырғақ қозғалысы заңын қалыптастырады. Он түзілімді (десятизвенного) механизмнің сырғағы уақыт жағынан, сырғақ шеткі төменгі күйден аз шамаға шегінуі кезінде, біршама көп кідіреді. Сегіз түзілімді сұлба, сыртқы сырғақтың күйін қажетті жағдайда ұстап, негізгі құрылымдық артықшылықтарға ие - ықшамдылық - жəне қазіргі кездегі, жетекті қосіні баспақ тұғырының фронттына перпендикуляр орналасқан жабық типті бір қосиінді баспақтарда көп қолданыс тапқан.
ГИД қыспағының типтік сұлбасы қосиінді-буынды механизмдерге жатады. Олар құрылымы жағынан бірдей - бұл, бас орындаушы механизмнің жетекті қосиінінен жетегі бар сегіз түзілімді механизм. Сондықтанда қысу механизмін баспақ сырғағының ішінде жинау жəне жетекті қосиінді шестерна-эксцентрик түрінде жасау қажет. Сұлбалар арасындағы айырмашылық аралық рычактардың тербеліс өстерінің орналасуымен байланысты. Арнайы қолданылатын кішігірім кермелеу баспақтарына, мұнда қысу механизмінің көптүзілімділігі құрылым кемшілігі болып табылады, жұдырықшалы жұбы бар сұлбаны қолдануға болады. Жұдырықшалы буынды-рычакты механизмі бар баспақты қолдану тəжірибесі көрсеткендей, пішінді жұдырықшалардың көмегімен сыртқы сырғақтың жетегі қолайсыз болып табылады. Жұмыс кезінде жұдырықшалар тез тозып қыспақтың біркелкі қысымын қамтамасыз етеалмайды. Жұмыстық жүріс кезінде рычакты жетегі бар қысу сырғағының кейбір қозғалғыштығы, қыспаққа қойылатын үш талапқа байланысты мүмкін болады. Бастапқы жағдайда қысу сырғағына бекітілген сақинаның төменгі жазықтығы жəне төменгі қалыптың жоғарғы жазықтығы арасында саңылау пайда болады. Кермелеу үрдісі кезінде жазық фланец қалындығы артады дайындама сақинамен түйіседі (соприкасается), сонын нəтижесінде қысу күші пайда болады. Саңылау аз болған сайын ол коп болады. Саңылау өте аз боған жағдайда кермеленетін бұйымның түбі үзілуі мүмкін. Саңылау өте көп болса бұйымда жиырылу пайда болады. Əр бұйым үшін саңылаудың тиімді шамасы, қысу сырғағы күйін реттегіш көмегі арқылы дұрыстаумен бекітіледі.
Қалыпталатын материалдың қалындығы бойынша оң ауытқуларды компенсациялау үшін, жəне де құралдың дұрыс жасалмауына байланысты қысу арнайы амортизаторлар арқылы жүргізіледі. Функционалды қолдануына байланысты амортизаторлар сақтандырғыш құрылғыларға жатады, өйткені олар сыртқы сырғақтың подвеска иынына əсер ететін жүктеудің артуына ықпал етеді, бекітілген шектен артық. Бұл құрылғыларды жүктеудің эталоны ретінде серіппенің серпінді күші (серіппелі амортизаторлар) немесе ауаның қысымы (пневмокамералар немесе пневмоцилиндрлер) қолданылады. Амортизаторды есептеу, сыртқы сырғақтағы номиналды күштің 1, 1. . 1, 2 тен жүктеу бойынша жүргізеді.
Құрылымдық белгілері жəне сыртқы архетектурасы бойынша екі əрекетті баспақтар,
қарапайым əрекетті қаңылтыр қалыптау баспақтарына ұқсас жəне машиналардың екі тобынан тұрады:
1) ашық типті қосиінді екі тіректі баспақтар;
2) жабық типті қосиінді екі тіректі баспақтар.
Бірінші топ үш қосиінді баспақтардан жəне де сыртқы сырғақтың жұдырықшалы жетегі бар арнайы баспақтардан тұрады. Қазіргі кездегі екі əрекетті баспақтардың көбі жабық типті қосиінді екі тіректі баспақтарға жатады, өзара қалыптау аралығының габаритімен жəне осыған сəйкес сырғақ подвескасының нүкте санымен ерекшеленеді: бір-, екі- жəне төртқосиінді баспақтар. Жабық типті бірқосиінді баспақтардың негізгі параметрлері мен өлшемдері МЕСТ 7639-75 ережеленген, Рн. в номиналды күш ішкі сырғақта 630 кН . . . 6, 3 МН аралығында. Сыртқы сырғақтағы Рн. н номиналды күш Рн. в - нің 62 . . . 64% құрайды. Шетелдк фирмалардың баспақтарында ішкі жəне сыртқы сырғақтағы номиналды куш қатынасы көбіне осы көрсетілген аралықта болады. Бірақта кейбір фирмалар үлкен əмбебаптық мақсатында, Рн. в/Рн. н= I қатынаспен баспақтарды шығарады. Екі қосиінді баспақтардың негізгі параметрлері мен өлшемдері МЕСТ 8247-70, ал төртқосиінді МЕСТ 16268-70 ережеленген.
1. 1. 7 Үш əрекетті кермелеу баспақтары
Үш əрекетті баспақтар ірі габаритті күрделі бұйымдарды, кері кермелеуді қажет ететін қуысы бар қаңылтырдан кермелеуге арналған. Сондықтан да, орындаушы мəрімі жоғарғы сырғақтардың қозғалысына қарама қарсы бағытта қозғалатын, қосалқы механизм қажет болды. Екі əрекетті баспақтардан айырмашылығы үш əрекетті баспақтарда жоғарғы сырғақтың жетек қозғалысы қосиінді-сырғақты механизммен емес, қосиінді-буынды механизммен жүргізіледі. Бұл біріншіден ерекше кинематикалық қасиетті жасау үшін қажет: шеткі төменгі күйде кермелу сырғағының биіктігімен. Екіншіден, қосиінді-буынды механизм, сырғақты шеткі төменгі жағдайда тоқтатқан кезде кернеу күйінен (состояния распора) тез шығарылуы мүмкін. Жоғарғы жағдайда тоқтатуды қажет етпейтін, төменгі кермелеу сырғағының жетегі қосиінді-сырғақты механизммен орындалады.
... жалғасыСіз бұл жұмысты біздің қосымшамыз арқылы толығымен тегін көре аласыз.
- Іс жүргізу
- Автоматтандыру, Техника
- Алғашқы әскери дайындық
- Астрономия
- Ауыл шаруашылығы
- Банк ісі
- Бизнесті бағалау
- Биология
- Бухгалтерлік іс
- Валеология
- Ветеринария
- География
- Геология, Геофизика, Геодезия
- Дін
- Ет, сүт, шарап өнімдері
- Жалпы тарих
- Жер кадастрі, Жылжымайтын мүлік
- Журналистика
- Информатика
- Кеден ісі
- Маркетинг
- Математика, Геометрия
- Медицина
- Мемлекеттік басқару
- Менеджмент
- Мұнай, Газ
- Мұрағат ісі
- Мәдениеттану
- ОБЖ (Основы безопасности жизнедеятельности)
- Педагогика
- Полиграфия
- Психология
- Салық
- Саясаттану
- Сақтандыру
- Сертификаттау, стандарттау
- Социология, Демография
- Спорт
- Статистика
- Тілтану, Филология
- Тарихи тұлғалар
- Тау-кен ісі
- Транспорт
- Туризм
- Физика
- Философия
- Халықаралық қатынастар
- Химия
- Экология, Қоршаған ортаны қорғау
- Экономика
- Экономикалық география
- Электротехника
- Қазақстан тарихы
- Қаржы
- Құрылыс
- Құқық, Криминалистика
- Әдебиет
- Өнер, музыка
- Өнеркәсіп, Өндіріс
Қазақ тілінде жазылған рефераттар, курстық жұмыстар, дипломдық жұмыстар бойынша біздің қор #1 болып табылады.

Ақпарат
Қосымша
Email: info@stud.kz