Қаңылтырды суықтай қалыптаудағы бірізді әсерлі шағу қалыптарын жобалау және технологиялық есептеулер

КІРІСПЕ
Қалып металды суық күйінде деформациялайтын өңдеудің бір түрі. Қаңылтырды суықтай қалыптау өндірісі заман талабына сай дамып келеді. Өндірісте қолданылатын жабдықтардың жаңа түрлері, АЖЖ түрлері, баспақтардың автоматтандырылған жаңа түрлері көбейіп, дамып жатыр.
Қаңылдырды қалыптау үрдістері жоғары өнімділігі мен экономикалық тиімділігіне байланысты өнеркәсіптің түрлі саласында кеңінен пайдаланылады. Қаңылтырды суықтай қалыптау үрдістерінің металды қысыммен өңдеудің басқа да үрдістерінен техникалық және экономикалық жағынан өз артықшылықтары бар.
Техникалық жағынан:
− қысыммен өңдеудің басқа тәсілдерімен алуға мүмкін емес немесе қиын болатын күрделі тетікті жасауға;
− материалды үнемдей отырып массасы жеңіл әрі сыртқы факторлардың әсеріне төзімді тетік жасауға;
− механикалық өңдеуді қажет етпейтін өлшемдері жоғары дәлдікпен алынатын өзараауыстырылатын тетік жасауға тиімді.
Экономикалық жағынан қаңылтырды суықтай қалыптау үрдістері келесідей жағдайларда тиімді:
− материалды үнемді пайдалану және өте аз мөлшердегі қалдық көлемі;
−қаңылтырды суықтай қалыптау үдістерінде пайдаланылатын жабдықтардың жоғары өнімділігі;
− өндірілетін өнімнің өзіндік құнының арзан болуы.
Дипломдық жұмыс қаңылтырды суықтай қалыптауда кеңінен пайдаланылатын бірізді әсерлі қалыбын жасауға арналған. Тақырыпқа сай тіреуіш және ілмек типтес тетіктер алынған. Олардың технологиялық үрдісі, тетікке сай қаңылтыр материалды пішу, тесу, шағу және ию күштерінің есептеулері жүргізілді. Бірізді әсерлі шағу және ию қалыптары жобаланды. Олардың негізгі бөлшектері есептелді. Сонымен қатар экономикалық және еңбек қорғау бөлімдері қарастырылды.
1 Қалыптардың технологиялық типі
Суықтай қаңылтырды қалыптау қалыптарын негізгі үш белгісі бойынша топтауға болады: технологиялық (үрдістер түрлері мен оларды топтастыру), конструкциялық (бағыттау тәсілі), тасымалдау (дайындаманы қалып бетіне орнату және тетік пен қалдықтарды шығару) .
Технологиялық белгілері бойынша қалыптар орындалатын үрдістердің ретіне байланысты типтік топтарға бөлінеді. Қалыптар үрдістердің топтастырылуына байланысты бір уақытта бірнеше операция орындайтын қарапайым және күрделі қалыптар болып бөлінеді. Көп жағдайда күрделі қалыптарды пайдаланған тиімді. Күрделі қалыптар үйлестірілген үрдістер сипаттамасына қарай келесідей бөлінеді:
−дайындаманың бірізді орын ауыстыруымен әртүрлі сотандардың бірнеше әсер етуімен өндірілетін тетік жасауға арналған бірізді әсерлі қалыбы;
−дайындаманың бастапқы қалпын сақтай отырып, бағытталып орнатылған сотандармен баспақтың бір жүрісінде өндірілетін тетік жасауға арналған қосарластырылған қалыбы;
−бірізді әсерлі және қосарластырылған қалыптарды біріктіре отырып өндіретін тетік жасауға арналған бірізді-қосарластырылған қалыбы.
Қалып тетіктерін негізгі екі топқа бөлуге болады:
−материалмен немесе өніммен әрекеттесетін және негізгі үрдістерді атқаратын технологиялық мақсатта пайдаланылатын тетіктер;
−қалып жұмысында қосалқы қызмет атқаратын констуркциялық сипаттағы тетіктер.
- Қалыптарды жобалаудың реті мен этапы
Қалыпты жасаудан бұрын келесідей мағлұматтар болу керек:
- техникалық талаптары бар қалыпталатын тетік сұлбасы;
- қалыпталатын тетіктің шығару жүйесі;
- тетікті өңдеудің технологиялық жоспары;
- үрдістер картасы;
- жабдықтың техникалық сипаттамасы.
Осы мәліметтерді біле отырып қалыптың типі мен оның бөлшектерін таңдаймыз. Қалыпты жобалаудың бұл этапы ең күрделі болып саналады, себебі: қалып конструкциясын дұрыс таңдауға көптеген басқа да факторлар әсер етеді. Негізгі факторлар қалыпталатын тетік пішіні мен өлшемдері, қалыптау дәлдігі, материал пішіні (қаңылтыр, жолақ, қалдық), цехтың қалыптау жадбықтары, құрал - жабдықтар цехының техникалық мүмкіндіктері және т. б. болып табылады. Ең шешуші фактор экономикалық, яғни өндірілетін тетік көлемі мен қалыпты жасауға кететін шығын болып табылады.
Көп жағдайда қандайда бір тетік қалыбын үш тәсілмен жасауға болады:
- бір ғана үрдісті өндіретін бірнеше қалып жасауға болады;
- бірізді әсерлі қалыбы;
- қосарластырылған әсерлі қалыбы.
Қалыптау әдісі мен қалып түрін дұрыс таңдау үшін жоғарыда аталған факторларды ескерген жөн, әсіресе экономикалық.
Қалып типін таңдағаннан кейін қалыптау сапасына әсер ететін бағыттаушы бөлшектері (бағыттаушы табақша, бағана), тіреуіш типтері, қыспақ, шешіп алушы (съемник) және басқада бөлшектерін таңдау мәселесін шешу керек.
Қалып конструкциясы жоғары дәлдіктегі қалып тетігін алуды, максимальді өндірісті, тасымалдау кезінде қажетті төзімділікті, қалыптың өзіндік құнының жоғары болмауын және техникалық қауіпсіздік талаптарын қамтамасыз ету керек.
Қалыпты жобалаудың келесі бөлімі өндіріске қажетті технологиялық есептеулерден тұрады. Оның ішінде қаңылтырды пайдалану коэффициентін есептеп пішу, қалыптау күшін есептеу, қалыпқа түсетін қысым цетрін анықтау, сотан мен ұяқалып арасындағы саңылау мөлшерін анықтау, сотан мен ұяқалып өлшемдерін және оларға сәйкес әдіп мөлшерін анықтау, қалыптың негізгі бөлшектерін төзімділікке тексеру, серіппені зерттеу.
- Бірізді әсерлі шағу қалыбы мен қалыпталатын тетікке қойылатын технологиялық талаптар
Өндірісте тесуге және шағуға арналған бірізді әсерлі шағу қалыбы кеңінен пайдаланылады. Мұндай қалыптарда баспақ сырғанығының екі немесе одан да көп бірізді жүрісінде тесігі бар тетіктер жасайды. Бұл шағу қалыптары өнімділікті арттыруға және өндірілетін тетіктің өзіндік құнын төмендетуге мүмкіндік береді.
Бірізді әсерлі шағу қалыптары жолақты бағыттап отыратын тіреуіштерімен немесе жанында орналасқан қайсышымен болады. Тіреуіштері бар қалыптар материал қалыңдығы 3мм аса болғанда пайдаланылады. Егер материал қалыңдығы 2 мм аз болған жағдайда тіреуіштері бар қалыптарды падаланбаған жөн. Себебі тіреуіштер сынып кетеді. Сондықтан жанында арналасқан қайшысы бар қалыптар пайдаланылады.
Бірізді әсерлі қалыптары бағыттаушы табақшаларымен немесе бағаналарымен болады.
Технология деп−техника мен эксплуатациялық талаптарды сақтай отырып, қарапайым және үнемді тетік жасауды қамтамасыз ететін конструктивті жиынтық.
Қаңылтырды суықтай қалыптау тетіктерінің негізгі технологиялық корсеткіштері келесідей:
- материал қалдығын азайту;
- үрдістер санын азайту;
- қалыпталған тетікке механикалық өңдеу қажет емес;
- қалыптауға керекті жабдықтар саны аз және өндіріс ауданы үлкен емес.
Қалыпталған тетіктің өзіндік құнының арзан болуы басты технологиялық көрсеткіш болып табылады.
Пішін өзгертуді қамтамасыз ететін қалыптың жұмысшы бөлшектерін жасау және деформациялау күші әсерінен дайындама материалының пішін өзгертуін шағу үрдісі кезінде анықтайды. Тетікті қалыптау кезінде тетік материалын таңдау бірінші мәселе. Ол тетіктің түрі мен құрылымын анықтайды, технологиялық факторларына әсер етеді. Металл технологиялық және механикалық қасиеттеріне қарай таңдап алады.
Машина жасау саласында сапалы, қалыңдығы жұқа болаттар қолданылады. Бұл механикалық және технологиялық қасиеттері жоғары арзан металл. Берілген тетік берік әрі төзімді болу керек, сол себепті қалыпталатын тетік материалы ретінде болат 45 таңдадық МЕСТ 1050 - 88.
1. 3 Тікбұрышты және фигуралы тетіктерді пішу және әдіп мөлшерін тағайындау
Фигуралы тетіктерді пішу қиындау, тіпті оларды жолақта аналитикалық жолмен орналастыру мүмкін емес. Сол себепті жиі графикалық әдісті қолданамыз. Ол үшін қағаздан шағылатын тетік сұлбасын берілген өлшемдерімен кесіп аламыз. Берілген қаңылтыр қалыңдығына байланысты әдіп мөлшерін ескере отырып қаңылтыр бетіне қағаздан кесілген тетік сұлбаларын орналастырып, ең тиімді пішу түрін таңдаймыз.
Пішудің түрлі әдісін пайдаланып тікбұрышты және фигуралы тетік материалын пішеміз (сурет 1) . Пішудің түрлері: тура ( сурет 1, а), көлбеу (сурет 1, б), қарсы тура (сурет 1, в және г), қарсы көлбеу (сурет 1, д), қиыстырылған (сурет 1, е), көп қатарлы (сурет 1, ж), әдіппен кесу (сурет 1, з) . Пішудің әдісіне байланысты жолақты пішу әдіппен немесе әдіпсіз болады.
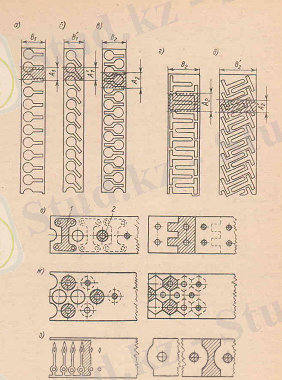
Сурет 1 - Пішудің түрлері
Әдіп мөлшері шағу үрдісіне және тетік сапасына әсер етеді. Сотаннан тетікті түсіріп алатын күшті ескерсек, әдіп мөлшері аз болу керек. Әдіп қалдық мөлшерін арттыратындықтан әдіптің мөлшерін таңдағанда осыны ескеріп аз мөлшерін таңдаймыз. Бірақ салыстырмалы аз болмауы тиіс. Әдіп мөлшері жолақтың төзімді және қатты болуын, жұмысшы қолын жаралап алмауын, тетік бетінің кедір болмауын, материалдың кермелеу кезінде бүрмелену болмауын қамтамасыз ету керек. Сонымен қоса әдіп мөлшері қалыптың беріктігіне әсер етеді. Егер әдіп аз болса, қалып беріктігі де төмендейді.
Әдіп мөлшері материал түрімен қалыңдығына, шағылатын тетік түріне және өлшемдеріне, пішу түріне байланысты. Материал қалыңдығы s=0, 2÷0, 5 мм дейінгі тетік арасындағы әдіп мөлшері а 1 =1, 2÷2, 5 мм, ал шетінен а=1, 5÷3, 0 мм, s=0, 5÷4, 0 мм әдіп мөлшері а 1 =(2, 0÷0, 8) s мм, а=(2, 5÷0, 9) s болады.
- Қаңылтыр материалды пішу
Металды үнемдеу және қалдық мөлшерін азайту қаңылтырды суықтай қалыптауда аса маңызды, әсіресе ірі өндірісте. Қаңылтырды пішу тетіктің сапалы болуын, металл үнемділігін, жоғары өнімділікті, қарапайым қалыпты қамтамасыз ету керек. Пішудің үнемді болуы әдіп мөлшерін тайдауға байланысты.
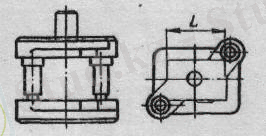
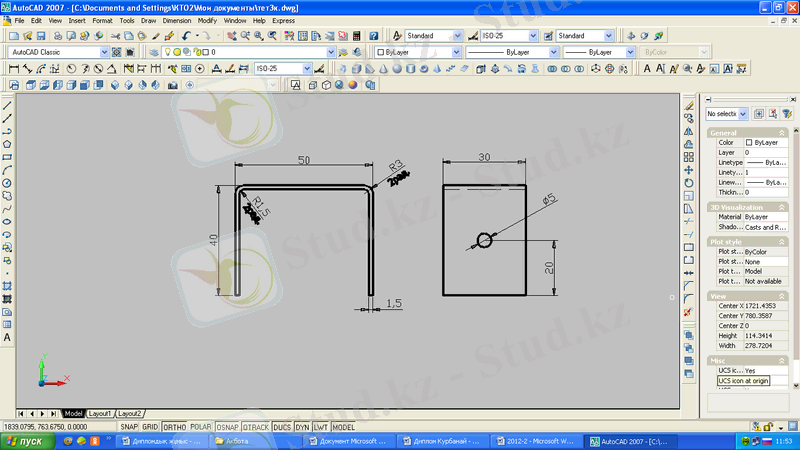
Қалыпты жасаудан бұрын жоғарыда аталған талаптардың біріне сәйкес келесідей тіреуіш типтес тетік берілген. Тетік өлшемдері: L=48мм, b=14мм, тесіктердің арақашықтығы центрден есептегенде l=25мм, тесік d
1
=5мм, d
2
=7мм (сурет 2) . Қаңылтыр

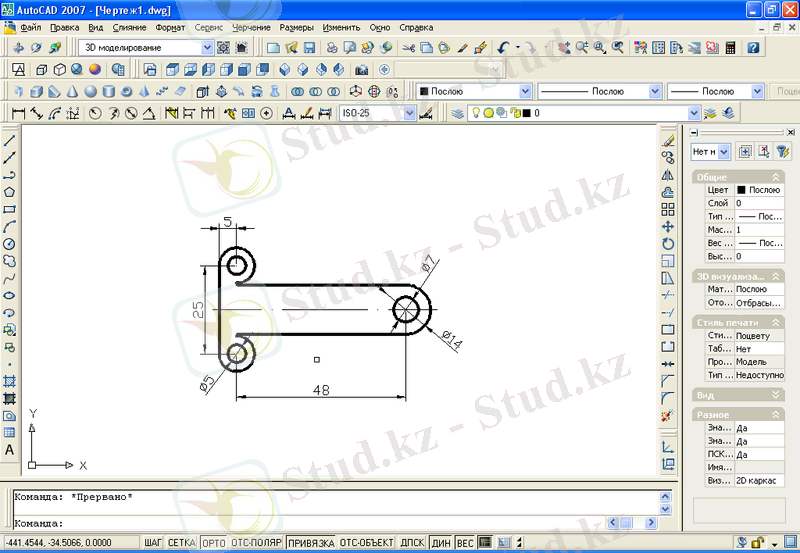
Сурет 2 - Тетік сұлбасы
Қалыптауды бірізді қалыптарда орындайтындықтан жолақ енін келесі формуламен анықтаймыз (1) [2] 110 бет (сурет 3) .
 (1)
(1)
мұнда
 - әдіп, кесте 1[2] 7 бет;
- әдіп, кесте 1[2] 7 бет;
a = 2;
 - тетік ұзындығы, мм;
- тетік ұзындығы, мм;
 = 48
-0, 75
;
= 48
-0, 75
;
 -жолақ еніне шақтама, гильотенді қайшыларда қаңылтырды жолақтарға жаю кезінде қабылданады, кесте 5 [2] 13 бет;
-жолақ еніне шақтама, гильотенді қайшыларда қаңылтырды жолақтарға жаю кезінде қабылданады, кесте 5 [2] 13 бет;
=0, 6 мм;
 -бағыттаушы планка мен жолақ арасындағы ең кіші саңылау, кесте 7 [2] 15 бет;
-бағыттаушы планка мен жолақ арасындағы ең кіші саңылау, кесте 7 [2] 15 бет;
 = 1 мм;
= 1 мм;
 - бағыттаушы планкалар арасындағы арақашықтыққа шақтама, кесте 7 [2] 15 бет;
- бағыттаушы планкалар арасындағы арақашықтыққа шақтама, кесте 7 [2] 15 бет;
 =0, 3;
=0, 3;
 - базалық планкадан қадамдық пышаққа дейінгі немесе қадамдық пышақтар арасындағы арақашықтық
- базалық планкадан қадамдық пышаққа дейінгі немесе қадамдық пышақтар арасындағы арақашықтық


 (1)
(1)
 - 74
- 74
 тең деп қабылдаймыз;
тең деп қабылдаймыз;
Қалыптау қадамы (пышақ ұзындығы) :

 - дайындама енінің номинальды мәні;
- дайындама енінің номинальды мәні;
 - әдіпті 1 кестеден таңдаймыз [2] 7 бет;
- әдіпті 1 кестеден таңдаймыз [2] 7 бет;
 =2 мм.
=2 мм.

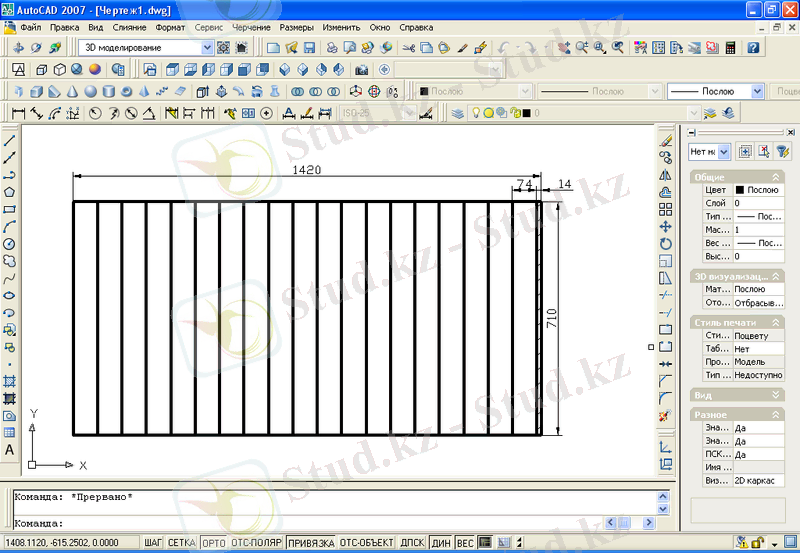
Сурет 3 - Жолақты жаю
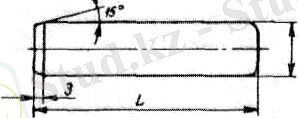
Қаңылтырды ұзындығы бойынша пішу суретте 4 келтірілген.
Қаңылтырдан алынған жолақ саны (2) :

 (2)
(2)
Жолақ санын 19 деп қабылдаймыз.
Жолақтан алынатын тетік саны (3)
 (3)
(3)
Тетік санын 19 деп аламыз.
Қаңылтырдан алынатын тетік саны (4) :
 (4)
(4)
Тетік санын 361 деп қабылдаймыз.
Қаңылтырды пішу коэффициенті (5)
 =
=
 (5)
(5)
Тетіктің ауданын анықтаймыз



Сурет 4 - Ұзындығы бойынша пішу
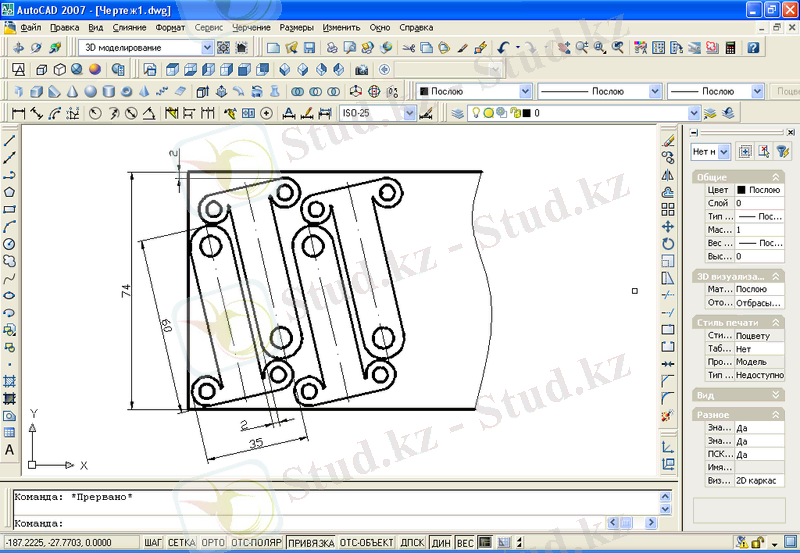
Қаңылтырды бойлық пішу суретте 5 келтірілген.
Қаңылтырдан алынатын жолақ саны (6)

 (6)
(6)
Жолақ санын 9 деп қабылдаймыз.
Жолақ саны (7)
 (7)
(7)
Жолақ санын 30 деп қабылдаймыз.
Жолақтан алынатын тетік саны (8)
 (8)
(8)
Тетік санын 380 деп қабылдаймыз.
Қаңылтырды жаю коэффициенті (9 )
 =
=
 (9)
(9)
Тетіктін ауданын анықтаймыз



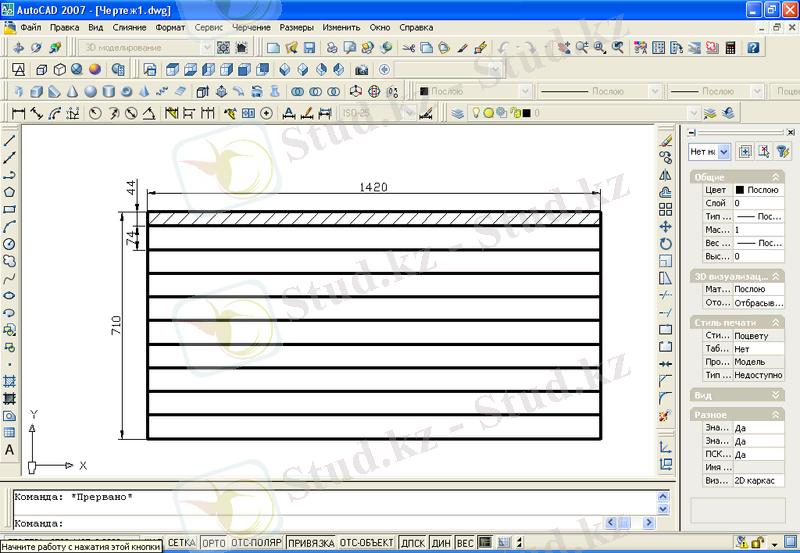
Сурет 5 - Бойлық жаю
- Тетіктің технологиялық үрдісі
Тетіктің технологиялық үрдісін жасау үшін бірізді әсерлі шағу қалыбы қажет. Рациональді технологиялық үрдіс өнімнің өзіндік құнының арзан болуын қамтамасыз етеді. Қалып пішіні тетік пішінімен анықталады және тесу қалыбы болып есептеледі. Бұл қалыптың технологиялық үрдісі келесідей:
−баспақтың бірінші жүрісінде үш тесік тесіледі, олардың екеуінің d 1 =5мм, d 2 =7 мм;
−баспақтың екінші жүрісінде тетіктің негізгі пішіні бойынша шағып алу үрдісі жүреді.
Дайын тетік пен қалдықты ұяқалыпта жасалған тесік арқылы шығарып алады.
1. 6 Қалыптау операциясын орындау үшін қажетті күштерді анықтау
Қаңылтырды жолақтарға кесуді гильотенді қайшыларда орындаймыз, мұнда
 = 1
0
30
/
= 1
0
30
/
Тесу күші (10)
 (10)
(10)
Бірізді қалыпта жолақтан тетік шағу және ода тесік тесу үшін қажетті күшті мына формуламен анықтайды (11) :
 (11)
(11)
мүнда
 - шабу контурының периметрі
- шабу контурының периметрі
 - Тесілетін тесік периметрлерінің қосындысы
- Тесілетін тесік периметрлерінің қосындысы



Баспақтың қажетті күші (12) :
 (12)
(12)
Қалыпты күші 230 кН баспаққа орналастыру керек.
- Бірізді әсерлі шағу қалыбының жұмыс істеу принципі
Бұл қалыптар жанында орналасқан жолақты бағыттап отыратын қайшысымен ерекшеленеді. Қайшылар параллель немесе қалыптың диоганалі бойынша орнатылуы мүмкін. Қайшыларды диоганалі бойынша орнату жолақты толығымен пайдалануға жағдай жасайды. Қайшылары (1 және 3) диоганалі бойынша орнатылған қалып сұлбасы сурет 6 көрсетілген.
Қалыпта жұмыс келесідей ретпен жүргізіледі. Қалыптаушы жұмысшы жолақты тіреуштің астарына 2 тірелгенше бағыттаушы екі линейкалардаң арасына қойып итереді. Баспақтың бірінші жүрісінде 5 және 7 сотандармен үш тесік тесіледі және қайшымен 1 жолақтың сол жағындағы тілімін кесіп түсіреді. Ал екінші қайшы жолақты А қашықтыққа итеріп тіреуштің астарына тірелуін қамтамасыз етеді. Баспақтың келесі жүрісінде сотанмен 6 тетік негізгі сұлбасы бойынша шағылып алынады және бастапқы сотандармен үш тесік тесіледі, жанында орналасқан қайшымен келесі жолақты шағу үрдістері жүргізіледі.
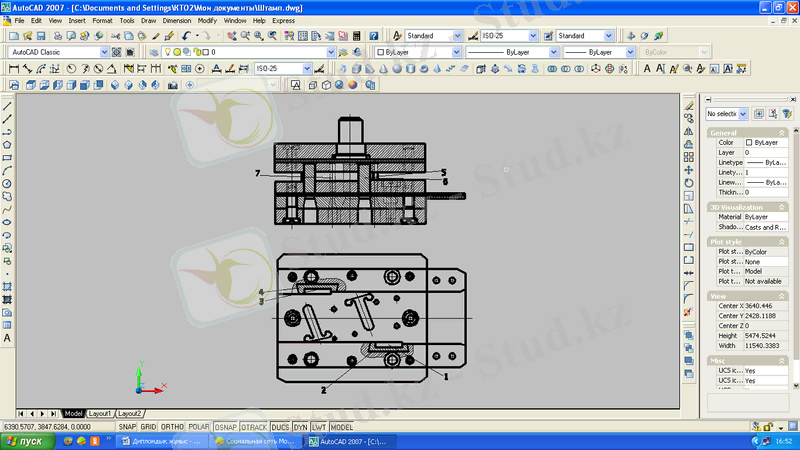
Сурет 6 - Қалып сұлбасы
Баспақтың келесі жүрісінде қалыптың оң жағында орналасқан қайшымен 3 жұмыс істеу басталады және жолақ тіреуіштің астарына 4 тіреледі. Баспақтың бірнеше жүрісінен кейін жұмысты автоматты түрде орындауға болады. Себебі жолақ қалыпқа толық орнатылып екі жағынан да бағыттаушыға тіреледі.
Қайшысы бар қалыптардың басты артықшылығы баспақты тоқтатпай жұмыс істеуге болады. Сонымен қатар қалыптар жолақты берудің жоғары дәлдігін қамтамасыз етеді.
1. 8 Қалыптың жұмысшы бөлшектерінің пішіні мен өлшемдерін анықтау
Шағу мен тесуге арналған ұяқалыптың өлшемдерін анықтаймыз. Тетіктің конфигурациясы мен қалыңдығына байланысты шағу және тесу ұяқалыптары таңдап алынады. Ұяқалыптың көп қолданылатын пішінін таңдаймыз (қалыңдығы s=2мм ұяқалып бұрышы 30÷90, сурет -7) .

Сурет 7 - Ұяқалыптың жұмысшы пішіні
Тесік тесу:
ұяқалыптың ені
D M = (D ном + ∆+z) +δ м (13)
Мұндағы D M - ұяқалыптың жұмысшы мөлшері; D ном - тетіктің номинальді мөлшері; +δ м - ұяқалыпты жасауға қойылатын әдіп мөлшері; ∆ - берілген әдіп мөлшері; z-номинальді саңылау.
d 1 = 5 мм, z=0, 05 мм
11квалитет: ∆ = 110 мкм = 110* 10-3 мм = 0, 11 мм (номинальді мөлшері бойынша 10÷18мм)
+δ м =0, 018
Dm = (5+0, 11+ 0, 05) +0, 018=5, 16+0, 018 мм
d 2 =(7+0, 11+0, 05) +0, 018=7, 16+0, 018 мм
Сыртқы пішіні бойынша шағу кезінде шағылатын тетіктің өлшемдері мен әдіп мөлшері ұяқалыптың сызбасында көрсетеді. Сотан сызбасында «сотан мөлшері ұяқалып мөлшеріне z саңылаумен сәйкестендіріледі» деп жазылады.
Сотанның шағу және тесу мөлшерін анықтаймыз. Сотанның да пішіні мен мөлшері тетік пен оның қалыңдығына байлансты таңдап алынады. Сотанның көп қолданылатын пішін түрі 8 суретте көрсетілген.

Сурет 8 - Сотанның пішін түрі
Сотанның тесік тесуге арналған мөлшері келесідей формуламен анықталады:
d п = (d ном + ∆) -δ п , (14)
мұндағы d n - сотанның жұмысшы мөлшерлері
11квалитет: ∆ = 110 мкм = 110 Ч 10-3 мм = 0, 11 мм (номинальді мөлшері бойынша 10÷18мм)
d п1 = (5 + 0, 11) -0, 012 = 5, 11-0, 012
d п2 = (7 + 0, 11) -0, 012 = 7, 11-0, 012
Тетіктің сыртқы пішіні бойынша сотан мөлшері тетік пішініне сәйкес болады.
Ұяқалып пен сотан ұстағыш түрі мен мөлшерін анықтаймыз. Ұяқалып пен сотан ұстағыштың пішіні мен мөлшерін бекіткіш және бағыттаушы тетіктер мен ұяқалып пен сотанның оларда орналасуына байланысты таңдайды. Ұяқалыптың конструкциялық элементі а = В = 35 мм (тетіктің ені), c = (10…12) + 0. 8 * HM
H M = 10 + (5 * s + 0, 7 * (Z + B) ^0, 5) * k’ (15)
k’ = 0, 8 (1, таб. 5. 2, с. 18)
мұндағы Н м - ұяқалыптың қалыңдығы, S - шағылатын тетіктің қалыңдығы, Z - тетіктің ұзындығы, B - тетіктің ені
H M = 10 + (5*2 + 0, 7 * (35+60) ^0, 5) * 0, 8 = 61, 76 мм
с = (10…12) + 0, 8 * 61, 76 = 59, 4…61, 4мм
с =59 мм
b = Z + 2 * c + d = 60 + 2 * 59 + 14 = 192мм
L = b + 2 * c = 192 + 2 * 59 = 310
B = a + 2 * c = 35 + 2 * 59 = 153
Сотан ұстағыш Н пд пен ұяқалып ұстағыштың Н мд биіктігін келесідей формуламен анықтайды:
Нпд = (0, 6 . . . 0, 8) Ч H м = 12, 48…16, 64 мм
Н пд = 16 мм
Н мд = H м = 20, 8 мм
Табақшалар - бағыттаушы тетіктермен (бағаналар, цилиндрер) байланысып тұратын астыңғы және үстіңгі іргетасы. Табақшаның түрі баспақ сырғағы мен үстелінің беріктігіне және қалыптың конструкциялық қолданылуына байланысты таңдап алынады. Баспақ сипатына байланысты МЕСТ 13124 - 75 табақша түрін таңдаймыз (сурет 9)
Сурет - 9 Табақша түрі
Табақшадағы қалдық түсетін тесік мөлшері ұяқалыптағы тесік мөлшерінен 3 . . . 10 мм аралығында үлкен етіп алынады.
Бағыттаушы төлке мөлшері баспақ сырғағының мөлшеріне және жоғарғы табақшаның қалыңдығына байланысты таңдап алынады. МЕСТ 16715 - 71 бағыттаушы төлкесін таңдаймыз(барлық қалып түрлеріне арналған, сурет 10) .

Сурет 10 - Бағыттаушы төлке
Беті тегіс МЕСТ 13118 - 75 бойынша 11 суретте көрсетілген бағыттаушы бағана түрін таңдаймыз.
Сурет 11-Бағыттаушы бағана
Саңылау мөлшері шағуға, тесу жұмысына, кесу сапасына, тетіктің дәлдігіне, жабдықтың төзімділігі мен желінуіне әсер етеді. Тесу мен шағуға арналған саңылау [4] кесте - 9 аламыз, z=0, 05 мм
2 Қаңылтыр материалды ию үрдістері
Ию - қаңылтырлы қалыптаудың технологиялық операциясы, оның нәтижесіңде жазық дайындамадан қалыптар арқылы иілген кеңістікті тетік алынады.
Ию бірбұрышты, екібұрышты, төртбұрышты және көпбұрышты (12 сурет, а-г) болып келеді Июге сонымен қатар, жазық дайындамада ернеу ию операциялары жатады, мысалы, әртүрлі терезелердің және есік тұзақтарын, қамытша, жабық емес құбыршаларды және т. б. тетіктерді жасау кезде (12 сурет, д, е, ж) .
Ию басқа да операцияларымен қатар жүруі мүмкін - кесіп алу, шағу және тесу. Үлкен радиусты жұқа қаңылтырлы материалдан жіңішке және ұзын тетіктерді қалыптау материалды созып июмен іске асырады (12сурет, з) .
Ию қосиінді (эксцентрикті) баспақтарда, горизонталды ию машиналарыңда, гидравликалық баспақтарда, сонымен қатар арнайы ию білдектерде, автоматтарда іске асады.
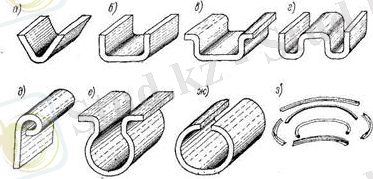
Сурет 12- Ию кезіңде алынатын әртүрлі тетіктер пішіні
2. 1 Ию кезіңде дайындаманың өлшемдерін анықтау
Июдің негізгі екі түрі бар:
1) берілген радиус бойынша;
2) егер r < 0, 3s болса бұрышпен жұмырлаусыз (салыстырмалы үшкір қырымен) .
Ию кезіңде дайындаманың өлшемдерін, сонымен қатар сотанның минималды жұмырлау радиусын анықтау үшін бейтарап қабат деформацияның орнын білу қажет (сурет 13) .
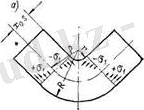
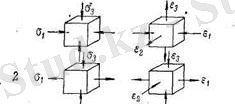
Сурет 13-Жіңішке жолақтарды ию кезіңде кернеулі (σ) және деформация күйлерінің сүлбесі
Кішкентай серпімді-деформация жағдайы үшін, мысалы үлкен жұмырлау радиуспен ию кезіңде, бейтарап қабатты жолақ қалыңдығы s ортасынан өтеді деп алады, оның орнын қисықтық радиусы ρ = г +s/2 анықтайды. Илемділік деформация жағдайы ию кезіңде кішкентай радиуспен дайындамаларды жұмырлауы кезіңде, иіліс материал қалыңдығының жіңішкеруімен және бейтарап қабаттың жаншылу талшықтарына қарай ығысуымен іске асады, ал жіңішке жолақтар үшін (b < 3s), сонымен қатар, көлденен қима пішінің өзгеруімен іске асады.
Қаңылтырды қалыптауда негізінен ені қалыңдығынан бірнеше есе үлкен жалпақ дайындамаларды июмен жиі пайдалатындығынан, арақатынасты b / b ср бірге тең деп алып, қисықтық радиусын мына формуламен анықтауға болады
(16)
мұндағы, r - тетік радиусы, s - тетік қалыңдығы, ε - жіңішкеру коэффициенті.
Ию кезіңде жіңішкеру коэффициенті ε материал түрінен, иілістің салыстырмалы радиусынан r/s және ию бұрышынан α-дан байланысты болады.
Кесте 1-де болат 10-20 жалпақ дайындамаларды ию жағдайы үшін ε және х 0 коэффициент мәндері келтірілген.
Кесте 1-Болат 10-20-дан тетікті 90° (π/2 рад ) бұрышына ию кезіңде εжәне х 0 коэффициенттері.
Берілген ілмек типтес тетіктің сұлбасы 14 суретте келтірілген. Тетік сұлбасына сай ию үрдісі бұрыштары жұмырлау, яғни берліген радиусқа сәйкес иілу керек. Бұл жағдайда дайындама ұзындығын анықтау үшін тетікті ұнғылау әдісімен қолдану керек. Бұл әдістің негізі ию кезіңде бейтарап сызық өзінің бастапқы өлшемдерін сақтап қалады және x o s қашықтықта бұйымның ішкі жағында жұмырлау орындарында орналасқан. Сондықтан, күрделі тетіктің дайындама ұзындығын анықтау үшін бейтарап қабаты арқылы есептелген, иілетін бұйымның тіксызықты бөлімдер ұзындықтарын жұмырланған бөлімдер ұзындықтарымен қосып алады. 90° (π/2 рад) -қа бір иілген тетік үшін, дайындама ұзындығы мына формуламен анықталады:
Сурет 14-Ілмек типтес тетік сұлбасы
L=l 1 +l 2 +l 3 +l 0 = l 1 +l 2 +l 3 + (17)
мұнда
 - ортанғы қабаттын орналасуын анықтайтын коэффициент, оны 10 кестеден тандаймыз [1] 145 бет.
- ортанғы қабаттын орналасуын анықтайтын коэффициент, оны 10 кестеден тандаймыз [1] 145 бет.
 = 0, 44
= 0, 44
L = 40+50+40+ =136, 8 мм
L = 136 мм
2. 2 Бастапқы материалды кесу, пішу және таңдау
Бастапқы материал ретінде қалыңдығы 1, 5мм ыстықтай илемделіп алынған болат 10кп берілген.
7-кестеге [2] сәйкес материалдың келесі механикалық қасиеттер берілген.
-беріктік шегі σ в =380МПа;
-кесуге кедергісі σ ср =250МПа;
-аққыштықтың физикалық шегі σ Т =210МПа;
-салыстырмалы ұзаруы δ 5 =30%;
- салыстырмалы тарылуы ψ=55%;
- KCV=800Kдж/м²;
Тетікті шағу қаттылығы 143НВ.
Қалыптауды бірізді қалыптарды орындайтындықтан жолақ енін келесі формуламен анықтаймыз [2] 110 бет (сурет 15) .
 (18)
(18)
мұнда
- далдаша, кесте 1[2] 7 бет;
a = 1, 5;
- тетік ұзындығы, мм;
= 136
-0, 75
;
Сіз бұл жұмысты біздің қосымшамыз арқылы толығымен тегін көре аласыз.
- Іс жүргізу
- Автоматтандыру, Техника
- Алғашқы әскери дайындық
- Астрономия
- Ауыл шаруашылығы
- Банк ісі
- Бизнесті бағалау
- Биология
- Бухгалтерлік іс
- Валеология
- Ветеринария
- География
- Геология, Геофизика, Геодезия
- Дін
- Ет, сүт, шарап өнімдері
- Жалпы тарих
- Жер кадастрі, Жылжымайтын мүлік
- Журналистика
- Информатика
- Кеден ісі
- Маркетинг
- Математика, Геометрия
- Медицина
- Мемлекеттік басқару
- Менеджмент
- Мұнай, Газ
- Мұрағат ісі
- Мәдениеттану
- ОБЖ (Основы безопасности жизнедеятельности)
- Педагогика
- Полиграфия
- Психология
- Салық
- Саясаттану
- Сақтандыру
- Сертификаттау, стандарттау
- Социология, Демография
- Спорт
- Статистика
- Тілтану, Филология
- Тарихи тұлғалар
- Тау-кен ісі
- Транспорт
- Туризм
- Физика
- Философия
- Халықаралық қатынастар
- Химия
- Экология, Қоршаған ортаны қорғау
- Экономика
- Экономикалық география
- Электротехника
- Қазақстан тарихы
- Қаржы
- Құрылыс
- Құқық, Криминалистика
- Әдебиет
- Өнер, музыка
- Өнеркәсіп, Өндіріс
Қазақ тілінде жазылған рефераттар, курстық жұмыстар, дипломдық жұмыстар бойынша біздің қор #1 болып табылады.

Ақпарат
Қосымша
Email: info@stud.kz