Алдын ала кернеулі темірбетон шпалдарын өндіру технологиясы және бетон құрамы мен материалдық балансы

Жұмыс түрі: Курстық жұмыс
Тегін: Антиплагиат
Көлемі: 33 бет
Таңдаулыға:
Мазмұны
9. Технологиялық желіні жобалау және пайдалану кезіндегі еңбекті және қоршаған ортаны қорғау . . .
10. Жылутехникалық бөлім . . .
Кіріспе
Қазақстан Республикасының дамыған мемлекет ретінде әлемдік қауымдастықтың қатарына кіруі оның көлік және жол инфрақұрылымының дамуына тікелей байланысты. Сапасы мен ұзақ мерзімге төзімділігін арттыруға бірден-бір жолы, рельс асты негізі ретінде алдын-ала кернеуленген темірбетонды шпалдарды қолдану.
Теміржол күрделі және жауаптылықты көп талап ететін құрылыс болғандықтан, темірбетонды шпалды ашық жерде едәуір ауыспалы динамикалық кедергілерді қабылдай отырып жылжымалы құрамымен қолданады және күрделі конструктивтік пішінін сақтайды.
Алдын-ала кернеуленген темірбетонды шпалды заводтан тыс өндіру мүмкін емес, және де жоғарғы өндіріс мәдениетін талап етеді. Темірбетонды шпал материал мен энергия күштерін көп қажетсінетін, жаппай қолдануға қиыншылық туғызады. Ағаш шпалдардың баламалылығын жүзеге асыру үшін сапасы мен ұзақ уақытқа төзімділігін жоғарылату, материал қажетсінуін азайту және өзіндік құнын жоғалтпау керек. Мұндай істі жүзеге асыру үщін максималды технологиялық автоматтандырылған операциялармен жұмыс істейтін жоғарғы өндіріс мәдениетіне қабылдау қажет.
Бүкіл әлемде қатаң жолдарды қамтамасыз ету үшін ағаш шпалдарын оңтайлы шешім деп қабылдады. Ағаш шпалы жақсы иіледі, ұсақ тастармен мықты байланысып және де радиусы 350 метрден кем емес шұғыл бұрылыстарда рельс жолдарының параметрін өзгертуге ие. Температура мен соққының шағын көлем мен сезімталдық ауытқуына қарағанда, ағаш шпалдары жоғарғы бейөткізгіштік қасиетке ие. Ағаш шпалдарының мұндарынан бөлек кемшіліктері де бар, сондықтан отандық теміржолды алға көтермелеу үшін темірбетонды шпалдарды пайдалану қажет
Өнімнің тапжылмай өсуі темірбетонды шпалдардың таптырмайтын шешімі болып табылады.
Темірбетонды шпалдың номенклатурасы
Темірбетонды шпалдарды пайдалану отандық және шетелдік тәжірибеге сүйенсек, ағашты шпалдарға қарағанда артықшылығын дәлелдейді.
Рельске бекітуіне байланысты шпалдар келесі түрлерге бөлінеді:
Ш1 - бөлек клемді-болтты рельсті бекітпеге арналған ;
Ш2 - біріккен клемді-болтты рельсті бекітпеге арналған.
Шпалдың өлшемі мен қалыбы төменде көрсетілген кесте мен сызбаға сәйкестендірілуі қажет.
Кесте 1 - ГОСТ 10629-88 бойынша темірбетонды шпалдың маркалық өлшемдері
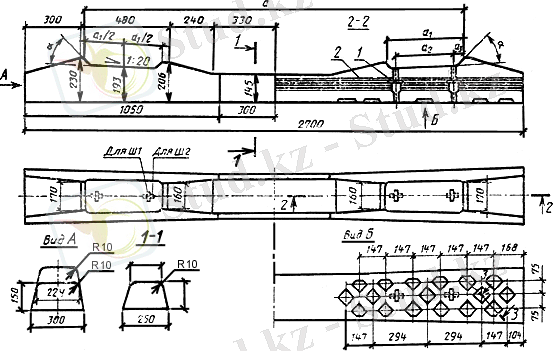
Сурет 1: 1 - қалау шайбасы; 2 - арматура орамы
Колеясы 1520 мм темір жолға арналған алдын-ала кернеуленген темірбетонды шпалдар, 1-1 орта қимасы.
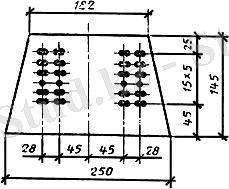
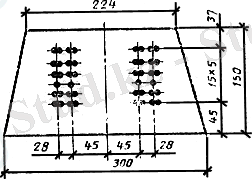
Сурет 2 - Арматуралардың орналасуы
Бетон қоспасын дайындауға арналған материалдар
Бетон араласпасы. Шпалды өндіру өнеркәсіпте қолданатын бұйымдар үшін бетонның М-200, маркісін қолданамыз. Бетон араласпасы жайғасымдық қасиетімен сипатталады. Оны конустың шөгуімен анықтаймыз. Конустың шөгуі өнеркәсіптік бұйымдар үшін 5-9 см.
Ірі тотырғыштар ретінде ГОСТ 8020-90 бойынша қиыршық тас қолданылады. Ірі толтырғыштардың ірілігі Дтех < 1/7δ (мұнда δ - бұйымның қалыңдығы, мм) формуламен анықталады, ∂ = 1460 кг/м³. Майда толтырғыштар ретінде ГОСТ 28715-90 бойынша орта ірілікті құм қолданылады ∂ = 1700 кг/м³.
Цемент алдын - ала кернелген бұйымдар үшін М-500 маркісін қолданамыз.
Арматуралық элементтер: сеткалар, каркастар ГОСТ 9561-95 бойынша жасалынады. Қолданылатын арматуралардың класы А-І, А-ІІ, А-ІІІ, А-ІV ГОСТ 8829-94 бойынша және кәдімгі сым класы В-ІІ ГОСТ 7348 бойынша жасалынады.
Көтергіш ілгіштерді арматураның класы А-І Ст3 маркісінен ГОСТ 3938-2012 бойынша жасалынады.
Кернелетін арматуралар арматура цехында дайындалады.
Қойылатын бөлшектер класы А-ІІІ периодты профильді арматура болатын маркісі Вст3 жазық сызықты болатынын маркасы ПС-5 бұрыштық болаттан жасалынады.
Монтажды ілгіштер класы А-І маркасы Ст3 жұмыр дөңгелек болаттан жасалынады 13015-2003.
Майланатын материалдар. Майланатын материалдар төменгі талаптарға жауап беру керек.
Майлауды механикалық жүргізу мүмкінділігі, поддон бетін бетонқалдығынан тазалағанда қалып коррозияға ұшырамауы керек: өрт жағынан қаіпсіз болуы керек. Қалаптың темір бөлігін майлағанда ОЭ-2 эмулсияны қолданамыз.
Темірбетонды шпалдың қолданыстағы өндірістік технологиясының сипаттамасы
Құрама бетон және темірбетонның өндірістік технологиялық үдерістері жекелеген үдерістерге біріктірілген бірқатар дербес операциялардан тұрады.
Агрегаттық-ағынды өндіріс әдісі бойынша бұйымдарды дірілалаңында немесе қалыпты машинадан, бетон салушыдан және қалыптық постыға қалыпты салуға арналған машинадан тұратын арнайы жабдықталған қондырғы-агрегаттарда қалыптайды. Бұл әдіспен бұйымдары бар қалыптар үздіксіз жылжи отырып барлық жұмыс орындарында тоқтамай-ақ, тек қана берілген типтегі бұйымдарды әзірлеуге арналған жұмыс орындарында тоқтай алады. Бұл жерде әрбір постыда тоқтау уақыты алуан түрлі болуы мүмкін. Ол берілген технологиялық операцияларды орындау үшін қажетті уақытқа байланысты болады.
Коневейерлік әдіс - темірбетон бұйымдарын қалыптаудың жетілдірілген үздіксіз-агрегаттық әдісі болып табылады.
Технологиялық конвейерлік желілер конвейердің бар болуымен, әдетте айналма жолмен қозғалатын вагонша-қалыптан тұратын немесе технологиялық операциялар дәйекті іске асырылатын қозғалыстағы шексіз лента болып табылады.
Технологиялық үдерісті мұндай ұйымдастыру барысында бірқатар циклдерге бөлінеді, оның әрбірі қалыптың қозғалысының берілген жылдамдығында конвейердің белгілі бір постында дәйекті орындалады, соңғылары жалпы тізбекті құрайды.
Қабырғалы технологияның маңызы дегеніміз бұйымдарды қалыпқа салады және олар қабырғада тұрақты орында немесе қозғалыссыз арнайы қондырғыда қатаяды, ал барлық материалдар қалыпқа салатын және басқа да технологиялық қондырғылар, сонымен қатар оған қызмет көрсетететін жұмысшы буыны қабырғадағы бір қалыптан екінші қалыпқа ауысатыны болып табылады. Бұл әдіс үлкен өндірістік алаңды, өндірісті механикаландыру мен автоматтандыруды, жоғары еңбек шығындарын қажет етеді.
Өндірістің құндақты әдісінің ерекшелігі бұйымдарды алмалы-салмалы металлдық топтық қалыпта-құндақта тігінен қалыптау болып табылады; оның ішінде бұйымдар бетонның қажетті беріктігін алғанша дейін қалады. Бұйымды қалыптайтын жұмысшылар буына өндіріс үдерісі кезінде бір құндақтық нысаннан екіншіге ауысып отырады. Қалыптардың тиісті көлемінде болуы үздіксіз өндірістік ағынды жүзеге асыруға мүмкіндік береді. Көптеген жағдайларда бұйымдар қалыптың ішінде құрастыру және жобалық беріктігіне жеткенше дейін ұсталынатын орынға ауыстыру үшін қажетті беріктікке қол жеткізгенге дейін болады,
Салыстыру және өндіру әдістерінің нұсқасын таңдау
Темірбетонды шпал өндірісінде мен агрегатты-ағынды тәсілін таңдадым. Бұл әдістің артықшылығы бір сызықта әр түрлі технологиялық жабдықтармен бекет құруға, бұйымның бірнеше түрін бір уақытта жасауды, бір түрден екінші түрге оңай өтуіне мүмкіндік береді. Қалыптардың орын ауыстыруының мәжбүрлі ырғағы болмауы бір постыда бірнеше операцияларды жасауға мүмкіндік береді, технологиялық постылар іріленіп, қондырғыға тұтастандырылады, ал қалыптың орын ауыстыру саны әдетте көпір краны немесе арқалық кран көмегімен іске асырылатын жағдайда қысқарады. Қалыпты постымен агрегатты-ағынды желілерде дірілалаңдарға қалыптарды қалыпсалғыштардың көмегімен береді.
Агрегаттық-ағынды технология жылумен өңдеу режимінде технологиялық және транспорттық қондырғыны пайдалануда үлкен икемділік және ептілігімен ерекшеленеді, көп номенклатуралы бұйымдарды шығару барысында маңызы зор. Технологиялық үдерісті мұндай ұйымдастыру негізінен белгіленген жұмысшы постында орындалатын жекелеген операциялардан тұрады: бұйымдарды қарау және темірбетонға шегенделген қалыпты алып тастау, қалыпты жинау, қалыпты тазалау және май жағу, арматуралық қаңқасын салу немесе қауырт бекемдету; қалыптық постыда бетондық қоспаны жайластыру және нығыздау; бұйымды камераларға орнату, жылумен өңдеу және камерадан шығару. Әдетте технологиялық операциялардың бір бөлігі басқалармен қатар орындалады, мысалы қалыптан бұйымдарды босату, оларды қарау бұйымды қалыптаумен қоса атқарылады.
Шағын сериялы темірбетон өндірісі үшін шағын және орта қуаттылықтағы зауыттарда өндірістің агрегаттық-ағынды әдісі экономикалық тұрғыдан дәлелденген. Күрделі емес технологиялық қондырғыда, шағын өндірістік алаңдарда құрылысқа аздаған шығынмен агрегаттық әдіс цехтың өндірістік алаңының 1 шаршы метріне дайын өнімнің жоғарғы көлемін алуға мүмкіндік береді. Сонымен қатар бұл әдіс қондырғыны жедел қайта баптауға және бұйымдардың бір түрінен басқа түрін дайындауға елеулі шығындарсыз өтуіне мүмкіндік береді.
Агрегатты-ағынды желілер келесі постыларды қамтиды: пішінді агрегаттан тұратын қалыпты, бетон салғышты және пішін салғышты; бірнеше құдық камерасы бар жылуылғалмен өңдеуді; бұйымды қайта қалыптау, тазалау, майлау, қалыпты жинау және жұмысшы арматураны орналастыруды; бетін өңдеуді.
Алдын-ала қуатты бұйымдарды дайындау барысында қайта қалыптау постысы электрлік қайта қыздыру үшін қондырғыны немесе арматураны механикалық тартылуын иеленуі мүмкін. Негізгі постылардан басқа цехта арматуралық өзегі, торы, қаңқасын сақтау үшін аралық қоймалар, жылытатын, қалып резерві, бұйымдарды ұстау және сол сияқтылар, сонымен қатар дайын бұйымдарды бақылау учаскесі, жөндеу және комплектілеу қарастырылады. Қалыптардың, дайын бұйымдардың орын ауысуы және басқа транспорттық операциялардың орындалуы қалыптық цехта көпір кран көмегімен жүзеге асырылады.
Агрегатты-ағынды желілерде бұйымдарды дайындау үдерісі келесі дәйекті опреациялардан құралады. Қалып салушымен арматура орнатылған дайындалған қалыпты діріл алаңына жібереді және оны қыспақ немесе электромагнит көмегімен бекітеді. Бетон салушы қалыптың бойымен жылжи отырып, оған бір немесе бірнеше рет қоспа қосады және бұйымның бетін тегістейді. Сонымен бір мезгілде діріл алаңының көмегімен қоспаны нығыздайды. Көпір кран қалыпты бұйыммен қоса жылуылғалмен өңдеу үшін бос құдық камерасына апарады. Цехтың бір аралығында әдетте екі пост орналасады, және камераға бұйымдарды жүктеу әрқайсысына кезекпен жүргізіледі. Бұйымдардың шектік көлеміне байланысты бір камерада екі-үштен 12 және одан да көп қалыптар сыюы мүмкін. Булау уақытының ұзақтығы 8-12 сағат. Бұдан кейін қалыптарды камерадан екінші көпір кран қайта қалыптау постына ауыстырады. Қалыптардың ернеуін ашып, алдын-ала қуатталған бұйымдардың арматураларының шеттерін кесіп және сол кранмен бұйымды тегеннен түсіріп және ұстауға, қарауға, маркалауға аралық қоймаға жөнелтеді. Қалыпты тазалайды, майлайды, ернеуін жабады, қажет болған жағдайда салады, арматураны қатайтып, қалыптарды немесе бірден қалып салушыға кранмен аралық қоймаға дайындалған ауыстырады. Сосын цикл қайталанады.
Кәсіпорынның жұмыс тәртібін таңдау
Кәсіпорынның жұмыс тәртібі жыл ішіндегі жұмыс күндерінің санымен, әр цехтың тәуліктегі ауысымымен, ауысымның сағаттық ұзақтығымен сипатталады және еңбек заңдылықтарына сәйкес бекітіледі.
Кәсіпорынның бескүндік жұмыс тәртібімен ұзақтығы 8 сағаттық жұмыс күнімен, әр 8-ші апта жұмыс демалыс күнімен қабылдаймыз. Темірбетон бұйымдарын жылу-ылғадылық өңдеу (ТВО) цехы 3 ауысыммен, қалғандары - екі ауысыммен жұмыс жасайды.
Жұмыс уақытының календарлық қорын F к анықтаймыз:
F к = Д * t c ,
бұл жерде Д - жыл ішіндегі күндер саны,
t c - тәуліктегі сағат саны.
F к = 365 * 24 = 8760 с.
Жұмыс уақытының номиналдық қорын F н анықтаймыз:
F н = [(Д-Д н ) * t см - Д сп * t сп ] * n c
бұл жерде:
Д н - жыл ішіндегі жұмыс емес күндер саны,
t см - ауысым ұзақтығы,
Д сп - демалыс алдындағы күндер саны,
t сп - демалыс алдындағы күндердегі жұмыс ауысымында қысқаратын уақыт,
n c - кәсіпорынның қабылданған ауысым тәртібі.
- жұмысшылар үшін:Fнр=[(365-107) *8-10*1) ] *1 = 2054 с,
- екі ауысыммен жұмыс істейтін қондырғылар үшін:
- Fн2см=[(365-107) *8-10*1) ] *2 = 4108 с,
- ТВО қондырғысы үшін: Fн3см=[(365-107) *8-10*1) ] *3 = 6162 с,
Жұмыс уақытының нақты қорын F др анықтаймыз:
- жұмысшылар үшін Fдр= Fнр- tn,
где: t n - дәлелді себептер бойынша жұмыс уақытының жоғалтулары
t n = (t опт + t нев ) * t см = 184 с
F др =2054-184=1870 с
- екі ауысыммен жұмыс істейтін қондырғылар үшін:
F До2см = F но2см * К исп = 4108*0, 85=3492 с.
- қондырғылар үшін ТВО: FДо3см= Fно3см* Кисп= 6162*0, 85=5238 с.
Есептеулер нәтижесін 1- кестеге енгіземіз.
Кесте 1 - Кәсіпорынның жұмыс тәртібінің сипаты және жұмыс уақытының жылдық қоры
Бетон құрамын есептеу және темірбетон шпалын өндірудегі материалдық баланстың есебі.
Бастапқы мәліметтер.
- Технологиялық желінің өнімділігі: 4000 м/жыл.
- Бетон қоспасының қозғалмалығы - 4 см.
- Бетон класы - Ш1
- Байланыстырғыш заттардың сипаттамасы:
- Цемент түрі - портландцемент,
- Цементтің белсенділігі Rц- МПа - 41, 2
- Нормальды қоюлық коэффициенті Кнг- 26%,
- Цементтің орташа тығыздығы γц, г/см3- 2, 9,
- Үйінді тығыздығы γнц, кг/м3- 1250
- Майда толықтырғыштар сипаттамасы:
- түрі - кварц құмы,
- ірілік модульі Мкр- 1, 5
- толықтырғыштың орташа тығыздығы γn, г/см3- 2, 62
- үйінді тығыздығы γнп, кг/м3- 1430
- ылғалдылық, Wп- 3, 5%.
- Ірі толықтырғыш сипаттамасы:
- түрі - гранитті тасшақпа,
- максималды ірілігі - 20 мм,
- толықтырғыштың тығыздығы γщ, г/см3- 2, 72
- үйінді тығыздығы γнщ, кг/м3- 1530
- ылғалдылық Wщ- 0, 5%.
Есептеу:
1. Су цементті арақатынасын анықтаймыз:
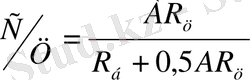 ,
,
бұл жерде: А - толықтырғыш сапасына тәуелді коэффициент, А=0, 6 деп қабылдаймыз
R ц - цемент белсенділігі, МПа
R б - 28 тәуліктік бетонның беріктігі, МПа.


Судың мөлшерін анықтаймыз. 1 м 3 бетонға су көлемі кесте бойынша анықтаймыз және В=160 л құрайды.
1 м 3 бетонға цемент мөлшерін анықтаймыз:
1 м 3 бетонға ірі толықтырғыш мөлшерін анықтаймыз:
мұнда γ нш - тасшақпаның үйілген тығыздығы, кг/м 3 ,
V б - бетон көлемі= 1 м 3 ,
V нш - үйілген жағдайдағы ірі толықтырғыштың кеуектігі
б - ірі толықтырғыштың ажырау коэффициенті кесте бойынша анықталады, б= 1, 33.

 .
.
1 м 3 бетонға құмның мөлшерін анықтаймыз:

Табиғи ылғалдылықтың есебімен бетонды қоспаның компоненті мөлшерін анықтаймыз.
Толықтырғыштардағы судың мөлшері.
В п =П * W п ,
В щ =Т * W щ
Бұл жерде W n , W щ - құм мен тасшақпаның ылғалдығы.
В п = 646, 85*0, 035 = 22, 64 л,
В щ =1336, 2 * 0, 005 = 6, 68 л.
Судың нақты мөлшерін анықтаймыз:
В Д = В - В п - В щ =160-22, 64-6, 68 = 130, 68 л
Құм мен тасшақпаның мөлшерін олардың бастапқы мөлшерінің судың салмағына қарай ұлғаюы арқылы түзетеміз
П Д = П + В n =646, 85 + 22, 64 = 669, 48 кг,
Т Д = Т + В щ =1336, 2 + 6, 68 = 1342, 88 кг,
Бетон құрамын іріктеу нәтижелерін 2-5 кестелеріне енгіземіз.
2 кесте - 1 м 3 бетон қоспасына материалдар шығыны
Бетондық қоспаның құрамы үшін оның жоғалтуларын ескере отырып, материалдық баланс құрастырамыз. Материалдардың шығынын қабылдаймыз:
- бетонды қоспа - 1, 5 %,
- цемент - 1 %,
- ірі толықтырғыш - 2, 0 %,
- майда толықтырғыш - 1, 5 %,
- су - 1, 0 %.
3 кесте - Бетондық қоспаның және шикізаттық материалдың жылдық мөлшері
4 кесте - Бетондық қоспаның жылдық, тәуліктік, ауысымдық және сағаттық мөлшерлері
6 кестеде кәсіпорынның жылына, тәулігіне және ауысымда шығарылатын өнімнің көлемі көрсетілген.
6 кесте - Жылына, тәулігіне, ауысымда шығарылатын өнімнің көлемі.
Темірбетонды шпалды өндіру технологиялық процесс келесі операциялардан тұрады:
- қалыпты тазалау және майлау;
- тіректі салынып жатқан детальды орналастыру;
- қатайған арматураны тарту;
- арматуралық қаңқаны құрастыру;
- қалыпты құрастыру;
- қалыптау;
- алдын ала ұсталым және ақауларды қолдан жөндеу;
- термиялық өңдеу;
- қорама қалыпты алып тастау және кернеудің азаюы;
- ұсталым және дайын өнімнің жетілдіруі;
- жеткізуі мен ОТК өнімдерінің тапсыруы;
- жинақтау және сақтау;
- тұтынушыға жеткізу;
- қорытынды операциялар.
Қалыпты тазалау және майлаудың технологиялық үдерісі келесі технологиялық операциялардан тұрады:
- қалыпты бетонның тасқыны және шашырауынан қырғыштың немесе металдық щетканың көмегімен тазалау;
- қалыптың жұмыс бет қабатын жалтыратып тазалау;
- ернеу құлпының, қалыпты және тіреуішті көтеру ілмегінің жарамдылығын тексеру;
- эмульсол ЭКС50-10%, кальцийлендірілген сода-0, 6%, су-89, 4% құрамы бойынша эмульсиялық жақпаны дайындау;
- қалыптың жұмыс бет қабатына қылқалам немесе щетка көмегімен эмульсиялық жақпаны 0, 3 мм қабатты қалыңдықта жағу;
Орындаушылар: II-ші разрядты қосалқы жұмысшылар - 2 адам.
Тіректі салынып жатқан детальды орналастыру технологиялық процесі:
- салынатын детальдар ілмектермен қосарланып қолмен жеткізіледі және жұмысшы сызбасына сәйкес жобалық жағдайға қалыпқа орналастырады;
Қатаю алдындағы арматураны тарту технологиялық процесі келесі операциялардан тұрады:
- түсірілген анкерлік басы бар қатаю алдындағы өзекті СМЖ-128”Б” электроқыздырғыш қондырғысына қолмен жеткізеді;
- ажыратқыш қосылады және электрқыздырғыш қондырғысының
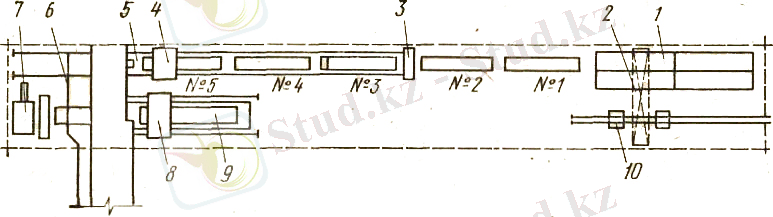
1 - щұңқыр қатаю камерасы; 2 - көпірлі кран; 3 - арматураны гидродомкратпен керіп орнату (ДСГ 63-315) ; 4 - арматурақалаушы ; 5 - жүкарба; 6 - арматуралық қаңқаларды жіберу үшін жүк көтергіш; 7 - көпнүктелі машина АГМС-14Х75; 8 - бетонқалаушы; 9 - дірілдетуге арналған алаң; 10 - дайын өнімге шақырылатын арба; № 1, 2, 3, . 4, 5 - бекеттердің нөмерлері.
Сурет 1 - Шпалдарды агрегатты-ағынды әдіспен өндірудің технологиялық схемасы.
пневмоцилиндріне ауа жіберу қамтамасыз етіледі, қыздыру уақыты 1-3 мин. ;
- электротермоқыздырғыш қондырғысының қабылдау құрылымынан өзектер түйісу ернінде жайғастырылады, бірнеше ұстаулардан кейін ток беру қосылады, өзектер қыздырғанда ұзарады және жылжымалы түйісуді қозғайды, өзектің қажет етілетін ұзындығына қол жеткізілген соң сигнал беруші шам сөндіріледі;
- «тоқта» кнопкасын басу арқылы түйісуді ажырататын клапан қосылады;
- қыздырылған өзектер дайындалған қалыптарға ауыстырылып және тіреуіштерге жайғастырылады;
- өзектер суыған соң тіреуіштердің соңына дейін тұндырылады;
- өзектерде нығыздау тіреуіштері орнатылады.
Орындаушылар: қалыптаушылар IV-ші разрядты - 2 адам.
Арматуралық қаңқаны құрастырудың технологиялық процесі келесі операциялардан тұрады:
... жалғасыСіз бұл жұмысты біздің қосымшамыз арқылы толығымен тегін көре аласыз.
- Іс жүргізу
- Автоматтандыру, Техника
- Алғашқы әскери дайындық
- Астрономия
- Ауыл шаруашылығы
- Банк ісі
- Бизнесті бағалау
- Биология
- Бухгалтерлік іс
- Валеология
- Ветеринария
- География
- Геология, Геофизика, Геодезия
- Дін
- Ет, сүт, шарап өнімдері
- Жалпы тарих
- Жер кадастрі, Жылжымайтын мүлік
- Журналистика
- Информатика
- Кеден ісі
- Маркетинг
- Математика, Геометрия
- Медицина
- Мемлекеттік басқару
- Менеджмент
- Мұнай, Газ
- Мұрағат ісі
- Мәдениеттану
- ОБЖ (Основы безопасности жизнедеятельности)
- Педагогика
- Полиграфия
- Психология
- Салық
- Саясаттану
- Сақтандыру
- Сертификаттау, стандарттау
- Социология, Демография
- Спорт
- Статистика
- Тілтану, Филология
- Тарихи тұлғалар
- Тау-кен ісі
- Транспорт
- Туризм
- Физика
- Философия
- Халықаралық қатынастар
- Химия
- Экология, Қоршаған ортаны қорғау
- Экономика
- Экономикалық география
- Электротехника
- Қазақстан тарихы
- Қаржы
- Құрылыс
- Құқық, Криминалистика
- Әдебиет
- Өнер, музыка
- Өнеркәсіп, Өндіріс
Қазақ тілінде жазылған рефераттар, курстық жұмыстар, дипломдық жұмыстар бойынша біздің қор #1 болып табылады.

Ақпарат
Қосымша
Email: info@stud.kz