Сорап және компрессор станцияларын автоматтандыру: теориялық негіздері, бақылау параметрлері және басқару схемалары

Жұмыс түрі: Курстық жұмыс
Тегін: Антиплагиат
Көлемі: 21 бет
Таңдаулыға:
Кіріспе
Автоматтандыру дегеніміз- адамның қатысуының жұмысты белгілі бір механизмдердің көмегі арқылы атқару және орындалып жатқан процестерді реттеп отыру.
Автоматика техникалық кибернитикалық бір бөлігі. Ол өзіне автоматикалық жүйелер мен сол жүйелер үшін қажетте техникалық жарақтарды құру және жасау үшін қолданылатын автоматты басқару теориясын қосады. Автоматты реттеу жүйесі бір -бірінен әсері бар нысаннан және реттегіштен тұрады.
Технологиялық техникалық процестер жүріп жатқан әр түрлі машиналар аппараттар және басқада технологиялық құрылымындары біз реттеу нысандары деп атаймыз. Адамның қатысуынсыз белгілі бір берілген өлшемді ұстап тұратын аспап немесе құрылымын автоматты реттегіш деп аталады. Сыртқы әсер деп автоматты реттегіш жүйесіне сырттан келген автоматты бұл жүйенің бөлігі болып табылайтын құрылымның әсерін айтады. Ал ішкі әсер деп автоматты реттегіш жүйенің бір бөлігін екінші бір бөлігіне жасаған әсері болып тобылады.
Автоматты реттегіш жүйесіне тигізілетін барлық әсерлерді сигналдар дегеніміз келетін сигнал кірерде шығатын сигнал жүйеден шығарда басқару сигналы реттегіштін шама реттегіштің нысанға тигізетін әсер басқарылатын нысанның жағдайы туралы ақпарат беретін құрылғы деп аталады.
Автоматы түрде реттеу дегеніміз адамның тікелей қатысуынсыз агрегаттың жұмысын немесе процесстің берілген режимін демеу. Автоматы түрде реттеу кезінде адам рөлі проэкциялаумен, монтажбен, жүйені реттеумен және де оның іс-әрекетін бақылаумен шектеледі. Адам автоматтандырылған реттеу кезінде тікелей процесті басқарудан босайды және бұл бөліктегі оның функцияларын автоматтандырылған реттегіштер деп аталатын арнайы қондырғылар іске асырады. Автоматты түрде реттеу ескі технологиялық процестерді түбегейлі түрде жетілдіріп және қарқындатып қана қоймай, сонымен қатар қолмен реттеу кезінде мүмкін болмаған, жаңа процестерді іске асыруға мүмкіндік берді. Бұл реттеу түрі адам еңбегін жеңілдетіп, оның өнімділігін арттырады және денсаулыққа қауіпсіз болады. Өндірісті автоматтандыру адамның өндірістік процестерді басқару функцияларын тікелей орындаудан босап, бұл фукциялардың арнайы қондырғыларға берілуімен сипатталатын машина өндірісінің жаңа кезеңі. Реттеу параметрі деп агрегат жұмысын немесе технологиялық процесс жүрісін анықтайтын физикалық-химиялық немесе басқа айнымалыларды айтамыз. Автоматтандырылған реттегіш деп реттеу процесін іске асыратын қондырғылар шоғырын атайды. Технологиялық режимді басқарудың мәселесі жекеленген технологиялық параметрлердің (су шығыны, температурасы, қысымы) автоматтанған реттеудің жергілікті жүйесінің көмегімен шешіледі.
Өндірісті автоматтандыру - машиналық өндірістің дамуы барысында бұрын адам атқарып келген басқару және бақылау жұмыстарын аспаптар мен автомат құрылғыларға жүктеу процесі. Өндірісті автоматтандыру - осы заманғы өндірісті дамытудың негізгі әрі техникалық прогрестің ең басты бағыты. Өндірісті автоматтандырудың жарым- жартылай, кешенді және толықтай автоматтан-дырылған түрлері бар. Өндірісті жарым- жартылай автоматтандыру өте күрделі, әрі тез өтетін процестерді адамның тікелей басқаруы болмайтын жағдайларда пайдаланылады. Басқару жұмыстарын автоматтандыру өндірісті жарым - жартылай автоматтандыруға жатады. Өндірісті автоматтандыру процесі кезінде цех, зауыт, электр станциялар өзара бір - бірімен байланысқан автоматты кешен ретінде жұмыс істейді. Кешенді автоматтандыру кәсіпорынның, шаруашылықтың, қызметтің негізгі өндірістік жұмыстарын түгелдей қамтиды. Адам бұл жағдайда жалпылама бақылау жұмыстарымен ғана айналысады. Өндірісті толықтай автоматтандыру өндірісті басқару мен бақылау жұмыстарын түгелдей автоматтандырылған жүйелерге жүктейді. Бұл процесс - автоматтандырудың ең жоғарғы сатысы. Өндірісті толықтай автоматтандыру іске қосылатын өндіріс рентабельді, жұмыс ырғағы ылғи бір қалыпты және әр түрлі ауытқуларды алдын ала болжап, есепке алу болатын жағдайларда, сондай - ақ адамға қауіпті және денсаулығына зиянды өндірістерде іске асырылады. Өндірістік автоматтан-дырылудың негізгі басқарылушы нысанның заңдылықтарын тиімді түрде зерттеу әдістерін жасау, басқару әдістерінің экономикалық тиімділігін анықтау және автоматтандыру құралдарын жасаудың инженерлік әдістерін табу секілді мәселелерден құралады. Белгілі бір мақсатқа жету үшін таңдалып алынған тиімді басқару әдістері мен оны іске асыратын техникалық құралдар автоматтандырылған басқару жүйесін құрады. Осы заманға автоматтандырылған басқару жүйесінің құрамына сигналдар тудыру құрылғылары, логикалық және математикалық өңдеулерден өткен ақпаратты қабылдау және қайтарып беру, белгілі болған ақпараттарды операторға хабарлау, басқару сигналдарын тудыру және жұмыстық құрылғылар кіреді.
Өндірісті кешенді түрде автоматтандыру, өнеркәсіп көлемі мен өндіріс қарқынының артыуы және халық шаруашылығының әр түрлі салалары арасындағы өндірістік байланыстардың күрделенуі экономикалық мәліметтер мен статистикалық мәліметтер жинау және оларды өңдеу процестерін документация түрлерін есепке алып, таратып отыру, жоспарлау және басқару міндеттерін шешу ісінде автоматтандыру қажеттігін туғызады. Басқару жұмыыстарын автоматтандырудың ғылыми негізі халық шаруашылығын басқарудың оптимальдық жүйесін синтездеу әдісін зерттейтін және экономикалық мақсаттарға математикалық әдістерді пайдалану мәселелерімен шұғылданатын экономикалық кибернетика. Оның басты проблемасы - халық шаруашылығымен оның жеке салаларын басқаруды автоматтандырудың бір тұтас жүйесінде адам мен кибернетикалық машиналардың өзара әрекеттігін методологиялық және принциптік мәселелерін шешу.
І Технологиялық бөлім
1. 1 Автоматтандырылатын технологиялық процесс туралы жалпы мәлімет
Жаңажол мұнай газ өңдеу кешенінің №1 зауытындағы сұйықтар мен газдардың ығысу процесінің объектісі ретінде сорап стансалары алынды.
Гидромеханикалық процестер - өту жылдамдығы гидродинамиканың (сұйықтар мен газдардың қозғалысы жөніндегі ғылым) - заңдарымен анықталады. Бұларға төмендегі процестер жатады: сұйықтарды тасымалдау, газдарды тасымалдау және сығу, тұндыру, центрифугалау (ортадан тепкіш күштің) және қысым күшінің (сүзу) әсерлерімен ажырату, сұйықтық ортаны араластыру. Процестің қозғаушы күші қысымдар айырмасы болады.
Химия өндірісінің барлық салаларында сұйықтар горизонталь және тік құбырлар арқылы тасымалданады. Су, мұнай, бензин, қышқыл, ерітінді, т. б. сұйық қоспаларды кәсіпорын ішінде аппараттар мен қондырғылар арасында тасымалдауға арналған гидравликалық машиналар сораптар деп аталады. Сораптар үш түрге бөлінеді: қалақшалы немесе ортадан тепкіш, көлемді және ағынды. Қалақшалы сораптардағы қысым, қалақшалы доңғалақтардың айналуындағы ортадан тепкіш күштің сұйыққа әсерінен пайда болады. Көлемді сораптардағы қысымдар айырмасы сұйықтардың белгілі бір көлемін жабық камерадан жылжымалы немесе айналмалы денелер арқылы ығыстырып шығарғанда пайда болады. Ағынды сораптарда сұйықтарды тасымалдау үшін жұмысшы сұйықтың кинетикалық энергиясын пайдаланады. Сораптың уақыт бірлігінде тасымалдайтын сұйық мөлшерін оның өнімділігі деп атайды (Q, м 3 /с) .
Сораптың тасымалданатын сұйықтың салмақ бірлігіне берген салыстырмалы энергиясы оның тегеурінін сипаттайды (Н, м) . Тегеурін сораптың 1 кг сұйыққа берген энергиясы арқылы осы сұйықтың қанша биікке көтерілетінін көрсетеді. Сұйыққа энергия беру үшін жұмсалған сораптың пайдалы қуаты (N n ) салыстырмалы энергия (Н) мен сұйық мөлшерінің (γ·Q) көбейтіндісіне тең:
N n = γ · Q · Н = ρ · g · Q · H (1)
Сораптан энергияның бір бөлігі шығындалғандықтан, сораптың білігіндегі қуат (N б ) пайдасы қуаттан (N n ) көбірек болады. Энергияның шығыны сораптың ПӘК (η н ) арқылы белгіленеді. Сораптың білігіндегі қуат төмендегі формуламен есептеледі.
Сораптың ПӘК-і сорапты пайдаланудың тиімділігін, оның құрылғысының жетімділігін және сораптағы қуаттың салыстырмалы шығынын көрсетеді. Ол төмендегі көбейтінді арқылы анықталады:
η н = η v · η г · η мех
η v =Q/Q т -көлемдік ПӘК, сораптың нақты өнімділігімен (Q) теориялық өнімділігінің (Q т ) қатынасына тең.
η г = Н/Н т -гидравликалық ПӘК сораптың нақты және теориялық тегеуріндерінің қатынасына тең.
ηмех - механикалық ПӘК - сораптағы механикалық үйкеліске шығындалған қуатты сипаттайды.
ηн - сораптың құрылғысына немесе оның пайдалану мерзіміне байланысты. Қозғалтқыштың жұмсайтын қуаты немесе номиналды қуаты (N қ ) сорап білігіндегі қуаттан көптеу болады, себебі қуаттың бір бөлігі электр қозғалтқыштан сорапқа берілетін берілістегі және электр қозғалтқыштың өзіндегі механикалық шығын болады,
ηб - беріліс ПӘК
ηқ - электрқозғалқыштың ПӘК-і
η=ηн·ηб·ηқ - бұл көбейтінді сорап құрылғысының толық ПӘК деп аталады. Сораптың жалпы тегеурінін және сору биіктігін есептеу үшін мынадай белгілерді қабылдаймыз:
Р 1 - сұйық сорылатын ыдыстағы қысым
Р 2 - тегурінді бактағы қысым
Рс - сораптағы кірердегі қысым
Ра - сораптан шығардағы қысым
Нс - сору биіктігі
На - айдау
Нг - сұйық берілетін геометриялық биіктік
h - монометр мен вакуумметр арасындағы биіктік
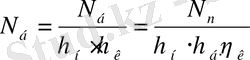
Сурет1. 1 Сұйықтықтың тасымалдануы
1 - төмендегі сұйық тасымалданатын ыдыс
2 - тегеурінді бак
3 - сорап
Сораптың тасымалданатын сұйықтың салмақ бірлігіне беретін энергиясы тегеуріннің 2-ші және 1-ші нүктелердегі энергиялар айырмасынан жалпы тегеурін шығынын қосып анықтауға болады:
Н = Е 2 - Е 1 + h ш
h ш - құбырлардағы жалпы гидравликалық кедергіні жеңуге жұмсалған тегеурін шығыны.
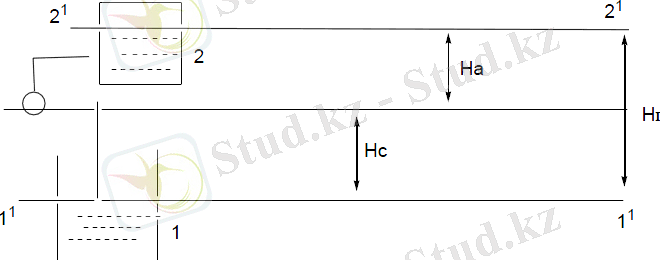
1-ші нүктедегі энергия Бернулли теңдеуі бойынша:
Сұйықты геометриялық Н г биіктікке көтеру үшін, жоғарғы және төменгі ыдыстардағы қысымдар айырмасы мен құбырлардағы толық гидравликалық кедергіні жеңуге жұмсалады. Егер жоғарғы және төменгі ыдыстардағы қысымдар Р 1 =Р 2 бірдей болса, Н = Н г + h ш . Егер сұйық горизонталь құбырмен берілсе,
Сұйықтар сораппен төменгі ыдыстағы қысым және сораптағы сору қысымы Р с арасындағы айырма әсерінен сорылады. Сораптың сору биіктігі төменгі ыдыстағы қысым Р 1 көбейсе көбейеді және Р с қысымы, ω с жылдамдығы және h ш. с. сору құбырындағы тегеурін шығыны көбейгенде азаяды. Сонда теңдеуді былай жазуымызға болады:
Газдарды тасымалдау үшін пайдаланылатын машиналарды компрессорлық машиналар деп атайды. Сығылған газ қысымының Р 2 бастапқы газ қысымына Р 1 қатынасын сығу дәрежесі деп атайды. Сығу дәрежесінің шамасына қарай компрессорлық машиналар төмендегі түрлерге бөлінеді:
1. Желдеткіштер (Р 2 /Р 1 <1, 1) - көп мөлшердегі газдарды тасымалдау үшін пайдаланылады.
2. Газүргіштер (1, 1<Р 2 /Р 1 <3, 0) - газ құбырларында кедергілер едәуір көп болғанда газдарды тасымалдау үшін пайдаланылады.
3. Компрессорлар (Р 2 /Р 1 >3, 0) - жоғары қысымдар алу үшін пайдаланылады.
4. Вакуум сораптар - қысым атмосфера қысымнан кем болғанда газдарды сору үшін пайдаланылады.
Жұмыс істеу принципіне байланысты: поршенді, роторлы, ортадан тепкіш және осьті болып бөлінеді. Нақты газдарды сыққанда оның көлемі, қысымы және температурасы өзгереді. Бұл шамалардың өзара қатынасы 10 6 Па (~10 атм) дейінгі қысымда идеал газдар күйінің теңдеуімен өрнектеледі. Ал Р>10 6 Па (>10 атм) қысымдарда бұл үш шаманың байланысын Ван-дер-Вальс теңдеуімен өрнектеледі:

Р-газ қысымы, Па;
υ - газдық меншікті көлем, м 3 /кг;
R=8314 - газды тұрақтылық, Дж/кг·к;
М - молекулалық салмақ, кг/моль;
Т - температура, °К;
а, в - берілген газ үшін тұрақты шама.
1. 2 Бақыланатын, реттелетін және сигналданатын параметрлерін таңдау
Сумен жабдықтау жүйесі - жүйелі процестердің бірі болып табылады. Сумен жабдықтау яғни, сорапдан өткізу барысында оның кірісі мен шығысындағы шығынды бақылау үшін және ондағы қысымның түсуін реттеу үшін, ондағы температураны берілген мәнде ұстап тұру үшін, біз қысымды, шығынды және температураны реттеп отыратын бірінші реттік аспаптар (датчиктер) орналастырамыз.
Бақыланатын, реттелетін аспаптар өлшеу дәлдігі, корпустарының ыңғайлылығы, сонымен қатар кбельдерін қорғау жүйесіне де байланысты болады. Сигнализация мен басқару параметрлері ол сорап істен шыққан жағдайда ондағы қорғаныс қосылып, резерв жұмыс жасай бастайды.
Судың деңгейін өлшеу үшін Датчики-реле РО-1 маркалы деңгей өлшеуіш аспабы қолданылады. Бұл деңгей өлшегіш аспап өзінің тұрақтылығымен, жұмыс жасау мерзімі ұзақтығымен және де ондағы басқа параметрлер температура, қысым, тығыздығының өзгеруіне тәуелді еместігімен ерекшелінеді.
Температураны өлшеу үшін Метакон-1205 реттеуші өлшеуші аспапты таңдап алынды. Метакон-1205 аспабы температура шамасын өлшеп белгілі бір деңгейде ұстап реттеп тұратын аспап. Ерекшелігі белгілі бір деңгейден ауытқыған кезде ондағы параметрлерді нормалап түрлендіре алады. Өлшеу температурасы 0 . . . 50 градус арасында болады.
NS-магнитті қосқышы ретінде ПМ-122 660В және 50Гц айнымалы кернеу диапазонында үшфазалы асинхронды реверсивиі қозғалтқышты және қашықтан қосу үшін арналған магнитті қосқыш аппарат таңдап алынды.
Сораптарды автоматтандыру үшін арнайы электромагниттік, механикалық, гидравликалық және жылу құралдары пайдаланылады.
Сораптармен басқарудың автоматтандырылған жүйелерде келесі типті датчиктермен релелер қолданылады:
Деңгей датчиктері - импульстік сигналдар арқылы сораптардың қосылуымен сөңдірілуін қамтамасыз етеді;
Электроконтактілі манометрлер - автоматты тізбектерді басқару құбырөткізгіште қысым өзгеру кезіңде;
Сорғылап ағатын релелер - бақыланатын құбырөткізгіштегі сұйық ағының бағытын өзгеруіне байланысты автоматт тізбектерді басқарады.
Уақыт релесі - агрегаттарда жұмыстыың белгiлi процестерiн өтуі үшiн қажеттi уақыттың есептеуi үшiн;
Термиялық релелер - подшипниктермен сальниктердің температурасын бақылау үшін арналған;
Вакуум реле - сораптарда белгілі сиретілуді ұстау;
Аралық реле - орнатылған тiзбекте жеке шынжырларды ауыстырып қосу үшiн;
сұйықтық айналмалы теңселме топсаны айналдырады, маятник қозғалатын сұйықтық сорғылап ағатын реле. Сорғылап ағатын реле әрекет ету қағидаты сұйықтықты кинетикалық энергияның пайдалануында негiзделген. Қозғалатын бетіне қайрылады және реле контактілерін іске қосады.
Уақыт релесi. Жеке операциялардың арасындағы уақыттың ұстамын қамтамасыз ету үшiн автоматты басқаруда уақыт релелерi қызмет етедi.
Электромагнитті релелер. Сораптарды автоматты басқару сұлбаларында кең қолданылады. Әсер ету принципі бойынша магниттік қосқышқа ұқсас, бірақ өлшемі мен келетін тоқ бойынша әр түрлі.
Кернеу релесі - агрегаттардың жұмысын белгілі кернеумен қамтамасыз етуі үшін;
Авариялық реле - жұмыс режiмiнiң бұзуында агрегаттардың ажырату үшiн орнатылған;
Электродты деңгей өлшегіштері - электродты деңгей өлшегіштердің жалпы элементтері сигнализация блогі мен электродтар болып табылады, олар бақыланатын ыдыстың деңгейінде орналастырылады. Егер бақыланатын судың деңгейі кез-келген бір электродты жетсе электр өткізгіштігіне байланысты сигнализациялық электрлік схемада және сорап агреггаттары тұйықталады.
Қысым датчиктері. Қысым көрсеткіштер датчиктері ретінде электро контактілі манометрлер болып табылады, басқа да манометрлер сияқты түтiк тәрiздi серiппелер қолданылады. Электроконтактілі манометрлерде екі жылжымалы түйіспелер орнатылған, сол түйіспе - егер қысым берілген параметрден төмендесе тұйықталады, оң түйіспе - егер қысым берілген параметрден жоғары болса тұйықталады. Жылжымалы контактілерден басқа манометр стрелкаға қатты орнатылған бір контактісі бар.
Сораптың датчиктің ішіндегі мембрана майысады. Қысым төмеңдегеннен кейін мембрана өз қалпы келеді.
Мембраналы датчиктердің ерекшеліктері олардың үлкен сезгіштігі және жоғары қысымды ұстап тұру қабілеті. Судың толтыруын бақылайтын датчиктер бар.
II Арнайы бөлім
2. 1 Технологиялық процесті автоматтандырудың функционалдық
схемасын қарастыру
Аппарат 1- ден аппарат 8-ге сұйықтық тасымалданатын құбыр өткізгіші мен асинхронды қозғалтқышты (4) ортадан тепкіш сорапты (компрессор) 2 басқару объектісі ретінде қабылдаймыз (сурет 1. 2) . Тасымалдаушы қондырғы алдына қойылған мақсаттың орындалуын сипаттайтын параметр тасымалданатын сұйықтардың шығыны болып табылады.
Химия өндірісінде тасымалдау процесі қосымша процесс болып табылады, оны негізгі процестердің (химиялық, массалмасу) тиімді режимін қамтамасыз ететіндей етіп жүргізу қажет. Сондықтан F шығынды қажетті белгілі бір мәнде ұстап тұру, көп жағдайда тұрақты ету қажет. Бұл жағдай тасымалдау қондырғысын басқарудың негізгі мақсаты болып табылады.

Сурет 1. 2. Сұйықтықты тасымалдау процесінің автоматтандырылу схемасы
1-8 технологиялық аппараттар;
2- сорап (компрессор) ;
3- подшипниктер;
4- электр қозғалтқыш;
5- кері клапан;
6- құбыр өткізгіш;
7- дроссельдеуші орган.
Ауытқу әсері болған кезде F шығын берілген шамада болу үшін басқару объектісіне басқарушы әсерлерді енгізу қажет, ол келіп түсетін әсерлерді компенсациялау қажет. Реттелетін шама ретінде бұл жерде F шығынның өзін алу қажет және шығынның ағымдық мәні қаншалықты берілген мәннен ауытқығандығына байланысты басқарушы әсерді түзу қажет. Бұл кезде айдаушы құбырдағы дроссельді орган жағдайын өзгерту ең қарапайым басқарушы әсерді енгізу әдісі болып табылады, бұл жағдайда оның гидравликалық кедергісі және барлық жүйенің жалпы кедергісі өзгереді.
Сұйықтық немесе газды тасымалдау процестерінің ең көп тараған қондырғысын және оның автоматтандырылуын қарастырайық.
Әртүрлі мақсаттағы басқарулар кезіндегі реттеулер. Көбінесе тасымалдау қондырғысын тасымалдау процесінің алдындағы немесе одан кейінгі процестердегі қандайда бір параметрлерді тұрақтандыруды қамтамасыз ететіндей етіп басқару қажет.
Химиялық технология процестерінің көп түрлігін ескеріп және оларды жүргізу үшін бірнеше міндеттер қойылатындықтан ағынды тасымалдау кезінде реттелетін шама ретінде осы процестердің кез келген параметрлері: температура, концентрация, тығыздық, қалыңдық және тағы басқалар алынуы мүмкін.
Байпасты құбыр өткізгіште ағынды дроссельдеу әдісімен реттеу. Поршенді сораптарды (компрессорларды) пайдаланған кезде айдаушы құбыр өткізгіштерде реттеуші органдарды орналастыруға болмайды, себебі мұндай органдардың ашылу дәрежесінің өзгеруі тек айдаушы желідегі қысымның өзгерісін тудырады, ал шығын тұрақты болып қалады.
- Принципиальды электрлік схеманы қарастыру
... жалғасыПринципиалды электрлік сұлбада екі сораппен Н1 және Н2 кезекші бөлемсіз басқару схемасы қарастырылған. Бақыланатын резервуардағы сұйық деңгейіне байланысты сораптар тоқтатылады немесе іске қосылады. Сұйықтықты бактiң толтыруын бақылау үшiн ДУ электрондық деңгей датчигі қолданылады. Сораптың қосылуы немесе тоқтатылуы құбырөткізгіштің шығысындағы ашық ысырмаларға байланысты. Екі сорап арасынан біреуі жұмысшы, екіншісі резервті. Жұмыс режимі екі жағдай бойынша қосып айырғыш бойынша жұмыс істеледі: бірінші жағдай сорап Н1 электроқозғалтқышпен М1 жұмысшы сорап Н2 электроқозғалтқыш М2 резервті; екінші жағдайда егер Н1 сораптың М1 электроқолтқыштың өнімділігі төмендесе онда Н2 электроқозғалтқыш М2 жұмысшы болып келеді. Бірінші жағдай бойынша жұмысты талдайық: А - сораптармен автоматты басқару режимі қосылған, 1, 3 контактілері РУ1 және РУ2 түйіспелерін тұйықтайды бірақ реле іске келген жоқ, қалыпты сұйық деңгейінде Э2 және Э3 деңгей өлшегіштің электродтары ажыратылады. Сұйық деңгейі Э3 электродына жеткенде РУ1 реле түйіспе тұйықталады және КМ1 магниттік бергішін қоректендіреді. М1 қозғалтқыш қосылады және Н1 сорап су тарта бастайды. Бактағы су деңгейі төмеңдейді, бірақ су деңгейі Э2 ден өткенде сорап жұмыс істей береді және РУ1 өзінің түйіспелері арқылы тоқпен қамтамасызанады. Бактағы су деңгейі қалыпты деңгейден түскеннен кейін Э1 контактісі ажыратылады. Бұл блокировка сораптың қалыпты жұмысы үшін қажетті болып келеді.
Апаттық жағдайларда бактағы су деңгейі Э3 түйіспесіне өтеді және және РУ2 реле түйіспелері қоректендіріледі. Реле іске қосылғаннан кейін ПМ2 магниттік қосқышты және М2 резервтегі сорапты іске қосады. Резервтегі сораптың сөңдірілуі тек су деңгейі Э1 түйіспесі қосылғаннан кейін істен шығады. Егер үлкен су ағыны өтіп кетсе және су деңгейі Э4 түйіспесіне келгенде РА авариялық түйіспесі тұйықталады. Басқару тiзбегiлердегi ескертiлген сигналды беру үшiн кернеудiң жоғалуда кернеу РКН бақылауын реле қызмет етедi. Авария сигнализациясының шынжысы дербес көзден әрекеттенедi. НL сигналдық ақ шам басқару тiзбегiлердегi кернеудiң бар болуы туралы қызыметшiнiң хабарлауы үшiн аппаратураның бақылау тексерулерiнде қызмет етедi.
Сораптық агрегаттармен қолмен басқару ПУ1 және ПУ2 ауыстырып қосқыштар Р жағдайы арқылы жүзеге асырылады. Электроқозғалтқыштың М1 және М2 қосылуы және ажыратылуы SB1 және SBС1 немесе SB2 және SBС2 басуы арқылы өткізіледі, олар сорап агрегаттардың жаныңда тікелей орналасады.
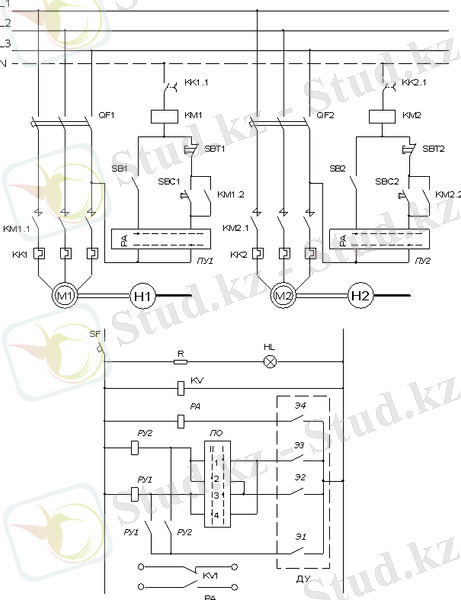
Сурет 1. 3. Сораптардың принципиальды электрлік схемасы
III Есептеу бөлімі
3. 1 Тарылту құрылғысының көмегімен шығынды есептеу
Есеп нұсқасы №8
Шығынды өлшеу жүйесінің сипаттамаларының бастапқы шамалары төмендегі кестеде 1. 1 көрсетілген.
Кесте 1. 1. Есептің берілгендері
Сіз бұл жұмысты біздің қосымшамыз арқылы толығымен тегін көре аласыз.
- Іс жүргізу
- Автоматтандыру, Техника
- Алғашқы әскери дайындық
- Астрономия
- Ауыл шаруашылығы
- Банк ісі
- Бизнесті бағалау
- Биология
- Бухгалтерлік іс
- Валеология
- Ветеринария
- География
- Геология, Геофизика, Геодезия
- Дін
- Ет, сүт, шарап өнімдері
- Жалпы тарих
- Жер кадастрі, Жылжымайтын мүлік
- Журналистика
- Информатика
- Кеден ісі
- Маркетинг
- Математика, Геометрия
- Медицина
- Мемлекеттік басқару
- Менеджмент
- Мұнай, Газ
- Мұрағат ісі
- Мәдениеттану
- ОБЖ (Основы безопасности жизнедеятельности)
- Педагогика
- Полиграфия
- Психология
- Салық
- Саясаттану
- Сақтандыру
- Сертификаттау, стандарттау
- Социология, Демография
- Спорт
- Статистика
- Тілтану, Филология
- Тарихи тұлғалар
- Тау-кен ісі
- Транспорт
- Туризм
- Физика
- Философия
- Халықаралық қатынастар
- Химия
- Экология, Қоршаған ортаны қорғау
- Экономика
- Экономикалық география
- Электротехника
- Қазақстан тарихы
- Қаржы
- Құрылыс
- Құқық, Криминалистика
- Әдебиет
- Өнер, музыка
- Өнеркәсіп, Өндіріс
Қазақ тілінде жазылған рефераттар, курстық жұмыстар, дипломдық жұмыстар бойынша біздің қор #1 болып табылады.

Ақпарат
Қосымша
Email: info@stud.kz