Ақтөбе май дайындау зауытындағы сұйықтықты қыздыру процестерін автоматтандыруды жобалау

Жұмыс түрі: Курстық жұмыс
Тегін: Антиплагиат
Көлемі: 20 бет
Таңдаулыға:
КІРІСПЕ
Курстық жоба тақырыбы: Ақтөбе май дайындау зауытындағы сұйықтықты қыздыру процестерінің автоматтандырылуын жобалау.
Курстық жоба маңыздылығы: кәсіпорынның құрылымы және сұйықты қыздыру жүйесі, кәсіпорынның өндірістік мінездемесі, сұйықты қыздыру процесін автоматтандыруды жобалау.
Курстық жоба мақсаты: кәсіпорындағы сұйықты қыздыру процесін автоматтандыру, бақыланатын сигналданатын параметрлерді таңдау, автоматтандыру құралдарына спецификация құру, тарылту құрылғысының көмегімен су шығынын есептеу.
Ақтөбе май дайындау зауытыты ретінде «Савола Фудс СиАйЭс» ЖШС қарастырдым.
ТУРКУАЗ КОМПАНИЯЛАР ТОБЫ «Савола Фудс СиАйЭс» ЖШС өнеркәсіп кәсіпорнын құрды және ашты, ол күнбағыс майын өндіруді жүзеге асырады.
Жобаның басталуы 2002 жылдың сәуір айына жоспарланған болатын және мұндай 14 айлық қысқа мерзімнің ішінде жоба аяқталды және 2003 жылдың қыркүйек айында өндіріс іске қосылды.
Ақтөбе облысында 81 000 м 2 болатын аумақта жалпы көлемі 8 500 м 2 зауыт салынды, мұнда күн сайын 240 тонна күнбағыс өңделеді және күніне шамамен 100 тонна тазартылған май өндіріледі.
Тазарту үшін ALFA LAVAL Швейцария технологиясының жабдықтары пайдаланылады. Өнімді толтыру цехында итальяндық технология пайдаланылады.
Автоматика дегеніміз адамның қатысуынсыз жұмысты белгілі бір механизмдердің көмегі арқылы атқару немесе орындалып жатқан процесті реттеп отыру. Автоматика - техникалық кибернетиканың бір бөлімі. Ол өзіне автоматикалық жүйелер мен сол жүйелер үшін қажетті техникалық жарақтарды құру және жасау үшін қолданылатын автоматты басқару теориясын қосады.
Автоматтандыру - ол өндірістік процестерді адамның қатысуынсыз басқару мен қадағалау. Барлық автоматты жүйелер 2- ге бөлінеді: тұйықталған және тұйықталмаған. Автоматтандырудың негізгі бағыттары - олар техникалық, экономимикалық және әлеуметтік сұрақтарын шешу. Техникалық бағыты - ол адамның қамтамасыз ете алмайтын түрдей үрдісті жоғарғы жылдамдықпен, дәлдікпен, сенімділікпен ұйымдастытыруы. Экономикалық бағыты - эксплуатациялық шығынын төмендетуі, шығаратын өнімнің сапасын және көлемін жоғарылату. Әлеуметтік бағыты - адамның жұмыс істеу қабілетін жақсарту, жеңілдету.
Өндірісті автоматтандыру деңгейіне байланысты автоматтандыру 3-ке бөлінеді. Олар: жартылай автоматтандыру, комплексті автоматтандыру және толық автоматтандыру.
- Жартылай автоматтандыру - ол бөлек өндіріс операцияларын автоматтандырып орындау. Ол адамның орындауына, жылдамдығына және күрделілігіне байланысты.
- Комплексті автоматтандыру - ол өндірістің негізгі учаскелеріндегі операцияларын бір-біріне байланысты комплекс ретінде автоматтандырып орындау. Мысалы: завод, цех, электростанция, т. б. Бұл жерде адамның қатысы жалпы бақылау және басқару.
- Толық автоматтандыру - ол автоматтандырудың ең жоғарғы деңгейі. Толық автоматтандыру учаскелеріндегі операциялар және басқару - бақылау жұмыстары автоматтандырылып орындалады. Бұл жердегі адамның функциясы толық автоматтандырылған жүйенің жұмысын бақылап отыру және бұзылыстарды уақытында жойып отыру.
Өндірісті кешенді түрде автоматтандыру, өнеркәсіп көлемі мен өндіріс қарқынының артыуы және халық шаруашылығының әр түрлі салалары арасындағы өндірістік байланыстардың күрделенуі экономикалық мәліметтер мен статистикалық мәліметтер жинау және оларды өңдеу процестерін документация түрлерін есепке алып, таратып отыру, жоспарлау және басқару міндеттерін шешу ісінде автоматтандыру қажеттігін туғызады. Басқару жұмыыстарын автоматтандырудың ғылыми негізі халық шаруашылығын басқарудың оптимальдық жүйесін синтездеу әдісін зерттейтін және экономикалық мақсаттарға математикалық әдістерді пайдалану мәселелерімен шұғылданатын экономикалық кибернетика. Оның басты проблемасы - халық шаруашылығымен оның жеке салаларын басқаруды автоматтандырудың бір тұтас жүйесінде адам мен кибернетикалық машиналардың өзара әрекеттігін методологиялық және принциптік мәселелерін шешу. Басқару жұмыстарын автоматтандырудың негізгі үш жүйесі бар:
- Басқарудың жалпы мемлекет территориялық органдарын қамтитын автоматтандырылған мемлекеттік жүйе;
- Өнеркәсіптің жеке салаларын қамтитын автоматтандырылған салалық жүйе;
- Бір не жақын орналасқан бірнеше кәсіпорындарда экономикалық мәліметтерді өндейтін және олардың жоспарлау, басқару міндеттерін шешетін автоматтандырылған жүйе.
Басқару жұмыстарын автоматтандырудың негізгі құралдары - электронды есептеуіш машиналар мен электрондық басқарғыш машиналар. Олардың ішінде сандық есептеуіш машина.
- Технологиялық бөлім
1. 1 Автоматтандырылатын технологиялық процесс
туралы мәлімет беру
Газды-жалынды дәнекерлеу барысында бұйымдарды тасымалдаушы құрылғылармен орын ауыстырумен қыздыру процесін автоматтандыру түрлі құрылымдық орындалуларда жүзеге асырылуы мүмкін.
Қыздыру және салқындату процесін автоматтандыру үшін электр термиялық релелер қолданылады, оларда электрлік байланыстарды ауыстыру металдардың температуралық деформациясымен немесе сұйықтықтар мен газдардың температуралық ұлғаюымен қамтамасыз етіледі.
Қыздырғыштардың пайдаланымының тиімділігі және қауіпсіздігі көбіне негізінен қолданылатын сұйықтықты қыздыру процесін автоматтандырудың техникалық құралдармен және бақылау құралдарының сенімділігімен от барысында өрттен сақтау және жарылғыш қауіпті жағдайларда анықталады. Жоғары температурада қайнайтын органикалық жылу тасымалдағыштарды қолдану қыздыру және салқындату процестерін автоматтандырылатын өндірістік аппаратуралары үшін орталықтандырылған жылумен жабдықтауды ұйымдастыруға мүмкіндік береді.
Индукциялық қыздырғыш құрылғылар тез (бірнеше секундтың ішінде) қыздыруды қамтамасыз етеді. Индукциялық қыздырудың маңызды артықшылығы - қыздыру процесін автоматтандырудың кең мүмкіншіліктері барлығы. Егер отты қыздыруда автоматтандыру өте қиын іс болса, мұнда ол өте оңай жүзеге асады.
Қазіргі кезде термиялық және химиялық термиялық өңдеулі барлық пештер қыздыру және сонымен қатар салқындату процестерінің температуралық параметрлерін автоматты түрде бақылау және реттеу жүйесімен жасалады.
Пештегі газды атмосфераның және бактағы шыңдалған ұйықтықтың циркуляциясын қамтамасыз ететін механизмдердің болуы жұмыс камерасының биіктігі бойынша температуралық айырманы толығымен жоюға мүмкіндік береді. Қыздыру процесін автоматтандыру жылулық энергия көздеріне- электр жарығы және газға тәуелді емес.
Фотоэлектрлі пирометр темір соғу операцияларын орындау үшін қыздырылатын дайындамалардың температураларын анықтау үшін қолданылады. Одан басқа заготовка қажетті теиператураға дейін қыздырылғанда сөндіріп тастауға мүмкіндік беретін қыздыру процесін автоматтандыру мүмкіндігі бар.
Пештердегі жанатын өнімдер терезе арқылы жұмыс жасау кеңістігіне келіп түсетін дайындамаларғақарай қозғалады. Дайындамалар біртіндеп және жайлап жұмыс жасау кеңістігі бойымен арнайы механикалық итергіштер көмегімен жылжиды. Бұл әдісте қыздыру процесін механикаландыру және автоматтандыружүзеге асады, ол еңбек өнімділігін жеңілдетеді және жоғарылатады. Пештегі қыздыру температурасы көрсеткіш және өздігінен жазатын пирометрлермен бақыланады. Сонымен қатар тұрақты температураны автоматты түрде ұстап тұратын механимдері бар пирометрлер немесе температураны автоматты түрде өзгертетін механимдері бар пирометрлер де қолданылады. Ауаны қыздыру үшін камералық немесе әдістемелік пештерді генераторлармен немесе рекуператорлармен жабдықтайды. Отты пештердің маңызды кемшілігі беттерді көміртексіздендіруі мен металлдың күюі (угар) .
Электрлі қыздыру, отты қыздырудан артықшылықтары бар прогрессивті әдіс бола тұрып темір соғу өндірісінде кеңінен қолданылады. Электрлі қыздырудың негізгі түрлері индукциялық және байланыстық ( контактілі) , олардың маңызды артықшылықтары мыналар: қыздыру ұзақтығын 8-10 есе азайту, металдың күюін 5-6 есеге төмендету (3 тен 0, 5% ға дейін) және беттердің сапасын жақсарту. Бұл металл әділдерін және алдағы өңдеудің еңбек сыйымдылығын азайтуға, сонымен қатар мөрлердің тұрақтылығын жоғарылатуға мүмкіндік береді. Сонымен қатар электрлі қыздыруда түтіннің, күйенің және цехтың атмосферасын ластаушы зиянды газдардың жоқтығынан еңбек жағдайын жақсарту мүмкіндігі туады, температураның сенімді реттелуі және металды қыздыру процесінің автоматтандырылуы қамтамасыз етіледі.
Электрлі қыздыруды автоматты басқару жүйесі қыздырудың технологиялық процесін тиімді басқару және адамның қатысынсыз технологиялық диапазон шекараларында қыздырылатын орта температурасын ұстап тұруға арналған.
Қыздыруды басқарудың автоматикасы қойылған мақсаттарға байланысты әр жоба үшін жеке дара жасалынып, шығарылады. Әр шығарылатын жүйе үшін кешен модульдерін қосу сұлбалары жасалынады. Қыздыру жүйесін мекеме өндірістік кешенінің автоматты басқару жүйесіне қосу мүмкіндігі бар.
Басқару шкафына микропроцессорлы өлшеуіг реттегіш, басқару құрылғылары (ажыратқыштар), жұмысқабілеттілік белгі берушілері, апаттық белгі берушілер, қысқа тұйықталудан қоректені тізбегін қорғау автоматтары, электрмагнитті және тиристорлы контакторлар, температура датчиктері.
Компания жасап шығаратын сыйымдылықтар мен құбырларды қыздыруды автоматты басқару жүйесі:
- жоғарғы дәлдіктегі және қауіпсіз қыздыруды, бақылауды және температураны қоршаған орта параметрлерінің өзгеруіне тәуелсіз адамның қатысуынсыз технологиялық диапазон шекарасында ұстап тұруды қамтамасыз етеді,
- қыздырғыштардың және қыздырғыш ленталардың қызып кетуін болдырмайды және олардың жұмысының сенімділігін қамтамасыз етеді
- электр энергиясының тиімді және үнемді шығынын қамтамасыз етеді
қыздыруды басқарудың орындаудың бірнеше мүмкін варианттары бар:
1. Стандартты жүйе ортаны барынша жоғары берілген температураға дейін қыздырады, одан соң қыздырғыштардың толықтай ажыратылуы жүзеге асады. Жүйе орта температурасын бақылауды жалғастыра береді, температураның ең төменгі сатысына жеткенде жылыту үшін қыздырғыштарды қосады. Осылайша қыздырылатын орта температурасы қажетті температура диапазонында ұсталынып тұрады.
2. Қуатты реттеуші жүйе басқару микропроцессорлы ПИД-реттеушімен жүзеге асырған кезде болады. Процесс басында жүйе ортаны қыздыру режмиінде бар қуатымен жұмыс жасайды. Берілген температураға жеткенде жүйе термостаттау режиміне ауысады (температураны ұстап тұру) . Термостаттау режимінде электр энергиясын тұтыну ең жоғарғы тұтынудың 25%-ын құрайды, ол қорларды барынша үнемдеуге мүмкіндік береді. Қыздыру режимінен температураны технологиялық диапазонда ұстап тұру режиміне ауысуды микропроцессорлы температура өлшеуіш- реттегіш жүзеге асырады. Қыздыру және термостаттау қандай да бір қыздырғыштардың тобын ажыратусыз қыздырудың қуатын барлық қыздырғыштарға үлестіру жолымен жасалады, бұл затты қыздырудың қыздыру аймағы бойынша термиялық өңдеу ппоцесі барысында бірдеңгейлігін қамтамасыз етеді.
3. Температураны бақылаудың аса дәлдікті қыметі бар жүйес. Мұндай жүйе рұқсат етілген температура көтерілгенде өз қасиеттерін жоғалтып алатын сұйықтықтарға арналған, сол себепті шыны пластикті қыздырғыш технологиялық температураны барынша дәл бақылау жасайтын жеке датчикпен жабдықталады.
4. Сонымен қатар жеке талаптар бойынша түрлі комбинацияларда және сұраныс жасаушының техникалық тапсырмасы бойынша түрлі қызметтер атқаратын қыздыруды басқару жүйелері жасалуы мүмкін.
- Бақыланатын, реттелетін және
сигналданатын параметрлерін таңдау
Сұйықты қыздыру процессі - жүйелі процестердің бірі болып табылады. Сұйықты қыздыру барысында оның кірісі мен шығысындағы шығынды бақылау үшін және ондағы қысымның түсуін реттеу үшін, ондағы температураны берілген мәнде ұстап тұру үшін, біз қысымды, шығынды және температураны реттеп отыратын бірінші реттік аспаптар (датчиктер) орналастырамыз.
Сұйықты қыздыру жүйесінде бақылаушы, реттеуші параметрлерді таңдаған кезде олардың өртке, жарылысқа қауіпті жерлерге жұмыс жасау мүмкіндігі болуы керек. Бақыланатын, реттелетін аспаптар өлшеу дәлдігі, корпустарының ыңғайлылығы, сонымен қатар кабельдерін қорғау жүйесіне де байланысты болады. Сигнализация мен басқару параметрлері ол фильтр істен шыққан жағдайда ондағы қорғаныс қосылып, резерв жұмыс жасай бастайды.
Қысым түрлендіргіші техникалық сипаттамасы:
Қысым түрлендіргіші мембрана мен болаттан жасалу арқасында көптеген технология мен өндірістерде көптеп қолданылады. Сыртқы конструкциясы агрессивті ортада сенімдлік пен қауіпсіздікті қамтамасыз етеді.
Өлшенетің ортаның температура диапазоны -40°C до 125° С .
Соққы мен дірілге төзімділігі > 1000 g соққы, > 20 g діріл .
Қорғаныс дәрежесі IP67 .
Ықшам және мықты құрылым. Жоғары сенімділік.Шығын - уақыт аралығындағы заттардың алмасуы. Шығынды шығын өлшегіштермен өлшейді. Шығынды латынның F әрпімен белгілейді.
ДРОТ маркалы шығын өлшегіштің техникалық сипаттамасы:
Ортаның температура диапазоны -23°C-дан +65°C-ге дейін.
Қысымы - 0, 0018-1, 2 МПа
Қорек көзі - 220В
BOSCH HFM5 маркалы температура түрлендіргішінің техникалық сипаттамасы:
Ортаның температура диапазоны 0-40°C.
P-10-2P-5 маркалы температура түрлендіргішінің техникалық сипаттамасы:
Ортаның температура диапазоны 200°C-ден 1200-ге дейін.
- Арнайы бөлімТехнологиялық процесті автоматтандырудың
функционалдық схемасын қарастыру
Өнімді жылу тасымалдағыштан жылутуға арналған. Жылу тасымалдағыш былғарының ішіне түтіктерге беріледі, олардың жақтаулары арқылы жылу өнімге беріледі.
Сапасының негізгі көрсеткіші - қыздырылушы өнімнің температурасы, ол жылу тасымадағыштың шығынымен тұрақтандырылады. Негізігі қарсылықтары: өнімнің шығыны, өнімнің және жылу тасымалдағыштың бастапқы температурасы, олардың меншікті жылу сыйымдылықтары, қоршаған орта температурасы, тұздар жиналуы мен коррозия салдарынан түтік жақтауларындағы жылу берудің өзгерісі.
Жылу ауыстырғыштар (жылулық нысандар) инерциялылықпен сипатталады.
Бақыланады: жылу тасымалдағыштың және өнімнің шығыны, олардың бастапқы және соңғы температуралары, жылу тасымалдағыштың және өнімнің қысымы.
Белгі берулері: температура және өнім шығыны. Щығын күрт төмендеген жағдайда жылу сақтағыш істен шығуы ықимал, сол себепті сақтандыру құрылғысы жылу сақтағыштың жылу беру жолын жауып тастауы мүмкін.
Қыздырылушы өнімнің температурасын реттеудің сапасын көтеру мақсатында қалқанды АСР қолданылады, онда аралық реттелуші шама ретінде жылу тасымалдағыш шығыны немесе жылу тасымалдағыш және өнім шығындары қатысы қолданылуы мүмкін. Егер негізгі қарсылықтары шығынның немесе өнімнің бастпақы температурасының ауытқуы болса, қыздырылатын өнімді реттеу сапасын көтеру үшін араластырылған өнімнің шығыны немесе бастапқы температурасы бойынша қарсылықтарды өтейтін АСР қолданылуы мүмкін.
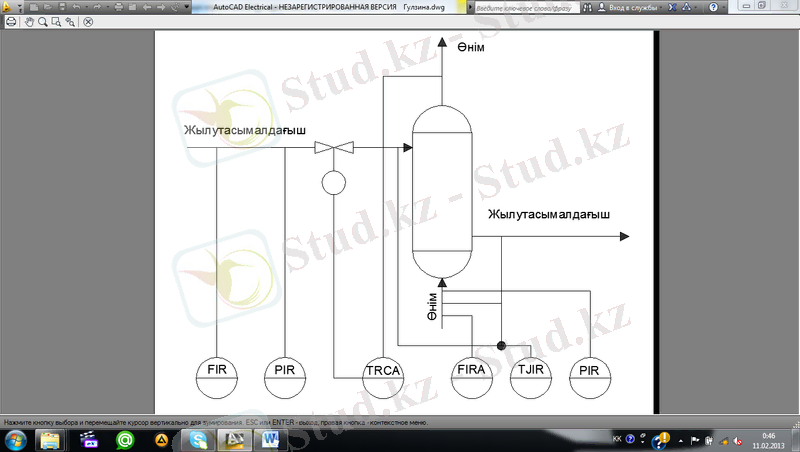
Сурет 1. Сұйықтықты қыздыру процесінің функциональдық схемасы
- Принципиалды электрлік схеманы қарастыру
А, В, С үш фаза берілген. Сол фазаларға айнымалы 380В кернеу берілді. Автоматты ажыратқышты (1) қосқанда жүйеде тоқ жүреді. Термосигнализатордың (4) контактісін қосқан кезде, магнитті қосқыштың контактілері (7) қосылып, магнитті қосқыштағы (5) катушка іске қосылады(подхват жасайды) . Сол кезде электр жетегі іске қосылады. Бұл жерде тоқ күшін өлшеу үшін Амперметр (9) және кернеуді өлшеу үшін Вольтметр (8) қолданылады. Сонымен қатар апаттық жағдайларды болдырмас үшін қауіпсіздік элементтері де бар. Олар сақтандырғыштар (2) және аралық релелер (3) . Сақтандырғыштар (2) шамадан тыс кернеу көбейіп кеткен кезде қорғайды. Аралық реле контактілері (6) белгілі бір уақыт аралығында қосылып, ажыратылып отырады. Себебі қыздыру элементінің (10) жұмыс жасауы осы аралық релелерге (3) байланысты. Қыздыру элементі (10) апаттық жағдайға ұшыратпас үшін және суды белгілі бір мөлшерде қыздырып, температураны реттеп отыру үшін қолданылады.
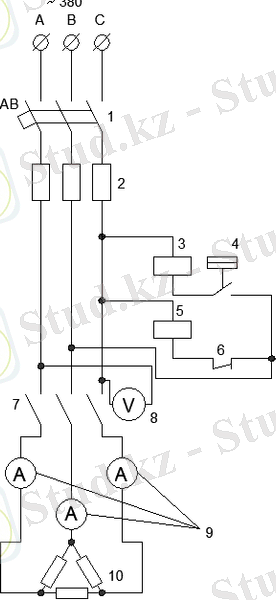
Сурет 2. Принципиалды электрлік схема
III. ЕСЕПТЕУ БӨЛІМІ
3. 1 Стандартты тарылтылған қондырғылардағы қысымның шамасының түсу бойыншы су шығынын анықтау
Шығынды өлшеу жүйесінің сипаттамаларының бастапқы шамалары төмендегі кестеде 1 көрсетілген.
Кесте 1

 фланецті жинақтау
фланецті жинақтау

Тарылтылған қондырғылардағы қысымның түсу шамасы бойынша шығын тәжірибеде былайша анықталады:
1. Температураның кең диапазоны үшін әртүрлі материалдардың γ сызықты ұлғаюының температуралық коэффициент мәні 10 % қателікпен мына формуламен есептелуі мүмкін:
γ =10 −6
, (1. 1)
мұндағы а е , b e , c e - cәйкесінше температура диапазонындағы тұрақты коэффи-циенттер, кестеде көрсетілген [2. 23 бет 2. 1. кесте] .
Құбыр өткізгіш материалы болат 20 болғанда [2. 23 бет 2. 1. кесте] бойынша
а е =11, 1, b e =7, 7, c e =3, 4, сонда
γ =10 −6

Диафрагма материалы 12Х18Н9Т болғанда [2. 23 бет 2. 1. кесте] бойынша
а е =15, 6, b e =8, 3, c e =6, 5 сонда
γ =10 −6

Жұмыс жағдайындағы құбыр өткізгіштің және тарылтылған қондырғының диаметрлері анықталады (жұмыс ортасының t температурасы кезіндегі) :
D = D 20 [1+ γ( t − 20) ] ; (1. 2)
D = 350 [1+ 0, 118( 90 − 20) ] = 350, 2881 мм
мұндағы γ - тарылтылған қондырғыдағы және құбыр өткізгіштегі материалдың сызықты ұлғаю коэффициенті;
D 20 , d 20 - 20 °С температура кезіндегі құбырдың және тарылтылған қондырғы саңлауының диаметрлері.
d = d 20 [1+ γ( t − 20) ] . (1. 3)
d = 250 [1+ 0, 163( 90 − 20) ] = 250, 2852мм
2. β- диафрагма саңылауының салыстырмалы диаметрі мына формуламен анықталады: β =
.
β =
3. Жұмыс жағдайындағы судың тығыздығы ρ, кг/м 3 [2. 73 бет П. 7 кесте] кестеден алынады: ρ= 962, 6 кг/м 3
4. Е- кіріс жылдамдық коэффициенті мына формуламен анықталады:
Е=
Equation. 3
5. С = С ∞ кезіндегі массалық шығын мына формуламен анықталады:
, (1. 4)
мұндағы ρ- жұмыс жағдайындағы ортаның тығыздығы; Рейнольдса саны Re → ∞ кезіндегі С ∞ - ағу коэффициенті.

Диафрагма үшін С ∞ мына формуламен анықталады:
(1. 5)

мұндағы L 1 = l 1 /D - диафрагма кірісінен диафрагма алдындағы қысымды жинау үшін қажетті саңылау осіне дейінгі арақашықтықтардың өлшеу құбырының диаметріне қатынастары;
L 2 = l 2 /D - диафрагма шығысынан диафрагмадан кейін қысымды жинау үшін қажетті саңылау осіне дейінгі арақашықтықтардың өлшеу құбырының диаметріне қатынастары. Бұл шамалар төмендегі кестеден алынады.
Кесте 2
Қысымды жинақтаға қажетті саңылаулардан диафрагмаға дейінгі салыстырмалы арақашықтықтардың шамалары
6. Құбыр өткізгіштің эквивалентті кедір-бұдырлылығы R ш , мм берілген тапсырмадағы құбырдың жағдайына байланысты [2. 25 бет 2. 4. кесте] кестеден алынады. R ш = 0, 3 мм.
7. Өлшеу құбыр қабырғасының кедір-бұдырлылыққа K ш әсерін түзету келесі жол-мен анықталады:
(1. 7)

мұндағы
(1. 8)

Рейнольдса санына түзету шамасы (1. 7) бойынша A Re = 0, 5 тең деп қабылданады.
A Re = 0, 5 (1. 9)
Өлшеу құбырының кедір-бұдырлылыққа түзетуі есепке алынбайды, егар мына шарттар орындалса:
Стандартты диафрагма үшін:
(1. 10)
Бұл жағдайда K ш = 1. (1. 11)
8. (1. 4) формуладағы K п диафрагма саңылауының кіріс пұшпағының топтасуына түзету енгізу, d < 125 мм болған кезде төмендегі формуламен анықталады ( d ≥ 125 мм кезінде K п = 1 тең)
(1. 12)
=

мұндағы
- диафрагманың кіріс пұшпағының дөңгеленген радиусының орташа тексеріс аралық интервалы, ол төмендегі формуламен өрнектеледі:
. (1. 13)
мұнда r н - диафрагманың кіріс пұшпағының дөңгеленген радиусының бастапқы мә-ні, өлшеу жолымен анықталады немесе τ = 0 кезінде 0, 05 тең деп алу қабылдан-ған; τп. п - тексеріс аралық интервал, жыл.
τп. п = 1 жыл болған кезде
= 0, 0292 + 0, 85 r н . (1. 14)
= 0, 0292 + 0, 85*0, 05=0, 0717
9. (1. 4) формуладағы ұлғаю коэффициенті ε қысымды жинақтаудың үш стандартты тәсілдерінің бірін пайдаланатын стандартты диафрагмалар үшін мына формуламен анықталады:
ε =1− (0, 41+ 0, 35β 4 ) Δ p /( kp ) , (1. 15)
мұндағы Δ р - диафрагмадағы өлшенген қысым түсуі; р - диафрагма алдындағы абсолютті қысым; k - өлшенетін газ ортасының адиабата коэффициенті (кейбір газдардың физикалық сипаттамасы туралы мәліметтер, соның ішінде адиабата коэффициенті [2. 42 бет, 3 бөлімде] көрсетілген) .
Cудың ұлғаю коэффициенті
=1 тең.
- Массалық шығынqm∞кезіндегі Рейнольдса санынRe∞мына формуламен есептейміз:
(1. 16)

Берілген қысым мен температураға сәйкес келетін тұтқырлық
. 10 -6 Па . сек тең;
Әртүрлі орталар үшін динамикалық тұтқырлық коэффициентін анықтау [2. 42 бет, 3 бөлімде] қарастырылған.
11. Рейнольдса санының соңғы шамасының ағып кету коэффициентіне әсерін ес-керетін K Re түзету коэффициенті анықталады. Стандартты диафрагмалар үшін KRe
былайша анықталады:
(1. 17)

Стандартты сопла, Вентури құбыры мен сопласы үшін K Re Рейнольдса санына түзету коэффициентін анықтаудың формулалары кестеде [2. 27 бет, 2. 5 кесте] көрсетілген.
- Нақты Рейнольдс саны мына теңдеумен есептеледі:
Сіз бұл жұмысты біздің қосымшамыз арқылы толығымен тегін көре аласыз.
- Іс жүргізу
- Автоматтандыру, Техника
- Алғашқы әскери дайындық
- Астрономия
- Ауыл шаруашылығы
- Банк ісі
- Бизнесті бағалау
- Биология
- Бухгалтерлік іс
- Валеология
- Ветеринария
- География
- Геология, Геофизика, Геодезия
- Дін
- Ет, сүт, шарап өнімдері
- Жалпы тарих
- Жер кадастрі, Жылжымайтын мүлік
- Журналистика
- Информатика
- Кеден ісі
- Маркетинг
- Математика, Геометрия
- Медицина
- Мемлекеттік басқару
- Менеджмент
- Мұнай, Газ
- Мұрағат ісі
- Мәдениеттану
- ОБЖ (Основы безопасности жизнедеятельности)
- Педагогика
- Полиграфия
- Психология
- Салық
- Саясаттану
- Сақтандыру
- Сертификаттау, стандарттау
- Социология, Демография
- Спорт
- Статистика
- Тілтану, Филология
- Тарихи тұлғалар
- Тау-кен ісі
- Транспорт
- Туризм
- Физика
- Философия
- Халықаралық қатынастар
- Химия
- Экология, Қоршаған ортаны қорғау
- Экономика
- Экономикалық география
- Электротехника
- Қазақстан тарихы
- Қаржы
- Құрылыс
- Құқық, Криминалистика
- Әдебиет
- Өнер, музыка
- Өнеркәсіп, Өндіріс
Қазақ тілінде жазылған рефераттар, курстық жұмыстар, дипломдық жұмыстар бойынша біздің қор #1 болып табылады.

Ақпарат
Қосымша
Email: info@stud.kz