Сұйықтарды араластыру технологиясын автоматтандыру: аспаптандыру, сигнализация және диафрагмалық шығынды есептеу

Жұмыс түрі: Курстық жұмыс
Тегін: Антиплагиат
Көлемі: 29 бет
Таңдаулыға:
Кіріспе
Автоматика - техникалық кибернетиканың бір бөлігі. Автоматика дегеніміз - адамның қатысуынсыз жұмысты белгілі бір механиздердің көмегі арқылы атқару немесе орындалып жатқан процесті реттеп отыру. Ол өзіне автоматикалық жүйелермен сол жүйелер үшін қажетті техникалық жарақтарды құру және жасау үшін қолданылатын автоматты басқару теориясын қосады.
Технологиялық процесті автоматтандыру жүйесі - еңбек өнімділігін арттырудың, өнім сапасын жоғарылатудың, материал және энергия шығындарын қысқартудың, қызметкерлер санын азайтудың және өндірісті басқаруда жаңа әдістерін енгізудің негізгі құралы болып есептеледі. Олар өндірісте апаттық жағдайларды азайтады, құрылғылар жұмысының қауіпсіздігін жоғарылатады, технологиялық процесте зиянды қалдықтардың қоршаған ортаға берілмеуіне көмектеседі, өндірістегі техникалық-экономикалық көрсеткіштерді жоғарылатады.
Технологиялық процесті автоматтандыру жүйелері мына функцияларды орындайды:
- Технологиялық процесс параметрлерін бақылау.
Ол тікелей аппарат немесе агрегаттың өзінде немесе оператор және диспетчер щитінде жүзеге асырылуы мүмкін. Бақылау көрсетуші немесе тіркеуші приборлар арқылы үздіксіз немесе периодты түрде орындалады.
- Ақпаратты өңдеу.
Автоматтандыру жүйелерінде ақпаратты өңдеудің кең тараған түрі - технологиялық процестің параметрлерінің берілген ауытқу сигнализациясы. Ол ескертуші немесе апатты болып бөлінеді.
- Параметрлерді автоматты реттеу.
Оған тұрақтандыру, программаны реттеу, каскадты немесе өзара байланысты реттеу жатады.
- Машина және агрегаттарды қащықтықтан бақылау немесе автоматты бас-
қару және олардың күйінің сигнализациясы.
- Техникалық құрылғыларды пайдаланудың қауіпсіздігін қамтамасыз ету.
Ол қорғау құрылғыларын және қорғау блокировкасын қолдану арқылы іске асырылады.
- Технологиялық процестің тиімділігі.
Жаңа өнеркәсіптік мекемені құру және қолданыстағысын реконструкциялау уақытында технологиялық процесті технологиялық процесті автоматтандыру жүйелерімен жабдықталады.
Автоматтандыру жүйесін құру және оны қолданысқа енгізудің негізгі кезеңдері: жобалау, монтаждау, жөндеу және жүйені пайдалануға беру. Бұл жұмыс кезеңдерінің барлығы нормативті құжаттарда көрсетілген. Нормативті құжаттарда жобалау құжаттарын рәсімдеу талаптары, монтаждау және жөндеу жұмыстарын жүргізу ережелері, автоматтандыру жүйесін монтаждау, жөндеу және пайдалануға беру уақытындағы техникалық қауіпсіздік ережелері, жеке жұмыс түрлерінің орындалу әдістері және олардың сапасын бақылау көрсетіледі.
Өндірістік автоматтандыру - машиналық өндірістің дамуы барысында бұрын адам атқарып келген басқару және бақылау жұмыстарын приборлар мен автомат құрылғыларға жүктеу процесі. Өндірістік автоматтандыру - осы заманғы өндірісті дамытудың негізі әрі техникалықпрогрестің ең басты бағыты. Өндірістік автоматтандырудың жарым-жартылай, кешенді және толықтай автоматтандырылған түрлері бар. Өндірісті жарым-жартылай автоматтандыру өте күрделі әрі тез өтетін процестерді адамның тікелей басқаруы мүмкін болмайтын жағдайларда пайдаланылады. Басқару жұмыстарын автоматтандыру өндірісті жарым-жартылай автоматтандыруға жатады. Өндірістік автоматтандыру процесі кезеңінде телім, цех, зауыт, электр станциялар өзара бір-бірімен байланысқан автоматты кешен ретінде жұмыс істейді. Кешенді автоматтандыру кәсіпорынның, шаруашылықтың, қызметтің негізгі өндірістік жұмыстарын түгелдей қамтиды. Адам бұл жағдайда жалпылама бақылау жұмыстарымен ғана айналысады. Өндірісті толықтай автоматтандыру өндірісті басқару мен бақылау жұмыстарын түгелдей автоматтандырылған жүйелерге жүктейді. Бұл процесс - автоматтандырудың ең жоғары сатысы. Өндірісті толықтай автоматтандыру іске қосылатын өндіріс рентабельді, жұмыс ырғағы ылғи бір қалыпты және әр түрлі ауытқуларды алдын ала болжап, есепке алу мүмкін болатын жағдайларда, сондай-ақ адамға қауіпті және денсаулығына зиянды өндірістерде іске асырылады. Өндірістік автоматтандырудың негізі басқарылушы нысанның заңдылықтарын тиімді түрде зерттеу әдістерін жасау, басқару әдістерінің экономиялық тиімділігін анықтау және автоматтандыру құралдарын жасаудың инжинерлік әдістерін табу секілді мәселелерден құралады. Белгілі мақсатқа жету үшін таңдалып алынған тиімді басқару әдістері мен оны іске асыратын техникалық құралдар автоматтандырылған басқару жүйесін (АБЖ) құрады. Осы заманғы АБЖ-ның құрамына сигналдар тудыру құрылғылары, логикалық және математикалық өңдеулерден өткен ақпаратты қабылдау және қайтарып беру, белгілі болған ақпараттарды адамға хабарлау, басқару сигналдарын тудыру және жұмыстық құрылғылар кіреді .
І. ТЕХНОЛОГИЯЛЫҚ БӨЛІМ
1. 1 Технологиялық процесс туралы жалпы мәлімет
Сұйықтарды араластыру процесі химиялық өндірістерде кеңінен қолданылады. Бұл процесс екі сұйықтықтың араласуынан жаңа бір қоспа алуға арналған. Екі суспензия яғни екі сұйықтық құбыр арқылы екі жақтан сыйымдылыққа келіп түседі. Бұл сыйымдылық аппаратының ішінде электрқозғалтқышқа жалғанған араластырғыш орналастырылған, яғни сұйықтарды айналу арқылы араластырады.
Автоматика дегеніміз адамның қатысуынсыз жұмысты белгілі бір механизмдердің көмегі арқылы атқару немесе орындалып жатқан процесті реттеп отыру. Автоматика - техникалық кибернетиканың бір бөлімі. Ол өзіне автоматикалық жүйелер мен сол жүйелер үшін қажетті техникалық жарақтарды құру және жасау үшін қолданылатын автоматты басқару теориясын қосады.
Автоматтандыру - ол өндірістік процестерді адамның қатысуынсыз басқару мен қадағалау. Барлық автоматты жүйелер 2- ге бөлінеді: тұйықталған және тұйықталмаған. Автоматтандырудың негізгі бағыттары - олар техникалық, экономимикалық және әлеуметтік сұрақтарын шешу. Техникалық бағыты - ол адамның қамтамасыз ете алмайтын түрдей үрдісті жоғарғы жылдамдықпен, дәлдікпен, сенімділікпен ұйымдастытыруы. Экономикалық бағыты - эксплуатациялық шығынын төмендетуі, шығаратын өнімнің сапасын және көлемін жоғарылату. Әлеуметтік бағыты - адамның жұмыс істеу қабілетін жақсарту, жеңілдету.
Өндірісті автоматтандыру деңгейіне байланысты автоматтандыру 3-ке бөлінеді. Олар: жартылай автоматтандыру, комплексті автоматтандыру және толық автоматтандыру.
- Жартылай автоматтандыру - ол бөлек өндіріс операцияларын автоматтандырып орындау. Ол адамның орындауына, жылдамдығына және күрделілігіне байланысты.
- Комплексті автоматтандыру - ол өндірістің негізгі учаскелеріндегі операцияларын бір-біріне байланысты комплекс ретінде автоматтандырып орындау. Мысалы: завод, цех, электростанция, т. б. Бұл жерде адамның қатысы жалпы бақылау және басқару.
- Толық автоматтандыру - ол автоматтандырудың ең жоғарғы деңгейі. Толық автоматтандыру учаскелеріндегі операциялар және басқару - бақылау жұмыстары автоматтандырылып орындалады. Бұл жердегі адамның функциясы толық автоматтандырылған жүйенің жұмысын бақылап отыру және бұзылыстарды уақытында жойып отыру.
Өндірісті кешенді түрде автоматтандыру, өнеркәсіп көлемі мен өндіріс қарқынының артыуы және халық шаруашылығының әр түрлі салалары арасындағы өндірістік байланыстардың күрделенуі экономикалық мәліметтер мен статистикалық мәліметтер жинау және оларды өңдеу процестерін документация түрлерін есепке алып, таратып отыру, жоспарлау және басқару міндеттерін шешу ісінде автоматтандыру қажеттігін туғызады. Басқару жұмыыстарын автоматтандырудың ғылыми негізі халық шаруашылығын басқарудың оптимальдық жүйесін синтездеу әдісін зерттейтін және экономикалық мақсаттарға математикалық әдістерді пайдалану мәселелерімен шұғылданатын экономикалық кибернетика. Оның басты проблемасы - халық шаруашылығымен оның жеке салаларын басқаруды автоматтандырудың бір тұтас жүйесінде адам мен кибернетикалық машиналардың өзара әрекеттігін методологиялық және принциптік мәселелерін шешу. Басқару жұмыстарын автоматтандырудың негізгі үш жүйесі бар:
- Басқарудың жалпы мемлекет территориялық органдарын қамтитын автоматтандырылған мемлекеттік жүйе;
- Өнеркәсіптің жеке салаларын қамтитын автоматтандырылған салалық жүйе;
- Бір не жақын орналасқан бірнеше кәсіпорындарда экономикалық мәліметтерді өндейтін және олардың жоспарлау, басқару міндеттерін шешетін автоматтандырылған жүйе.
Басқару жұмыстарын автоматтандырудың негізгі құралдары - электронды есептеуіш машиналар мен электрондық басқарғыш машиналар. Олардың ішінде сандық есептеуіш машина.
1. 2 Бақыланатын, реттелетін және сигналданатын параметрлерін таңдау
Сұйықтарды араластыру процесі негізгі 3 параметр арқылы бақыланып реттеліп отыр. Олар: шығын, деңгей, тығыздық.
Шығын OGM-A-40 маркалы шығынөлшегішпен өлшенеді. Максималды өлшенетін қысымы 3 bar, өлшенетін шығыны 20-20 л/мин, дәлдігі , максималды өлшенетін тұтқырлығы 1000 сР. Осы аспап шығынды көрсетіп, тіркеп отырады.
Деңгей НПК «ТЕКО» компаниясының деңгейөлшегішімен өлшенеді. Бұл аспап электродтар арасындағы диэлектрлік өтімділіктің өзгеруі арқылы өлшейді. Қателігі 1-2%, өлшенетін ортаның температурасы 300˚С.
Тығыздық LEMIS process компаниясының DC-50 маркалы тығыздықөлшегішімен (плотномер) өлшенеді. Тұтқырлығы 1200 сСт дейінгі сұйықтықты өлшеу үшін арналған. Тығыздығы 3000 кг/м 3 дейінгі ортаны өлшей алады. Қателігі % дейін.
Сонымен қатар бұл процесте қосымша параметрлер бар. Олар: айналу моменті және сұйықтықтың сапасы, тығыздығы, тұтқырлығы.
Электржетегінің білігінің айналу моментін өлшеу үшін ТRB маркалы аспап қолданылады. Өлшеу диапазоны 1-2000 кгс*м, пайдалануға болатын перегрузкасы 120%, қорек көзі 10В тұрақты ток.
Сұйықтардың араласу нәтижесін бақылау үшін АЖН-98/ПК маркалы аспап қолданылады. Бұл аспап сұйықтың сапасын өлшеп қана қоймай, артық қоқыстарды тазарту жүйесін басқаруды қамтамасыз етеді. Өлшеу диапазоны 0, 1-16000 каолин бойынша. Қателігі көп емес, өлшеу температурасы 1-40˚С. Осы қосымша параметрлердің аспаптары дыбыстық және жарықтық сигнализациямен байланысады.
ІІ. АРНАЙЫ БӨЛІМ
2. 1 Технологиялық процесті автоматтандырудың функционалдық схемасын қарастыру
Функционалдық схема - технологиялық процесс жүріп жатқан приборлардың және құралдардың жұмыс істеу принципі және бір-бірімен әсер етуі, араласу тәртібі көрсетілген схема.
Сұйықтарды араластыру процесінің функционалдық схемасы. Бұл процесс былай жүзеге асады: бастапқы екі суспензия (сұйықтық) құбыр бойымен сыйымдылыққа келіп құйылады. Бұл екі құбыр бойында шығынөлшегіш орнатылады. Шығынөлшегіштің маркасы: OGM-A-40, өлшенетін шығыны 20-200 л/мин. Шығынды көрсетіп, тіркегіш және сыйымдылықтың ішіндегі сұйықтың деңгейін реттейтін реттегіш орнатылған.
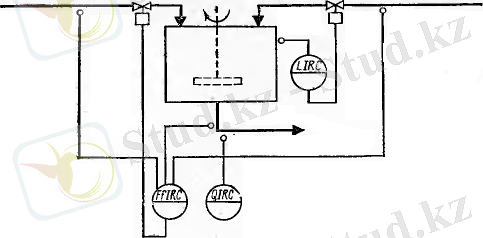
Сыйымдылыққа келіп түскен сұйықтықтар белгілі бір уақыт аралығында араластырылады. Мұндағы сұйықтықтың деңгейін өлшеу үшін деңгейөлшегіш қолданылады. Деңгейөлшегіштің маркасы: НПК «ТЕКО», электродтар арасындағы диэлектрлік өтімділіктің өзгеруі арқылы өлшенеді, қателігі 1-2%. Деңгейөлшегіш қоюландырылған суспензия ағып кететін құбырдың ысырмасымен (задвижка) байланысқан. Сыйымдылықта сұйықтық тасып кетпес үшін деңгейді көрсетіп, тіркеп, реттеп отырады.
Араластырылған сұйықтық құйыпалғыш арқылы құйып алынады да, құбыр арқылы жіберіледі. Бұл құбырдың бойында шыққан сұйықтықтың сапасын және тұтқырлығын көрсететін аспап және шығынөлшегіш аспаптар қолданылады. Сұйықтың лайлылығын көрсететін аспаптың маркасы: АЖН - 98/ ПК, сұйықтықтың сапасын өлшеу үшін, артық қоқыстарды тазарту жүйесін басқаруды қамтамасыз етеді. Шығынөлшегіштің маркасы: OGM-A-40, өлшенетін шығыны 20-200 л/мин. Шығынды көрсетіп, тіркегіш.
Сұйықтықтарды араластыру процесінің негізгі аспабының бірі - сыйымдылық ішіндегі араластырғыш айналу үшін қолданылатын электржетегі. Сол электржетегінің білігінің айналу моментін бақылау үшін TRB маркалы датчик қолданылады. Өлшеу диапазоны 1-2000 кгс*м. Біліктің айналу моментін көрсетіп сигналдайды.
Сұйықтықтар араластырылып болған кезде, одан пайда болған араластырылған жүйе құбыр арқылы шығарылып тасталады. Сол құбырдың бойына тығыздығын өлшеу үшін тығыздықөлшеуіш және шығынды өлшеу үшін шығынөлшегіш қолданылады. Тығыздықөлшегіштің маркасы: LEMIS process, DC-50, тығыздығы 1200 сСт дейінгі сұйықтықты тез және дәл өлшейді, тығыздықты көрсетіп, тіркейді. Шығынөлшегіштің маркасы: OGM-A-40, өлшенетін шығыны 20-200 л/мин. Шығынды көрсетіп, тіркегіш.
Ал біліктің айналу моментінің датчигі мен сұйықтың сапасын көрсететін аспап міндетті түрде дыбыстық және жарықтық сигнализациямен байланысады.
2. 2 Принципиалды электрлік схеманы қарастыру
Сигнализация құралдары қызмет көрсетуші персоналға бақылаудағы объектілердің жағдайы туралы мәлімет беру үшін арналған. Сигнализация жарықтық және дыбыстық болып бөлінеді. Жарық сигнализациясы әртүрлі режимде жарық беретін лампалар арқылы беріледі. Дыбыстық сигнализация қоңырау, сирена және гудок арқылы беріледі. Жарық және дыбыс сигнализациясы бірге қолданылуы да мүмкін. Мұндай жағдайда дыбыстық сигнал апаттық жағдай туралы операторға белгі береді, ал жарық сигналы апаттық жағдайдың орнын және сипатын білдіреді.
Сигнализация технологиялық және бақылау сигнализациясы болып та бөлінеді.
Технологиялық сигнализация технологиялық процестің қалыпты жүрісінің бұзылуы туралы белгі береді. Ол технологиялық параметрлердің ( температура, қысым, деңгей, шығын) берілген мәнінен ауытқуын білдіреді. Технологиялық сигнализацияның екі түрі болады: ескертуші және апаттық.
Ескертуші сигнализация үлкен, бірақ әлі мүмкін болған ауытқулар туралы білдіреді. Ескертуші сигнализация берілгенде оператор пайда болған ауытқуларды жөндеу үшін шара қабылдауы керек.
Апаттық сигнализация мүмкін болмаған ауытқулар туралы немесе қандай да бір технологиялық аппараттың істен шыққандығын білдіреді. Апаттық сигнализация инструкция бойынша оператордың жылдам әрекет етуін талап етеді. Сондықтан мұндай сигнализация жылтыл жарық немесе жағымсыз өткір дыбыс пен беріледі.
Апаттық сигнализация схемалары дыбыстық сигналды өшіру кнопкасы мен жабдықталған. Жаңа апаттық сигнал берілгенде дыбыстық сигнализация қайта қосылады. 11 - суретте екі технологиялық параметрдің электрлік сигнализация схемасы келтірілген.
Олардың біреуі қалыпты жағдайдан ауытқу кезінде, мысалы біріншісі, сәйкес өлшеу приборында емесе сигнализаторда орналасқан S 1 технологиялық контакті тұйықталады. Сол кезде 1К релесі қосылады. Ол өзінің қайта қосылушы 1К1 контакті арқылы HL1 сигналдық лампасын қосады және оны SВ3 сигнализацияның сынау кнопкасынан ажыратады. 1К релесін тұйықтаушы контакт 1К2 3К реледен өшірілген 3К2 ажыратушы контакт арқылы НА қоңырауды қосады. SВ1 дыбыстық сигнализацияның кнопкасы арқылы қоңырау сөндіріледі. Кнопканы басу кезінде 3К релесі өзінің 3К1 тұйықтаушы контакті арқылы өзіндік блокировкаға түседі, ал ажыратушы контакт арқылы қоңырауды сөндіреді.
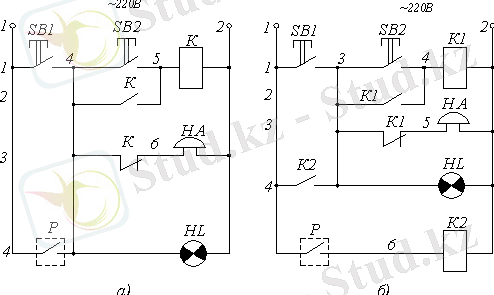
Егер схеманың мұндай жағдайында екінші технологиялық контакт S2 тұйықталса, онда дыбыстық сигналды алу уақтында HL2 сигналдық лампасы жанады, ал дыбыстық сигнал берілмейді. S 1 және S 2 технологиялық контакті ажыратылғаннан кейін релелердің барлығы сөнеді.
SВ2 және SВ3 кнопкалары сигналдық лампалардағы қоңырауды сынау үшін арналған.
Бақылау сигнализациясы бақыланатын объектінің жағдайы туралы мәлімет береді. Мысалы, реттеуші органның ашық немесе жабықтығы, насостардың қосылғандығы немесе ажыратылғандығы т. б. Бақылау сигнализациясы екі жұмыс жағдайына ие болған құрылғы үшін қолданылады.
III. ЕСЕПТЕУ БӨЛІМІ
3. 1 Стандартты тарылтылған қондырғылардағы қысымның шамасының түсу бойыншы бу шығынын анықтау
Диафрагма қондырылған құбыр өткізгішпен өтетін будың массалық шығынын және шығынды анықтау қателіктерін анықтау. Бу тығыздығын жанама әдіспен анықтаймыз. Шығынды өлшеу жүйесінің сипаттамалары мен бастапқы шамалары және өлшеу нәтижелері кестеде 1 көрсетілген. Нұсқа № 28
Кесте 1
Параметрдің аталуы және өлшемі
Белгіленуі
Шамасы
Құбыр өткізгіш диаметрі, 20°С кезіндегі, мм
D 20
230
Диафрагма саңылауының диаметрі, 20°С кезіндегі, мм
d 20
210
Диафрагма алдындағы будың (абсолютті) қысымы, МПа
р
3, 9
Будың температурасы 0 C
t
420
Диафрагмадағы қысым құламасы, кПа

28
Диафрагма типі
-
Фланецті
жинақтауыш
Құбыр өткізгіш материалы
-
Болат 30
Құбыр өткізгіштің ішкі бетінің жағдайы
-
Жаңа битумді
Диафрагманы тексеріс аралық интервалы

2
Диафрагма материалы
-
17X18H9
Диафрагма алды жергілікті кедергісі
-
Бірлік тізе
Диафрагма алды құбыр өткізгіштің түзу сызықты участок ұзындығы, м
L 1
10, 3
Құбыр өткізгіш осінің салыстырмалы диафрагма осіне ығысуы, мм
е х
3, 5
Диафрагма дискасының қалыңдығы, мм
Е Д
5, 9
Диафрагма алды құбыр участкасындағы қосымша құбырдың шығу биіктігі, мм
һ
3, 5
Тарылтылған қондырғылардағы қысымның түсу шамасы бойынша шығын тәжірибеде былайшы анықталады:
1. Жұмыс жағдайындағы құбыр өткізгіштің және тарылтылған қондырғының диаметрлері анықталады (жұмыс ортасының t температурасы кезіндегі) :
D = D 20 [1+ γ( t − 20) ] ; (1. 1)
D = 230 [1+ 0, 180(420 − 20) ] = 230, 0006716 мм
d = d 20 [1+ γ( t − 20) ] . (1. 2)
d = 210 [1+ 0, 180(420 − 20) ] =210, 00061824 мм
мұндағы γ - тарылтылған қондырғыдағы және құбыр өткізгіштегі материалдың сызықты ұлғаю коэффициенті;
D 20 , d 20 - 20 °С температура кезіндегі құбырдың және тарылтылған қондырғы саңлауының диаметрлері.
Температураның кең диапазоны үшін әртүрлі материалдардың γ сызықты ұлғаюының температуралық коэффициент мәні 10 % қателікпен мына формуламен есептелуі мүмкін:
γ =10 −6
, (1. 3)
Құбырөткізгіш үшін:
γ =10 −6
=0, 180
Диафрагма үшін:
γ =10 −6
= 0, 736
мұндағы а е , b e , c e - cәйкесінше температура диапазонындағы тұрақты коэффи-циенттер, кестеде көрсетілген [2. 23 бет 2. 1. кесте] .
2. β- диафрагма саңылауының салыстырмалы диаметрі мына формуламен анықталады: β =
.
β =
= 0, 913
3. Жұмыс жағдайындағы будың тығыздығы ρ, кг/м 3 [2. 73 бет П. 18 кесте] кестеден алынады: ρ= 8, 993 кг/м 3
4. Е- кіріс жылдамдық коэффициенті мына формуламен анықталады:
Equation. 3 = 1, 810213
5. С = С ∞ кезіндегі массалық шығын мына формуламен анықталады:
, (1. 4)

мұндағы ρ- жұмыс жағдайындағы ортаның тығыздығы; Рейнольдса саны Re → ∞ кезіндегі С ∞ - ағу коэффициенті.
Диафрагма үшін С ∞ мына формуламен анықталады:
(1. 5)

Мұндағы L 1 = l 1 /D - диафрагма кірісінен диафрагма алдындағы қысымды жинау үшін қажетті саңылау осіне дейінгі арақашықтықтардың өлшеу құбырының диаметріне қатынастары;
L 2 = l 2 /D - диафрагма шығысынан диафрагмадан кейін қысымды жинау үшін қажетті саңылау осіне дейінгі арақашықтықтардың өлшеу құбырының диаметріне қатынастары. Бұл шамалар төмендегі кестеден алынады.
Кесте 2
Қысымды жинақтаға қажетті саңылаулардан диафрагмаға дейінгі салыстырмалы арақашықтықтардың шамалары
Жинақтау тәсілдері
Бұрыштық
Үш радиусты
Фланцты
L 1
0
1
25, 4/D
L 2
0
0, 47
25, 4/D
Ескерту. D диаметр шамасы миллиметрмен өрнектелуі қажет.
6. Құбыр өткізгіштің эквивалентті кедір-бұдырлылығы R ш , мм берілген тапсырмадағы құбырдың жағдайына байланысты [2. 25 бет 2. 4. кесте] кестеден алынады.
7. Өлшеу құбыр қабырғасының кедір-бұдырлылыққа K ш әсерін түзету келесі жолмен анықталады:
(1. 7)
= 0, 9943
мұндағы
(1. 8)

Рейнольдса санына түзету шамасы (1. 7) бойынша A Re = 0, 5 тең деп қабылданады.
A Re = 0, 5 (1. 9)
Өлшеу құбырының кедір-бұдырлылыққа түзетуі есепке алынбайды, егар мына шарттар орындалса:
Стандартты диафрагма үшін:
(1. 10)
Бұл жағдайда
K ш = 1. (1. 11)
8. (1. 4) формуладағы K п диафрагма саңылауының кіріс пұшпағының топтасуына түзету енгізу, d < 125 мм болған кезде төмендегі формуламен анықталады ( d ≥ 125 мм кезінде K п = 1 тең)
(1. 12)
= 0, 99345 ≈ 1
мұндағы
- диафрагманың кіріс пұшпағының дөңгеленген радиусының орташа тексеріс аралық интервалы, ол төмендегі формуламен өрнектеледі:
. (1. 13)

мұнда r н - диафрагманың кіріс пұшпағының дөңгеленген радиусының бастапқы мәні, өлшеу жолымен анықталады немесе τ = 0 кезінде 0, 05 тең деп алу қабыл-данған; τп. п - тексеріс аралық интервал, жыл.
τп. п = 1 жыл болған кезде
= 0, 0292 + 0, 85 r н. (1. 14)
9. (1. 4) формуладағы ұлғаю коэффициенті ε қысымды жинақтаудың үш стандартты тәсілдерінің бірін пайдаланатын стандартты диафрагмалар үшін мына формуламен анықталады:
ε =1− (0, 41+ 0, 35β 4 ) Δ p /( kp ) , (1. 15)
мұндағы Δ р - диафрагмадағы өлшенген қысым түсуі; р - диафрагма алдындағы абсолютті қысым; k - өлшенетін газ ортасының адиабата коэффициенті (кейбір газдардың физикалық сипаттамасы туралы мәліметтер, соның ішінде адиабата коэффициенті [2. 42 бет, 3 бөлімде] көрсетілген) .
- Массалық шығынqm∞кезіндегі Рейнольдса санынRe∞мына формуламен есептейміз:
Сіз бұл жұмысты біздің қосымшамыз арқылы толығымен тегін көре аласыз.
- Іс жүргізу
- Автоматтандыру, Техника
- Алғашқы әскери дайындық
- Астрономия
- Ауыл шаруашылығы
- Банк ісі
- Бизнесті бағалау
- Биология
- Бухгалтерлік іс
- Валеология
- Ветеринария
- География
- Геология, Геофизика, Геодезия
- Дін
- Ет, сүт, шарап өнімдері
- Жалпы тарих
- Жер кадастрі, Жылжымайтын мүлік
- Журналистика
- Информатика
- Кеден ісі
- Маркетинг
- Математика, Геометрия
- Медицина
- Мемлекеттік басқару
- Менеджмент
- Мұнай, Газ
- Мұрағат ісі
- Мәдениеттану
- ОБЖ (Основы безопасности жизнедеятельности)
- Педагогика
- Полиграфия
- Психология
- Салық
- Саясаттану
- Сақтандыру
- Сертификаттау, стандарттау
- Социология, Демография
- Спорт
- Статистика
- Тілтану, Филология
- Тарихи тұлғалар
- Тау-кен ісі
- Транспорт
- Туризм
- Физика
- Философия
- Халықаралық қатынастар
- Химия
- Экология, Қоршаған ортаны қорғау
- Экономика
- Экономикалық география
- Электротехника
- Қазақстан тарихы
- Қаржы
- Құрылыс
- Құқық, Криминалистика
- Әдебиет
- Өнер, музыка
- Өнеркәсіп, Өндіріс
Қазақ тілінде жазылған рефераттар, курстық жұмыстар, дипломдық жұмыстар бойынша біздің қор #1 болып табылады.

Ақпарат
Қосымша
Email: info@stud.kz