Ақтөбе мұнай өңдеу ЖШС мұнай өңдеу зауытын 150 мыңнан 300 мың тоннаға дейін жаңғырту: сорғы стансаларын технологиялық автоматтандыру және басқару жүйелерін жобалау

Жұмыс түрі: Курстық жұмыс
Тегін: Антиплагиат
Көлемі: 28 бет
Таңдаулыға:
КІРІСПЕ
«Ақтөбе мұнай өңдеу» ЖШС мұнай өңдейтін зауыт Қазақстанның экономикалық келешегі зор облыс орталықтарының бірі - Ақтөбе қаласының өнеркәсіптік аймағында орналасқан.
Шикі мұнайдың алғаш қабылдануы зауытпен 2011 жылы наурызда жүзеге асырылды. Сол жылдың сәуір айында мұнай өнімдерінің бірінші партиясы шығарылды. МӨЗ 1-ші кезегінің орнатылған қуаты мұнай өңдеу бойынша жылына 150 мың тоннаны құрады. 2013 жылы МӨЗ 2-ші кезегін енгізумен зауыт қуатын жылына 300 мың тоннаға дейін арттыру жоспарланған.
Барлық өндірілетін өнімдер Қазақстан Республикасының техникалық реттеудің мемлекеттің жүйесінде сертификатталған.
2011 жылы зауыт 62 мың тонна мұнай шикізатын өңдеді. 2012 жылдың 9 айы ішінде «Ақтөбе мұнай өңдеу» ЖШС мұнай шикізатының 68, 4 мың тоннасын өңдеді.
Компанияның басымдықтары ішінде - ұсынылатын өнімнің сапасын жоғарылату және географиялық өткізуді кеңейту.
Кәсіпорынмен шамамен 130 жұмыс орны құрылды, жұмысшының орташа статистикалық жасы 30-35 жас құрады. Орташа деңгейі облыстық көрсеткіштен асатын жалақымен қатар зауыт өз қызметкерлеріне айтарлықтай әлеуметтік пакетті ұсынады.
"Ақтөбе мұнай өңдеу" ЖШС мұнай өңдеу зауытының өңдеу қуаттылығын жылына 150 мың тонна мұнай қуатынан 300 мың тоннаға дейін жеткізу бойынша жаңғырту саласында (жобалық және құрылыс-монтаж жұмыстары, қондырғыларды жеткізу) баға ұсыныстарын ескере отырып, қызмет көрсету жабдықтаушыларын таңдау туралы хабарлайды.
Жалпы құны қондырғылардың, қызметтердің құнынан және бюджетке төленетін басқа міндетті төлемдерден басқа, сонымен қатар ұсынылатын қызметтер құнынан енгізілетін потенциалды жабдықтаушының басқа шығындарынан құрылады.
«Ақтөбе мұнай өңдеу» ЖШС әлеуметтік-жауапкершілікті бизнесті жүргізуде, оның негізінде аталған аймақта қосымша жұмыс орындарын құрумен қатар, қоршаған ортаға жағымсыз әсерді барынша кеміту жатыр. Кәсіпорында аталған салада тәжірибесі және салалық білімдері бар жоғары мамандандырылған қызметкерлер құрамы қызмет етеді.
Автоматтандыру адамды механизммен тікелей басқару қажеттілігінен босатады. Өндіріс автоматандырылған процесте адамның алар орны тек жинақтау, реттеу, автоматты құралдарға қызмет ету және олардың әрекетін бақылауға ғана кетеді. Егер автоматтар адамның дене қимылын жеңілдететін болса, онда автоматтандырудың мақсаты сол сияқты санамен ойлау қабілетін де жеңілдетеді. Автоматтандыру құралын пайдалану қызмет көрсететін қызметкерден біліктіліктің жоғарғы техникасын талап етеді., алыстан басқару, реттеуге және бақылауға мүмкіндік береді. Автоматтандырудың мақсаты - еңбек өнімділігі мен өнім сапасын арттыру, жоспарлау, басқару жұмыстарын тиімділендіру, денсаулыққа зиянды жұмыстан адамды босату. Автоматтандыру ғылыми-техникалық прогрестің басты бір бағыты саналады.
Автоматтандыру - машиналық өндірістің дамуы барысында бұрын адам атқарып келген басқару және бақылау жұмыстарын приборлар мен автомат құрылғыларға жүктеу процесі. Өндірістік автоматтандыру - осы заманғы өндірісті дамытудың негізі әрі техникалық прогрестің ең басты бағыты. Өндірістік автоматтандырудың жарым-жартылай, кешенді және толықтай автоматтандырылған түрлері бар. Өндірісті жарым-жартылай автоматтандыру өте күрделі әрі тез өтетін процестерді адамның тікелей басқаруы мүмкін болмайтын жағдайларда пайдаланылады. Басқару жұмыстарын автоматтандыру өндірісті жарым-жартылай автоматтандыруға жатады. Өндірістік автоматтандыру процесі кезеңінде телім, цех, зауыт, электр стансалар өзара бір-бірімен байланысқан автоматты кешен ретінде жұмыс істейді. Кешенді автоматтандыру кәсіпорынның, шаруашылықтың, қызметтің негізгі өндірістік жұмыстарын түгелдей қамтиды. Адам бұл жағдайда жалпылама бақылау жұмыстарымен ғана айналысады. Өндірісті толықтай автоматтандыру өндірісті басқару мен бақылау жұмыстарын түгелдей автоматтандырылған жүйелерге жүктейді. Бұл процесс - автоматтандырудың ең жоғары сатысы. Өндірісті толықтай автоматтандыру іске қосылатын өндіріс рентабельді, жұмыс ырғағы ылғи бір қалыпты және әр түрлі ауытқуларды алдын ала болжап, есепке алу мүмкін болатын жағдайларда, сондай-ақ адамға қауіпті және денсаулығына зиянды өндірістерде іске асырылады. Өндірістік автоматтандырудың негізі басқарылушы нысанның заңдылықтарын тиімді түрде зерттеу әдістерін жасау, басқару әдістерінің экономиялық тиімділігін анықтау және автоматтандыру құралдарын жасаудың инжинерлік әдістерін табу секілді мәселелерден құралады. Белгілі мақсатқа жету үшін таңдалып алынған тиімді басқару әдістері мен оны іске асыратын техникалық құралдар автоматтандырылған басқару жүйесін (АБЖ) құрады. Осы заманғы АБЖ-ның құрамына сигналдар тудыру құрылғылары, логикалық және математикалық өңдеулерден өткен ақпаратты қабылдау және қайтарып беру, белгілі болған ақпараттарды адамға хабарлау, басқару сигналдарын тудыру және жұмыстық құрылғылар кіреді.
Қазіргі уақытта автоматты басқару және реттеу жүйелері кез келген өндіріс, көлік саласы, ауыл шаруашылығы және тұрмыста кеңінен қолданыс табуда. Ал өндірістің қандай саласы болмасын, электр энергиясының көмегінсіз жұмыс жасай алмайды, сол себепті электр энергиясын өндіруді және тұтынуды ұлғайту қазіргі заманда материалдық өндіріс дамуының кепілдігі болады.
Автоматтандыру - техникалық құрал-жабдықтарды, сондай-ақ энергияны, ма-териалды және ақпаратты алу, түрлендіру, жеткізу (тасымалдау), пайдалану про-цестеріне адамның тікелей не ішінара қатысуын босататын экономикалық-материалдық тәсілдермен басқару жүйесін пайдалану. Онда:
- Технологиялық, энергетикалық, көліктік, өндірістік процестер;
- Күрделі агрегаттарды, кемелерді, өндірістік құралдармен кешенді жобалау;
- Цехты, мекемені, сондай-ақ әскери құрамалар мен бөлімшелерді ұйымдас-тыру, жоспарлау жәнем басқару;
- Ғылыми-зерттеулер, медициналық және техникалық диагностикалау, статистика деректерін өңдеу және есепке алу, бағдарламалау, инженерлік есептеу т. б. автоматтандырылады.
Автоматтандырудың мақсаты - еңбек өнімділігі мен өнім сапасын арттыру, жоспарлау, басқару жұмыстарын тиімділендіру, денсаулыққа зиянды жұмыстан адамды босату. Автоматтандыру ғылыми-техникалық прогрестің басты бір бағыты саналады.
Автоматандырылған жүйе - басұару міндетінің бір бөлігін адам (оператор) орындайтын, басқаратын объектілер мен автоматты басқару құрылғыларынығ жиынтығы. Автоматтандырылған жүйеде автоматты құрылғылар басқару объекті-сінен ақпарат жинақтауды, оны жеткізуді, түрлендіруді және өңдеуді, басқарушы командаларды қалыстастыруды және басқарылатын объектіде олардың орын-далуын жүзеге асырады, яғни формальдауға оңай келетін қызметтер.
Республикамыздың халық шаруашылығын дамытудың негізгі міндеттеріне өндірістік процестерді кешенді автоматтандыру қарқынын жан-жақты арттыру, әсіресе қосалқы жұмыстарды механикаландыру және автоматтандыру, қол еңбегінің үлесін барынша азайту жатады. Осы міндеттерді шешуде автоматты басқару жүйесін өндіруге, адам денсаулығына зиянды әрі қауіпті жұмысты механикаландыруға, өнім сапасын жақсартуға әрі өзіндік құнын кемітуге мүмкіндік беретін микропроцессорлық техника мен өндірістік роботтарды кеңінен пайдаланудың үлкен маңызы бар.
Қазіргі кезде ЭЕМ-сіз, микропроцессорлық техникасыз жаңа заманғы өндірісті көзге елестету мүмкін емес. Өндірістік процестерді автоматтандыруды дамыту бағытын талдай келіп, өз күрделілігі жағынан әр түрлі міндеттер шешімін тапқан үш негізгі сатыны атап кетуге болады. Жұмыс циклін автоматтандырудың бірінші сатысында негізгі көңіл автоматтар мен жартылай автоматтарды жасауға бөлінді, ал олар өз кезегінде жұмыс машиналарының конструкциясын кемелдендірудің және дамытудың салдары болды. Бұл сатыда техникалық (технологиялық) процестерді автоматтандыруды өңдеудің кейбір операцияларын ғана қамтиды, ал дайын өнімі жинау, бақылау және қаттау қолмен немесе механикалық құралдар көмегімен жүргізіледі. Автоматтандырудың екінші сатысы өңдеу, бақылау, жинау, қаттау т. б. операцияларды біріктіретін автоматтық машина (автоматтық желі) жасауға тірелді.
Автоматтандырудың үшінші сатысына өндірістік процестерді кешенді автоматтандыру, яғни ЭЕМ-ді кеңінен пайдалана отырып, автоматтық учаске, цех және зауыттар, өндірісті автоматты басқару жүйесін, сапаны басқару жүйесін, икемді роботты кешенін құру жатады.
Осы кешенде басқарудың теориялық мәселелері берілген. Автоматтандырудың іс жүзінде қолданылып жүрген арнайы құрал жабдықтарына назар аударылады. Техникалық (технологиялық) процестердің автоматтандырыл-ған жүйелерін микропроцессорлық техника негізінде құру принципі жан-жақты қарастырылған.
І Технологиялық бөлім
1. 1 Автоматтандырылатын технологиялық процесс туралы жалпы мәлімет
Сорап стансасы - сораптық және көмекші жабдықтарды қамтитын бірыңғай кешен. Құрамына негізгі және қосалқы сораптар, технологиялық құбыр желілерінің торабы, бекіту арматурасы, ауыстырып қосу тораптары кіреді.
Мұнай өнеркәсібінде сорап стансасын мұнай мен мұнай өнімдерін сақтау, тасымалдау үшін пайдаланады. Қойнау қатты су мен тоғыту үшін ортадан тепкіш және піскекті сораптармен жабдықтандырылған тармақты сорап стансасы қолданылады. Тоғыту қысымы 20 Мпа-ға дейін жетеді. Мұнай базалары мен мұнай қор қоймаларының сорап стансасы сорап стансасы мұнай қор қоймаларын, автоцистерналарды, танкерлерді т. б. мұнаймен толтырады немесе босатады.
Құбыр желілерінің сорап стансасы мұнай мен мұнай өнімінің тасымалын қамтамасыз етеді. Бастапқы және аралық сорап стансасы жұмыс істейді. Құбыр желілерінің толассыз жұмысын қамтамасыз ету үшін сорап стансасы қор қоймалар паркімен, арналық сораптармен қамтамасыз етіледі.
Бірінші сатыдағы сорап стансасының су көтеріп, тасымалдауы үш түрлі бағытта атқарылады:
1. Ауыз су және тұрмыстық қажеттіліктерді өтеуге арналған суды тазалау қондырғысына жеткізу;
2. Тұтыну сапасы қойылатын талаптарға сай келген жағдайда суды тікелей таза су резервуарына тасымалдау;
3. Суды қосымша тазалаудан өткізбей-ақ тікелей тұтынушыларға жіберу.
Бірінші сатыдағы сорап стансасының құрамына негізінен су алу ғимаратының қабылдау құдығына сору құбыры арқылы жалғанған сорап агрегаты, электр қозғалтқыш және баспана-ғимарат жатады. Сорап іске қосылғанда сутартқыш бойымен тартылған су агрегатта жоғарғы қысымға ие болып ысырма арқылы тегеурінді құбырға беріледі. Су көлемі арнайы орнатылған су өлшегіш құрал көмегімен анықтап отырылады.
Сорап стансасының су тазалау қондырғысына беретін су мөлшері қажеттіліктің орта есептік мәніне сәйкес етіп қабылданады. Тиімді жұмыс режимі желінің тәуліктік жұмысын реттеп, оның орта сағаттық өнімділігін қамтамасыз етуге мүмкіндік береді.
Егер су пайдалану режимітұрақсыз болса, стансаның су беру мүмкіндігі реттеуді қажет етеді. Ұңғыма басында салынған сорап стансалары тәулік бойы үздіксіз жұмыс істейді. Егер су мұнарасы қарастырылған болса, онда бак ішіндегі қалыптастырған су деңгейіне сәйкес сораптардың автоматты режимде желіден ажыратылуы мүмкін. Мұнарадағы су деңгейі төмен түссе сорап қайтадан іске қосылады. Қосымша сораптар су алудың максималды сағаттарында немесе жөндеу жұмыстары кезінде пайдаланылады.
Тұтынушыларға суды бірден жіберу ұңғымалар санын арттырады, екінші саты-дағы сорап стансасын салуды қажет етеді. Сондықтан сумен қамту сұлбаларын, сорап стансаларын таңдаған кезде, оларды су көзінің гидрогеологиялық сипат-тамасы, салу нұсқаларының көрсеткіштері бойынша техникалық-экономикалық тұрғыдан салыстыру қажет.
Өндірістегі айналымды жүйеде бірінші көтеру стансасы тек сағаттық су мөлше-рін ғана беріп отырады. Су суытқыш қондырғыларға, одан циркуляциялы сорап-тар арқылы өндірістік сумен қамту жүйелеріне беріледі.
Өртке қарсы су қорын жасау, резервуарды үзіліс кезінде толтыру арқылы, резервті сорап көмегімен, арнайы қарастырылған сорапты пайдалану жолымен атқарылады. Шығындалған су мөлшерін қайта қалпына келтіру үшін қосымша үңғымалар іске қосылады.
Сорап стансасының шығынын азайтуға мүмкіндік беретін, қозғалтқыш энергиясын үнемдеуге бағытталған басқару технологияларының бірі - СРН-І-Г қондырғыларын пайдалану. Оның басты міндеті: екі ұңғымада орналасқан салмалы сораптарды басқару, сонымен қатар резервтегі резервуардың сумен толуын реттеу. Су көтеру көрсеткіштері сораптары бір-бірімен бірігіп, жұмыс істеу режимдерімен сипатталады. Басқару жүйесі реттеу алгоритмін қамтамасыз ететін құралдан, қысымды тұрақты ұстап тұратын датчиктен, күштік тізбекті қорғайтын қондырғыдан және суға батырылған сораптарды бақылайтын аспаптардан тұрады . Жұмыс кезінде резервуардағы немесе ұңғымадағы судың болуы батырылған сораптардың ластануы, сораптардың дұрыс жұмыс істеуі, сумен қамту жүйесінің қысымы, ұңғыманың құмдануы қадағаланады. Станса авариялық жағдайға тап болғанда автоматты түрде алдын ала қарастырылған арнайы режимге көшеді. Өрт жағдайындағы белгі беру телефон желіс іарқылы, не болмаса радио арнасы көмегімен атқарылады.
Сорап стансасының көлденең қимасы: 1 - станса ғимараты; 2 - темірбетон қабырға; 3 - кірпіш қаптама; 4 - жамылғы; 5 - сутартқыш; 6 - бетон төсеніші; 7 - тығыздалған әктас; 8 - су жібермейтін жапсар; 9 - сорап агрегаты; 10 - электр қозғалтқыш; 11 - косымша құбырлар; 12 - ішкі қуыс; 13 - ысырма; 14 - су өлшегіш; 15 - тегеурінді құбыр; 16 - бақылау құдығы; 17 - кабелъ каналы.
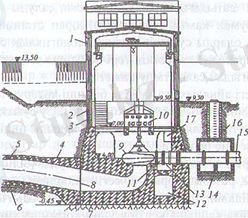
Сурет 1. 1 Сорап стансасының көлденең қимасы
Сорап - қозғалысқа келтіретін электроқозғалтқыштың механикалық энергия-сын айдалатын сұйықтың механикалық энергиясына өзгеруін қамтамасыз ететін гидравликалық машина.
Көлемдік сораптар қатарына -поршеньдік, плунжерлік, диафрагмалық, бұрама-лық сораптар жатады. Оның себебі, бұл сораптарда айдалатын сұйық жұмыс ка-мерасының мезгілімен толып - босауына немесе жұмыс камерасы көлемінің ұл-ғайып-кішіреюіне негізделіп ығыстыралады. Көлемдік сораптардың қолданылу ауданы өте кең. Оларды скважинада бұрғылау процесінде бұрғылау ерітіндісін айдау үшін, мұнай кәсіпшіліктерінде скважинадан өндірілген сұйықты айдап тасымалдау үшін, жерасты жөндеу кезінде скважинаға жуу сұйықтығын айдау жә-не скважинада тұншықтыру үшін және тағы басқа себептерде қолданады.
Көлемдік сораптардың ерекшелігі:
- Сору және айдау құбырының мезгілмен хабарлас жұмыс камерасының болуы;
- Айдау құбыры сору құбырынан саңылаусыздандырылып бөлінген;
- Көлемдік сораптарда өнім тұрақсыз;
- Айдалатын сұйық мөлшері қысымға тәуелсіз;
- Сораптың тудыратын ең жоғарғы арыны теория жүзінде шектелмеген және оның мәні электрқозғалтқыш қуатымен, айдау құбырының сорап тетіктерінің мықтылығымен анықталады.
Техникалық сипаттамасы:
- Қуаты;
- Өнімділігі;
- Арыны;
- Жұмысы;
- Пайдалы әсер коэффициенті.
1. 2 Бақыланатын, реттелетін және сигналданатын параметрлерін таңдау
Сорап стансалары төмендегі басқару түрлеріне ие болады:
- технологиялық параметрлерге байланысты автоматты;
- диспетчерлік пунктен басқарылатын дистанционды немесе телемеханикалық;
- мерзімді түрде келетін қызметкердің қажетті сигналдарды диспетчерлік пункттерге беруімен басқарылатын - жергілікті басқару.
Барлық сорап стансаларында жұмыс агрегеаттарының өшу уақытында резервті сораптарды автоматты түрде қосу қарастырылған.
Өрт сөндіру сораптары үшін дистанционды басқару қолданылады. Оларды қосу уақытында блокировка автоматты түрде ажыратылады. Блокировка резервуардағы өртке арналған су қорларының деңгейіне жеткен уақытта ауыз - су сораптарының жұмыс істеуіне тиым салады. Егер өрт сөндіру үшін жоғары қысымды суменжабдықтау жүйесі қарастырылған болса, онда өрт сөндіру сораптарын іске қосу уақытында басқа сораптардың барлығы өшіріледі және ағындық трубопровод ысырмалары жабылады.
Автоматтандырылған сорғы стансаларында су деңгейі бойынша дренажды сораптарды автоматты басқару, ғимараттағы электрмен жылыту және желдету процесстерін автоматтандыру қарастырылуы тиіс.
Сорғы стансаларында төмендегі негізгі технологиялық параметрлер бақыланады: әрбір сорғыдағы тегеурінді су құбырларындағы қысым, тегеурінді су құбырларындағы су шығыны, резервуардағы су деңгейі, агрегат подшипниктерінің температурасы.
Сораптарды қосу және өшіру қатаң анықталған ретпен іске асырылады. Жұмыс ортасы - су агрессивті емес, ғимарат өртке қауіпті емес, бақыланатын параметрлердің саны аз, оларды бақылау мерзімді түрде жүзеге асырылады, орнатылған шектен ауытқуы уақытында сигнализацияланады. Сондықтан суменжабдықтау сорғы стансаларын автоматтандыру оңай.
Сорғы электр қозғалтқыштарын автоматты және дистанционды басқару жүйелері релелі - контактілі элементтер негізінде орындалады. Осы мақсатта жасалған басқарудың принципиалды электрлік схемасы сорғы электрқозғалтқышын қосу және тоқтату функциясынан басқа сорушы және ағындық линияларда қысым төмендеуінен қорғау, подшипник температурасын жоғарылату, ағындық линия ысырмаларын толымсыз ашу және электр қозғалтқышты қысқа тұйықталудан және жүктемеден қорғау функцияларын да орындайды.
Сораптарды автоматтандыру үшін арнайы электромагниттік, механикалық, гидравликалық және жылу құралдары пайдаланылады.
Сораптармен басқарудың автоматтандырылған жүйелерде келесі типті датчиктермен релелер қолданылады:
Деңгей датчиктері - импульстік сигналдар арқылы сораптардың қосылуымен сөңдірілуін қамтамасыз етеді;
Электроконтактілі манометрлер - автоматты тізбектерді басқару құбырөткізгіште қысым өзгеру кезіңде;
Сораптап ағатын релелер - бақыланатын құбырөткізгіштегі сұйық ағының бағытын өзгеруіне байланысты автоматт тізбектерді басқарады.
Уақыт релесі - агрегаттарда жұмыстыың белгiлi процестерiн өтуі үшiн қажеттi уақыттың есептеуi үшiн;
Термиялық релелер - подшипниктермен сальниктердің температурасын бақылау үшін арналған;
Вакуум реле - сораптарда белгілі сиретілуді ұстау;
Аралық реле - орнатылған тiзбекте жеке шынжырларды ауыстырып қосу үшiн;
сұйықтық айналмалы теңселме топсаны айналдырады, маятник қозғалатын сұйықтық Сораптап ағатын реле. Сораптап ағатын реле әрекет ету қағидаты сұйықтықты кинетикалық энергияның пайдалануында негiзделген. Қозғалатын бетіне қайрылады және реле контактілерін іске қосады.
Уақыт релесi. Жеке операциялардың арасындағы уақыттың ұстамын қамтамасыз ету үшiн автоматты басқаруда уақыт релелерi қызмет етедi.
Электромагнитті релелер. Сораптарды автоматты басқару сұлбаларында кең қолданылады. Әсер ету принципі бойынша магниттік қосқышқа ұқсас, бірақ өлшемі мен келетін тоқ бойынша әр түрлі.
Кернеу релесі - агрегаттардың жұмысын белгілі кернеумен қамтамасыз етуі үшін;
Авариялық реле - жұмыс режiмiнiң бұзуында агрегаттардың ажырату үшiн орнатылған;
Электродты деңгей өлшегіштері - электродты деңгей өлшегіштердің жалпы элементтері сигнализация блогі мен электродтар болып табылады, олар бақыланатын ыдыстың деңгейінде орналастырылады. Егер бақыланатын судың деңгейі кез-келген бір электродты жетсе электр өткізгіштігіне байланысты сигнализациялық электрлік схемада және сорап агреггаттары тұйықталады.
Қысым датчиктері. Қысым көрсеткіштер датчиктері ретінде электро контактілі манометрлер болып табылады, басқа да манометрлер сияқты түтiк тәрiздi серiппелер қолданылады. Электроконтактілі манометрлерде екі жылжымалы түйіспелер орнатылған, сол түйіспе - егер қысым берілген параметрден төмендесе тұйықталады, оң түйіспе - егер қысым берілген параметрден жоғары болса тұйықталады. Жылжымалы контактілерден басқа манометр стрелкаға қатты орнатылған бір контактісі бар.
Сораптың датчиктің ішіндегі мембрана майысады. Қысым төмеңдегеннен кейін мембрана өз қалпы келеді.
Мембраналы датчиктердің ерекшеліктері олардың үлкен сезгіштігі және жоғары қысымды ұстап тұру қабілеті.
ІІ АРНАЙЫ БӨЛІМ
2. 1 Технологиялық процесті автоматтандырудың функционалдық схемасын қарастыру
Сораптық стансалардың басым көпшілігі су ағынды дроссель принципі бойынша жобаланған. Бұл тәсіл экономикалық қолайсыз бірақ эксплуатация жағынан ыңғайлы болып саналады. Жиілікті реттелетін электр қозғағышты енгізудің техникалық экономикалық деректемелер үшін жалпы құбырөткізгішті тексеруі керек. Көп жағдайда сораптық станциялардың мінездемесі, сумен қамтамасыз ету сипаттамаларынан жоғары болып келеді. Бұл құбырөткізгіштердің болашақта үлкеюіңе байланысты.
Осыған байланысты сумен қамтамасыз ету желісін зерттеу кезіңде бірнеше факторларды ескеру керек:
• ысырмаларда жоғалтылатын қуаттың саны
• электр қозғалтқыштың жұмысының электр қуатын тұтынуы
• сапалы және сорапты жұмысшы мiнездемелердiң дер кезiнде өлшеуi.
Автоматтандырудың жобалау жүйесі басындасораптық станциялардың басқаруы құбырдың қажеттiлiк сипаттамалары, уақыт аралығының анықтамасы, сонымен бiрге құбыр өткізгіштің өлшеу диапазоны (температура T Q шығын жәнеР қысым жұмсау) . Зерттеу осы мақсатта өткiзедi және құбыр желiлер торапты (техникалық бақылау) бақылау: температура езу, жұмсаудың өлшемдерi, жылу желiлерiне орындайды. Өлшемдер құбырдың жұмысын бағалы көрiнiстiң алуы үшiн тұтынушыларды бас тоған шыңдық мән уақыттың ағымында берiлген аралығының белгiлi аралықтарын ескере отырып әркелкi мiнез арқылы орындауға ұсынылады ; уақыт сол аралықтарда электр қозғалтқыш активтi қуат өлшеу керек.
Табиғи көздер екi негiзгi топтарға бөледi:
- жер бетінде көздер
- бұлақтар.
- Жер бетіндегі көздерге әкетедi
- ағын су - өзен, арналар
- сутаған - көл, су қоймасы, тоғандар, теңiз.
- Жер бетіндегі көздердіңқадiр-қасиеттері төмендегiдей болады:
- су көп ала кетуге болады
- сутың беруiне қол жетiмдiлiк, шағын шығындар
- ең төменгiсi тұздардың аздығы және аласа қаттылық.
Кемшiлiгі:
- (әсiресе бактериялық) ластанған
- температур тербелiс және года кезең арналған сапа
- төтенше жағдайларда қорғалмаған және экологиялық апаттар.
- Жiктеу жер асты көз толық басында 20 қарап шыққан.
Сіз бұл жұмысты біздің қосымшамыз арқылы толығымен тегін көре аласыз.
- Іс жүргізу
- Автоматтандыру, Техника
- Алғашқы әскери дайындық
- Астрономия
- Ауыл шаруашылығы
- Банк ісі
- Бизнесті бағалау
- Биология
- Бухгалтерлік іс
- Валеология
- Ветеринария
- География
- Геология, Геофизика, Геодезия
- Дін
- Ет, сүт, шарап өнімдері
- Жалпы тарих
- Жер кадастрі, Жылжымайтын мүлік
- Журналистика
- Информатика
- Кеден ісі
- Маркетинг
- Математика, Геометрия
- Медицина
- Мемлекеттік басқару
- Менеджмент
- Мұнай, Газ
- Мұрағат ісі
- Мәдениеттану
- ОБЖ (Основы безопасности жизнедеятельности)
- Педагогика
- Полиграфия
- Психология
- Салық
- Саясаттану
- Сақтандыру
- Сертификаттау, стандарттау
- Социология, Демография
- Спорт
- Статистика
- Тілтану, Филология
- Тарихи тұлғалар
- Тау-кен ісі
- Транспорт
- Туризм
- Физика
- Философия
- Халықаралық қатынастар
- Химия
- Экология, Қоршаған ортаны қорғау
- Экономика
- Экономикалық география
- Электротехника
- Қазақстан тарихы
- Қаржы
- Құрылыс
- Құқық, Криминалистика
- Әдебиет
- Өнер, музыка
- Өнеркәсіп, Өндіріс
Қазақ тілінде жазылған рефераттар, курстық жұмыстар, дипломдық жұмыстар бойынша біздің қор #1 болып табылады.

Ақпарат
Қосымша
Email: info@stud.kz