Арматуралық цехтің технологиясы, жабдықталуы және өндірістік қауіпсіздік талаптары

Аннотация.
Бұл курстық жұмыста ауыл шаруашылық құрлысына арналған, темір бетон бұйымдарын өндіретін цехтің, арматуралау цехі туралы көптеген мәліметтер жазылды. Айтарлықтай, арматураның түрлері, мінездемелері, қолдануы, осы элементтермен жұмыс атқару тәртіптерін толығымен қарастырдық. Арматуралық цехтің пайдалынатын құрал - жабдықтардың түрлерін, қуаттылықтарын және тағы басқа қызықты мәліметтер толығымен жазылды.
Курстық жұмыстың көлемі -30;
Кестенің саны -9;
Суреттің саны - 4.
Нормативті сілтемелер.
ГОСТ 21. 103-73 Основные надписи. Система проектной документации для строительства М., 1979 г.
ГОСТ 21. 502-78 Схема расположение элементов сборных конструкций.
ГОСТ 2. 301-68 Единая система конструкторской документации. Форматы. М., 1988г.
ГОСТ 2. 304-8 1 ЕСКД. Шрифты чертежные. М., 1988 г. ГОСТ 2. 376-68 ЕСКД. Правила нанесения на чертежи надписей, технических требований и таблиц. М., 1988 г.
ГОСТ 2. 317-69 ЕСКД. Аксонометрические проекции. М., 1988 г.
ГОСТ 2. 305-68 ЕСКД. Изобретения - виды, разрезы, сечения М., 1988 г.
ГОСТ 2. 306-68 ЕСКД. обозначения графических материалов и правила их нанесения на чертежи М., 1988г.
ГОСТ 2. 307-68 ЕСКД. Нанесение размеров и предельных отклонений М., 1988г. СН 460-74 Временная инструкция о составе и оформлению строительных рабочих чертежей зданий и сооружений. Госстрой СССР, М., 1987 г.
СНиП 11-92-76 Вспомогательные здания и помещения промышленных предприятий. Госстрой СССР, М., 1987 г.
СНиП 11-А 4-62 Единая модульная система. Основные положения проектирования.
СНиП 2. 09. 03 - 35 Сооружения промышленных предприятий. Госстрой СССР, М., 1987г.
Анықтаулар.
Темірбетон - бетон мен болат арматура біріктірілген құрылыс материалы, арматура конструкцияның созылып жатқан аймағында орналасқан әрі созылмалы кернеуді қабылдайды, қысым кернеуі бетонға беріледі.
Арматуралық профиль - дегеніміз арматуралардың сырт келбетіндегі түрі.
Арматура - дегеніміз болат стержендерді және әртүрлі сымдарды (шеңберлі, профилі периодтық), арқандарды, торларды, каркастарды (жалпақ және көлемдік), темірбетонды конструктивті элементтерінің құрамындағы болатын негізгі бөлікті айтады.
Жұмысшы арматура - ең басты элемент; темірбетон конструкциядағы сыртқы жүк әсерлерден және ішкі кернеулерден пайда болған созу немесе қысу жігерін қабылдаушы арматура.
Бөліп тұратын арматура - қосалқы элемент, жұмысшы болат арматуралардың арасындағы жігерлерді біркелкі орналастырады.
Конструктивті арматура - қалыптау, тасымалдау, монтаждау кезінде конструкцияға енгізілетін және оның бүтіндігін сақтайтын арматура.
Монтажды арматура - қалын бетон конструкциялардағы жұмысшы стержендердің бекітуін қамсыздандырады.
Белгілеулер мен қысқартулар.
В, L, Н - ені, ұзындық, биіктік;
ГОСТ - мемлекеттік Стандарт;
м - метр;
мм - милиметр;
квт - киловат;
кг - киллограм;
Н - ньютон;
т - тонна;
сек - секунт;
МПа - мега паскаль;
кг/м 3 - тығыздық мөлшері;
сағ - сағат;
т - теңге;
А - ампер.
1. Кіріспе.
Құрама темірбетонның даму оның, өндіріс көлемінің жоғарлауы және елімізде қолданылуы ғылым мен техника салаларындағы жетістіктерімен, құрылыстың жоғарғы дәрежедегі индустриалды базасының құрылуымен тығыз байланысты.
Қазіргі кезде құрама темірбетон негізгі құрылыс материалы. Темірбетон бұйымдарының тұрғын үй, азаматтық және көліктік құрылысты қолдану көлемі айтарлықтай өсті.
Құрама темірбетон бұйымдарының құрылыста кең ауқымды қолдануына мыналар септігін тигізеді:
- конструкциялардың дайындалуы мен монтажының жоғарғы дәрежедегі индустриалдығы, бұл құрылыстағы шығындалатын еңбек мөлшерін және құрылысты дайындау уақытын қысқартуға мүмкіндік береді.
- темірбетон бұйымдарының қасиеттерінің универсалдығы; технологиялық әдістерді және материалдарды өзгерте отырып, беріктігі, жылу өткізгіштігі, қышқылға төзімділігі бойынша физикалық - механикалық қасиеттері әр түрлі бұйымдар алуға мүмкіндік береді.
- темірбетон бұйымдарының басқа материалдармен салыстырғанда ұзақ мерзімге шыдауы.
- Құрама темірбетон өндірісінің шикізаттарды толық пайдалану есебінен және басқа өндірістердің қалдықтарын пайдалану есебінен айтарлықтай кеңейту мүмкіндігі.
Темірбетон, бетон, құрама темірбетон технологиясының дамуы цемент, бетон және темірбетон саласындағы ғылыми және эксперименттальдік зерттеулермен тығыз байланысты. Соңғы 35 - 40 жылдардағы отандық және шетелдік ғылымдардың зерттеулері бетондар және бетон өндірудің жаңа
технологияларын жасауға, бетон және темірбетон бұйымдары мен конструкцияларын өндірудің жаңа технологияларын жасауға мүмкіндік береді.
Бетон және бетон өндіру технологиясы ғылымның қалыптасуына өз септігін тигізген отандық ғылымдардың еңбегін атасақ:
- әр түрлі бетондар теориясы, қасиеттері және жалпы технологиясы салаларында Ю. М. Баженов, Г. И. Горчаков, Б. Г. Скрамтаев, Н. В. Михайлова, И. М. Френхель ғылымдарының еңбегі.
- Бетон және темірбетон бұйымдарының зауыттың технологиясы сомасында П. К. Балатаев, О. А. Савинов, В. Н. Шлигопольский, Э. Г. Рати. сияқты ғалымдардың еңбектері.
Бетон және бетон технологиясы ғалымының дамуына Д. Абрамс, Т. Пауэрс, Р. Лермет, В. Эленвиль, Ю. Сторк ғылымдары өз септігін тигізеді. Құрама темірбетон бұйымдарын өндіретін заводтардың техникалық қамтамасыз етілуі өндірісті механизациялаудың жоғарғы деңгейін қамтамасыз етеді. Темірбетон бұйымдарын өндіретін заводтар мен тұрғын үй құрылыс комбинаттардың техникалық қамтамасыз етілуінің дамуының негізгі тенденциясы комплексті механизация мен автоматизацияны, технологиялық операцияларды автоматты бақылауды ендіру. Құрама темірбетон заводтарында өндірісті ұйымдастырудың негізгі принциптерінің бірі мамандандырылған технологиялық байлықтарда өндіріс процестерінің ағымдылығы.
Темірбетонның өзіндік құнының көбірек үлесі және оны өндіруге жұмсалатын еңбектің өзіндік құнының үлесі - арматураны шығаруға кетеді. Арматураның құрыш арматуралық цехтарда бұйымдар жасауға қайта өңделеді. Арматуралық цехтар - жинақталған темірбетонды жасайтын зауыттардың негізгі құрастырушы бөлшегі.
Арматураны және дайындама детальдарын орталықтанып жасау зауыттары да соғылып жатыр, олар өнімді темірбетон құрылыс зауыттары мен қызмет көрсетілетін аудандағы құрылыс алаңдарына жеткізеді.
Мұндай бұйымдардың жасалуын орталықтандыру мен мамандандыру жоғары өнімділік жабдықтарды негізгі технологиялық процестерді автоматтау мен қолдануға мүмкіндік береді. Арматура өндірісінің тиімділігін күшейту - жинақталған темірбетон өнеркәсібінің техника - экономикалық көрсеткіштерінің өсу шарттары мен маңызды қор.
Металлургиядағы ғылыми - техникалық прогресс арматуралық құрыштың қасиеттерін жақсартуға және оның жаңа маркаларын шығаруға мүмкіндік тудырады.
Дұрыс таңдау, жоспарлау және технологияны негіздеу көбінесе арматура өндірісінің тиімділігін алдын - ала белгілейді. Қазіргі таңда кешенді механизация мен автоматизацияны енгізу жеткіліксіз. Оларды негіздеп, процестің тиімді өлшемдерін табу қажет. Ал ол тек ғылыми негізделген технологиялық дайындықтың әдістерін қолданғанда, солардың бірі - жоспарлау жүзеге асырылады.
Арматуралық бұйымдарды жасау технологиялық процестері жаңа жүйелерді, цехтерді, зауыттарды жобаларын дайындаудағындай және іс жүзіндегі өндірістердің жаңа өнімді меңгерудегі пайдалану процесінде, өндірістің жағдайы өзгергенде де жобаланады. Сондықтан технологтың арматуралық өндірістің технологиялық процестерін жобалау бойынша жеткілікті теориялық та, тәжірбиелік те білімдері болу керек, себебі олар арматура өңдеудің қиын мәселелерін шешуге және монолиттік темірбетон құрылыстарының арматуралық бұйымдарын жасауда үлкен көмек береді.
2. Өнімнің номенклатурасы.
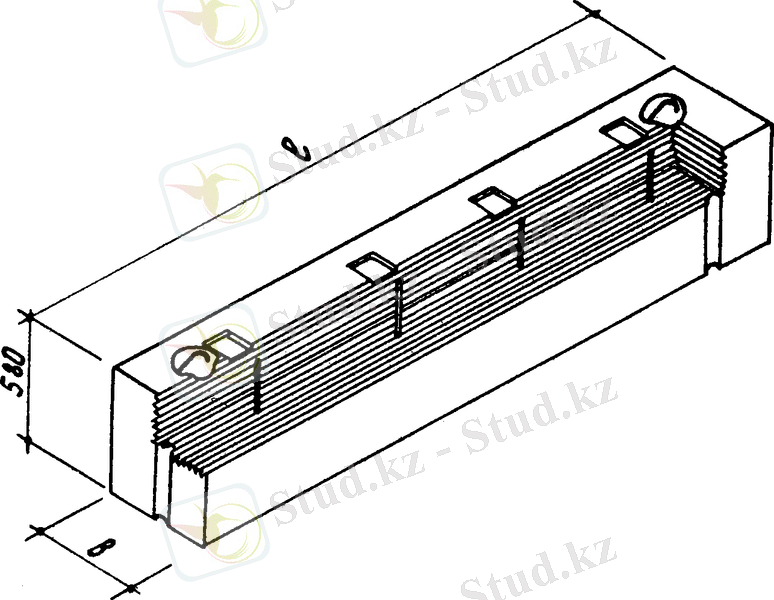
Бетонды және темірбетонды бұрыштық белдікті блоктарын шаруашылық -тұрмыстық, өнеркәсіптік цокольдарында және тағы басқа жүйелерінде қолданылады. Бетонды немесе темірбетонды бұрыштық белдікті блоктарды көбінесе агрегат - ағымды тәсілмен өндіріледі. Темірбетонды бұрыштық белдікті блоктарды вибро - алаңда тығыздап, бір немесе көп орындық формада қалыптайды. Біздің қарастырып отырған бұрыштық белдікті блоктың маркасы С-НМ-33-4п, С-НМ-33-4л. Осындай маркалы бұйымның сипаттамасы және оған қолданылатын арматуралық бұйымдар (бір бұйымға болат тағайындау және спецификациясы) төменде толық көрсетілген.
Блоктың
ұзын., l
Блоктың
қалын., в
Бұйымның
маркасы
Болат шығын. кг
Болат мөлшері, кг/м 3
блок
1400
1600
1800
100
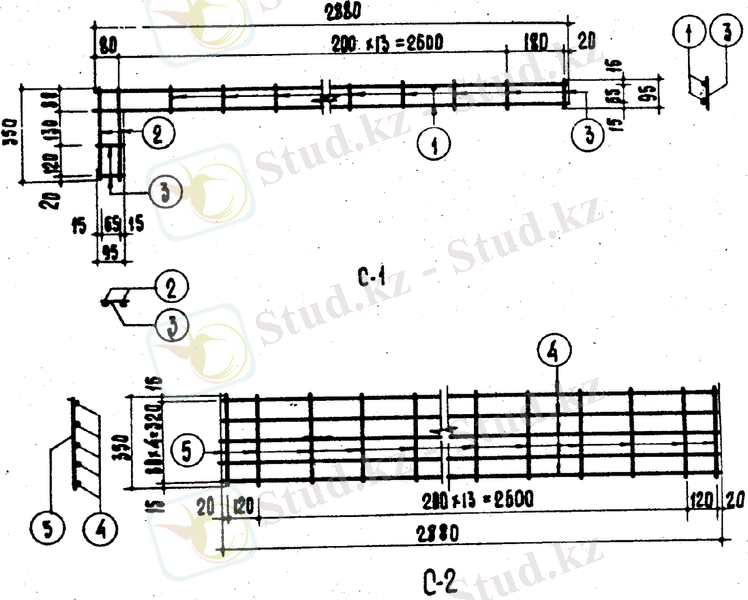
Арматуралық бұйымдар.
 мм
мм
 мм
мм
С-НМ-33-4п, С-НМ-33-4л
Ескерту:
1. Дәнекерлеуді ГОСТ 10922-64 талаптары бойынша орындау.
2. Дәнекерлеудің сапасы ГОСТ 10922-64 талаптарына сәйкес болу керек.
3. Материалдың қасиеттері және ГОСТ - ң талаптары.
Болат арматураны кластарға бөледі: механикалық қасиеттеріне және технологиялық өндірісіне. Оларды мынандай әріптермен белгілейді: стерженді арматураларды - А, сымдарды - В және канаттар - К.
Стерженді болат арматураларды мынандай түрлерге бөлеміз:
- ыстықты өндірілген - тегіс классына - А-I;
- профилі периодтық классына - А-II, A-III, A-IV, A-V, A-VI;
- термиялық және термомеханикалық профилі нығайтылған периодтық классына - Aт-III, Aт-IV, Aт-V, Aт-VI.
Болат арматуралардың негізгі түрлері.
Термиялық және термомеханикалық профилі нығайтылған стерженді арматураларды кернелген кезіндегі коррозияға қарсы тұруын және жарылмауын - “К” әріппен белгілейміз (Мысалы, Ат - IVК) ; кернелген кезінде коррозияға шыдамды, арматураның жарылмауын және дәнекерлеуге болатынын - СК әріпімен белгілейді (Мысалы, Ат - VСК) .
Ыстықты өндірілген стерженді арматуралардың “в” әріпінің белгілеу мағынасы - арматураны созуға нығайтылғанын білдіреді (Мысалы, Ат - IIIв) . Болат арматуралардың негізгі түрлерін жоғарғы кестеде келтірілген.
Айтарлықтай, біздің бұйымға керекті арматуралардың түрлері: A-I, A-II, В-I. Осы қолданылатын болат арматуралардың ГОСТ талаптарына байланысты төменгі кестеде химиялық құрамы толық көрсетілген.
Болат арматураның химиялық құрамы.
Арматураның классы
Болат маркасы
Құрылысы
Феррито - перлитті
Ст. 5
25Г2С
10ГТ
0, 28-0, 37
0, 2-0, 29
0, 1-0, 15
0, 15-0, 35
0, 6-0, 9
0, 6-0, 9
0, 5-0, 8
1, 4-1, 9
1, 2-1, 4
-
≤0, 3
≤0, 3
-
-
-
0, 045
0, 05
0, 04
0, 055
0, 04
0, 05
Ст. 0
Ст. 1кп.
Ст. 2кп.
Ст. 3кп.
К Ст. 0
К Ст. 3кп.
0, 23
0, 06-0, 12
0, 09-0, 15
0, 14-0, 22
≤0, 14
0, 12
-
≤0, 05
≤0, 07
≤0, 07
-
0, 07
-
0, 25-0, 5
0, 25-0, 5
0, 3-0, 6
-
0, 25-0, 25
-
-
-
-
-
-
-
-
-
-
-
-
0, 07
0, 045
0, 045
0, 045
0, 09
0, 08
0, 06
0, 055
0, 055
0, 055
0, 07
0, 06
A-I, A-II, В-I қолданылатын болат арматуралардың ГОСТ талаптарына байланысты төменгі кестеде физикалық қасиеттері толық көрсетілген. Яғни бұл арматуралардың созылу кезіндегі үзілу шегін, аққыштық шегін, арматуралардың түрлерін, болат арматуралардың түрлерін, үзілуіне қарсы есептелген кедергісін және тағы басқа қасиеттердің мәліметтері жазылған.
Болат арматураның механикалық қасиеттері.
Болат арматураның түрі
Класс және марка
Арматура түрі
Стерженнің номеналды диаметрі, мм
Үзілуіне қарсы есептелген кедергі, кгс/см 2
Үзілуіне қарсы уақытша кедергі, кгс/см 2 , кем емес
Аққыштық шегі, кгс/см 2 , кем емес
Созылу кезіндегі үзілу шегі, %, кем емес
Қолданылуы
Ыстыққа өндірілген стерженді
Керілмейтін арматура
Профилі периодты
Қарапайым арматуралық сым
3, 0
4, 0
5, 0
6, 0
8, 0
3150
2500
5500
4500
-
-
-
-
-
-
4. Технологиялық схема.
4. 1. Болат арматураны механикалық өңдеу.
Болат арматураларды механикалық өңдеу - бұл арматура қоймасынан шыққан арматуралық стержендер мен сымдарды тазалау, өлшеп кесу, түзілеу жұмыстары жатады.
Болат арматураның өндіріске шығанақта (арматураның диаметрі - 12 - 14мм) және шыбықтарда (өзектердің диаметрі - 14мм астам) арматураны қолды механизацияланған құралдармен тазалайды - электр тазалағыштар немесе приводтық электртазалағышпен.
Арматураны кесу және түзету үшін түрлі механизмдер мен қолды құралдарын пайдаланады. Мысалы, аз көлемді жұмысты орындауда үлкен емес диаметрлі арматураларды түзеткенде түрлі қолды құралдар пайдаланады: бұрышты немесе өзекті (саусақты) түзу тақталар, түзетуге арналған кілттер. 10мм-ден - 70мм-ге дейін өзектерді түрлі станоктарда кеседі. Мысалы, СМЖ - 214 механикалық қайшыларды, негізінде, арматуралық өзектердің жетуге қиын жерлерін және арматуралық торлардағы тесіктер мен ойықтарды қырқуға қолданылады. 45 мм-ге дейінгі, қалындығы 40 мм-ге дейінгі және бастапқы детальдарды сынауға арналған даналық болатты кесу үшін: С-229А, Н-5222А, НБ-633 кешенді пресс - қайшылар пайдаланады. 100 мм-ге дейінгі өлшем дайындамаларды кесу үшін СМЖ - 197 тәріздес станокты қолданады. Диаметрі 70мм - ден асатын арматуралық өзектерді ацетиленоттегілік қырқыштармен және де бензин немесе керосинқырқыштармен кесуге болады.
Ені 3800 мм, шыбықтардың диаметрі 9 мм-ге дейін жететін арматуралық торларды СМЖ - 60 механикалық қайшылармен немесе шыбықтардың диаметрі 3 - 8 мм болғанда СМЖ - 62 құралында кесуге болады.
Ені 800 мм-ге жететін, ал шыбықтарының диаметрі 10 - 12 мм торларды кесу үшін СМЖ - 325 қайшысы қолданылады.
Бухталық арматура үшін оны кешенді өңделуін қамтамасыз ететін механизмдер мен құралдар қолданылады. Бухталық құрыштың тарқатуын, тазалуын, түзетуін және де керекті ұзындыққа жеке өзектерге кесуін түзету - кесу станоктарында жасау тиімді.
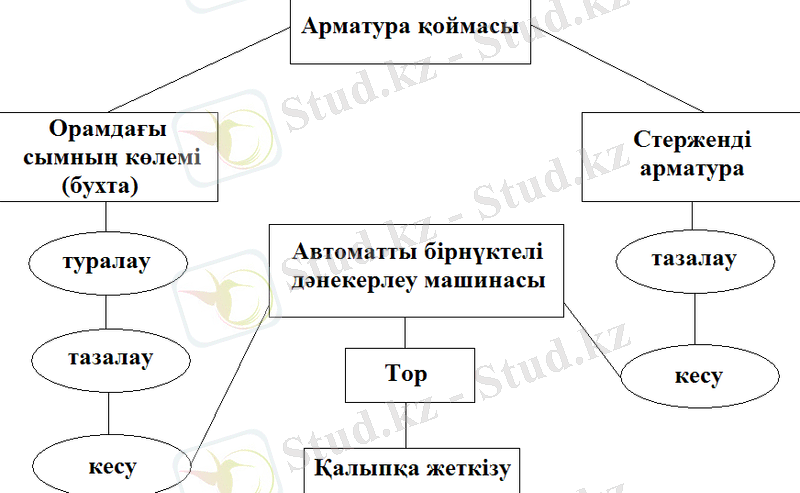
Арматуралық тордың өндіру технологиялық схемасы.
4. 2. Контакты дәнекерлеудің негізгі түрлері және автоматты бірнүктелі дәнекерлеу машинасы.
Біздің электр өнеркәсібі байланысты дәнекерлеу үшін арналған машиналардың 100 түрін шығарады. Бұл машиналар үнемі өзгеріп, жетіліп, байланыс дәнекерлеуіне арналған жаңа технологиялық процестері құрылады. Байланыс дәнекерлеуіне арналған машиналарды келесі белгілері бойынша топтастырады: дәнекерлеу қосылымдардың түрі бойынша, арналымы, әрекет сипаты, орнату тәсілі, қоректену тәсілі, қысу және босату механизмінің орнатылуы бойынша. Осы берілген топтастырудан негізделіп байланыс дәнекерлеу үшін машиналардың төмендегідей түрлері шығарылады.
Дәнекерлеу түрі бойынша: тоғыстыру дәнекерлеу үшін, нүктелі үшін, бедерлі үшін, тігістік үшін, тігістік - тоғыстыру дәнекерлеуі үшін.
Автоматталу деңгейі бойынша: бейавтоматтық, жартылай автоматтық, автоматтық.
Құрылу және монтаж тәсілі бойынша: стационарлық, жылжымалы.
Қоректендіретін тоқ түрі бойынша: өнеркәсіптік жиіліктің ауыспалы тоғымен қоректенуімен; түзетілген тоқпен қоректелген; конденсаторлы.
Қысу және беру жүргізушілердің орнықтыруы бойынша: кілт пен серіппе жүргізушілері; пневматикалық - гидравликалық қысу механизмдерімен (дәнекерлеу қысқыштары) ; гидравликалық; пневматикалық.
Қоректену бөлімінің кернеуі бойынша: 380В кернеуі, 50Гц жиілікпен, 660В кернеуі, 50Гц жиілікпен, 220В кернеуі және 50 Гц жиілікпен.
Байланыс нүктелі дәнекерлеу деп - байланыста тұрған қосылымдары арқылы электр тоғының өту кезінде бөлінетін жылулық жылытатын қысымды пайдалану дәнекерлеуін айтады.
Нүктелі дәнекерлеу - тоқтың өтуі және қысу күшін өткізуі іске асырылатын электродтар көлемі шектелген учаскелерде өтеді.
Байланыс нүктелі дәнекерлеуі - қиылысқан өзектерді немесе каркастарды дайындағандағы екі немесе бірнеше қиылысқан өзектерді қосқанда алынатын торларды дайындау үшін қолданылатын дәнекерлеуі.
Өзектер байланыс орнында металдың ерітуі арқасында дәнекерленеді. Бір байланыстың дәнекерлеу циклының жалпы ұзақтығы - қойылған нормаға байланысты (құрыштың түрі, дәнекерленетін элементтердің диаметрі) 0, 2 - ден - 3 с. дейін болады.
Осыдан тоқтың қажетті тығыздығы, үлесті кернеу таңдалынады. Электродтың қалындығы (диаметрі) дәнекерленіп жатқан элементтердің қалындығынан 4 - 5 мм үлкенірек болу керек. Тоқтың тығыздығы мен дәнекерлеу уақытына қарай, яғни тоқтың өту уақытына қарай, қатаң немесе жұмсақ режим қойылады.
Байланысты дәнекерлеу бір, екі немесе көпнүктелі автоматтық дәнекерлеу машиналармен іске асырылады: әмбебап (МТ - 18УХЛ4, МТ - 4218УХЛ4 және т. б. ) және көпэлектродтық нүктелі дәнекерлеу үшін - МТМК - 3х100 - 4УХЛ4 немесе МТМС - 10х35УХЛ4. Біздің қолданып тұрған арматуралық цехқа бірнүктелі дәнекерлер қолайлы болып келеді.
4. 3. Арматуралық торларды жасау.
Арматуралық торларды ең тиімді жасау, жинақталған көпнүктелі дәнекерлеу машиналармен автоматталған жүйелерде қолға жеткізіледі, бірақ біздің арматуралық цехта автоматталған бірнүктелі дәнекерлеу машиналары жүзеге асырады.
Енді кейбір автоматталған жүйелерді суреттеп көрелік: автоматталған жүйе, ені 3800мм-ге дейін, өзектерінің диаметрі 6 мм-ге дейін жететін ұзынан арматураға, 10 мм-ге дейінгі көлденең арматураға торларды жасау үшін арналған. Бұл жүйе АТМС 14х72-7-2УХЛ4 көпнүктелі дәнекерлеу машинасынан, СМЖ - 6А консоль кранымен, СМЖ - 58А бухтаұстағышпен, электрқайрағышпен, СМЖ - 288-2Б түзету жабдығымен, СМ - 502УХЛ4 қиыстыру дәнекерлеуіне арналған машинамен, СМЖ - 60А қайшысымен, СМЖ - 61В пакетировщигімен және СМЖ - 486 тарқату құралымен және көлденең арматураға арналған бункерінен жинақталған.
Көпэлектродты дәнекерлеу машинасы АТМС 14х72 автоматикалық тәртіпте тұрған торларды дәнекерлеу үшін ең кеңінен тарағандарының бірі. Бұл машинаның нақты өндірісті ескеретін жеке буындар құрылымымен ерекшеленетін түрлері көп. Мысалы АТМ - 14х75-7-2УХЛ4 көпэлектродты машинаның әрекеттері төмендегідей.
... жалғасыСіз бұл жұмысты біздің қосымшамыз арқылы толығымен тегін көре аласыз.
- Іс жүргізу
- Автоматтандыру, Техника
- Алғашқы әскери дайындық
- Астрономия
- Ауыл шаруашылығы
- Банк ісі
- Бизнесті бағалау
- Биология
- Бухгалтерлік іс
- Валеология
- Ветеринария
- География
- Геология, Геофизика, Геодезия
- Дін
- Ет, сүт, шарап өнімдері
- Жалпы тарих
- Жер кадастрі, Жылжымайтын мүлік
- Журналистика
- Информатика
- Кеден ісі
- Маркетинг
- Математика, Геометрия
- Медицина
- Мемлекеттік басқару
- Менеджмент
- Мұнай, Газ
- Мұрағат ісі
- Мәдениеттану
- ОБЖ (Основы безопасности жизнедеятельности)
- Педагогика
- Полиграфия
- Психология
- Салық
- Саясаттану
- Сақтандыру
- Сертификаттау, стандарттау
- Социология, Демография
- Спорт
- Статистика
- Тілтану, Филология
- Тарихи тұлғалар
- Тау-кен ісі
- Транспорт
- Туризм
- Физика
- Философия
- Халықаралық қатынастар
- Химия
- Экология, Қоршаған ортаны қорғау
- Экономика
- Экономикалық география
- Электротехника
- Қазақстан тарихы
- Қаржы
- Құрылыс
- Құқық, Криминалистика
- Әдебиет
- Өнер, музыка
- Өнеркәсіп, Өндіріс
Қазақ тілінде жазылған рефераттар, курстық жұмыстар, дипломдық жұмыстар бойынша біздің қор #1 болып табылады.

Ақпарат
Қосымша
Email: info@stud.kz