Химиялық өндірісте автоматтандыру міндеттері мен бақылау-реттеу параметрлері және техникалық құралдарды таңдау негіздемесі

АВТОМАТТАНДЫРУ МӘСЕЛЕСІНІҢ ҚОЙЫЛЫМЫ
Қазақстан Республикасының 2007-2024 жылдарға арналған орнықты дамуға көшуінің осы тұжырымдамасы ел өмірінің барлық салаларында орнықтылыққа қол жеткізу қағидаттарының көрінісін, мақсаттарын, міндеттері мен негізгі тетіктерін айқындайды. Ол үшін дамудың экономикалық, экологиялық, әлеуметті жэне саяси факторлары ықпалдасуы жэне Қазақстан халқының өмір сүру сапасын арттыруға бағытталған біртүтас процесс ретінде қарастырылуы қажет.
Химиялық өндірісте механизация және автоматизация комплекстеріне үлкен көңіл аударған жөн. Бұл ауыр жұмыстарды жеңілдетеді жэне үлкен технологиялық процестің жылдамдығының және режимінің бұзылуын, жұмыс шарттарының болмауын, заттардың өртенуін болдырмайды.
Автоматиканы ұйымдастыру, өндіру, яғни өнімнің үлкен көлемде өндірілуіне, сапасының жақсаруына жэне өндіріс өнімділігінің жоғарылауына, қалдықтың азаюына, энергияның аз жұмсалуына септігін тигізеді.
Тұрақты даму Қазақстанның 2030 жылға дейінгі даму стратегиясының мақсаттарына қол жеткізу үшін қажет. Орнықты даму қағидаты Президенттің 2006 жылғы 1 наурызда Қазақстан халқына Жолдауында жарияланған Қазақстанның элемдегі бәсекеге барынша қабілетті 50 елдің қатарына кіру стратегиясының негізінде де тұжырымдалған.
Автоматтандыру мэселесі өндіріс технологиялық түрғыдан қарастырғанда көптеген зат алмасу, жылу, гидромеханикалық процестердің жүруімен ерекшеленеді, шығып жатқан өнімнің сапасын арттыру технологиялық регламенттің талаптарын дұрыс сақтап тұруымен ғана шектелмейді. Себебі, осы мәселені тереңірек қозғасақ, нәтижесінде белгілі экономикалық тиімділікке жету үшін сол процестерді басқару сапасын арттыру қажет. Яғни регламент талаптарына сэйкес режимдік параметрлерді үздіксіз қадағалау, маңызды мәндерін тіркеу, қажетті қорытындылар шығару, кездейсоқ өзгерістерге жедел түрде көңіл бөліп, қалпына келтіру, есеп жүргізу жэне т. б. функцияларды дұрыс қолдану қажет. Осы аталған мәселелерді тиімді түрде шешу, автоматтандыру құралдарына, приборларына, құрылымдарына жүктелген. Олар өзіндік заңдылықтарға, ережелерге сай қызмет атқарады, яғни тиімді басқару іс шараларына бағынады.
Тапсырманың қойылымы - бұл қажетті жэне жеткілікті нақты тапсырманы басқару бойынша мэліметтер жиынтығы. Ол бастапқы мэліметтер жэне соңғы нэтижелермен регламент шешімінің мәнісін, талаптарын анықтайды. Бұл өндірісті басқару функциясын автоматтандырудың негізгі бір сатысы.
Сондықтан автоматтандыру іс-әрекеттерінің өндірістің басты мақсатты өнімнің сандық, сапалық жағын арттырумен қатар адамның жэне техниканың құрылымдарының қызмет атқаруына дұрыс, әрі қажетті жағдайлар жасау, ғылыми-техникалық процестің жетістіктеріне сай басқарудың технологиялық және техникалық деңгейін әрдайым дамытып отыру болып табылады.
Бүгінгі таңдағы бүл саладағы үлкен өзгерістерді, кез келген дәрі-дәрмекке деген талаптарды еске ала отырып, мұндағы тазалық стандарттары өте қатаң сақталуы тиіс. Сонымен қатар автоматтандыру жарылыс және өрт қауіпсіздігіне, шикізат пен энергия шығындарын азайтуға, құрал-жабдықтардың аз бұзылуына да өзінің оң әсерін тигізеді.
БАҚЫЛАУ, РЕТТЕУ ЖӘНЕ БЕЛГІ БЕРУ ПАРАМЕТРЛЕРІН ТАҢДАУ ЖӘНЕ НЕГІЗДЕУ
Тапсырманың қойылымы - бұл қажетті және жеткілікті нақты тапсырманы басқару бойынша мәліметтер жиынтығы. Ол бастапқы мәліметтер және соңғы нәтижелермен регламент шешімінің мәнісін, талаптарын анықтайды. Бұл өндірісті басқару функциясын автоматтандырудың негізгі бір сатысы.
Компьтерлендіруге бағыттылған операциялардың мақсаты, тек технологиялық және адами жұмыстың тиімділігін қамтамасыз ету ғана емес, сонымен бірге оп-Нпе режимінде өңдеуші зауытың энергияны тұтыну және оның жоғалу, бақылау туралы базалық ақпараттарды қамтамасыз ету болып табылады.
Бұрғылау жұмыстарында және механизмдерінде келесі параметрлерді бақылау және реттеу қажет: салмақ индикаторы арқылы ұңғымаға түсірілген бұрғылау құбырларының салмағын ( вертлюгке түсетін жүктемені) қадағалау; бұрғылау құбырларына арналған кілттердің айналу моментін қадағалаушы аспап арқылы бұрғылау құбырларын жалғау және ағыту жұмыстарын қадағалау; арнайы датчик арқылы лебедканың көтеру жылдамдығын анықтау;
Бұрғылау мұнарасына беріліс беру механизмдері. Оларға жалпы айналу механизмдері мен оларға берілісті жеткізуші механизмдерді жатқызуға болады. Айналым механизмдері үшін келесі көрсеткіштерді қадағалап, реттеу қажет: арнайы датчик арқылы ротордың айналым жылдамдығын қадағалау; арнайы датчик арқылы ротор столындағы айналым моментін қадағалау; арнайы датчик арқылы стояк қысымын қадағалау жэне т. б.
АВТОМАТТАНДЫРУ ТЕХНИКАЛЫҚ Қ¥РАЛДАРЫН ТАҢДАУ ЖӘНЕ НЕГІЗДЕУ
АҚ қондырғысы үшін автоматтандырудың техникалық жағдайларын таңдау және негіздеу «Зіетепз» және «Нопеушеіі» фирмаларының құралдар каталогы негізінде жасалған.
Температураны өлшеу құралдары.
Реактордағы температураны бақылау үшін кедергі термометрін (ріЫ ІЕС 751) таңдаймыз.

Өлшенген термокедергі сигналы (2, 3 немесе 4- өткізгіш қосылыс) кірерде күшейеді. Бастапқы мәнге пропорционалды кернеу цифрлық-аналогтық құрауыш көмегімен цифрлық код құрауышына айналады (1) .
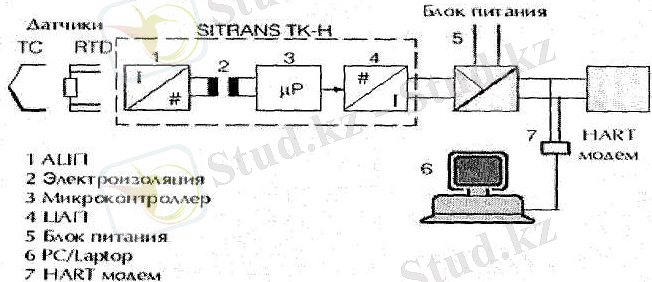
Сур. 1 ЗІТКАШ ТК-Н әсерінің принципі.
Гальваникалық шешілген (2) сигналдар микропроцессорға беріледі (З) . Арықарай датчиктің сызықсыздығына сәйкес (тізімнен шығады немесе еркін параметрленеді, 8ІТКАМ8 ТК датчигі үшін РШ-тен Рі500-ге дейін (-200-ден +850°С-ге дейін) және басқа параметрлерге (демпфирлеу, қоршаған ортаның температурасы жэне т. б. ) сәйкес қүрауышқа айналады. ЦАП-тағы (4) дайын сигнал аналогтық (4-тен 20мА-ге дейін) құрауышқа айналады. Қоректендіру блогы (5) шығатын сигнал контурында орналасқан.
8ІТКАЫ8 ТК-Н параметрлендіру 8ІРКОМ (НАКТ модем) (7) бағдарламалық қамсыздандыру ушін интерфейс модулі арқылы екі өткізгіштік сызыққа қосылған РС (6) көмегімен жүргізіледі. Бұл мақсат үшін ауыспалы коммуникатор қолдануға да болады. Өздігінен жазғыш ретінде « 8іетеп8 » фирмасының 8ІКБС таңдаймыз.
Өздігінен жазғыш 12 сигналға дейін өлшеп, өңдей алады. Кіретін сигналдарды қосымша өңдеу қажет болған жағдайда 12 "виртуалды" каналға дейін (кіретін сигналдар комбинациясының түрлі функциялары) . Сигналдың көзі ретінде кернеу, ток күші, «құрғақ» жанасу, термопара немесе термокедергі бола алады. Кернеу және ток күшінің диапазондары: 0-ден ± ЮОмВ-қа дейін, 0-ден + ІВ-қа дейін, О-ден ± ІОВ-қа дейін; 4-тен 20-ға және 10-нан 50мА-ге дейін - тұрақты ток (ішкі өшіретіні бар 50 Ом-дық шунт қолданылады. ) . с В, С, Е, ], К, К, 8, Т, №/М Мо бар термопалар. Термокедергілер: : 10 Ом-дық мыс, 100 Ом-дық платина, 200 Ом-дық платина және 120 Ом-дық никель. Кіретін сигналдар: БС кернеу:сызықтық немесе түбірлік сипаттама. Толық масштабталатын диапазон: ± ІООмВ, ± імВ және ± Юв, ^С ток: 4-тен 20мА-ге дейін, 10-нан 50мА-ге дейін, құрғақ жанасу немесе сыртқы көзі. Кіру дәлдігі: Кернеу: ±0, 05% бағдарламалық диапазон. Ток: сыртқы шунттарды қолдану кезінде ±0, 5%. № МА8-50К0 сыртқы шунтын қолдану кезінде ±0, 1% . Термопара: ], К, Т, Е, МММо үшін ± 1. 5°С, К, 8 үшін ± 3°С жэне В үшін ± 4°С . Термокернеу: ± 5°С. Қоректендіру көзіне қойылатын талаптар: 100-ден 240В-қа дейін, айнымалы ток, ± 10%, 50/60 Гц, мах. 35 ВА (бірқалыпты токкөзін
қолдну) . Қоректендіруді өшіп қалудан қорғау: энергияға тәуелсіз жадында бағдарламалық параметрлер сақталады. Сағаттардың батареялары автоматты түрде зарядталып тұрады. Энергия сақтау режимінің жұмыс уақыты
 >12 ай.
>12 ай.
Қысымды өлшеу құралдары.
Қысымды бақылау және реттеу үшін 2 - 7МҒ1563 сериялы датчикті таңдаймыз. Датчиктің техникалық мәліметтері. Жұқа пленкалы тензодатчикті өлшеу принципі.
Кірулер: Реттелетін айнымлы шама- салыстырмалы жэне абсолютті қысым. Өлше диапазоны: -ден 400Бар-ға дейін: Шығулар: Шығатын сигнал 0-ден 20мА-ге дейін. Дәлдігі: Өлше қателігі (25 С кезінде линеаризация, гистерезис жэне қабылда қателігін қосқанда) толық шамадан 0, 25Ғ. Номиналды жұмысшы жағдайлары: Сыртқы жағдайлары: сыртқы температура ( -25-тен +85 °С-ге дейін ) ; сақтау температурасы ( -50 -ден +100 °С-ге дейін ) ; жұмыс температурасы (-30 -дан +120 °С-ге дейін) . Орындалуы: Салмағы 0, 25 кг шамасында. Материалы А1 2 О 3 - 96% өлшегіш камера -процеске қосылған -таза болат, мат. №1. 4571. Пластикалық тұлғасы (DIN 43 650 сәйкес, А түрі) О 1/2 А -ішкі бұранда; О 1/8 А - сыртқы бүранда процеск қосылған. Датчик кернеуінің қоректендіру көзі 10-нан 40 В-қа дейінгі түрақты ток.
Шығын өлшеу қүрауыштары.
«HoneyweII» фирмасының W3000 PLUS модельді шығын өлшегішін таңдаймыз.
Бұл датчиктер сұйықтар, бу, газ, жэне т. б. өлшеуді қамтамасыз етеді. Олардың негізгі артықшылықтары-монтаж және қызмет ету жағынан экономды болып келеді. Жоғарғы және, өлшеу нәтижелерінің қайталатындығымен сипатталады.
Ары қарай сигнал шығын өлшегіштен SITRANS FM(intermag\Transmag) шығын құрауышына өтеді. Диаметр және
максималды шығыны: DN 80/3 іnсһ: 180 м 3 /сағ. Номиналды шығыны: Class 300(DN1 іnсһ по DN3 іnсһ) . Орта температурасы -20°С-тан 180°С-қа дейін (сұраныс бойынша -40°С -тан 180°С -ге дейін) .
Бұл аппарат басқа стандартты құрылғылармен салыстырғанда SIPART PS2 электропневматикалық позиционерді қолдана отырып, келесі артықшылықтрға ие болады: Бүл модель сызықтық жэне айналмалы клапандар үшін жай қызмет етуші қүрал. Қосымша қүралсыз қолмен басқару, ауаның тіп-ды шығынына, бақыла нүктесін жэне реттеу шегін таңда мүмкіндігі бар. SIPART PS2-нің орындау мүмкіндіктері: бір бағытталған өткізгіштер үшн пластикалық немесе металл тұлғада; екі бағытталған көрсеткіштер үшін пластикалық тұлғада. Жарылыс қауіпті зоналар үшін келесі варианттарды пайдалануға болады: «жалын қауіпсіздік» (ЕЕх ІЬ) ; жарылыстан түрі; жарылыс өткізбейтін түлға (ЕЕх d) жарылыстан қорғау түрі.
Р82-НІҢ 0/4-тен 20мА-ге дейін, НАRТ протокол (опция), интерфейс PROFIBUS-PA (ЕЕх іа) . SIPART PS2 миробақылауды басқаруы бар цифрлық құрал болып табылады. Позиционе келесі компоненттерден түрады: тұлға және қабықша. Электроника мен интерфейсі бар басқару блогы НАRТ(опция) немесе PROFIBUS-PA өткізгіштердің дұрыс орналасуын, клапандағы позиционердің берік орналасқанын, пъезоэлектрлі басқаруы бар пневматикалық клапандар блогын бақылайтын құрылғы болып табылады. Жүмысшы зонаның өлшемі: 3-тен 130мм-ге дейін (бұрылу бұрышы 16°-тан 90°-қа дейін, 30°-тан 100°-қа дейін) . Тұлғаның материалы 6DR4*00-(пластик) .
Жергілікті орны бойынша реттеу үшін «HONEYWELL» фирмасының орындаушы пневматикалық механизмін таңдаймыз. Шағын жоғарғы жағында штогы бар әмбебап реттеуші клапан. Конструкциясының модульдығы DIN және ANSI стандартына жауап береді. Түрі: өтпелі. Өлшемі: DN15-тен ЗООмм-ге дейін; 1-ден 12мм-ге дейін. Фланецтегі номиналды қысымы: PN40/ANSI 300-ге дейін. Түлғаның материалы: шойын, көміртекті болат, тот баспайтын жоғарғы температуралы болат. Қақпағы: стандартты, ұзартылған, сильфонды нығыздауыш, криогенді қондырғылар үшін. Нығыздауыш материал: тефлон (ПТФЭ), графит. Сипаттамасы: тең пайыздық, сызықтық, ашық-жабық. Өткізгіш: мембраналық пневматикалық немесе электрлік.
... жалғасыСіз бұл жұмысты біздің қосымшамыз арқылы толығымен тегін көре аласыз.
- Іс жүргізу
- Автоматтандыру, Техника
- Алғашқы әскери дайындық
- Астрономия
- Ауыл шаруашылығы
- Банк ісі
- Бизнесті бағалау
- Биология
- Бухгалтерлік іс
- Валеология
- Ветеринария
- География
- Геология, Геофизика, Геодезия
- Дін
- Ет, сүт, шарап өнімдері
- Жалпы тарих
- Жер кадастрі, Жылжымайтын мүлік
- Журналистика
- Информатика
- Кеден ісі
- Маркетинг
- Математика, Геометрия
- Медицина
- Мемлекеттік басқару
- Менеджмент
- Мұнай, Газ
- Мұрағат ісі
- Мәдениеттану
- ОБЖ (Основы безопасности жизнедеятельности)
- Педагогика
- Полиграфия
- Психология
- Салық
- Саясаттану
- Сақтандыру
- Сертификаттау, стандарттау
- Социология, Демография
- Спорт
- Статистика
- Тілтану, Филология
- Тарихи тұлғалар
- Тау-кен ісі
- Транспорт
- Туризм
- Физика
- Философия
- Халықаралық қатынастар
- Химия
- Экология, Қоршаған ортаны қорғау
- Экономика
- Экономикалық география
- Электротехника
- Қазақстан тарихы
- Қаржы
- Құрылыс
- Құқық, Криминалистика
- Әдебиет
- Өнер, музыка
- Өнеркәсіп, Өндіріс
Қазақ тілінде жазылған рефераттар, курстық жұмыстар, дипломдық жұмыстар бойынша біздің қор #1 болып табылады.

Ақпарат
Қосымша
Email: info@stud.kz