Сәннің тарихи дамуы және сырт киім өндірудің материалдық-технологиялық негіздері: пальтоның сипаттамасы

Кіріспе
Ғасырлар бойы жергілікті салттың халықтың мәдени дәрежесінің өзгертуіне байланысты сән үлгілері түрлі бағыттармен алға жылжыды. Сәндегі өзегістер шебердің қиялына ғана емес билік талғамына қарай да өзгеріп отырады. Қымбат мата мен жоғарғы топ мүшелеріне киімдерде тек қана жоғарғы топ мүшелеріне арналып тігілетіндіктен өте құнды деп есептелініп ұрпақтан - ұрпаққа қалдырып отырған.
XIX ғасырдың соңында ғана сән үлгісі өнер ретінде бағалана бастады. 1900 жылы Парижде өткізілген бүкіләлемдік көрмеде француз сән үлгілері арасында ең бірінші «Прочетный легион» орденін Мадам Пакен иелеген екен. Осы жылы Поль Пуаре өзінің сән үйін ашып, Пуаре дәуірі өркендей бастады.
1916 жылдары «Шанель дәуірі» басталып артынша «Шанель №5» иіс суы шықты. 1924 жылы Коко Шанель тізесі жетпейтін қысқа юбка ұсынған екен. 1947 жылы Кристина Диордың жасаған « Hew Look» жаңа сән үлгісін Еуропа ғана емес Америка жұртшылығы да жылы қабылданды. Диор 52 жастағы
Ив Сен Лорен Диор үйінің бас модельері коллекциясын шығарды. Диор сән үйі кейіннен «Yves Saint Laurent» деп атын өзгертті.
Одан кейінгі атақты сән үйлерінің бірі - Эюбераде Живанимдікі болды. 1966 жылы Букенгем сарайында Мэри Куантқа миниюбканың үлгісін ойлап шығарған үшін Британ империясының ордені берілді. Осылай Англия Битлздің ғана емес, минидің де отаны.
Ив Сен Лорен мен Эл Унгаро «жалаңаш сән үлгісі» екінші толқынның авторлары болды. Бірінші толқын 1794-1804 жылдары Француз революциясы дәуірінде болған. Пако Рабона метал пластиналарынан әйнек кесектерінен, сақиналардан көйлек құрастырып шығара бастады. Осылайша жоғары сән әлемі айналадағы болып жатқан құбылыстарды да қамтып отырған.
1956 жылы итальяндық Валентино Гаравани өзінің алғашқы үлгілерін шығара салысымен сән өнерінің жұлдызына айналды. Валентино «Houte couture» әлеміне итальяндық киім үлгілерін енгізіп Милан Парижден кейінгі әлемдік сәннің екінші астанасына айналды.
70-жылдары Европа сән үлгісіне шығыс сәнгерлерінің басып кіруіне байланысты япондық Кензо Пакада, Митсухиро Матсуда, Иоджи Ямомото, Рей Кавокуба және Иссей Мияненің табысты жалдары басталады. Олар үлгісінде дәстүрлі шығыс киімдерінің элементтерін енгізді.
1980 жылдары Европа жұртшылығының бір бөлігі Джорджио Арманидің сән үлгісін жылы қабылдаса, ендігі бір бөлігі сол кездегі сұранысқа сәйкес келген «prêt-a-borter» коллекциясын жасаған Джонни Версаченің өнерін қолдады. Джоннни Версаче өзін жарнамалау жұмыстарына көп қаржы жұмсағандықтан БАҚ-ның арқасында топ модельдер топ жұлдыздары мен актрисаларының деңгейіне көтерілді. Топ модельдер шоу бизнестің жұлдыздарына айналып жоғары сән үлгілерін көрсету қойылымға айналды. Бай адамдар әр маусымда 20 модельге дейін тапсырыс беретін болды. Осылай ХХ ғасырда сән әлемі өнерден бизнеске жол тартты. 1983 жылы Шанель үйінің тізгінін модельдер Карл Лагер Фельд алғаннан кейін «Шанель» үлгісінің жаңа толқыны басталды. Әйелдер бизнестің де дәмін татумен қатар олардың гардеробтарынан костюмдер ғана емес ерлер стиліндегі көйлектер, галстуктер, портфельдер де орын ала бастады.
«Ерке нұр» фирмасы 1997 жылы шаңырақ көтерген. Негізгі бағыты ұлттық киім және ұлттық киім үлгілерінің негізінде өркениет толғауына сай. Қазіргі заманғы киімдерді тігеді. Қазақстанның жеңіл өнеркәсібінде өзінің ерекше бағыт бағдарымен танымал болған «Ерке нұр» фирмасы 200-дей адамды жұмыспен қамтамасыз етіп отыр. Жаңа заманғы ең үздік технологиялық үлгіде жабдықталған жүздеген тігін агрегаттары бар. Фирмада жұмыс істейтін мамандар кәсіби шеберлерін көтереді. Соның арқасында «Ерке нұр» кәсіпорынының республика тігін индустриясында алатын орны ерекше. Онда тігілетін тауарлар өзінің сапасы мен бағасының тиімділігінің арқасы.
Кәсіпорын жанында 2004 жылдан бері «Ерке нұр» сән театры жұмыс істеуде. Қазақтың ұлттық киімдері мен ұлттық киімдерінің негізінде дүниеге келген, бірнеше таңғажайып коллекциялары бар театр ұжымы Республикалық және Қытай, Түркия, Германия, Швеция, Ресейде өткен байқауға қатысып, жүлделі орынға ие болған.
Тігін кәсібі халықты сәнді де ұнамды киіммен қаматамасыз етуге мүдделі. Киім адамға ең қажетті зат болып табылады, сондықтан да оған қойылатын талап күнделікті өсіп отырады. Дүние жүзінде Франция мен Италия модельерлік бизнестің биік шыңына жеткен елдер. Олар жыл сайын кездесіп, әр жылда үлгісін, қандай матадан тігуін, болмаса оның түр-түсін белгілейді. Ал Қазақстанның модельерлік бизнесіне келер болсақ, әлі де болса артта қалып тұр.
Ата-бабаларымыз жасап кеткен қолөнер бүгінгі күні Италия, Францияда модаға айналып отыр. Біздің ұлттық киімдер үлгісі мен «Сымбат» сән үйі талай шетелдерді таңдандырып келеді. Материалдық база мен ұлттық нақыш, ою-өрнек бар. Қазіргі заманға қарай, шетелдік киімдер көбісіне ұнайды.
Биылғы сән туралы айтатын болсам, әр елде сән апталарын өткізген олар қазіргі дағдарысты назарға ала отырып, киімдердің мейілінше арзан әрі ыңғайлы болуына аса мән бергенін айтады. Биыл іскерлік классикалық стиль қайта оралатын көрінеді.
Тек бір ғана айырмашылығы бұл киімге жеңіл белдіктер мен белбеулер тағылмақ. Мамандар сондай-ақ күздік киімдердің түсі тұз бұрыш түсті, яғни інжу-сұр және классикалық қара түстер сәнге айналады деген. Қатты матадан тігілген пальто, плащьтар, байкерлік стильдегі кеудешелерге ең ірі сән үйлерінің коллекциясын толтыратынына күмән келтіреміз. Қазақстандағы мектеп оқушылары үшін жаңа бірыңғай киім үлгісі енгізіледі. Киім жылдың барлық маусымдарына сай бірнеше түрде тігілген қоғамдағы әлеуметтік мәселелерді ескерген білім министрлігінің өкілдері бірқатар республикалық шараларды жүргізуге ниетті екенін білдіріп отыр. Қазір киім үлгілерін пішіп тігумен еліміздің бірнеше тігін кәсіп орындары айналасып жатыр.
2. 1. Бұйымды сипаттау қасиетілігі
Бұл пальто күз мезгіліне арналған. Күз мезгілінде кигенге қажет болып келеді. Пальто жартылай қыналған силуэтті. Алдыңғы бөлігі төрт бөлімнен тұрады. Пальтоның жағасы шаль; астыңғы жаға екі бөліктен тұрады. Жеңі екі тігісті қондырма жең. Төрт түймеліктен 4 түйме қадалған. Артқы бойы 3 бөліктен тұрады. Артқы бойында бедерлі тігіс орналасқан. Қалтасы оймалы - жапырақшалы қалта.
2. 2. Матаны таңдаудағы негіз
Тарақтық маталардың тобына артикульдердің шектеулі саны ғана кіреді. Бұлар гобардиндер, крептер, букле, диогональдар, плащьтық, пальтолық маталар.
Габардин - жатық боялған, айқаспалы қиғаш тығыз (болғандықтан) мата 75º бұрышпен кететін майда дөңес жолақтары бар. Артикулі 1511 габардин ерекше, негіз бойынша өте тығыз болғандықтан, оның жолақтарының еңкіштігі 30º.
Таза жүнді және жартылай жүнді габардиндер шығарылады. Габардиндердің негізі мен арқауында ширатылған жіп. Ені 142 см, 1м² матаның массасы 270-440 г.
Пальтолық креп-әйелдердің қыстық пальтосының сыртын тігетін жатық боялған мата. Таза жүнді және жартылай жүнді пальтоның крептердің бірнеше артикулдері шығарылады.
Букле-таза жүнді немесе жартылай жүнді жаттық боялған мата, бетінің бедері бар, оған өзінше айқаспа мен үлгілі жіпті пайдаланудың арқасында қол жетеді. Буклелерді бір қабатты және күрделі айқаспалармен тоқиды, әйелдердің қыстық пальтоларының тысына пайдаланады. Тігу процесін біраз қиындататын букленің кемшілігі оның созылғыштығы және тарқатылғышы.
Диогональ-таза жүнді жатық боялған мата. Құрама айқаспамен бет жағында түскен дөңес екіқабат жолақ 75-80º
бұрыш жалайды. Негізгі мен арқауында сызықтың толығуы жоғары ширатылған жіптен тоқылады.
Тігіп-пішу қиын емес, формалық киім тігу үшін пайдаланады.
Жұқа шұғалы маталардың негізгі түрлері: драптар шұғалар, шевиот, трино, пальтолық маталар.
Драп - шұға маталар ассортиментіндегі онды және салмақты мата 1м² матаның салмағы 450-800 г, ені 136-142 см. Драптар таза жүнді және жартылай жүнді, сызықтық тығыздығын 166-62, 5 текс жіптен тоқылады, бояуы бойынша жатық боялған. Миланжды және алатоқылған драптар күрделі айқаспамен тоқылған, кейде майда өрнекті айқаспа қолданылады.
Айқаспасына байланысты драптар жалаң қабатты-2 жүйеден, бір жарым қабатты - 3 жүйеден және екі қабатты 4-5 жүйеден тұрады. Драптардың сызықтық толымы әдетте 100%-дан асады, кейбір артикулдік драптардан 150%-ға жетеді. Өңдегенде драптарды ұзақ илейді. Жартылай жүнді драптарда мақта негізі көрінбейтін драптар әйелдердікі және ерлердікі болып бөлінеді. Әйелдердікіне қарағанда ерлердің драпы қалыңдау, ауырлау және тығыздау.
Драптардың технологиялық қасиеті олардың талшықтық құрамына, қалыңдығына, тығыздығына байланысты.
Драптарды пішкенде олардың түгінің бағытын ескеру керек. Тігу үшін №120-130 инелерді және №30-40 тігін пайдалану керек. Жүн драптардың отыру нормасы 3%, ал жартылай жүн драптардікі 4%.
Драптар әйелдер мен ерлердің қыстық және маусымдық пальтолар үшін пайдаланылады.
Таза жүнді және жартылай жүнді драптардың ассортименті әр түрлі.
Таза жүнді драптар «Велюр», «Велютин», «Сатин», «Флаконэ» және тағы да басқа.
«Велюр» драпы - жатық боялған, тығыз, қысқа түкті екі жақты мата; ені-142 см, 1м² мата бір түрі Велютин: оның 1м мата массасы 544 г және ол әйелдер пальтосын тігуге пайдаланылады.
«Ратин» драпы-жатық боялған немесе миланжды, жұмсақ иілгіш мата: бет жағы ратиндеген түктерін шырша аяқтандырып немесе қиғаш жолақ түрінде тегістеп, қалыптастырған. Ені 142 см. 1м² матаның массасы 760 г.
Астарлық және төсемдік маталар
Астарлық маталар тобына сырт киімдерді тіккенде астарға және аралық төселген пайдаланатын маталар жатады.
Жеңдік саржа-жуандығы орташа қардылық жіптен саржылық айқаспамен, тоқылған мата: ақ, көлденең жолақты, басылған суреті бар.
Коленкор-жылтыратып өңдеген жатық боялған литикаль. Төсем үшін пайдаланылады. Гринебен немесе тип-ләссәтік. Қалтаның қапшығы үшін пайдаланылады.
Нөміріне байланысты ілгектерді тондарды түймелеуге (№2) пальто мен шинель (№3), китель мен гимнастикаларға №5, әйелдер мен балар көйлегін №6 және №7 түймелеуге пайдаланады.
Шалбарлық ілгектерді жұмсақ болат сымдардан немесе болат қаңылтырлардан жасайды. Шалбардың ілмектердің де, көйлектің ілмектер сияқты коррозиясы болмауы керек.
Желімдік маталар
Киім бөлшектерін желіммен жалғау тәсілі тігін өнеркәсібінде кең өріс алуда. Желімдер сұйық және қойыртпақ күйінде, желімдік ұнтақ түрінде, төсемдік матаның бір жағынан жағулы күйінде және көлемдік жіп түрінде пайдаланылады.
Желімдік маталар пайдалану көп экономикалық тиімділік береді. Бөлшектерді жалғастыруды желімдік әдісі тігін бұйымдарының сапасын арттырады, өндірісті механикаландыруға мүмкіндік береді, бұйымдарды өңдеу уақытысын қысқартады, бір бұйымға алғанда еңбек өнімділігі 3-110%-ға дейін арттырады. Барлық шығарылатын киімдердің бөлшектерін жалғаудың 12-15 тен 40%-ға дейін желімдік әдіспен жүргізсек еңбек өнімділігі көп артады.
Бұйымның жұмсалар мақсаты мен оны пайдалану жағдайына байланысты тоқыма материалдарды жалғастыратын желімдер бірнеше талаптарға сәйкес келуі керек.
Киімнің қандай мақсатқа жұмсалатынына қарамастан желімдік материалдарға қойылатын талап мынадай: желімнің желімденетін бетінен жақсы байланысын берік тұрып қалуы: желім құрамында адам организміне зиянды заттардың болмауы; желім қабатының мықтылығы мен иілгіштігінің жеткілікті болуы; тез арада ескірмеуі желімдеу әдісінің қарапайымдылығы мен қауіпсіздігі.
Жуылатын бұйымға пайдаланатын желімдер мықтылығы мен иілгіштігіне қоса желімдік тігістің ылғалға, жуғанға, үтіктегенде төзімділігін қамтамасыз етуі тиіс. Сырт киімдерді дайындауға жұмасалатын желімдер желімдік тігістің мықтылығын, иілгіштігін ылғал мен температурға, өзгеруіне шыдамдылығын, суыққа химиялық тазартуға төзімділігін қамтамасыз етуі тиіс.
Тігін жіптері
Тігін жіптері матадан, трикотаждан жасанды былғарыдан, күдеріден және мехтан бұйымдар тіккенде бөлшектерін біріктіру үшін пайдаланылады.
Тігін жіптері мақта, жібек зығыр және синтетикалық болып шығарылады. Тігін өнеркәсібіндегі ең көп қолданылатын мақта жіп. Жыл асқан сайын синтетикалық жіптер де көп шығарылуда. Тігіндік жібек негізінен жібек көйлектер мен блузкаларды, және де ілмекті торлағанда, жүн матадан тігілген бұйымдарға сәнді тігіс салғанда пайдаланылады.
Жоғарғы температурада мен қатты қысымның әсерінен балқиды, ал суып қатқанда тиісті формасын алады.
Түйме дайындайтын материалдар әр түрлі. Бұлар пластмасса, ағаш, шиша, металл, өңделген сүйек тағы басқа.
Қолдану мақсатына қарай түймелер пальтолық, костюмдік, шалбарлық, іш киімдік, форма киімдік және балалардікі болып бөлінеді.
Материалы бойынша түймелерді анимопластық, феюпластық, помистральдіқ, мелолиттік деп металдан шыныдан, мүйізден, ағаштан
маржаннан жасалған деп ажыратамыз.
Сырт көрінісіне қарай түймелер: формасы бойынша дөңгелек, домалақ, сопақ бойынша тегіс және бедерлі, бояуы бойынша қара-ақ, түрлі-түсті ала, жылтырақ және одан да тасбақаға, лағылға, янтарьға ұқсаған.
Бекіту тәсілі бойынша түймелер екі немесе төрт тесікті болып, немесе өзінен жонып шығарылған және сым құлақшасы бар, болмаса жартылай шығып тұрған қылқаны бар.
Өңдеп - әдемілеу тәсіліне байланысты түймелер жәй және сәндік болып бөлінеді.
Түйме мөлшерін диаметрі бойынша милиметрмен белгілейді. Пальтолық түймелердің мөлшері 26 мм және одан да жоғары, костюмдіктер 20-25мм, көйлектер 12мм және одан жоғары, костюдіктер шалбарлықтар 10-19мм, формалық киімдердікі 14, 18, 17мм іш киімдіктер 10-19мм. Формалық киімдердікі 14, 18, 22, 24 мм болады.
Егер түймелерінің формасы қарапайым: дөңгелек, жалпақ, сопақ, домалақ, гүл сияқты, жұлдызша тағы басқа болып келеді.
Балалар түймесінің формасы футбол добы сияқты гүлді жалпақ немесе балалар суреті салынған. Формалық түймелердің эмблемалары бар.
Жүн
Жүн дегеніміз кейбір жануарлардың тері жамылғысының мүйізтәрізді құрылымы дене түгі. Тоқыма өнеркәсібінде қойдың, түйенің, ешкінің, сиырдың жүні және қоянның түбіті кең қолданылады.
«ССРО-ның 1981-1985 жылдарға және 1990 дейінгі кезеңдегі экономи-калық және әлеуметтік дамуының негізгі бағыттарына» сәйкес жүннің жылдық орта өндірілуі 470-480 мың тоннаға жетіп отыр.
Жүн талшығы (түк) түбірден және сабақшадан тұрады. Түбір терінің астына жатады. Сабақша тері жамылғының сыртында болады және к е р а т и н деген белоктан тұрады. Түктің сабақшасы үш қабаттан тұрады: қабыршақты, қабықты және өзекті (3-сурет) .
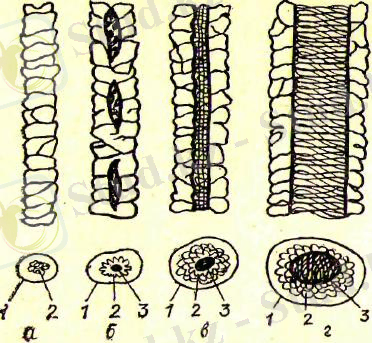
3-сурет. Жүн талшықтарыныңтүр-лері:
а - түбіт;
б - ауыспалы талшық;
в - қылшық;
г - өлі талшық;
1 - қабыр-шақты қабат;
2 - қабықты қабат;
3- өзекті қабат.
Қабыршақты қабат (кутикула) түкті қоршаған мүйіз тәрізді қабыршақтан тұрады. Талшықтың түріне байланысты қабыршақтардың формасы сақина, жартылай сақина немесе пластинка тәріздес болып келеді. Қабыршақты қабат түкті бұзылудан сақтайды, оның жылтылдауы мен киіз болып үйысу қабілетіне әсер етеді.
Қабықты қабат түктің тұрқын қүратын үршық тәрізді клеткалардан тұрады, шаштың мықтылығын, серпімділігін және басқа да касиетін анықтайтын негізгі кабат болып табылады.
Өзекті қабат талшықтың ортасында болады. Ол ауа толған клеткалардан түрады. Жуандығы мен құрылымына байланысты жүн талшықтарының мынандай типтері болады: түбіт, ауыспалы және өлі шаш, қылшық.
Т ү б і т- қабыршақты және қабықты қабаттан тұратын жіңішке ирек талшық. Биязы жүнді қойдың барлық жүн жамылғысы және қылшық жүнді қойлардың теріге жақын жамылғысы түбіт болып келеді. Қабыршақты қабат сақиңа немесе жартылай сақина формалы. Қылшық - түбітке қарағанда дөрекілеу, әлдеқайда жуан және ирек еместік. Ол үш қабаттан тұрады:
пластинка тәріздес қабыршақтардан тұратын қабат, қабықты қабат және тұтас өзек. Жартылай қылшық жүнді және қылшық жүнді қойлардың жүн жамылғысы кылшықтан тұрады.
Аралық жүн - түбіт пен қылшықтың ортасы. Бұдан тұқымдас қойлардың барлық жүн жамылғысы ауыспалы түктен түрады. Аралық түк те үш қабаттан: Кабыршақты, қабықты қабаттан және үзілмелі өзектен тұрады.
Өлі түк-нашар боялатын, өңдегенде оңай сынатын дөрекі, тік және қатты талшық. Ол қылшық жүнді Койлардың кейбір тұқымдарында кездеседі. Өлі түк үш Кабаттан түрады: қабыршақты, жүқа қабықты және талшықтың барлық көлденеңін алатын жалпақ өзектен түрады.
Қойдан қырқып алынған тұтас жүн ж а б а ғ ы деп аталады. Қойдың жүн жамылғысын құрайтын талшықтың түріне байланысты, жүн де төмендегідей түрлерге бөлінеді: түбіт талшықтан тұратын б и я з ы жүн (25 мкм-ға дейін) ; оны биязы жүнді қойлардан алады да, Жоғарғы сапалы камволь және шұға маталарды тоқуға пайдаланады:
жартылай биязы жүн (25-34 мкм) - түбіт талшығы мен аралық жүннен тұрады; қойдың будан тұқымынан алып костюмдік және пальтолық камволь Маталар тоқу үшін пайдаланады;
жартылай дөрекі жүн (35-40 мкм), қылшық пен аралық түктен тұрады; қойдың будан тұқымынан алып костюм және пальто үшін жартылай қылшықты шұға маталарды дайындауға пайдаланады;
дөрекі жүн (40 мкм-ден жоғары) -құрамында талшықтың бадлық түрі бар; оны қылшық жүнді қойдан алып ірі шұға мата алуға пайдаланады. Жіп иіру ушін жүн талшығының үзынды£ы мен бұралаңдығының маңызы зор.
Жүн талшығының ұзындығы 20 мм ден 450 мм аралығында. Біртекті жүндер ұзындығына байланысты қысқаталшықты - 55 мм-ге дейін, және үзын-талшықты - 55 мм-ден артық болып белінеді.
Жүннің ирелеңдігі талшықтың I см үзындығына келетін ирелеңдігі сонымен сипатталады. Талшық неғұрлым жіңішке болса солғұрлым бұралаңқы көп болады. Бүралаңның биіктігіне қарай қалыпты, биік және жатық бұралаңқы болып бөлінеді.
Биік ирелең қысқаталшықты жүн жуан әрі үлпілдеген аппараттық (шұғалық) жіп иіруге пайдаланылады жатық бұралаңқы ұзын талшықты жүн жіңішке әрі тегіс тарам жіп иіруге пайдаланылады.
Жүн талшығының жуандығы талшықтың түріне байланысты және оның иірілген жіп пен матаның қасиетне ықпалы зор. Түбіттің жүні 30 мкм, қылшықтікі 50-90 мкм, өлі шаштікі 50-100 мкм. I
Жүн талшықтарының м ы қ т ы л ы ғ ы оның жуандығы мен құрылымына байланысты. Мысалы, өлі жүн- жуан, бірақ осал талшық. Жіңішкелігі 20 мкм түбіт талшықтар 7 сН-қа дейінгі үзу салмағымен сипатталады, жіңішкелігі 50 мкм қылшық талшықтар - 30 сН-ге дейін. Талшықтардың салыстырмалы үзу салмағы 10, 8- 13, 5 сН/текс. Жуан жүнге қарағанда жіңішке жүн төзімді. Себебі жуан талшықтардың өзегінде ауа бар, ал ол талшықты жуан қылып көрсеткенмен мықтылығын арттырмайды.
Құрғақ талшықтардың үзілер кездегі ұзаруы 40%.
Толық үзарудың әжептәуір үлесі (7%-ке дейін) серпімді және жоғары эластикалық деформацияға келеді, солардың әсерінен жүн матадан істелген бұйымдар онша қыртыстанбайды, формасын жақсы сақтайды.
Биязы жүнді қойдың жүні ақ түсті, ептеп ақсары. Қылшықты және ұяң жүннің түсі - сүр, қызғылт, қара.
Жүннің ж ы л т ы р ы қабыршақтардың мөлшері мен формасына байланысты. Ірі, тығыз қабыршақтар жүнді жылтыратып тұрады. Майда, талшыққа жабыспайтын қабыршақтар жүнді солғын етіп көрсетеді.
... жалғасыКиіздену - жүннің басқанда бірігіп үйысуы. Жіңішке, серпімді, өте иректі жүннің киізденуі жоғары болады.
Қалыпты жағдайда биязы жүннің бойындағы ылғалы 18%, қылшық жүндікі- 15%. Басқа талшықтарға қарағанда жүннің гигроскопиялық қасиеті жоғары, ылғалды жәй тартады, жәй шығарады. Жылу мен ылғалдың әсерінен жүн талшығы 60%-ке дейін, одан да көп, ұзара алады. Жүннің қасиетін ескере отырып оған өтектеу, созу, декатирлеу сияқты операциялар жасай аламыз.
Киімді химиялық тазартудан өткізгенге қолданылатын барлық органикалыц еріткіштердің әсеріне жүн төзімді.
Жүнде амфотерлік қасиеттер бар, яғни қышқылдармен де, сілтілермен де әрекеттесе алады.
Қайнатқанда жүн күйдіргіш натрдың 2%-ті ерітіндісінде ериді. Сұйытылған қышқылдың (10%-ке дейін) әсерінен жүннің мықтылығы біршама артады. Концен-трациялы азот қышқылының әсерінен жүн сарғаяды, концентрациялы күкірт қышқылының әсерінен күйеді.
110°С, одан да жоғары температурада құрғақ жүн талшықтары өзінің мықтылығын жоғалтады.
Өсімдік талшықтарына қарағанда жарық пен ауа райы әсеріне жүннің төзімділігі айтарлықтай жоғары. 1120 сағат тікелей түскен күн сәулесінен жүн талшықтарының мықтылығы 50%-ға кемиді.
Сіз бұл жұмысты біздің қосымшамыз арқылы толығымен тегін көре аласыз.
- Іс жүргізу
- Автоматтандыру, Техника
- Алғашқы әскери дайындық
- Астрономия
- Ауыл шаруашылығы
- Банк ісі
- Бизнесті бағалау
- Биология
- Бухгалтерлік іс
- Валеология
- Ветеринария
- География
- Геология, Геофизика, Геодезия
- Дін
- Ет, сүт, шарап өнімдері
- Жалпы тарих
- Жер кадастрі, Жылжымайтын мүлік
- Журналистика
- Информатика
- Кеден ісі
- Маркетинг
- Математика, Геометрия
- Медицина
- Мемлекеттік басқару
- Менеджмент
- Мұнай, Газ
- Мұрағат ісі
- Мәдениеттану
- ОБЖ (Основы безопасности жизнедеятельности)
- Педагогика
- Полиграфия
- Психология
- Салық
- Саясаттану
- Сақтандыру
- Сертификаттау, стандарттау
- Социология, Демография
- Спорт
- Статистика
- Тілтану, Филология
- Тарихи тұлғалар
- Тау-кен ісі
- Транспорт
- Туризм
- Физика
- Философия
- Халықаралық қатынастар
- Химия
- Экология, Қоршаған ортаны қорғау
- Экономика
- Экономикалық география
- Электротехника
- Қазақстан тарихы
- Қаржы
- Құрылыс
- Құқық, Криминалистика
- Әдебиет
- Өнер, музыка
- Өнеркәсіп, Өндіріс
Қазақ тілінде жазылған рефераттар, курстық жұмыстар, дипломдық жұмыстар бойынша біздің қор #1 болып табылады.

Ақпарат
Қосымша
Email: info@stud.kz