Механикалық өңдеуге арналған робототехникалық кешендер: кинематика және циклдік уақыт есептеулері

Жұмыс түрі: Дипломдық жұмыс
Тегін: Антиплагиат
Көлемі: 66 бет
Таңдаулыға:
КІРІСПЕ
Кез келген өндірістің тиімділігін жоғарлатудың негізі оны еңбек өнімділігін максималды көрсеткішін қамтамасыз ететін кешенді автоматтандыру болып табылады. Автоматтандыру барлық жағдайда экономды мақсатта болуы керек. Өндірістің әртүрлі типтері бар (бірлік, сериялы, жалпылай) және олардың спецификасы әртүрлі әдістерді және ең жоғарғы тиімділігін қамтамасыздандыратын автоматтандыру құралдарын алдын - ала анықтайды. Ең бастысы құрылғының өнімділігін, оның қолданудың интенсивтілігін қамтамасыз ету.
Ондаған жылдар бұрын негізгі құралдарды жалпылай өндірісті автоматтандыруда енгізу экономикалық тиімді болатын. Өнімнің жалпы көлемін жалпылай өндірудің өнімінің басты болатын және әрдайым өсуде болған. Жалпылай және көпсериялы өндірісті автоматтандырудың принципі - іс жүзінде қайта түзетулерге түспеген арнайы жасалған. Жоғары өнімділікті беретін тұрақты технологиялық процесімен автоматты сызықтарын, сонымен қатар бір номенклатуралы (бір конструкциялы) бұйымдарды үлкен мөлшерлерде шығаруға арналған роторлы - конвейерлі сызықтарын жасауға негізделген. Айта кетер жайы азсериялы өндіріс жағдайларында нақты программаланған автоматты сызықтарын қолдану өте тиімсіз, өйткені тапсырыс берілген кішкене партиялы бұйымдар қысқа уақыт мезгілінде шығарылады, ал қалған уақытта (переналадканың шектеулі мүмкіндіктері үшін) технологиялық жабдықтар қолданусыз тұрады.
Өмірдің барлық салаларының прогресімен қоғамның іскерлігіне орай және де әртүрлі көптеген бұйымдарды жасап шығару қажеттілігіне байланысты, негізгі бөлімді жалпылай өндірістік өнімдер облысынан азсериялы тіпті бірлік өндіріске ауысуға әкелді. Тұтынушылардың талаптарына қарай нарықтағы өнімдердің шығарылатын өнімдер номенклатурасының күрт ұлғаюы мен оның жиі ауысуына әкелуде, сонымен бірге өнімдердің үлкен мөлшердегі қажеттілігі шығару темпының жоғарлатуының түрткісі болады, ал бұл босса жалпылай өндіріске тән.
Аз сериялы өндірістің шектерінде және де жұмыс күшінің дефицитінің өсуіне қарай бұл талаптарды қанағаттандыру тек қана азсериялы өндірістерді жоғары өнімділік жабдықтарын автоматтандыру арқылы ғана іске асыруға болады. Бұл деген икемді де тез переналадкалау (қолайлысы программалы) арқылы бұйымдардың әркелкі түрлерін шығара алуы. Бұл жабдықтың негізгі құрылымдық компоненттері заманауи өндірістерде кең қолданыс табуда. Мысалға сандық программалық басқармасымен (СПБ) технологиялық машиналар, өндірістік роботтар (ӨР), автоматтандырылған көлік және қоймалар, бақылау - өлшеу жабдықтары және есептеуіш техника негізіндегі басқару жүйелері.
Таңдау мен осындай жабдықтарды бір автоматтандырылған комплекске жинақтау, нақты технологиялық мәселелерді шеше алады, басқалай айтқанда икемді өндіріс жүйесінің жасалуы. Икемді өндірістік жүйенің пайда болуы қоғамның сұранысымен және технологиялық процестердің толық автоматтандырылу (сериялы және азсериялы өндірісте) бағытындағы техниканың дамуымен түсіндіріледі. ИӨЖ - нің ең бір негізгі елементі болатыны өндірістік робот, оның ерекше қасиеті - әртүрлі жұмыстар ерекшелігіне қарай көп қайтара программалатындығында, икемділігі және әр келкі жәйттерге қарай өзгере алатындығында. ӨР бұндай жүйедегі ерекше елементі, ол автоматизация процесінің логикалық аяқталуы, әр келкі жабдықтары бәрінің бір комплекске жинастырушы.
Сериялы және азсериялы өндірістердің дәстүрлі автоматизациялауымен (мысалы СПБ - уымен стоноктар, өңдеуші орталықтар және т. б. ), робототехникамен есептеу техникасын кең ауқымда қажет ететін жабдықтармен салыстырғанда, ИӨЖ негізіндегі автоматизация жоғары дәрежелі эффективтілікке қол жеткізуге мүмкіндік беруде. Бұл өз кезегінде еңбек өнімділігінің артыуына әсер етуде; өндірістік жұмысшылардың санының күрт азаюына әкелді; өндірісте 3 кезекті үзіліссіз жұмыс істеуге мүмкіндік берді; қайтарым фонды мен жабдықтардың пайдалану коэффициентінің аса өсуін көрсетті; шығарылатын өнім сапасын жоғарлатты және нарықта бұйымдардың бәсекелестігін жоғарғы дәрежеде ұстатуда; шығарылатын бұйым номенклатурасы немесе өлшем типтерінің өзгеруіне қарай жүйені қысқа уақыт мерзімде переналадкалауға мүмкіндік берді.
ИӨЖ - нің ұйымдастырулық құрылымының негізі болып икемді өндірістік модуль табылады, ол болса произвольный номенклатуралы бекітілгшен мәндер шегінде көрсеткіштеріне қарай өнімді жасауды бірлік технологиялық жабдықта жүргізу. Осыған орай технологиялық жабдық программалық басқармамен қамтамассыздандырылуы керек, автоматты түрде шығарылатын бұйымға байланысты барлық функцияларды орындауы қажет, және де ИӨЖ - ге встраиваниеге мүмкіндігі болуы керек. ИӨМ автоматизациясының жабдықтары бола алатындар: технологиялық жабдықтардың тізбектемелі әрекеттерінің автоматтандырылуы үшін СПБ, технологиялық процестердің орындалу барысында талаптардың өзгеруіне байланысты параметрлерін қадағалау үшін автоматизацияны адативті басқару, операцияның орындалу кезінде немесе аяқталғанда бақылау мен өлшеулер жүргізу жабдықтардың түзетілуін автоматизациялау, ақаулықтарды анықтау мен жою үшін жабдықтарды диагностикалауы автоматизациялау, переналадканы автоматтандыру үшін өнеркәсіптік роботтар.
1 ТЕХНОЛОГИЯ ТАРАУЫ
1. 1 Технологиялық процессінің сипаттамасы мен есеп қойылуы
Қазіргі заманғы нарықтық экономика жағдайларында тапсырыс берушілер және машина жасау мен аспап жасау өнімдерін тұтынушылардың жоғарлаған талаптарын қанағаттандыру үшін, сонымен қатар бәсекелестік қасиетін жоғарлату мақсатында әрдайым шығарылатын бұйымдардың номенклатурасын кеңейтіп тұруды, сапа көрсеткіші, сенімділігі, эксплуатациялау эффектілігін жоғарлату және т. б. талаптарға болуы үшін жаңа бұйымдарды шығаруға ауысуды қажет етуде. Нәтижесінде жаңа заманғы машиналар, аспаптар, үй шаруашылығындағы әртүрлі заттарда құрылымы жағынан әлде қайда күрделенуде, оларды проектілеуі ғана күрделе түспей, сонымен бірге жасалуыда, жөндеу жұмыстары мен қадағалауыда жоғары квалифицирленуді талап етуде. Проектілеу мен жаңа бұйымдарды өндіру наукоёмкостьті әрдайым өсуде. Машина жасау мен аспап жасау салаларының дамуына тән (мысалы өндірістің электролизациялануы, еңбектің интелектуалды дәржесінің өсуі) тенденциялары, бірақта халық шаруашылығының басқада салаларында негізінен дамуы осылай.
Барлық салаларда мысалы жалпылай өндіріс бұйымдар көлемі азаюда, ал азсериялы және бірлікті өндіру жоғарлауда, соған қоса өндірісті дайындау мен тұтынушыларға жаңа бұйымдарды жеткізуге берілген уақыт өте қысқарған, ал сапасына қойылатын талаптар жоғарлаған. Осы жағдайларда өндіріс эффектілігін өсіп тұруын қамтамасыздандыру қиындай түсті. Айта кетері азсериялы өзгермелі номенклатуралы конструкциясы жағынан әркелкі (өндірістегі автоматизацияның қажетті деңгейде болмағандығынан), мысалы, бір заводтағы автомобильдердің бір - екі моделінің өндірісі өндірістің эффектілігі жоғары автоматизацияланған жалпылай өндірістен көп есе төмен.
Сандық программалық басқармасы (СПБ) бар жеңіл переналадкаланатын жабдықтардың, электронды есептеу машиналардың (ЭЕМ), өнеркәсіптік роботтардың пайда болуымен, микроэлектрониканың жетістіктері азсериялы өндірістерді автоматизациялауға мүмкіндіктерді күрделі өсірді, осымен байланысты оның эффектілігінің жоғарлауына әкелді. СПБ - сы бар станокта кез - келген бөлшекті жасауға болады, тек қана қажеттісі әр бөлшек үшін станокты басқаратын программа болуы. Басқа бөлшекті жасауға өту (переналадка), егер ол бағындырылған болса және ең болмаса бір рет жасалса, бұл станокта басқару программасын жай ғана ауысуымен жүзеге асады. ӨР - ды пайдалану жайлы да осыны айтса болады және ЭЕМ немесе СПБ жүйесімен басқарылатын жалпы кез - келген автоматтар жайлыда айтса болады.
ЭЕМ, ӨР және СПБ - сын жабдықтар базасында автоматизациялау өнеркәсіптік жабдықтардың қайтарым фондының ұлғаюына әкелді, және де физикалы мен интелектулды еңбекті үнемдеуге мүмкіндік береді. Бұның бәрі өндіріс эффектілігін жоғарлатуға ерекше маңызды.
Азсериялы өндірісті автоматизациялауының ең негізгі талабы оның әр жақты икемділігін жоғарлату, бұл деген мүмкіндіктерін үлкейту және өндіріс процесін тоқтатусыз әр түрлі бұйымдар жасау үшін переналадкасын оңайлату.
Машина жасау мен аспап жасау салаларындағы азсериялы өндірістің осу тенденциясы икемді өндірістік жүйенің пайда болуы мен дамуына әкелді, әртүрлі бұйымдарды іс жүзінде өндіріс процесін тоқтатусыз автоматты түрде переналадкалау қасиетіне ие. ( қазіргі уақытта 75% өнімдер азсериялы өндірісте шығарылады) . Технико - экономикалық көрсеткіштердің жоғарлауымен қоса, ИӨЖ - нің енгізілуі жұмысшы қауымының еңбек жағдайларын өзгертті. Ауыр, біркелкі, қайталанбалы еңбекті адамның интелектуалды мүмкіндіктерін кең ауқымды пайдаланып творчествалық еңбекке өзгертті.
ИӨЖ - нің кең ауқымды пайдалануы негізі машина жасау мен аспап жасау өндірісінің автоматизациялану бағытының дамуы перспективінің есебімен, технико - экономикалық мәселелермен қоса әлеуметтік мәселелердің жақсы шешілуін қамтамасыз етті. ИӨЖ - нің жасалуы шығындарды да талап етеді, бірақта осы шығындарды азайту және ИӨЖ - нің эффективтілігін жоғарлату жолдары да бар (барлық елементтердің унификациясы, жүйенің күнделікті үш кезекті пайдаланылуы және т. б. ) .
ИӨЖ - нің жасалуы мен енгізілуі бұрыннан пайдаланылатын кең белгілі барлық әдістер өндірістің автоматизациялау мүмкіндіктердің қолдануды жоққа шығармайды, сонымен қатар ең дәстүрлілерінде ( қатаң программаланған автоматты сызығы, роторлы мен роторлы - конвейерлі және т. б. ) . әр автоматизация жабдығының өз рационалды қолдану облысы бар, қайда ол көбірек эффективті. Техникалық жабдықтардың түрлі дәрежелері икемділігі және автоматизациясының бағытты пайдалануы біріншіден үнемдеуге және капитал салымдарының неғұрлым тиімділігіне байланысты болады, бұл жағдайда алдымен жабдықтардың жылдық шығарылуы мөлшерімен қарастыру керек, сонымен қатар өлшемдер түрлерінің санына байланысты.
1. 2 Механикалық өңдеу роботтехникалық кешенінің (РТК) сұлбасын
құру
ИӨЖ - нің негізгі элементтері болатын икемді өндірістік модуль және робототехникалық кешен.
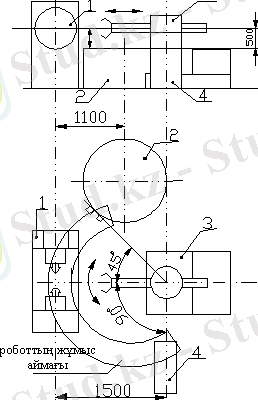
1. 1-сурет. Механикалық өңдеу РТК-ң сұлбасы.
1-суреттегі кесу арқылы механикалық өңдеу РТК-ің сұлбасы өнеркәсіптік роботтың бір станокка қызмет ету жағдайы үшін сипатты болып табылады. Мұнда өнеркәсіптік роботтың токарь станогына қызмет етудегі технологиялық операцияларын қарастырайық. Өнеркәсіптік робот дайындамамен қоректендіріп тұратын құрылғыға бұрылып, оған қолын созады да бағытталған дайындаманы қолының қысқышына алады, қолын кері тартады, станокқа бұрылады, станокқа қолын созады да станоктың тетігіне дайындаманы орнатады, қолын кері тартады. Бұл өнеркәсіптік роботтың станокты дайындамамен жүктеу операциялары болып табылады. Дайындаманы өңдеп болған соң станок дайындалған бөлшектен босатылуы керек. Станокты бөлшектен босату үшін өнеркәсіптік робот мынадай операцияларды атқарады: станокқа қолын созады да қол қысқышына дайындалған бөлшекті алады, қолын кері тартады, бөлшекті келесі орынға апаратын қабылдайтын құрылғы (транспортерге) қарай бұрылады, оған қолын созады да бөлшекті транспортерге салады, қолын кері тартады.
1. 3 Өнеркәсіптік роботтың өндірістік қозғалыстарының уақыт
диаграммасын (циклограммасын) өңдеу
Әдетте механикалық өңдеу өндірісіндегі роботтехникалық кешендерінің (РТК) жұмыс істеу типті циклограммалары бір, екі немесе үш станок пен роботтан тұратын кешендер үшін қарастырылады. Бір станогы бар РТК жұмыс істеуінің уақыт диаграммасын (циклограммасын) қарастырайық. Механикалық өңдеу РТК-нің сұлбасы және кезекті атқарылатын өндірістік операцияларының мазмұны жоғарыдағы 1. 2 пунктінде қарастырылған болатын. Өндірістік станокты дайындамамен жүктеу және оны дайын бөлшектен босату операцияларындағы өнеркәсіптік роботтың
t
ж
және
t
б
уақыттарға байланысты жалпыланған ауысулары 1. 2. а, б-суреттерде көрсетілген.

1. 3. 1-кестеде бірнеше орындалу варианттары үшін (станоктардың үш типі үшін) РТК-ның жұмыс істеу циклінің құрамы келтірілген. Станоктардың үш типі болуы мүмкін. 1-типті станоктарда оларды өнеркәсіптік роботтардың жүктеу-босату қосымша уақытынан аспайтын толық емес оперативті уақыты болады (металлды дөңгелек қырнау станоктары, токарь станоктары және т. б. ) ; 2 - типті станоктарда оларды өнеркәсіптік роботтардың жүктеу-босату қосымша уақытынан асатын толық емес оперативті уақыты болады (автоматтандырылған жүктеуі бар өңдеу орталықтары (ӨО) типті станоктары) ; 3 - типті станоктарда оларды өнеркәсіптік роботтардың жүктеу-босату қосымша уақытынан жарым-жарты асатын толық емес оперативті уақыты болады (созыңқылау стандары және т. б. ) .
Дайындамамен қоректендіру құрылғысына
бұрылу
Дайындамамен қоректендіру құрылғысына
қол созу
Дайындамамен қоректендіру құрылғысынан
дайындаманы алу 1-і немесе
Қолды кері тарту 3-і типті
станокта
ӨР t ж Станокқа бұрылу өңдеу
басталуы
Станоктың жұмыс аймағына қол созу
Дайындаманы станоктың тетігіне салу
Станоктың жұмыс аймағынан қол тарту
t ж =24с
а)
Станокқа бұрылу
Станоктың жұмыс аймағына
қол созу
Дайындалған бөлшекті станоктың
тетігінен алу
Станоктың жұмыс аймағынан
қолды кері тарту
ӨР t б Дайындалған бөлшек қабылдайтын
құрылғыға бұрылу
Дайындалған бөлшек қабылдайтын
құрылғыға қол созу
Дайындалған бөлшек қабылдайтын
құрылғыға бөлшекті орнату
Қолды кері тарту
t б =24с б)
1. 2-сурет. Өнеркәсіптік роботтың станокты жүктеу мен босату
әрекеттеріндегі жалпыланған ауысулары:
а) - станокты дайындамамен жүктеу; б) - станокты
дайындалған бөлшектен босату.
Жалпы жағдайда РТК жұмыс істеу циклінің уақыты станок пен өнеркәсіптік роботтың жұмыс істеу уақыттарының қосындысына тең:
T = t оп. т. + t өр = t ж. ж. + t қ. ж. + t өр ,
мұнда t оп. т. . = t н + t м. қ. - сандық бағдарламалы басқарылатын (СББ) станоктары үшін t н негізгі уақыты мен t м. қ. . машиналық қосымша уақытынан тұратын толық емес оперативті уақыты болып табылады; t ж. ж және t қ. ж. - жұмыс және қосымша (көмекші) жүрістерінің уақыты; t өр - асып түсілмейтін өнеркәсіптік роботтың жұмыс істеу уақыты. Оптималды варианттарда шығындар элементтерінің бөлігі асып түсілуі де мүмкін.
1. 3. 1-кесте. Бір станокты РТК-ң істеу циклінің құрамы
Станоктар Жұмыс уақыты шағындарының элементтері
жабдығының
құрамы станок ӨР ДҚҚ Вариантты
қолдану
Саны Типі № t ж. ж t қ. ж. t ж t б t дқ. б t с. б t ж. б. t дқ шарты
1 1-і - + + + + + - Т -
2-і - + + Т Т Т - Т t өр ≤ t ж. ж
3-і - + Ж + + + - Т -
Е с к е р т у л е р: 1. Кестедегі белгілеулер: ӨР - өнеркәсіптік робот; ДҚҚ - дайындамамен қоректендіретін құрылғы; t ж. ж және t қ. ж. - жұмыс және қосымша (көмекші) жүрістерінің уақыты; t оп. т. . = t ж. ж + t қ. ж - толық емес оперативті уақыт; t ж және t б - ӨР-ң станокты жүктеу және босату уақыты; t дқ. б және t с. б - ӨР-ң қоректендіру құрылғысына және келесі станокқа бұрылу уақыты; t дқ - қоректендіру құрылғысының істеу уақыты (барлық жағдайларда оны t ж асып түседі) .
2. Цикл уақытын анықтауында ескерілетін уақыт элементтері (+) арқылы, толық асып түсірілетіндері (Т) арқылы, ал жарым-жартылай - (Ж) арқылы белгіленген. РТК-ң қарастырылатын вариантында жоқ уақыт элементтері (-) арқылы белгіленген.
1-і типті бір станоктан және өнеркәсіптік роботтан тұратын роботтехникалық кешенінің жұмыс істеу циклограммасы 1. 3-суретте келтірілген. Мұнда цикл уақыты Т цикл = с. Станоктың тосып қалу уақыты (бояу түсірілген учаскелері) негізінде роботтың дайындамамен және бөлшекпен манипуляциялау уақытына тәуелді. Бұл уақытты азайтатын дәстүрлі жолы робот қозғалысының жылдамдықтарын қалыптастыруында және оның ауысуларын қысқартуында, жабдықтардың қайық сұлбасы бойынша істеуін қолдануында, робот істеуімен параллель істейтін станокты дайындамамен жүктейтін (немесе дайындалған бөлшектен босататын) арнайы құрылғылардың қолдануында болып табылады, және т. б. Басқа жол роботтарды қолдануының спецификалық ерекшеліктерінде болып табылады.
Мәселен, станок жұмыс істеу аймағында жүкті ауыстырып тиейтін пункт делінетін аралық орын (үстел) ұйымдастырылады. Қызмет ету командасы берілгенде робот станокқа дайындаманы әкеледі де оны аралық үстелге қоя тұрады, содан кейін станоктан дайындалған бөлшекті алып оны да аралық үстелге апарып қойып, аралық үстелден дайындаманы алып (бөлшекті дайындамаға алмастырып) оны станоктың тетігіне салады. Енді роботтың дайындалған бөлшекті аралық үстелден қабылдау құрылғысына апаруы станоктың жұмыс істеу циклімен бір уақытта болып жатады. Роботтың дайындамамен және бөлшекпен манипуляциялау уақыттарының үйлесуі да мүмкін. Бұл үшін роботты қос қамту органдарымен немесе екі қолмен қамтамасыз етеді.
робот
t
t ж t б t ж
станок
t
t оп. т
Т цикл Т цикл
1. 3-сурет. Бір станокты роботтехникалық кешенінің істеу
циклограммасы: t ж және t б - ӨР-ң станокты жүктеу және
босату уақыты; Т цикл - РТК істеу циклі
1. 4-суреттегі өнеркәсіптік роботының токарь станогына қызмет ету Т қ. ету кезеңінің уақыт диаграммасын қарастыратын болайық, өйткені бұдан былай болатын есептеулерге осы шаманың қажеті бар. Бұл кезеңнің басталуы шартты түрде станок шпинделі тоқтаған уақытында басталды деп есептелінеді, өйткені бұл мезгілде станокқа қызмет ету басталуына рұқсат беретін сигнал қалыптасады. Қызмет ету кезеңінің аяқталғаны роботтың станок жұмыс істеу аймағынан шығуымен және станок шпинделін қосу сигналы қалыптасып, станоктың жұмыс циклы басталуымен бір уақытта болады [1] . Т қ. ету қызмет ету кезеңі өнеркәсіптік роботының станокты t ж жүктеу және t б босату уақыттарының қосындысынан тұрады (1. 4 - суреті) . Жоғарыдағы 1. 3-суретте қарастырылған t ж және t б қосылғыш уақыттарының құрамына сәйкес өнеркәсіптік роботының токарь станогына қызмет ету Т қ. ету кезеңінің уақыт диаграммасы 4 - суретінде көрсетілген.
робот
t
t б t ж
Т қ. ету =
1. 4 - сурет. Өнеркәсіптік роботының токарь станогына қызмет ету
кезеңінің уақыт диаграммасы.
2 ҚҰРЫЛЫМДАУ ТАРАУЫ
2. 1 Өнеркәсіптік роботының жұмыс істеу аймағын анықтау
Манипулятордың кинематикалық параметрлері жылдамдықтың талап етілген сипаттамаларымен анықталады, мысалы әрбір қозғалыс дәрежесінің Т толық жұмыс істеу уақытымен басқару жүйесінің және жетектің де түрлерімен де анықталады. Жетек пен басқару жүйесі қозғалыс дәрежесінің жылдамдықтары мен үдеулерінің уақытқа байланысты өзгерулерінің жалпы сипатын анықтайды. 2. 1 -суретте кинематикалық сұлбаның жұмыс зонасы көрсетілген.
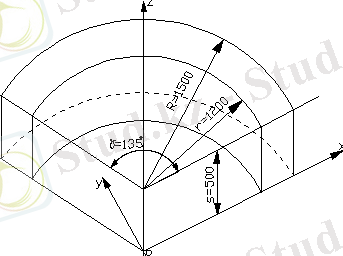
2. 1 - сурет. Өнеркәсіптік роботының жұмыс істеу аймағы
2. 2 Өнеркәсіптік роботының кинематикалық сұлбасын құру.
Кинематикалық сұлбаның параметрлерін (буындар өлшемдерін,
кинематикалық жұптар ауысуларын) анықтау
2. 2 -сурет. Цилиндрлі координаттар жүйесінде істейтін
өнеркәсіптік роботының кинематикалық сұлбасы
Манипуляторды жалпы құрастыру этаптарында сандарын, түрін және қозғалыс дәрежесінің өзара орналасуын таңдайды. Алғаш манипуляторды құрастыруда мынадай құрастыру сипаттамалары таңдалады: жұмыс, үлгісі,
орналасуы және жұмыс кеңістігінің өлшемдері мен жұмыс зонасы. Роботттың жұмыс істеу көлемінде орын алып тұруы жұмыс кеңістігімен сипатталады. Жұмыс зонасы роботтың кеңістіктегі нүктелердегі орындарға жетуімен сипатталады.
Бізге берілген жұмыс аймағына байланысты манипулятордың кинематикалық сұлбасының бірнеше түрін келтіруге болады. Үш буынды, алдымен ілгерлемелі, содан кейін айналмалы, үшінші буын ілгерлемелі. Осындай ретпен манипулятордың жұмыс аймағын тиімді пайдалануының, есептеу, жобалау жұмыстарын жеңілдетуге, уақытты қысқартуын, өнімділікті арттырудың жобасын жасауға болады.
Төменде манипулятордың бірнеше түрі тиімді пайдаланудың, есептеуге тиімді түрлері келтірілген.
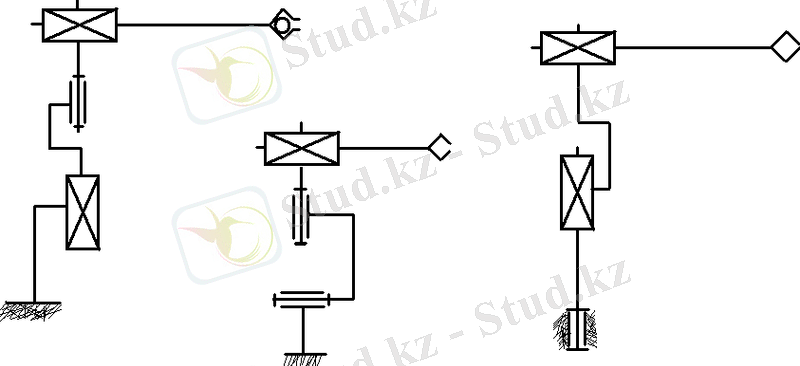
2. 3 - сурет. Манипулятордың мүмкін болатын кинематикалық сұлбалары
Цилиндрлік координаталар жүйесіндегі манипуляторлар бір айналмалы және өзара перпендикуляр, ілгерілемелі қозғалыс жасайтын екі кинематикалық жұптардан тұрады.
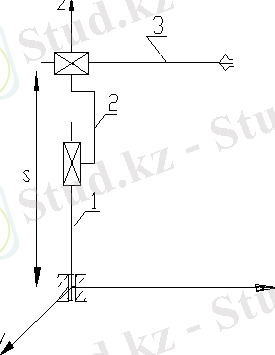
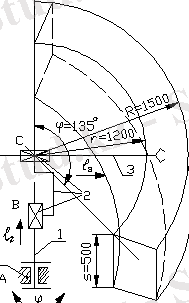
2. 4 - сурет. Манипулятордың кинематикалық сұлбасы
Біз таңдап алған бұл кинематикалық сұлба үш буыннан тұрады: бір айналмалы және екі ілгерілемелі. Таңдап алынған кинематикалық сұлба бойынша бірінші буын айналмалы (бұрылмалы), екінші және үшінші буындар ілгерілемелі қозғалысқа ие. Манипулятордың жұмыс аймағының өлшемдерінен келесі бөлім есептеулеріне қажетті шамаларды анықтауға болады. Яғни, олар мынадай мәндер: айналу бұрышы 135°- қа тең, R=1. 5м және r=1. 2 м мәндерінен қол созу модулінің орын ауыстыруын анықтаймыз, ал S=0. 5м қол көтеру модулінің орын ауыстыруы. Механикалық өңдеуді орындайтын роботтың жұмыс істеу циклограммасынан жұмыс істеу уақытын анықтап, оны Т=3 с деп алдым. Осы шамалар арқылы өнеркәсіптік робот манипуляторы буындарының келесіде кинематикалық есептеулер жүргіземіз. ӨР-ң қозғалыс дәрежелерінің максималды жылдамдықтары мен үдеулерін анықтай аламыз. ӨР кинетостатикалық (күштік) есептеуінде қолданылады.
- Өнеркәсіптік роботының сұлбасын кинематикалық есептеу
Сіз бұл жұмысты біздің қосымшамыз арқылы толығымен тегін көре аласыз.
- Іс жүргізу
- Автоматтандыру, Техника
- Алғашқы әскери дайындық
- Астрономия
- Ауыл шаруашылығы
- Банк ісі
- Бизнесті бағалау
- Биология
- Бухгалтерлік іс
- Валеология
- Ветеринария
- География
- Геология, Геофизика, Геодезия
- Дін
- Ет, сүт, шарап өнімдері
- Жалпы тарих
- Жер кадастрі, Жылжымайтын мүлік
- Журналистика
- Информатика
- Кеден ісі
- Маркетинг
- Математика, Геометрия
- Медицина
- Мемлекеттік басқару
- Менеджмент
- Мұнай, Газ
- Мұрағат ісі
- Мәдениеттану
- ОБЖ (Основы безопасности жизнедеятельности)
- Педагогика
- Полиграфия
- Психология
- Салық
- Саясаттану
- Сақтандыру
- Сертификаттау, стандарттау
- Социология, Демография
- Спорт
- Статистика
- Тілтану, Филология
- Тарихи тұлғалар
- Тау-кен ісі
- Транспорт
- Туризм
- Физика
- Философия
- Халықаралық қатынастар
- Химия
- Экология, Қоршаған ортаны қорғау
- Экономика
- Экономикалық география
- Электротехника
- Қазақстан тарихы
- Қаржы
- Құрылыс
- Құқық, Криминалистика
- Әдебиет
- Өнер, музыка
- Өнеркәсіп, Өндіріс
Қазақ тілінде жазылған рефераттар, курстық жұмыстар, дипломдық жұмыстар бойынша біздің қор #1 болып табылады.

Ақпарат
Қосымша
Email: info@stud.kz