Мерзімді журналдар шығаратын баспахананың жобасы: технологиялық процестер, еңбекті қорғау және экономикалық негіздеме

Мерзімді басылым - журнал өнімін шығаратын баспахана
МАЗМҰНЫ
АҢДАТПА
АННОТАЦИЯ
КІРІСПЕ
1 ТЕХНОЛОГИЯЛЫҚ БӨЛІМ
1. 1 Басылымның техникалық сипаттамасы
1. 1. 1 Басу түрін таңдау
1. 1. 2 Баспахананың жылдық жүктемесін есептеу
1. 2 Формалық бөлімше
1. 2. 1 Негізгі жабдықтарды таңдау
1. 2. 2 Негізгі материалдарды таңдау
1. 2. 3 Формалық бөлімшенің жылдық жүктемесін есептеу
1. 3 Басу бөлімшесі
1. 3. 1 Технологиялық процесті таңдау және негіздеу
1. 3. 2 Негізгі материалдарды таңдау
1. 3. 3 Негізгі жабдықтарды таңдау
1. 3. 4 Басу бөлімшесінің жылдық жүктемесін есептеу
1. 4 Кітапшалап-түптеу бөлімшесі
1. 4. 1 Технологиялық процесті таңдау және негіздеу
1. 4. 2 Негізгі жабдықты таңдау
1. 4. 3 Кітапшалап-түптеу бөлімшесінің жылдық жүктемесін есептеу
1. 5 Зауытты басқару
1. 6 Қосалқы бөлімшелер
1. 6. 1 Өндірістің тұрмыстық қоймасы
1. 7 Механикалық-жөндеу цехы
1. 8 Өндіріс зертханасы
1. 9 Өндірістегі тасымалдау құрылғылары
2 ҚОРШАҒАН ОРТАНЫ ЖӘНЕ ЕҢБЕКТІ ҚОРҒАУ
2. 1 Еңбек жағдайы
2. 2 Жобаланатын объектідегі жағымсыз және қауіпті факторларының анализі
2. 3 Техникалық шаралар
2. 4 Техникалық қауіпсіздік шаралары
2. 5 Ұйымдастыру шаралары
2. 6 Сақтандыру шараларын жасау кезіндегі инженерлік шешімдер
2. 6. 1 Өндірістік санитария
2. 7 Ауа тазалығы және микроклимат
2. 8 Жарықтандыру
2. 8. 1 Өндірістің жарықтануын есептеу
2. 9 Ауаны тазарту және желдету
2. 9. 1 Желдетуді есептеу
2. 10 Жылу беру
2. 11 Қауіпсіздік шаралары
2. 11. 1 Технологиялық өндірістің қауіпсіздігін ұйымдастыру
2. 11. 2 Жұмыс орнын ұйымдастыру
2. 11. 3 Қысымда жұмыс істейтіндердің жұмыс қауіпсіздігін ұйымдастыру
2. 11. 4 Адам организміне электр тогының әсері
2. 11. 5 Ауыр заттарды қозғалту кезіндегі қауіпсіздік шаралары
2. 11. 6 Өрт қауіпсіздігі
2. 12 Қоршаған ортаны қорғау
3 ЭКОНОМИКАЛЫҚ БӨЛІМ
3. 1 Жобаның экономикалық бөлімінің мазмұны
3. 2 Негізгі қорларды анықтау
3. 3 Жобаланатын өндірістегі өнімнің өзіндік құнын анықтау
3. 4 Экономикалық есептеулер
3. 4. 1 Күрделі шығындар
3. 4. 2 Ағынды үлесімдер
3. 5 Өндірістің техника-экономикалық көрсеткішті
ҚОРЫТЫНДЫ
ӘДЕБИЕТТЕР ТІЗІМІ
АҢДАТПА
Бұл дипломдық жобада мерзімді басылым - журнал өнімін шығаратын баспахана жобаланған. Жобаланған баспахана шығарылатын бұл өнім барлық технологиялық талаптарға сәйкес және полиграфиялық қызмет көрсету нарығында бәсекеге сай.
Бұл жобаланған баспахананың ерекшелігі, қазіргі технологиялық процестер, яғни, тапсырыстың жылдам орындалуы және өнімнің жоғары сапалылығы. Бұл тапсырыс беруші үшін өте маңызды.
Дипломдық жобаға мыналар кіреді:
- технологиялық бөлім;
- еңбек қауіпсіздігі және қоршаған ортаны қорғау;
- экономикалық бөлім.
Технологиялық бөлімге басуға дейінгі, басу және басудан кейінгі - кітапшалау-түптеу процестері кіреді. Өндірістің жылдық жүктемесінің есептеулері, қажетті жабдық санының есептеулері, материалдар, өндірістік бөлмелер және жұмысшылар саны кестелерде көрсетілген.
Еңбекті қорғау бөлімінде жұмысшылардың еңбек жағдайының қауіпсіздігі және денсаулық мәселелерімен оларды шешу жолдары қарастырылған.
Дипломдық жобаның эконоикалық бөлімінде жаңа технологияларды енгізудің тиімділігін көрсететін есептеулер келтірілген.
Дипломдық жобаның графикалық бөлімі сызулармен көрсетілген:
- баспахана ішінің жобасы;
- баспахана орналасқан ғимараттың бас жоспары;
- эвакуация жобасы;
- жүк ағыны;
- мерзімді басылымды дайындаудың технологиялық сұлбасы;
- экономикалық көрсеткіштер.
АННОТАЦИЯ
В данном дипломном проекте разрабатывается баспахана по выпуску периодических изданий - журналов. Выпускаемая продукция проектируемой типографии соответствует всем технологическим требованиям и является конкурентно способной на рынке полиграфических услуг.
К особенностям разрабатываемой типографии относится ряд современных технологических процессов6 заключающихся в быстром исполнении заказов и высоком качестве продукции6 что немаловажно для заказчиков и искушенных большим выбором продукции потребителей.
В дипломный проект входит: технологическая часть; охрана труда и окружающей среды; экономическая часть.
В технологической части рассматриваются допечатные, печатные и после печатные - брошюровочные процессы. Приведены таблицы расчетов годовой загрузки производства, расчеты необходимого количества оборудования, материалов, производственных помещений и численности рабочих.
В разделе охраны труда рассмотрены проблемы здоровья и безопасности условий труда рабочего персонала, а также их решения.
В разделе окружающей среды рассмотрены проблемы очистки сточных вод и очистки выбрасываемого воздуха.
В экономической части дипломного проекта приаодятся расчеты, доказывающие эффективность внедрения новых технологий.
Графическая часть дипломного проекта предаставлена чертежами:
плонировка помещений типографии; генплан здания, в котором размешена баспахана; план эвакуации; грузапотоки; технологическая схема изготовления периодических изданий; экономические покозатели.
Пояснительная записка состоит из страниц, в графической части листов.
КІРІСПЕ
Полиграфия - әлемдегі ең ірі және қарқынды түрде дамып келе жатқан салалардың бірі. Қазіргі кезде өзінің полиграфиялық кәсібі болмайтын ел жоқ.
Бүгінгі таңда полиграфия нарығы полиграфия өндірісіне қатаң талаптар қойып отыр және әрбір өзін құрметтейтін компания осы талаптармен санасуы қажет. Тапсырысты орындауда өнімнің сапасы және өнімділігі жоғары болуы үшін тек жақсы мамандар ғана емес, сонымен бірге жақсы жабдықтарды да қажет етді. Полиграфия саласында жаңа технологиялармен бағдарламаларды қолдану осы өнімнің полиграфиялық қызмет көрсету нарығында мықты бәсекелес болуына жол ашады.
Осы дипломдық жобаның мақсаты баспахананы жобалау және мерзімді журнал өнімін жасаудың технологиялық процесі. Өндірістік процестің негізгі бөлігі, оның құрамына кіретін басуға дейінгі, басу және басудан кейінгі технологиялық процестер. Осы процестерді орындау үшін бағыты, автоматизациясы, технологиялық мүмкіндігі және өнімділігі жағынан түрлі жабдықтар қолданылады.
СТР технологиясын енгізудің мынадай ерекшеліктері бар: тиімділігі жоғары, басу формасы сапасының жоғарылығы, материал шығынының және жұмыс күшінің аз жұмсалуы және өндірістік процестің қысқаруы мен жылдамдығы. Сондықтан осы дипломды жобалау барысында осы технологияны таңдадым.
Полиграфиялық өнімді дайындау кезіндегі ең басты және негізгі процесс-басу процесі. Басу процесінің негізгі міндеті, басу формасындағы бейнені, мүмкіндігінше анық беру. Жобаланған өнімді шығару үшін жазық басу әдісі таңдалды. Дипломдық жобада мерзімді журналдарды басу үшін Үндістанның Manudraph Machinery фирмасы шығаратын Shiva сериялы машиналары алынады.
Manudraph Machinery фирмасының басу техникасы- бұл көптеген баспахананың табысты өркендеуінің негізгі, ол өзінің эргономикалығының, қолданудағы ыңғайлылығымен және жұмыс тұрақтылығымен полиграфистердің сенімінен шығып отыр Manudraph Machinery машиналарында неше түрлі жұмыстар жасауға болады: күнтізбелерді кітаптарды, бүклеттерді басудан бастап толық түсті журналдарды, этикеткаларды және жарнамалық өнімдерді де басуға болады.
Таралым басылғаннан кейін өнім қосымша өңдеуді қажет етеді. Басылған таңбадан дайын полиграфиялық өнім алу үшін, бұл жағдайда- бұл мерзімді жоғарыкөркемді журнал, бірнеше түптеп-өңдеу процестерін жүргізу керек. Мұндай операцияларға- парақтарды кесу, бүктемелеу, биговка, сыммен тігу немесе терможеліммен (ТЖБ) бекіту, пресстеу, үш жағын кесу, соңынан орап-буу.
Кітапшалау-түптеу операцияларын 50 жылдай тәжірибесі бар әлемдегі ең ірі басудан кейінгі жабдықтарды шағаратын жапонияның Horison жабдықтарында орындалады. Бұл жабдықтар осы жобаның барлық талаптарына жауап береді.
Кітапшалап-түптеу процесін формалық ерекшелігі мұндағы технологиялық процестің ұзақ және күрделілігі.
Дипломдық жобада технологиялық процестен басқа: электрмен қамту, жабдықты жөндеу, зертханал, зауыт пен цех ішіндегі материалдар мен өнімдердің қорғалысы, олардың цехтер мен қоймаларда сақталады.
Бұл дипломдық жобаға экономикалық бөлім де кіреді. Экономикалық бөлімде есептеу жүйесібүкіл өндіріс бойынша жеке-жеке цехтар бойынша жүргізіледі.
Еңбекті және қоршаған ортаны қорғауғағ да көп көңіл бөлінген. Жұмысшыларға қауіпті өндірістік факторлардың әсер етуінің алдын алатын техникалық қауіпсіздік шаралары қарастырылған қауіпсіз және зияны жоқ жаңа технологиялық процесстерді енгізу және т. б.
Дипломдық жобаның соңғы бөлімінде бүкіл өндірісті жақсарту жөніндегі мәселелер қаралған, журнал өнімін шығару кезіндегі еңбек қиындығын төмендету, қолмен істелетін және физикалық ауыр операциялардың санын азайту.
- ТЕХНОЛОГИЯЛЫҚ БӨЛІМБасылымның техникалық сипаттамасы
Бұл дипломдық жобада мерзімді басылым журнал өнімін шығаратын баспахана жобаланған. Бұл жағары сапалы борланған қағазда басылған және түрлі-түсті бояулармен безендіріліп, лакталған мұқабамен қапталған жоғарыкөркемді өнім.
Бұл кәсіпорынның өнімі кең көлемді оқырмандарға арналған. Себебі бұл журналда денсаулық, спорт, табиғат, саясат, атақты адамдардың өмірі және т. б көптеген түрлі ақпараттар бар.
Оқармандар түрлі-түсті, сапалы дайындалған өнімді ала отырып өздеріне жақсы көңіл күй, сонымен бірге қызықты және қажетті ақпараттар алады және бос уақыттарын тиімді пайдалана отырып бұл өнімнің сұранысын арттырады.
1 - кесте. Жобаланатын №1 өнімнің техникалық көрсеткіштері
Басылымның форматы, мм
кескенге дейін
кескеннен кейін
185×300
180×290
Басылымның көлемі
физикалық баспа табақ
қағаз табақтағы
беттер саны
6
3
48
- - кесте. Жобаланатын №2 өнімнің техникалық көрсеткіштері
Басылымның форматы, мм
кескенге дейін
кескеннен кейін
185×300
180×290
Басылымның көлемі
физикалық баспа табақта
қағаз табақта
беттер саны
14
7
112
Басылымнаң көлемі (мұқаба)
физикалық баспа табақта
Баспахананың құрылымы
Негізгі цехтар Қосымша цехтар
↓ ↓
Формалық бөлімше Зертхана
↓ ↓
Басу цехы Жөндеу цехы
↓ ↓
Кітапшалау-түптеу цехы Базистік қойма
↓
Материалдар қоймасы
↓
Операциялық қойма
↓
Дайын өнім қоймасы
1 - сурет. Баспахананың негізгі және қосымша цехтары
Өнімді дайындаудың технологиялық сызбасы
Сандық түрдегі компьютерлік-графикалық жұмыс
↓
Жазық басу формасын дайындау - СТР
(Prosetter 74)
↓
Таралымды басу
(Shiva 74)
↓
Басылған негізгі мәтін парақтарын басу
(Horizon AFC-744AKT)
↓ ↓ ↓
Блокты сымен бекіту Түптеу қабын кесу Жинақтау
(Horizon StitchlLiner) (Senator E-Laine 78) (HorizonVAC-100)
↓
Блокқа түптеу қабын
терможелім арқылы бекіту
(Horizon BQ 270)
↓
Үш жағынан кесу
(Horizon HT-70)
↓
Өнімнің сапасын бақылау және орамалау (СТ-100)
↓
Дайын өнім
2 - сурет. Технологиялық процестің цех арасында жүруі
- Басу әдісін таңдау
Полиграфияда негізгі басу әдісі жазық басу әдісі болып табылады. Осы дипломдық жобада жобаланып отырған баспахананың да таңдауы осы жазық басылым.
Жазық басу әдісі - классикалық әдістердің бірі. Ол өзінің жоғары сапалылығы, тиімділігі және өнімділігі жағынан ең басты әдіс болып отыр. Жазық әдіспен басу баспалық өнімнің жоғары сапалы болуын, ұсақ бөлшектерінің де анық түсуін, жартылайреңдердің жақсы берілуін қамтамассыз етеді.
Негізгі жұмыс принципі мыналардан тұрады: бейне белгілі бір әдіспен өңделген пластинаға, сосын қосымша офсетті цилиндр көмегімен тікелей тасымалдауышқа беріледі. Мұндай әдіс арқылы толықтүсті бейне алу негізгі төрт түстің бір-біріне жағылуының нәтижесінде алынады: көк, сары, қызылқошқыл және қара. Қосымша лак жағылуы да мүмкін.
Біздің жобалап отырған баспахана жазық басу әдісі арқылы журнал өнімін шығарады. Бейнелі журнал өнімін біз дәл осы жазық басу әдісі арқылы шығарамыз, себебі өнімнің сапасына қойылатын талаптарды тек осы әдіс арқылы ғана орындай аламыз. Басуға - борланған қағаз қолданамыз. Бұл тек өнімнің эстетикалық жақсарту үшін ғана емес, сонымен бірге жоғарысапалы түрлі-түсті бейнені басу үшін материалға қойылатын технологиялық талапқа байланысты таңдалып отыр.
Жазық басу әдісі, қазіргі кездің өзінде түрлі полиграфиялық өнімдерді шығарудағы негізгі әдістердің бірі: газеттер, журналдар, кітаптар, көркемдік альбомдар, этикеткалар, орамалар, түрлі акциденттік өнімдер. Ұлыбританиядағы PIRA (Printing Information Research Association) ақпарат зерттеу ассоциациясының болжамдары бойынша 2010 жылы басқа әдістердің ішінде жазық басу әдісінің нарықтық мөлшері 40% көрсетеді (1 сур) . Басу сапасына келетін болсақ, мұнда бәсекелес бола алатын тек ойыңқы басу әдісі. Түрлі басылымдарды басу сапасы мен таралымға төзімділігі 2 суретте диаграмма түрінде көрсетілген, мұнда орта және үлкен таралымдарға арналған жағары сапа деңгейі толығымен жазық басу әдісіне тәуелді болып тұр. Өнімнің жоғары сапалы аз таралымға арналған деңгейін сандық басу әдісі иеленіп тұр, ал жоғары сапалы және өте жоғары жылдамдық деңгейі - ойыңқы басу әдісінде.

3- сурет. 2010 жылдағы басу әдістерінің нарықтағы деңгейі
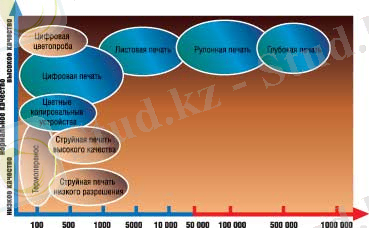
4- сурет. Түрлі әдістердің сапасы мен таралым көрсеткіштері
Басқа әдістермен салыстырғанда, жазық басу әдісінің ерекшеліктері мыналар: түрлі қағаз сорттарында жоғары сапалы өнімді кіші, орташа және үлкен таралымдарды тиімді түрде басып шығару.
Басу формасын сандық және дәстүрлі әдіспен жылдам әрі арзан орындау.
Барлық өндірістік процестің автоматтандырылуымен стандартталуынаң жоғары дәрежеде болуы.
Жазық басу әдісі осыдан 100 жыл бұрын американдық А. Рубел мен немістік К. Герман арқылы пайда болды. Жазық басу әдісінде бейне кездейсоқ пайда болған. Тура басу әдісінде рулон қағазы берілетін басу цилиндріне резиналы мата кигізілген, себебі қағаз бен формалық цилиндрдің арасында жақсы байланыс болуы үшін. Қағаз кешігіп берілгендіктен таңба резиналы матаға басылып кеткен, келесі айналымда оған қағаз берілгенде кенеттен қағазда резиналы матадан түскен анық бейне алынған. Сөйтіп жазық басу әдісі пайда болған, мұнда бояу басу формасынан қысым арқылы аралық резиналы немесе жұмсақ бетке беріледі, сосын одан барып басылатын материалға беріледі.
- Формалық бөлімше
Офсетті басу әдісінің маңызды элементтерінің бірі, соңғы жылдары біраз өзгеріске ұшыраған басу формасы болып отыр. Ақпаратты формалық материалға көшіру арқылы емес, жол бойымен жазу арқылы, алдымен материалдық түпнұсқадан, сосын барып сандық массивтерден ақпараттарды жазу осыдан отыз жыл бұран белгілі болған болған, бірақ аны іске асыру жақында ғана қолға алынды. Бұл процесске бірден өту мүмкін болмағанымен, бірақ бұл пластиналар өте жоғары сапамен жасайды және өндірушілердің кепілдемелері бар. Лазермен жазуға арналған жазық формалық пластиналардың көп түрлілігімен бірге қарапайым пластиналар да бар.
CtP технологиясына қосымша CtcP (Computer-to-conventional Plate - компьютерден қарапайым формалық пластинаға) . Осының барлығы полиграфиялық өндірісте жұмыстың жеңілдігін қамтамассыз етеді.
Қазіргі кезде әлем нарығында белгілі өндірушілердің көптеген формалық пластиналары бар: Agfa-Hoechst, BASF, Lastra, Polychrome, Presstek, Fujifilm, DuPont, Mitsubishi, Kodak және т. б. .
Баспаханалар полиграфияның қазіргі тенденцияларына сәйкес (таралымды төмендету, өнім ассортиментін көбейту және тапсырысты орындау уақытын азайту) бір таралымнан екінші таралымға өту кезінде машиналарды жылдам жөндеу және бір ауысымда көптеген басу формаларын жасау қажеттілігі туындайды. Сонымен бірге басылған өнімге қойылатын талап та қатаң болады, бұл көбіне форманың сапасына байланысты. Нарықтың бұл тенденциясы сандық ағынды (work flow) қолданудың қажеттілігін айтады.
CtP технологиясы өндіріс циклонынан фотопленканы шығару, оларды монтаждау және көшіру рамасында офсетті пластинаны көшіру операцияларын қажет етпейді. Бұл технологияда басуға дейінгі процесс толығымен сандық түрде болады, басқаруға жеңіл және автоматтандырылған. Сонымен қатар өнім сапасы біршама жақсарып, баспахана жұмысы тиімді болды.
CtP технологиясын енгізудің тиімділігін анықтайтын негізгі аспектілер:
- Дәстүрлі технологиямен салыстырғанда материалға кететін шығын азаяды және форма жасау өндірісіндегі жұмыс күші азаяды.
- Өндіріс циклын қысқарту және жылдамдату, сонымен қатар шығындарды азайту. Ақпараттарды сандық түрде қолдану және беру, басуға дейінгі процестің уақытын біршама қысқартады. Тапсырысты алғаннан дайын өнім шыққанға дейінгі бүкіл өндіріс циклының жылдам айналымы, баспахананың бәсекеге сай болуына қажетті артықшылықтардың бірі.
- Өнімнің жоғары тұрақты деңгейі. WorkFlow кезінде оператордың квалификациясын, өнім сапасын анықтауын тоқтатады, бұл өнім сапасының жоғары нәтижелілігінің тұрақтылығын көрсетеді.
- Ақпараттарды беру мүмкіндігін кеңейтеді. Егер ақпараттарды дайындау (дизаин, сканерлеу, беттеу) баспаханада орындалмаса және аймақтағы репроцентр өшірілген болса, онда фаилдар сандық түрде диск арқылы немесе торап арқылы беріледі. Сандық технологияға геграфиялық арақашықтық кедергі емес. Heidelberg-Meta Dimension-ың жаңа workflow PDF - форматын қолдана отырып торап арқылы ақпараттарды жіберу процесін біршама жеңілдете түседі.
- Жаңа технологияны қолданатын баспаханалар клиенттерді тапсырыстарының тез арада орындалуы және жоғары сапалылығы қызықтырад. Мұндай артықшылықтар баспахананың қызмет көрсету нарығында көшбасшы болуына септігін тигізеді.
- Штифті келтіру жүйесінің дәлдігі басу машинасының жылдамдығын арттырады. CTP жүйесін қолданушылардың айтуы бойынша берілген әдіспен алынған пластинадағы таңбаның келтірілуі жылдам орындалады. Сәйкесінше келтіруге кететін қағаз бен бояу шығыны қысқарады.
- Пластинадағы «қатты» растр нүктелері таралымды басуға дайындау уақытын азайтады. Дәстүрлі пластинадан тікелей жазу технологиясы бойынша дайындалған басу пластиналарының ерекшелігі, олар басу кезінде растр нүктелерін 175 сызық дюим линиатурасында 1-2%өлшемде шығарады және береді.
- Өндіріске енгізудің жоғары тиімділігі. Мұнда сол әдеттегі басу машиналары, қағаздар, бояулар, ылғалдау ерітінділері қолданылады. Сонда бұл CTP технологиясын енгізудегі тиімділік, ол басу процесіне ешқандай қосымша инвестициясыз іске асуы.
Бұл артықшылықтар CtP жүйесінің «термальді» технологиясы бойынша жұмыс істеп жүргенбаспаханаларға бұрыннан белгілі. Бұл технология нарықта 4 жыл болуымен қатар, өзінің сапалы және сенімді екенін дәлелдеп отыр. Бірақ термальді пластинаға жазуға арналған аппараттың өзінің құны өте жоғары, сондықтан осы күнге дейін CtP технологиясын тек үлкен баспаханалар ғана қолдана алды.
Кішігірім және орташа баспаханалар да осы CtP технологиясына көшуге құлықты, бірақ олардың жаңа технологияға салатын қаражаттың жоқтығы кедергі болып отыр.
1. 2. 1 Негізгі жабдықтарды таңдау
Prosetter 74 сериялы CtP жүйесі баспаханаға басуға дейінгі процесті дайын формалық пластина шығарумен аяқтауға мүмкіндік береді. Мұндай технология макет жұмысының аяқталуы мен таралымды басудың басталуы арасындағы уақыттың азаюын қамтамассыз етеді, қолмен монтаж жасаудағы қателіктер және көшірудегі қателіктер болмайды, келтіру сапасын жақсартады, нәтижесінде дайын өнім сапасының артуына және құнының төмендеуін қамтамассыз етеді.
Бұл модель құрамында күмісі бар жарықсезгіш қабаты бар алюмини пластинаға жазуға арналған. Heidelberg фирмасының Prosetter 74 құрылысы ішкі барабанды фототеру аппаратының схемасы бойынша құрастырылған. Көшіру процесі кезінде пластина ваккум көмегімен белгіленеді, ал жазу толқын ұзындығы 410 нм болатын лазер көмегімен іске асады. Құрамында күмісі бар пластинаның жоғары сезімталдығының арқасында жазуға қуаты 5 мВт болатын қарапайым лазер диодын қолдануға болады, бұл CtP жүйесімен салыстырғанда аппараттың құрылысын айтарлықтай жеңілдетеді және арзандатады. Сөйтіп CtP технологиясы күлгін лазер базасында сапаның жоғарылылығын қамтамассыз ететін, форма дайындаудың және жазу жылдамдығын қамтыған, жоғары қабілетті, анық және таралымға төзімді, өңдеу процесінің қарапайымдылығы қамтамассыз еткен бірден бір тиімді шешім.
Егер аппараттың үлкен еместігін және орындалатын қызметтерінің көптүрлілігін ескесек, онда бұл кішігірім баспаханаға дұрыс шешім болары сөзсіз.
Heidelberg фирмасы Prosetter 74 моделінде CtP технологиясының барлық белгілі артықшылықтарын іске асырды. Пленкаға жазуға арналған (He Quasar Primesetter) ішкі барабанды ФТА дайындауда 10 жылдық тәжірбиесі бар бұл фирма, алғаш рет тікелей формалық пластинаға жазуды осы Prosetter 74 аппаратында іске асырды.
... жалғасыСіз бұл жұмысты біздің қосымшамыз арқылы толығымен тегін көре аласыз.
- Іс жүргізу
- Автоматтандыру, Техника
- Алғашқы әскери дайындық
- Астрономия
- Ауыл шаруашылығы
- Банк ісі
- Бизнесті бағалау
- Биология
- Бухгалтерлік іс
- Валеология
- Ветеринария
- География
- Геология, Геофизика, Геодезия
- Дін
- Ет, сүт, шарап өнімдері
- Жалпы тарих
- Жер кадастрі, Жылжымайтын мүлік
- Журналистика
- Информатика
- Кеден ісі
- Маркетинг
- Математика, Геометрия
- Медицина
- Мемлекеттік басқару
- Менеджмент
- Мұнай, Газ
- Мұрағат ісі
- Мәдениеттану
- ОБЖ (Основы безопасности жизнедеятельности)
- Педагогика
- Полиграфия
- Психология
- Салық
- Саясаттану
- Сақтандыру
- Сертификаттау, стандарттау
- Социология, Демография
- Спорт
- Статистика
- Тілтану, Филология
- Тарихи тұлғалар
- Тау-кен ісі
- Транспорт
- Туризм
- Физика
- Философия
- Халықаралық қатынастар
- Химия
- Экология, Қоршаған ортаны қорғау
- Экономика
- Экономикалық география
- Электротехника
- Қазақстан тарихы
- Қаржы
- Құрылыс
- Құқық, Криминалистика
- Әдебиет
- Өнер, музыка
- Өнеркәсіп, Өндіріс
Қазақ тілінде жазылған рефераттар, курстық жұмыстар, дипломдық жұмыстар бойынша біздің қор #1 болып табылады.

Ақпарат
Қосымша
Email: info@stud.kz