Төмен қосындылы құрылыс болаттары және арматуралық болаттардың қасиеттері мен таңдау қағидалары

Қазақстан Республикасының Білім және Ғылым министрлігі
Семей қаласындағы Шәкәрім атындағы мемлекеттік университеті
СӨЖ
Тақырыбы: Төмен қосындылы құрылыс болаттары. Арматуралық болаттар
Орындаған: Тлеуханова Гүлнұр
ХН-221
Тексерген: Тлеуғали Е. Т.
Семей қаласы
2015 жыл
МАЗМҰНЫ
Кіріспе
1 Болат
2 Құрылыс болаттары
3 Құрылыс металл конструкцияларына арналған болаттарды тандап алу
4 Арматуралық болаттар
Қорытынды
Пайдаланылған әдебиеттер
Кіріспе
Кострукциялық болаттар деп машина бөлшектерін және құрылыс конструкцияларын жасауға қолданылатын болаттарды айтады. Бұл болаттар көміртекті және легірленген болып бөлінеді. Конструкциялық болаттарда көміртегінің шамасы 0, 5…0, 6%-дан аспайды.
Көміртекті конструкциялық болаттар. Олар: жай сапалы, сапалы, аспаптық болып бөлінеді.
Жай сапалы болаттар қасиеттеріне қарай үш топқа бөлінеді:
А тобы - тек механикалық қасиеттеріне кепілдік берілетін.
Б тобы - химиялық қасиеттеріне кепілдік берілетін.
В тобы - механикалық және химиялық қасиеттеріне кепілдік берілетін.
А тобының болаттары Ст әріптерімен және 0, 1, 2, 3, 4, 5, 6 нөмірлерімен таңбаланады. Нөмір саны артқан сайын оның беріктігі жоғары болады, ал пластикалық қасиеті төмендейді . Болат қасиеттері 1-кестеде көрсетілген. Б тобының болаттары Б әріптерімен таңбаланады. Мысалы, БСтО, БСтІ, БСт2, БСт3, БСт4.
В тобының болаттары В әрпімен және санмен таңбаланады. Мысалы, ВСт2, ВСт3 т. б. болаттарды тотықсыздандыруға байланысты қайнайтын(КП), тыныш(СП), жартылай тыныш(ПС) деп бөледі.
Жай сапалы болаттар арматура, құрылыс конструкцияларын және үлкен жүктеме түспейтін машина бөлшектерін жасауда қолданылады. А тобы болаттарынан ыстық кезінде өңделмейтін бұйымдар жасалады. Бтобыболаттарын күйінде күйінде өңделетін бұйымдар жасалады. В тобы болаттарынан пісірілетін конструциялар жасалады.
Болат - темір мен көміртектің қорытпасы. Болаттың негізін феррит құрайды. Ферриттің беріктігі төмен және өте пластикалы келеді, сондықтан оны таза түрінде құрылыс конструкциясында пайдаланбайды. Беріктігін жоғарылату үшін: көміртек қосадыкөміртекті болат; қоспа компоненттермен (сыңарлармен) легирлендіріледі - легирлендірілген болат; термиялық беріктендіріледі.
Көміртекті болат, құрамына байланысты, азкөміртекті, ортакөміртекті және жоғарыкөміртекті болып бөлінеді.
Азкөміртекті болатта көміртектің шамасы 0, 09-0, 22%-дан аспайды. Олар, дағдылы беріктіктегі азкөміртекті болат деп аталып, құрылыс конструкцияларында пайдаланылады.
Ортакөміртекті болатта көміртек 0, 25-0, 5% арасында қосылады. Бұны машина құрылысында қолданады.
Жоғары көміртекті болаттағы көміртек 0, 6-1, 2%-ға дейін жетеді. Осындай болаттар аспаптық (инструментальный) өнеркәсіпте айдаланылады.
Лигерлендірілген болаттар легирлендіруші элементтердің мөлшеріне қарай: төменлигирлендірілген, орталегирлендірілген және деп ажыратылады.
Төменлигерлендірілген болатта легирлеңдіруші элементтердің шамасы 2, 5%, - 2, 5-5%, жоғары легирлеңдірілгенде -10% дан астам болады. Құрылыс конструкцияларында төменлегирлендірілген болаттар пайдаланылады. Олар төменлегирлендірілген беріктігі көтеріңкі болаттар деп аталады.
Металл конструкцияларды әзірлеген кезде болаттың сапасы мынадай механикалық қасиеттерімен анықталады:
- Статикалық әсерлерге кедергі беру, яғни уақытша кедергісі δи мен аққыштық шегі δу бойынша;
- Динамикалық әсерлер мен морт қирауға кедергі беру, яғни әр түрлі температура кезіндегі соққы тұтқырлығы (ударная вязкость) бойынша;
- Пластикалық көрсеткіштері, яғни салыстаырмалы қалдықты ұзаруы бойынша.
Бұлардан басқа болттың сапасы тағы бірнеше рет қайталанатын жүктеуге кедергісімен, болаттың химиялық құрамымен және оны өндіру технологиясымен кепілденетін, дәнекерленуімен және тотығуға тұрақтылығымен анықталады.
Болат вариантты жобалау және техникалық-экономикалық талдау
негізінде тандап алынады.
Құрылыс конструкциялары үшін болатты тандау келесі параметрлерге:
а) конструкцияны құрастыру және пайдалану кезіндегі қоршаған ортаның температурасына. Мұнымен төмен температура болған уақытында морт сыну қаупі ескеріледі;
ә) әр алуан жүктеу кезіндегі материал жұмысының ерекшелігін тексретін, жүктеу түріне (статикалық, динамикалық, вибрациялық және т. б) ;
б) кернеулену жағдайы түріне (сығу, созу, жазық немесе көлемді
кернеулену жағдайы) ;
в) меншікті кернеу деңгейін, кернеулер шоғырлану дәрежесін және осылған жеріндегі материалдың касиетін анықтайтын, элементтердің қосылу тәсіліне;
г) калыңдығы жуандаған сайын болат касиетінің өзгеруін ескеру үшін,
элементтерде қолданылатын прокат қалындығына байланысты.
КР ҚМжЕ (СНиП РК) [4] (1-қосымша, 50-кесте) сәйкес барлық кұрылыс конструкциялардың түрлері, материалы жұмысының жағдайларына байланысты, төрт топтарға бөлінген.
Бірінші топқа ерекше ауыр жағдайларда жүмыс жасайтын немесе тікелей динамикалық, вибрациялық немесе жылжымалы жүктемелер әсеріне ұшырайтын, дәнекерленген конструкциялар мен олардың элементтері жатқызылған (кранасты арқалықтар; жұмыс алаңшаларының арқалықтары; ферма фасонкалары; көліктік галереялардың аралық конструкциялары; биіктігі 60 метрден жоғары электртарату жолдарының тіректері және т. б. )
Бірінші топтағы конструкциялар өте күрделі жағдайларда жұмыс жасайды. Сондықтан бұл конструкцияларға арналған болаттар үшін өте жоғары талаптар қойылады.
Екінші топка статикалық жүктеме кезінде созуға жұмыс жасайтын (фермалар; рамалар ригельдері; қабатаралық жабын және төбе жабын арқалықтары; саты косоурлары; көліктік галереялардың тіректері және т. б. ) дәнекерленген конструкциялар немесе олардың элементтері, және де дәнекерленген қосылыстары жоқ кезіндегі бірінші топтағы конструкциялар кіргізілген.
Үшінші топқа статикалық жүктеме кезінде көбінесе сығу кернеу әсеріне жұмыс жасайтын дәнекерленген конструкциялар (мәселен, ұстындар, бақандар, жабдық астындағы тіректер және баска сығылған, сығыла-майысқан элементтер) және де дәнекерленген қосылыстары жоқ кезіндегі екінші топтағы конструкциялар жатқызылған.
Төртінші топқа қосалқы конструкциялар (байланыстырғыштар; фахверк элсмснттері; сатылар; қоршаулар және т. б. ) және де дәнекерленген косылыстары жоқ кезіндегі үшінші топтағы конструкциялар кірістірілген.
Егер үшінші мен төртінші топтағы конструкциялар үшін статикалық жүктсмелер кезіндегі беріктік талабымен шектелу жеткілікті болса, бірінші мен екінші топтар үшін болаттың динамикалық әсерлерге және морт қирауға кедергісін бағалау маңыздысы болып табылады.
Дәнекерленетін конструкциялар үшін міндетті түрде материалының дәнекерленгіштігін анықтау керек. Дәнекерлі қосылыстары жоқ конструкциялар элементтеріне қойылатын талаптардың жеңілдеуі мүмкін себебі дәнекерлік кернеу өрісі жоқтығы, кернеулер шоғырлануының төмендегі және баска факторлар олардың жұмыс жағдайын жақсартады.
ҚР ҚМжЕ [4] -тің 50-кестесінде конструкциялар тобына және кұрылыс жүргізілетін ауданның ауа райына байланысты болаттардың тізімі келтірілген.
Әр топ ішінде болаттың соңғы таңдалуы техникалық- (болат шығынын жөне конструкцияның құнын) салыстырунегізінде және дайындаушы зауыттың технологиялык мүмкіндіктерін ескеруменжасалуы керек.
Конструкция құрамына (мәселен, құрамалы арқалықтарда, фермаларда) болаттың екі түрін қолданған экономикалық тиімді келеді - беріктігі жоғарылау болатты қатты жүктелген элементтер үшін (фермалар, аркалықтарбелдемелері), ал беріктігі төмендеуін шамалы жүктелген элементтері үшін (фермалар керегеторлары, арқалықтар қабырғасы) .
Болат ферриттен және перлиттен құралады. Перлиттің түйірлері фериттен едәуір беріктеу келеді. Осы екі құраушылар көміртекті болаттың жүктеме әсерінен жүмысын анықтайды.
Зерттеулердің керсетуі бойынша пластикалық деформациялар жанама кернеулер әсерінен феррит түйірлерінде ысыру (сдвиг) аркылы өтеді. Феррит түйірлерінде ысыру пайда болуына болат құрамындағы беріктеу перлит түйірлері үлкен кедергі туғызады. Сондықтан да болаттың беріктігі таза темірге карағанда едәуір жоғары болады.
Азкөміртекті болаттың қүрамына байланысты созу кезіндегі жұмысын мына түрде көрсетуге болады.
Бірінші кезеңде пропорционал шегіне σ р дейін әсер ететін кернеулерге пропорционалды серпімді деформациялар пайда болады. Мұны серпімді жүмыс кезеңі деп атайды. Материалдың осылай жұмыс жасау кезеңінде ұзару деформациялары атом торының серпімді-қайтқыш бүлінуі арқасында пайда болады. Сондыктан үлгіден жүктемені түсіргеннен кейін, ол алғашқы өлшемдеріне қайта келеді.
Жүктемені одан әрі өсіру феррит түйірлерінде жеке ысырулар пайда болуына келтіреді. Ксрнеулср мсм деформациялар арасындағы пропорционалдылығы бұзылады, яғии деформациялар кернеулерден тезірек өсе бастайды (σ у және σ р арасындағы бөлік) . Кейінгі кернеулер өсуі феррит түйірлеріндегі жеке ысыру санын көбсйтіп, оны ысыру сызық-жолына дамытады. Бұл жағдай тұрақты кернеулер кезіндеүлкен деформациялар пайдаболуына келтіреді, яғни аққыштық, алаңшасы құралады. Бұл пластикалы акқыштық кезеңінс аққыштық шек кернеуі σ у сәйкес келеді.
Азкөміртекті болаттардың және кейбір төменлегирленген болаттардың акқыштық, алаңшасының үзындығы 1, 5-2% шамасында болады. Деформациялардың дамуы феррит түйірлерінде аздаған серпімді деформациялар мен үлкен кайтымсыз ысырулар нетижесінде пайда болады. Сондықтан жүктемені алғаннан соң деформациялардың бір бөлігі қайтады, ал кайтымсызы қалдық деформацияларға келтіреді.
Деформациялардың одан әрі дамуына беріктеу және қатандау перлит түйірлері кедергі жасайды. Сондықтан үлгіде жалпы ысыру жазықтығы пайда болуы үшін ферриттің жеке түйірлеріндегі ысырулар перлит түйірлерін орағытуы керек немесе осалдау жерлерін жарып өтуі керек. Бүл үшін кернеулерінің жоғарлауы кажет. Аққыштық алаңшасынан уақытша кедергісіне дейінгі, сыртқы әсерлерге кедергісі көтерілетін, осы кезең өздігінен беріктену қезеңі деп аталады. Осы кезенде материалдың жүмысысерпімді-пластикалы ретінде өтеді.
Созған кезде ұзарту бойлық деформациясьша тарылу көлденең деформациясы ілесе жүреді. Уақытша кедергісіне таялған кезде ұзару мен тарылу деформациялары осалдау жеріне шоғырлануы арқасында "мойынша (шейка) " қүралады. Мойынша орынында үлгі қимасы тез кішірейеді. Осы себептен, үлгідегі жүктеменің төмендеуіне қарамастан, мойынша қимасындағы кернеу көтеріле береді. Осыньң нөтижесінде мойыншаның құрылған орынында үлгі үзіледі.
Ұзын аққыштық алаңшасы пайда болу тек қүрамына 0, 1-0, 3% шамасында кеміртек кіретін болаттарға тән. Көміртек кемдеу кезінде феррит түйірлеріндегі ысыруды тыю үшін перлит түйірлері жетіспейді, ал артық кезінде перлит түйірлері көп болып феррит деформациясын үнемі тыйыптұрады. Сондықтан оларда аққыштық алаңшасы пайда болмайды. Мұндайболаттар үшін шартты аққыштықшегі σ 0, 2 0, 2%-ға тең қалдық деформациясы бойынша апықталады.
Болатгың созу кезіндегі жұмысының негізгі көрсеткіштері болып улкен деформациялардың у аққыштық шегі элементтің қабылдай алатын шекті жүктемесіне сәйкес келетін σ у уақытша кедергісі және касиеттсрін сипаттайтын салыстырмалы ұзаруы болыптабылады. Ол үш көрсеткіштері болат Мемлекеітік стандартында келтірілген.
Азкөміртекті уақытша кедергісіне дейінгі аралықтағы материалдың жұмыс жасай алатын коры едәуір көп σ у /σ u ~0, 6 Осы жағдай болаттың пластикалық қасиеттерін кеңінен пайдалануға мүмкіндік береді. Беріктігі жоғары болаттыңаққыштық шегі уақытша кедергісіне жақын таялады (σ у /σ u ≥0, 8), сондықтан мұндай материалдың серпімді-пластикалық кезеңіндегі жұмысын пайдалануға шек қойылған.
Серпімді жұмысы кезеңіндебарлық прокатталған болаттар үшін серпімділік модулі Е=2. 06∙10 5 МПа=2, 06∙10 4 кн/см 2 . Пропорционал σ р шегінен аққыштық σ у шегіне дейінгіаралықтағы кернеулер кезінде серпімділік модулі кемиді.
Пластикалық деформациядан кейін өздігінен беріктену кезеңіне ауысуы, сонан соң болаттыңүзілуі жалғыз өсті біркелкі таралған кернеу кезінде ысыру арқылы өтеді. Максималды жанама кернеулер әсер ететін бағыты бойынша металдың қарқынды ағу жазықтығыпайда болады.
Екі өстер бойынша жүктелген кездеметалдың пластикалық күйіне ауысуы, өсер ететін кернеулердің таңбасына және мөлшерлерінің ара қатынасына байланысты. Мысалы, екі өстері бойынша таңбалары бірдей жүктемелер катарынанөсіп, кернеулері қимасындабіркелкі таралған кезде, пластикалық ағу көлбеген (наклонный) жазықтықтар бойынша ысыру арқылы өтеді. Мұндағы кернеулер жалғыз өстіжүктелген кездегісімен бірдей болады.
Егер жүктемелердің таңбалары әр түрлі болып, болат бір бағытында созылып екінші бағытында сығылса, онда пластикалық ағуы жалғызөсті жүктелген кезіне қарағанда аздау кернеумен өтеді.
Кернеулері қимасында біркелкі емес таралғанкезде, болаттың бір бөлігінің екінші бөлігі бойынша ысыруына серпімді аймақтары кедергі туғызады. Сондықтан қимасының аққыштыққа шалдыққан бөлігінде пластикалық ағу қысылған жағдайдаөтеді. Осы себепаққыштық кернеуінің σ у көтерілуіне келтіріледі.
Әр түрлі болаттардың созған кездегі жұмысының диаграммасы параметрлерініңшамасы бойынша елеулі ажырасады. Егер осы диаграммаларды салыстырмалы координаттарда σ/ σ 0, 2 және ξ/ξ 0, 2 тұрғызса, онда айырмашылығы шамалы болады. Мұндағы σ 0, 2 менξ 0, 2 сәйкес ақкыштық шегі мен аққыштық алаңшасының басындағы салыстырмалы деформация. Сондықтан осындай диаграммалар унификацияланған ретінде пайдалануға мүмкіндік береді . . . Қасиеттері бойынша алюминийдің болаттан едәуір айырмашылығы бар. Егер болаттың тығыздығы ρ бол =7, 85т/м 3 болса, алюминийдікі ρ ал =2, 7т/м 3 , яғни үш есе дерліктей болаттан жеңіл. Егер болаттың серпімділік модулі Е бол =2, 06∙10 5 МПа болса, алюминийде Е ал =0, 71∙10 5 МПа, мұнда да үш есе кем болаттан. Алюминийдің созу диаграммасында аққыштық алаңшасы жоқ. Шартты аққыштық шегінің кернеуі σ О2 =20-30МПа, уақытша кедергісінің кернеуі σ u =60-70МПа. Ал, болат үшін ең кіші аққыштық шегінің кернеуі σ у min =190МПа болса, ең кіші уақытша кедергісінің кернеуі σ u min =350МПа. Алюминий өте пластикалы келеді, оның үзілер кезіндегі ұзаруы 40-50%-ға жетеді.
Таза алюминий оңай коррозияланады, бірақ тез арада бетінде жұқа тотығу үлпегі пайда болып, коррозияның одан әрі дамуынан қорғайды.
Беріктігі төмен болғандықтан алюминий таза түрінде конструкцияларда қолданылмайды. Сондықтан оны беріктендіреді: а) легирлендірумен; ә) нагар-товкалаумен, яғни алдын ала созумен; б) термиялық өңдеумен.
Легирлендіруші коспалардың құрамына байланысты легирлендірілген алюминийдің уақытша кедергісі таза алюминийге карағанда 2 . . . 5 есе еседі. Мұндай қоспалар ретінде магний, марганец, мыс, кремний, мырыш және кейбір басқа элементтер пайдаланылады.
Осы қорытпаларды алдын ала созумен-нагартовкалаумен шартты аққыштық шегінің кернеуін σ 0, 2 1, 5 . . . 2 есе көтеруге болады.
Көп компонентті алюминий қорытпалары термиялық өңдегеннен кейін тозу үрдісінде беріктігі көтеріледі. Мүндай корытпалар термиялық беріктендірілетіндері деп аталады. Олардың уақытша кедергісі σ u =400МПа-дан асуы мүмкін, бірақ пластикалылығы кеміп салыстырмалы ұзаруы 5 . . . 10%-дан аспайды.
Қос композициялы қорытпаларды (А1-Мg, АІ-Мn) термиялық өңдеу беріктенуіне келтірмейді. Бұл қорытпалар термиялық деп аталынады. Осы себептерден алюминий қорытпаларының маркалары көп болады.
Алюминий қорытпалары әр түрлі термиялық өңделген және нагартовкаланған күйінде жеткізіледі. Бұл жағдайлар былай белгіленеді:
М-күйдірілген (отожженный, мягкий) ;
Н-нагартовкаланған;
1/2Н -жартылай нагартовкаланған;
Т-шыңдалған (закаленный) және 3 . . . 6 тәулік арасында үйтемпературасы кезінде табиғи тоздырылған;
Т1 -шьңдалған және бірнеше сағат арасында жоғарланған температура кезінде жасанды түрде тоздырылған;
Т5-толық шындалмаған және .
Жеткізу күйінің таңбасы корытпа маркасының кейін қосылады. Мысалы, АМг-М, АД-35-Т1 және т. т. Құрылыста келесі қорытпалар қолданылады:
- магналиялар депаталатын алюминиймен магнийдің қорытпасы. Ол маркасында АМг әріптерімен және магнийдің пайыздағы шамасын көрсететін санмен белгіленеді. МысалыАМг6;
- дюралюминдер деп аталатын мыс, магний жәнеаздау мөлшердегі
марганецтармен алюминийдің қорытпасы. Дюралюмин"Д" әріпімен жәнекезекті санын көрсететін цифрменбелгіленеді (Д1, Д16) ;
3) авиаль деп аталатын кремний(1%), магнкй (0, 7%), мыс (0, 4%), марганец немесе хромдармен алюминийдіңқорытпасы. Маркасында "АВ" әріптерімен белгіленеді.
Алюминий қорытпалары қымбат болғандығынан, бағалы қасиеттеріне қарамастан, құрылыс конструкцияларында сирек пайдаланылады. Олар көбінесе көтергіш және атқаратын конструкцияларды және суық солтүстік, жер сілкінетін немесе жетуге қиын аудандар құрылыстарында қолданылады
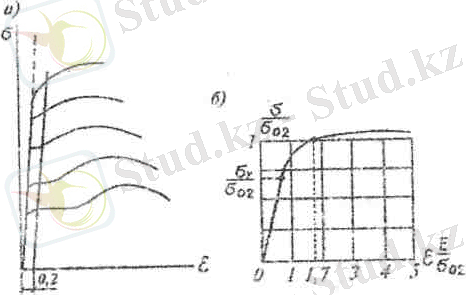
Сурет 4. Болат жұмысының унификацияланған диаграммасы.
Азкөміртекті болаттың пропорционал шегіне дейін мүлде серпімді
дерліктей екені созу диаграммасынан жақсы байқалады; бұл кезде оның
серпімділік модулі тұрақты және өте үлкен (Е = 2, 06∙10
5
МПа) . Серпімді жүмысынан соң шамалы өтпелі бөлігінен кейін пластикалық ағысы басталады. Аққыштық алаңшасы бойында болат мүлдем пластикалы дерліктей, яғни пластикалық модулі Е
пл
нөл шамасьшда. Мұндай болаттарды, акқыштық шегіне дейін мүлдем серпімді, одан кейін мүлдем пластикалы жұмыс жасайтын, идеалды серпімді-пластикалы материалға үқсатсақ көп қателеспейміз (Прантль диаграммасы) .
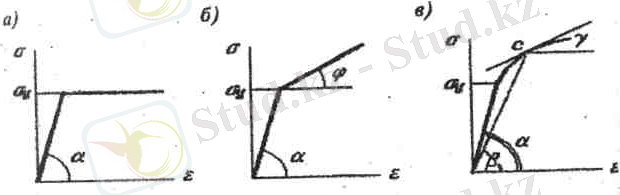
Сурет 5. Болат жұмысының идеалданған диаграммасы
Мұндай ұқсату конструкциялар есептеуін едәуір жеңілдетеді және болат жұмысының талдау шегін кеңейтеді. Акқыштық алаңшасы жоқ болаттардың пластикалық модулі серпімділік модулінің 1% на тең. Сондықтан онымен санаспай пластикалық модулін нөлге теңеп, мүндай болаттарға да Прантль диаграммасын қолдануға болады.
Арматура (латынша: аrmatura - құралдандыру, жабдықтандыру) - машиналардың, құралымдардың және ғимараттардың негізгі бөлігінің құрамына енбейтін, бірақ олардың дұрыс жұмысын қамтамасыз ететін қосалқы (әдетте бір қалыпты) құрылғылар мен бөлшектер жиынтығы. Арматура қолдану мақсатына қарай:
• құбыр өткізгішті арматура,
• электр машинасын жасаудағы арматура,
• электр жүйелеріндегі арматура,
• электр қуатын жеткізу желілеріндегі арматура,
• жарық техникасындағы арматура,
• металлургия пештеріндегі арматура,
• құрылыс арматурасы болып бөлінеді.
• Құбыр Арматурасы су, бу, газ және жанармай жүретін құбырларда, сондай-ақ химиялық, тамақ т. б. өнімдер қайта өңделетін өнеркәсіптерде;
• электр машиналарын жасаудағы Арматура электр машиналарының ток жеткізуші және қосалқы бөлшектерінде;
• электр жүйелеріндегі Арматура қалқандарда, патрондарда, ажыратып-қосқыштарда т. б. ;
• электр қуатын жеткізу желілеріндегі Арматура оқшаулағыштарды бағанаға, ал сымдарды оқшаулағыштарға бекітуге арналған бөлшектер мен тетіктер құрамында;
• жарық техникасындағы Арматура жарық ағынын реттеуге және көзді өткір жарық сәулесінен қорғауға, электр тогын жеткізуге, электр шамдарын бекітуге және оларды сынып қалудан сақтауға арналған жарық беретін құрылғылардың бөлшектері құрамында;
• металлургия пештеріндегі Арматура пештің ыстыққа төзімділігін арттыруға және оның сыртқы бетін салқындатуға қажетті металл бөлшектері құрамында;
• құрылыс Арматурасы құралымды күшейту үшін темір бетонда өзек, сым, каркас, тор т. б. түрінде қолданылады.
Ол әр түрлі пішінде жасалады . Арматуралық металл ретінде көміртекпен аз легирленген болат пайдаланылады. Қазақстанда Арматура Қарағандыда, Теміртауда, Павлодарда шығарылады.
ТБҚ арматуралауға арналған ыстықтай илемделген болат
Осы стандарт кәдімгі және алдын-ала кернеуленген темірбетон құрылымдарын арматуралауға арналған тегіс және жүйелі кескіннің ыстықтай илемделген дөңгелек болатқа таралады ( арматура 25г2с ) .
Төмен қосындылынған болаттардың химиялық құрамының нормаларына қатысты осы стандарт сондай-ақ құймаларға, блюмстерге және дайындамаларға таралады.
Жүйелі кескінді арматура 10
Бетонмен ілінісуді жақсарту үшін көлденең шығыңқылары (бұдырланулар) бар өзектің бойлық осінің бұрынышың астындағы беткі қабатта бірқалыпты орналасқан өзектер.
Арматура ат800 тегіс
Бетонмен ілінісуді бұдырлануы жоқ беткі қабаты тегіс дөңгелек өзектер.
Беріктік класы
Стандарттармен тағайындалған болат ағысының физикалық немесе шартты шегінің нормаланатын мағынасы.
Көлденең шығыңқылардың бүгілу бұрышы
Көлденең шығыңқылар (бұдырлану) және өзектің бойлық осінің көлденең шығыңқылары арасындағы бұрыш.
Көлденең шығыңқылардың қадамы
Өзектің бойлық осіне қатарлас өлшенген екі кезекті көлденең шығыңқылардың орталары арасындағы арақашықтық.
Көлденең шығыңқылардың биіктігі
Өзектің бойлық осінің тіке бұрышы астындағы көлденең шығыңқының ең жоғары нүктесінен жүйелі кескін өзегінің беткі қабатына дейінгі арақашықтық.
Жүйелі кескіннің а400с арматурасының нақтылы диаметрі (кескіннің нөмірі)
Дөңгелек тегіс өзектің көлденең қиылысының ауданы бойымен тең шамалас диаметрі.
Көлденең қиылыстың нақтылы ауданы
Діл сол нақтылы диаметрлі дөңгелек тегіс өзектің көлденең қиылысының ауданына баламалы көлденең қиылыстың ауданы.
МЕМСТ 10884-81
Осы стандарт бойынша а500с арматурасы механикалық қасиеттерге байланысты класстарға бөлінеді: Ах-III, Ат-IV, Ат-V, Ат-VI, Ат-VII, Ат-VIII.
Арматураны 16осы стандарт бойынша келесі таңбалы болаттардан дайындайды:
МЕМСТ 5781-82
Механикалық қасиеттеріне байланысты арматураны A-I (A240), A-II (A300), A-III (A400), A-IV (A600), A-V (A800), A-VI (A1000) кластарына бөледі.
Арматураны өзектермен немесе орамдармен дайындайды. A-I (A240) класты арматураны тегіс етіп дайындайды, A-II (A300), A-III (A400), A-IV (A600), A-V (A800), A-VI (A1000) класстарының арматураларын жүйелі кескінді етіп дайындайды. Тұтынушының талабы бойынша A-II (A300), A-III (A400), A-IV (A600), A-V (A800) класты арматураларды тегіс етіп дайындайды.
... жалғасыСіз бұл жұмысты біздің қосымшамыз арқылы толығымен тегін көре аласыз.
- Іс жүргізу
- Автоматтандыру, Техника
- Алғашқы әскери дайындық
- Астрономия
- Ауыл шаруашылығы
- Банк ісі
- Бизнесті бағалау
- Биология
- Бухгалтерлік іс
- Валеология
- Ветеринария
- География
- Геология, Геофизика, Геодезия
- Дін
- Ет, сүт, шарап өнімдері
- Жалпы тарих
- Жер кадастрі, Жылжымайтын мүлік
- Журналистика
- Информатика
- Кеден ісі
- Маркетинг
- Математика, Геометрия
- Медицина
- Мемлекеттік басқару
- Менеджмент
- Мұнай, Газ
- Мұрағат ісі
- Мәдениеттану
- ОБЖ (Основы безопасности жизнедеятельности)
- Педагогика
- Полиграфия
- Психология
- Салық
- Саясаттану
- Сақтандыру
- Сертификаттау, стандарттау
- Социология, Демография
- Спорт
- Статистика
- Тілтану, Филология
- Тарихи тұлғалар
- Тау-кен ісі
- Транспорт
- Туризм
- Физика
- Философия
- Халықаралық қатынастар
- Химия
- Экология, Қоршаған ортаны қорғау
- Экономика
- Экономикалық география
- Электротехника
- Қазақстан тарихы
- Қаржы
- Құрылыс
- Құқық, Криминалистика
- Әдебиет
- Өнер, музыка
- Өнеркәсіп, Өндіріс
Қазақ тілінде жазылған рефераттар, курстық жұмыстар, дипломдық жұмыстар бойынша біздің қор #1 болып табылады.

Ақпарат
Қосымша
Email: info@stud.kz