Ақтөбе мұнай өңдеу зауытында диплом алдындағы тәжірибе: технологиялық процестер, жабдықтар және техника қауіпсіздігі

Жұмыс түрі: Іс-тәжірибеден есеп беру
Тегін: Антиплагиат
Көлемі: 28 бет
Таңдаулыға:
МАЗМҰНЫ
БӨЛІМ 1. МЕКЕМЕМЕН ТАНЫСУ . . . . . .
- Саланың даму перспективалары және жағдайына жалпы сипаттама. Зауыттың ағымдық сызбасы. . . .
1. 2 Аға оператордың міндеттері мен құқықтары
БӨЛІМ 2. МЕКЕМЕНІҢ НЕГІЗГІ ПРОЦЕСТЕРІ МЕН АППАРАТТАРЫ.
- Процестің мақсаты және физика - химиялық негізі . . . …… . . . . . .
2. 2 Процестің технологиялық сызбасы, технологиялық режим нормасы . . .
2. 3 Негізгі аппараттары, оның конструкциясы, жұмыс принципі, тоқтату және іске қосу, коррозиядан қорғау . . .
2. 4 Технологиялық процесті бақылау және реттеу. Дабыл беру, қорғау, қоршау . . .
БӨЛІМ 3. ТЕХНИКА ҚАУІПСІЗДІГІНІҢ ИНСТРУКТАЖЫ . . .
3. 1 Техника қауіпсіздігі, өрт қауіпсіздігі, өндірістік санитария……… . . .
3. 2 Атмосфералық ауаны және су ресурсын зиянды заттармен ластанудан қорғау шаралары . . .
3. 3 Қондырғы жұмысындағы маңызды орындар . . .
3. 4 Жабдықтарды жөндеу түрлері, кестесі. Жөндеуге дайындау. . ……… . . .
ҚОРЫТЫНДЫ . . .
4
4
6
9
9
10
12
14
18
18
20
22
24
28
ҚОСЫМША
КІРІСПЕ
Тәжірибе оқудың ең маңызды кезеңі болып табылады. Тәжірибе теориялық білім курсын бекіту мақсатында жүргізіледі, сонымен қатар өндірісте жұмыс істеу қабілеттерін практика арқылы қалыптастырып, білім беру және балаларды тәрбиелеу кәсібімен таныстырады.
Диплом алды тәжірибесі жоғары мамандандырылған мамандарды дайындаудың ең маңызды бөлімі болып табылады және ол ұйымдарда, барлық жеке мекемелерде жүргізіледі.
Диплом алды тәжірибесі бекітілген оқу жоспары мен бағдарламаға сәйкес, оқу процесіндегі теориялық білімдерін кеңейту мен бекітуге бағытталған, кәсіби және ұйымдастыру қызметтік қалыптастыру үшін жүргізіледі. Диплом алды тәжірибесі қарастырылған профильдік пәндер циклын қаншадықты меңгергенін және оларды кәсіби тұрғыда қолдануды ұйымдастырады.
Тәжірибе міндеттері
- оқу барысында алған теориялық кәсіби білімдерін тәжірибеде пайдалану дағдыларын тереңдету және бекіту;
- практикалық және басқару мәселелерін шешу дағдыларына үйрену;
- Аппаратты, блокты түгелімен қондырғыны іске қосу мен тоқтатудын негізгі принциптері;
- Қондырғының және цехтың инженер техникарлық қызметкерлерінің құқықтары мен міндеттері;
- Қондырғының негізгі жабдықтарын, конструкциясын, ережелерін, жабдықтарды қайта өңдеу шараларын;
- Ауаны және суды өндірістік қалдықтармен ластанудан қорғау шаралары;
- Қондырғының жұмыс режимі, қондырғының жобалық және шындық өнімділігін;
- Зауыт құрылымы, оның шикізат базасын құруды;
- Дайын өнім ассортименті таңдауды;
- Зауыттың құрылымдық сызбасы, негізгі және көмекші цехтарына өзара байланысын құруды.
Диплом алды тәжірибесі "VIVA PRO" жауапкершілігі шектеулі серіктестігінің негізінде өттім. Бұл кәсіпорын жоғары тұтқырлы мұнайды пайдалана тауарды өнім алады, оның ішінде бензин, қазандық отын, мазут және т. б.
БӨЛІМ 1. МЕКЕМЕМЕН ТАНЫСУ
1. 1 Саланың даму перспективалары және жағдайына жалпы сипаттама. Зауыттың ағымдық сызбасы
Мұнай және газ өндірісі қазіргі таңда Қазақстан Республикасының ең маңызды салаларының бірі болып табылады. Энергетикалық және химиялық өндіріс саласы үшін мұнай, табиғи газ және конденсат бағалы шикі зат болып табылады.
Қарашығанақ газконденсатты кен орыны Оралдың мұнайбарлау экспедициясының көмегімен ең бірінші барлау ұнғымасын бұрғылау барысында 1979 жылы ашылды. Ол дүние жүзіндегі ең ірі газоконденсаты кен орындарының бірі болып табылады. Кеніш 280 шаршы километр аумақты алып жатыр, оның қойнауында 1, 2 миллиард тонна мұнай мен конденсат және 1, 35 триллион текше метр газ бар.
Қазіргі таңда Қарашығанақ игерудің барлық кезеңін сәтті жүріп отыр, өндіріс көлемі жылдан жылға кең өріс алуда. Игерудің технологиялық сызбасы Қазақстан Республикасының нормативті құжаты және жобалаудың техникалық тапсырмасына сәйкес КИО және НИПО мұнай және газ мамандарымен жүзеге асырылды.
Барлық кен орындарға тиеселі маселенің бірі ол - өнім көлемінің азаюы. Қарашығанақ кен орнында да ең негізгі мәселенің бірі - өнім көлемінің азаюы. Осыған орай, «Карачиганак Петролеум Оперейтинг Б. В. » компаниясы ұңғыма дебитін арттырудың альтернативті шараларын жургізеді және шет елдік компаниялармен біріге отырып осы мәселеге ерекше көңіл бөледі. Яғни негізгі шаралардың бірі ұңғының оптималды жұмыс режимін орнату және жабдықтарды таңдау болып табылады.
Технологиялық режим газ бен конденсаттың оптималды дебиттері, сонымен қатар шектеуші факторларды және жер қойнауын қорғау, қауіпсіздік техника ережелерін ескере жүргізілетін ұңғымалар мен ұңғымалар жабдықтарының дұрыс пайдаланылуын қамтамасыз ететін өндіру ұңғымаларының жұмыс шарттарын анықтайды. Технологиялық режимнің оптималды нұсқасы - қабат энергиясының минималды шығындары кезінде конденсаттың максималды үлестік шығуын алу.
Жабдықтардың тиімді нұсқасын таңдау арқасында көптеген кері әсерін тигізетін негізгі қиыншылықтардың алдын ала отырып, шығынды азайтуға болады. Қарашығанақ кен орнын пайдалану ерекшеліктері ескеріле отырып, көтергіш лифті, сағалық және құбыр іші жабдықтар таңдалады.
Сондықтан Қарашығанақ кен орнында ұңғының оптималды режимін орнату мен жабдығын таңдау - негізгі мәселе болып табылады. Осыған орай, ұңғыманың жұмыс режимін талдау мен қолданыстағы жабдықтардың тиімділігін арттыру жолдарын ұсыну маңызды.
Қазақстанда мұнай өңдеу мұнай алу көлемінің ұлғаюына қарай синхронды дамуда. Қазіргі таңда ішкі сұранысы 20 млн. тонна, суммалық қуаты 18, 5 млн. тоннаны құрайтын 3 МӨЗ бар.
Алайда қазақстандық МӨЗ-дер өңдейтін мұнайдың басым бөлігі импортталады. Бұл Шымкент және Павлодар зауыттарының ресей мұнайын өңдеуге негізделуіне байланысты. Қазақстанның мұнай өңдеу және мұнайхимия өнеркәсібі басқа салалар сияқты СССР кешенінің құрамдас бөлігі ретінде ұйымдастырылған және дамыған. Мұнай өнімдерін, химия және мұнайхимия өнімдерін шығару бойынша өнеркәсіптің өндірістік қуаты өнімдерді өзара жеткізу туралы келісімдер негізінде осы өнімдерге жалпы одақтық сұранысқа негізделген.
Экономиканың қарқынды дамуы мен әлеуметтік саладағы жағымды өзгерістерге байланысты мұнайөнімдерін шығару отынға артып отырған сұраныстан төмен болып отыр. Нәтижесінде елдің мұнайөнімдерінің импортына тәуелділігі сақталуда. 2003 жылы 490 мың тоннадан артық бензин импортталған, негізгі көлем - шамамен 95% - бензинге жоғаы емес октан санымен келген (95 және төмен) . Қазақстан нарығына бензинді негізгі жеткізуші Ресей болып табылады (98% артық), отын біршама аздаған мөлшерде Қытай мен Өзбекстаннан жеткізіледі [1] . Бұл белгілі бір дәрежеде энергияның бұл түрлері бойынша энергетикалық тәуелділік, энергетикалық қауіп туғызады және энергетиканың тұрақтылығын төмендетеді. Осыған байланысты жергілікті мұнайды өңдеу үшін әрекеттегі МӨЗ-дерді кеңейту және жетілдіруді және жаңа МӨЗ құрылыстарын, сондай-ақ кішігірім зауыттардың құрылыстарын қамтамасыз ету керек.
Дипломалды тәжірибе өткен "VIVA PRO" жауапкершілігі шектеулі серіктестігі жұмыс атқаратын Ақтөбе мұнай өндеу зауытының ағымдық сызбасы 1. 1 суретте және шығарылатын өнім ассортименті қосымшада берілген.
Сурет 1. 1 - Ақтөбе мұнай өндеу зауытының ағымдық сызбасы
1. 2 Аға оператордың міндеттері мен құқықтары
Лауазымдық міндеттері. Ұйымның бірінші басшысының жалпы басшылығымен және басқа бөлімшелер мен қызметтердің басшыларымен өзара байланыс жасай отырып өзінің міндеттерін орындайды. Өз құзыреті шегінде тиісті құрылымдық бөлімшелердің (қызметтердің) ұйымды ғылыми-техникалық дамыту, бейінді бөлімшенің жұмысына бағыт сілтеу және үйлестіру бойынша қызметіне басшылықты жүзеге асырады, оның қызметінің нәтижесін қамтамасыз етеді, әкімшілік мәселелерді шешеді. Ұйымның ғылыми-техникалық дамуының мақсаттарын, міндеттерін, саясаты мен стратегиясын айқындайды. Технологиялық процестердің, техниканың (кешендердің, машиналардың, аппараттардың, жабдықтардың, механизмдердің), қолданыстағы өндірістің жоғары техникалық дәрежесін, бәсекеге қабілеттілігін, ғылым мен техниканың заманауи жетістіктеріне, техникалық эстетика талаптарына және өндірістің неғұрлым үнемді технологияларына сәйкестігін қамтамасыз ете отырып, өндірілетін өнімнің жаңа және жетілдірілген түрлерін құруды басқарады. Өндірісте перспективалық конструкторлық әзірлемелердің, жаңа материалдардың игерілуін жеделдету, ғылыми-техникалық жетістіктерді кеңінен енгізу бойынша шараларды жүзеге асырады. Объектілердің қайта құрылуына, өндірістің автоматтандырылуына және көп еңбекті қажет ететін процестердің механикалануына байланысты жаңа тәжірибелік және өнеркәсіптік құрылғылардың, стандарт емес жабдықтардың және құрылғылардың жобаларын даярлауды ұйымдастырады. Даярланатын құрастырушылық өнімдерді бірыңғайландыру, стандарттау және сертификаттау дәрежесін арттыру жұмыстарын жүргізеді. Жаңа және жетілдірілген конструкциялардың техникалық тапсырмаларға, стандарттарға, еңбекті тиімді ұйымдастыру және қорғау талаптарына, қауіпсіздік техникасының нормаларына сәйкестігін қамтамасыз етеді. Жаңа конструкторлық әзірлемелердің техникалық-экономикалық негіздемелерін даярлауды, олардың тиімділігін, бұрын даярланған әзірлемелерден артықшылығын басқарады. Жаңа техниканы енгізу және игерудің перспективалық және ағымдағы жоспарларын даярлауды, өндірісті конструкторлық дайындауды, зерттеу және тәжірибелік-құрастырушылық жұмыстарды ұйымдастырады, олардың орындалуын бақылайды.
Автоматтандырылған жобалау жүйелерін енгізуді, конструкторлық бөлімшелер даярлайтын сызбалардың және басқа техникалық құжаттамалардың уақтылы жасалуын, келісілуін және бекітілуін қамтамасыз етеді. Тапсырыс берушілермен бірге жобалауға техникалық тапсырмаларды даярлауды жүзеге асырады, даярланған нобайлардың, техникалық және жұмыс жобаларының белгіленген тәртіпте сақталуын және келісілуін қамтамасыз етеді, жобалық шешімдерді бекітуге ұсынады. Қолданыстағы ережелерге сәйкес сызбаларды және басқа құрастырушылық құжаттамаларды сақтауды, көбейтуді және өндірісті олармен уақтылы қамтамасыз етуді ұйымдастырады. Жобалаудың прогрессивті әдістерін, есептеуіш және телекоммуникациялық техниканы, техникалық құжаттаманы көбейтудің үздік әдістерін, жобаларда стандартталған және бірыңғайланған бөлшектерді және құрастыру бірліктерін кең пайдалануды енгізу есебінен жаңа техниканы игеру мерзімін, өндірісті конструкторлық дайындау құнын және циклын азайту бойынша шараларды қабылдайды. Тәжірибелік өндіріс бөлімшелерінде өткізілетін зерттеу және эксперименттік жұмыстарды басқаруды жүзеге асырады. Өнім сапасы мен беріктігін, оның технологиялығын, экологиялық тазалығын үнемі жоғарлатуға, оның өзіндік құнын, көп еңбек мен көп материал қажет ететіндігін төмендетуге қол жеткізе отырып, тәжірибелік үлгілерді даярлауды, оларды эксперименталды тексеруді, алғашқы өнеркәсіптік сериялардың бастапқы партияларын жетілдіру және алғашқы өнеркәсіптік серияларын шығаруды ұйымдастырады. Өнімнің жаңа конструкцияларын орнатуға, сынауға, жөндеуге және іске қосуға қатысады. Бұйымдарды жасау және оның пайдалануына авторлық қадағалауды жүзеге асырады. Өндірісті конструкторлық даярлау жөніндегі техникалық құжаттамаға енгізілетін өзгерістерді бекітуге ұсынады. Өнімді сапа санаттарына аттестациялау бойынша, өндірісті қайта құру, техникалық қайта жарақтандыру, қарқындылығын арттыру жөнінде ұсыныстарды даярлау, өндірістің тиімділігін жоғарылату бойынша жұмысқа қатысады, енгізуге қабылданған рационализаторлық ұсыныстардың және өнертапқыштықтардың конструкторлық даярлығын қамтамасыз етеді. Неғұрлым күрделі рационализаторлық ұсыныстарды, сондай-ақ кәсіпорынға өзге ұйымдардан келетін стандарттарды және басқа конструкторлық құжаттаманы қарастырады және сын-пікірлер мен қорытындылар береді. Өндірістің конструкторлық дайындығын жүзеге асыратын жұмысшылардың біліктілігін жоғарылату бойынша жұмысты ұйымдастырады. Өзіне бағынышты бөлімшелердің қызметін басқарады және үйлестіреді.
Білуге тиіс. Қазақстан Республикасының заңнамалық, нормативтік құқықтық актілері және өндірісті конструкторлық даярлау бойынша әдістемелік материалдар, ұйымның бейіні, мамандануы және ұйымдық-технологиялық құрылымы, экономикалық қызмет түрінің және кәсіпорынның техникалық дамуының перспективасы, ұйымның өнімін өндіру технологиясы, жобалаудың жүйесі және әдістері, экономикалық қызмет түрінде және ұйымда өндірістің конструкторлық даярлануын ұйымдастыру, ұйым жабдығының өндірістік қуаты, техникалық сипаттамасы, конструкциялық ерекшеліктері және жұмыс режимі, оны пайдалану ережелері, өндірістің конструкторлық дайындығын жоспарлау тәртібі мен әдістері, даярланатын құрылыстарға, оларды орнатуға және пайдалануға қойылатын техникалық талаптар, техникалық есептерді жүргізудің әдістері, техникалық эстетиканың, көркемдік құрылыстың және эргономиканың негіздерін, құрылыстық құжаттаманы дайындау және ресімдеу бойынша стандарттар, техникалық шарттар және басқа басшылық материалдар, патенттану, стандарттау және сертификаттау негіздері, автоматтандырылған жобалау жүйелері, құрастырушылық құжаттамалардың көшірмесін түсіру және көбейту құралдарын қоса, қазіргі кезге сай есептеу және телекоммуникациялық құралдар, жобалық-құрастырушылық дайындықтарға еңбекті тиімді ұйымдастыру талаптары, өндірістің тиісті саласындағы отандық және шетелдік ғылыми және техникалық жетістіктер, ұқсас өнімді құрастырудың отандық және шетелдік озат тәжірибе, экономика, өндірісті, еңбекті және басшылықты ұйымдастыру негіздері, еңбек заңнамасын, өрт қауіпсіздігінің талаптары.
Біліктілікке қойылатын талаптар. Тиiстi мамандық бойынша жоғары (немесе жоғары оқу орнынан кейiнгi) бiлiмі және экономикалық қызмет түрінде тиісті ұйым бейінінде құрастыру жұмысы бойынша жұмыс стажы кемінде 5 жыл болуы тиіс[2] .
БӨЛІМ 2. МЕКЕМЕНІҢ НЕГІЗГІ ПРОЦЕСТЕРІ МЕН АППАРАТТАРЫ
2. 1 Процестің мақсаты және физика - химиялық негізі
Зауыт мұнайды отын жолымен өңдеуге арналған және үздік дүниежүзілік өндірістердің деңгейіне сай мұнайды 80-85 пайызға дейін тереңдете өңдеуді қамтамсыз етеді.
Мұнай өңдеу мынадай процесстерді қолдана отырып жүзеге асырылады:
- мұнайды электрмен сусыздандыру және тұзсыздандыру;
- cусыздандырылған және тұзсыздандырылған мұнайды алғаш айдау;
- бензиндерді, реактивті және дизел отындарын гидротазалау;
- бензин фракцияларының каталитикалық риформингі;
- каталитикалық крекинг;
- газбен фракциялау;
- мұнай битумдарын өндіру;
- кокс өндіру.
Павлодар мұнай химия зауытының жобалық қуаты - жылына 6 млн. тонна. Мұнайды алғашқы өңдеу бойынша негізгі технологиялық процесс ЛК-6у -құрама қондырғысында жүргізіледі. Оның артықшылығы өндіріс циклінің толық және мынадай қондырғылар жиынтығының болуында:
- 100-Секция - мұнайды электрмен сусыздандыру мен тұзсыздандыру және оны ауамен айдау. Бұл қондырғы ЛК-6У құрама қондырғысында негізгісі;
- 200-Секция - каталитикалық риформинг, автокөлік бензиндері мен техникалық сутегінің жоғары октанды компоненттерін алуға арналған;
- 300/1-Секция - дизелді отынды сумен тазалау, күкіртті, азотты және тағы басқа зиянды қосылыстарды тазалауға арналған;
- 300/2-Секция - керосинді сумен тазалау, күкіртті, азотты және тағы басқа зиянды қосылыстардан фракцияларды тікелей айдауға арналған;
- 400-Секция - газбен фракциялау, техникалық және коммуналды-шаруашылыққа арналған сұйытылған көмірсутекті газдар мен автомобилді бензиндердің компоненттерін алуға арналған.
Мұнай өңдеу сапасын одан әрі тереңдете түсу мақсатымен зауытта КТ-1 мазутты тереңдете өңдейтін комплекс салынып, іске қосылған. ТМД-да бірінші салынған бірегей қондырғы:
- 001-Секция - мазутты вакуумды айдау;
- 100-Секция - күкіртті, азотты, оттекті қосылыстардан вакуумды газойлді сумен тазалау;
- 200-Секция - бензиндердің жоғары октанды компоненттерін алуға арналған каталитикалық крекинг;
- 300-Секция - абсорбциялау және газбен фракциялау. Каталитикалық крекинг секциясынан келіп түсетін тұрақсыз бензин мен қаныққан газды фракциялауға, абсорбциялау және газбен фракциялауға арналған.
Ауыр фракцияны тереңдетіп өңдеу мақсатында зауытта мынадай қондырғылар жұмыс істейді:
- Битум өндіретін қондырғы (мазутты вакуумды айдау блогынан және тотықтыру колонналарынан тұрады) ;
- мұнай коксін алуға арналған баяулатып кокстейтін қондырғы, ректификация және реакторлық қондырғыдан тұрады;
- күкірт өндіретін қондырғы, су ерітіндісін регенерациялауға және күкірт алуға арналған.
Шығарылатын өнімнің сапасын зауыттың Орталық зертханасы қадағалайды және оның:
- Тауар;
- Бақылау;
- Зерттеу;
- Санитарлық бөлімшелері бар.
Зауытта, дүниежүзілік мұнай өңдеу практикасында қолданып жүрген стандарт бойынша өндіретін өнімнің сапасын бақылайтын жоғары білікті мамандар жұмыс істейді[3] .
2. 2 Процестің технологиялық сызбасы, технологиялық режим нормасы.
Мұнайды айдаудың нұсқасын мұнайдың шифрі негізінде және берілген мұнайдан алынатын негізгі өнімдердің сапасы арқылы анықталады.
Атмосфералық блокта технологиялық нұсқа үш параметр арқылы анықталады: мұнайдағы күкірт үлесі (<0, 5%; 0, 5-1%; >1%) ; мұнайдағы (<15%; >15%) бензин фракциялардың үлесі (28-200°С) ; қондырғы өнімділігі (<1, 5 млн. т/г; >1, 5 млн. т/г) .
Қондырғы келесі блоктардан тұрады:
1. Келесі өнімдерді алатын мұнайдың атмосфералық айдауы:
- Фракция 28 - 120°С
- Фракция 120 - 180°С
- Фракция 180 - 240°С
- Фракция 240 - 350°С
- Фракция >350°С.
Атмосфералық бағанада дизельді фракция екі ағынға бөлінеді: фракция 180 - 240 °С және фракция 240 - 350 °С.
2. Келесі өнімдерді алатын мұнайдың вакуумдық айдауы:
- майлы фракция (фракция 350 - 420°С)
- майлы фракция (фракция 420 - 500°С)
- гудрон (фракция >500°С) .
Вакуумды блокта бірінші бағанада 350 °C-қа дейін қайнайтын фракциялар бөлінеді және 350 - 500 °C кең фракцияны алынады, кейін ол екінші бағанада екінші рет қыздырылғаннан кейін майлы дистилляттарға (жеңіл және қатты) .
Мұнайдың біріншілік айдау (МБА) - мұнайдың ректификациясы негіз болып табылатын тұрақты және ең кең таралған үрдіс.
Мұнайдың индексациясы бастапқы мәлімет болып табылады, яғни:
- мұнайдың классы (күкірт үлесі 0, 5; 0, 51 - 2, 0 немес одан да көп 2, 0%) : мұнайдың сәйкес классы 1 (азкүкіртті, 2 (күкіртті), 3 (жоғарыкүкіртті) .
- мұнайдың типі (содержание фракций до 350°C выше 55%, 54, 9 45% және менее 45%) : сәйкесінше тип мұнайдың 1 (жеңіл), 2 (орташа), 3 (ауыр) .
- мұнайдың тобы (мұнай және мазут % бойынша негізгі майлардың үлесі) : 1 - мұнайда > 25%, мазутта > 45%, 2 - сәйкесінше 15 - 24, 9% және 45%, 3 - 15 - 24, 9% және 30 - 44, 9%, 4 - < 15% және < 30%.
- мұнайдың топшасы (95-тен 85-ке дейін тұтқырлық индексі бойыша) : 1 - майлардың тұтқырлық индексі > 95, 2 - сәйкесінше 90 - 95, 3 - 85 - 90 және 4 - тұтқырлық индексі < 85.
- мұнайдың түрі (қатты парафин үлесі бойыша 1, 5-тен 6%-ға және жоғары) : 1 азпарафинді, парафин үлесі (% масс. ) ≤ 1, 5, 2 - парафинді (1, 5 - 6, 0 % масс), 3 - жоғарыпарафинді (> 6, 0% масс) .
Мұнайдың индексіне тәуелді оның МБА нұсқасы және алынатын дистилляттардың тазалау нұсқаларын анықталады. МБА атмосфералы-вакуумдық түтікшелі (АВТ) қондырғыларда жүзеге асырады. МӨЗ АВТ қондырғысы ең маңызды бөлігі болып табылады, және оның жұмыс атқару нұсқасы зауыттың қырын анықтайлы - отынды, отын-майлы немесе отын-май-мұнайхимиялы.
Мұнайды айдаудың нұсқасын оның шифрі негізінде және мұнайдан алынуға болатын негізгі өнімдердің сапасы бойынша анықтайды. Осымен байланысты, мұнайдың жеңіл фракциялары (до 350 °C) отын ретінде пайдаланылады, отынды және майлы кырыны мұнайдың топ пен топша анықтайды.
АВТ принципиалды технологиялық нұсқасын мұнайды айдау әдісі нақтыланғанннан кейін таңдайды және келесі критерийлерге назар аударады.
Атмосфералық бөлімде (сурет 2. 1) айдау нұсқасы бірбағаналы - А-1 және екібағаналы - А-2 (мұнайдың алдын ала бензинсіздендіруімен) . Нұсқасына анықтау біріншіден мұнайдың типі және классына (әсіресе меркаптан күкіртінің үлесіне) тәуелді және мұнайда ерітілген газдардың құрамына. Нұсқалардың әрқайсысы өзінің артықшылық пен кемшіліктеріне ие.
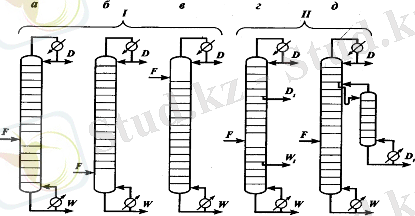
Сурет 2. 1 - Қарапайым (I) және күрделі (II) бағаналар құрылысы: а - толық; б - беріктеуші; в - айдау; г - негізгі бағанадан қосымша өнімдерді алу (Д1 и W1) ; д - буландырғыш бағанадан қосымша өнімдерді алу
АВТ вакуумды сатысының принципиалды нұсқасы келесідей болуы мүмкін:
-В-1 - бірбағаналы нұсқа, мұнда дистилляттар майлы және отынды болуы мүмкін;
-В-2 - қайнау температурасы 540 560 °C ауыр дистиллят гудронға дейін айдайтын бірбағаналы нұсқа. Мұндай нұсқа тек қана отынды дистилляттарды алу үшін жарамды;
-В-3 - майлы кырыны бар екіьағаналы нұсқа, мұнда бірінші бағана 350°C фракцияларды және 350 - 550 °C кең фракцияларды алу үшін пайдаланылады, ол кең фракция екіншілік қыздырудан кейін майлы дистилляттарға екінші бағанада бөлінеді[4]
Мұнайды айдаудың түріне байланысты вакуумды саты нұсқасы анықталады және де оған келесі факторлар да әсерін тигізеді (дистилляттарды алу тереңдігі, энергия шығыны, қондырғыға қызмет көрсету жеңілдігі және т. б. ) .
АВТ жалпы нұсқасын құрғанда оған қоса ЭЛОУ және бензин фракциялардың екіншілік дистилляция блоктары еңгізіледі.
Нақтыланған мұнайды айдау әдісімен бірге мұнайдың дистилляциясының жалпы және сатылы материалдық баланс құрылады. Бастапқы ақпарат ретінде ИТК бойынша мұнайдың фракциялық құрамы алынады.
Әрбір саты үшін құрылған материалдық баланс бойынша осы сатылардың технологиялық есебін жүзеге асырады.
2. 3 Негізгі аппараттары, оның конструкциясы, жұмыс принципі, тоқтату және іске қосу, коррозиядан қорғау
Термиялық крекинг және пиролиз.
Жоғары температураның әсерімен мұнайды өңдеуді термиялық өңдеу процестері деп атайды. Оған күрделі көмірсутектерді жоғары температура әсерінен қарапайым көмірсутектерге ыдырату (термиялық крекинг), ауыр мұнай қалдықтарын кокстеу (қортқылау), құрамында қанықпаған көмірсутектер көп болып келетін газдар қоспасын алу үшін жүргізілетін пиролиз процестері жатады. Көмірсутектердің термиялық ыдырауы 380-400 0 С-та басталады. Күрделі реакциялардың - термиялық полимерлену мен конденсациялану - нәтижесінде қанықпаған және ароматты көмірсутектерден шикі мұнайдың құрамына кіретін заттар - көмірсутекті газдары, сұйық мұнай өнімдерінің қосымша мөлшері, сонымен бірге мұнай коксы (қатты көмірсутек қалдығы) түзіледі. Мұнай шикізатын термиялық өңдеу жүйелері шарттарға және тағайындалуына байланысты крекинг, кокстеу және пиролиз аталымдарын алды[5] .
Термиялық крекинг. Шикі мұнайлардың ауыр фракцияларының белгілі температурадан аса қыздырылуы жағдайында қосымша бөліну икемділігі крекинг жүйесін пайдалануда үлкен жетістіктерге әкелді. Мұнайдың жоғары температурада қайнайтын фракцияларының бөліну кезеңінде, С-С байланыстары бұзылады, сутегі көмірсутегі молекуларынан үзіліп, нәтижесінде бастапқы шикі мұнай құрамымен салыстырғанда, түрлі өнімдер спектрі шығарылады.
... жалғасыСіз бұл жұмысты біздің қосымшамыз арқылы толығымен тегін көре аласыз.
- Іс жүргізу
- Автоматтандыру, Техника
- Алғашқы әскери дайындық
- Астрономия
- Ауыл шаруашылығы
- Банк ісі
- Бизнесті бағалау
- Биология
- Бухгалтерлік іс
- Валеология
- Ветеринария
- География
- Геология, Геофизика, Геодезия
- Дін
- Ет, сүт, шарап өнімдері
- Жалпы тарих
- Жер кадастрі, Жылжымайтын мүлік
- Журналистика
- Информатика
- Кеден ісі
- Маркетинг
- Математика, Геометрия
- Медицина
- Мемлекеттік басқару
- Менеджмент
- Мұнай, Газ
- Мұрағат ісі
- Мәдениеттану
- ОБЖ (Основы безопасности жизнедеятельности)
- Педагогика
- Полиграфия
- Психология
- Салық
- Саясаттану
- Сақтандыру
- Сертификаттау, стандарттау
- Социология, Демография
- Спорт
- Статистика
- Тілтану, Филология
- Тарихи тұлғалар
- Тау-кен ісі
- Транспорт
- Туризм
- Физика
- Философия
- Халықаралық қатынастар
- Химия
- Экология, Қоршаған ортаны қорғау
- Экономика
- Экономикалық география
- Электротехника
- Қазақстан тарихы
- Қаржы
- Құрылыс
- Құқық, Криминалистика
- Әдебиет
- Өнер, музыка
- Өнеркәсіп, Өндіріс
Қазақ тілінде жазылған рефераттар, курстық жұмыстар, дипломдық жұмыстар бойынша біздің қор #1 болып табылады.

Ақпарат
Қосымша
Email: info@stud.kz