Машина жасауда өндірістің техникалық және технологиялық дайындығын ұйымдастыру және басқару

Жұмыс түрі: Курстық жұмыс
Тегін: Антиплагиат
Көлемі: 30 бет
Таңдаулыға:
Мазмұны
1 ӨНДІРІСТІҢ ТЕХНИКАЛЫҚ ДАЙЫНДЫҒЫН МЕҢГЕРУ 5
- Өндірістің техникалық дайындығының бірыңғай жүйесінің 5
негізгі жағдайы
1. 2 Өндірістік құрылымның мамандануы 7
1. 3 Өндірістің ұйымдастырылған жаңа өнімді дайындауы 8
2 ҚҮРЫЛЫМДАУЛЫҚ ДАЙЫНДЫКТЫН ТАПСЫНМАЛАРЫ 10
2. 1 Құрылымдық дайындық кезеңдері. 10
3 ӨНДІРІСТІҢ ТЕХНОЛОГИЯЛЫҚ ДАЙЫНДЫҒЫНЫН КЕЗЕНДЕРI 11
НЕГIЗГI ЖӘНЕ БАСКАРУ ЖҮЙЕЛЕРI.
3. 1 Өндірісті технологиялық дайындаудың бірыңғай жүйесі (ӨТДБЖ) 11
3. 2 Технологиялық процесті өңдеу 12
3. 3. ИСО сериясы 900 стандартының талаптарына сәйкес келетін 12
жаңа технологилық процестерді өндірісіне өңдеу, қабылдау, жібер 13
4 МАШИНА ЖАСАУДА АСПАПТЫҚ ШАРУАШЫЛЫҚТЫ
БАСҚАРУ ЖӘНЕ ҰЙЫМДАСТЫРУ 13
4. 1 Технологиялық жабдық 14
4. 2 Аспаптық шаруашылық 14
5. 3 Жараққа және құралға қажеттілікті жоспарлау және есептеу 16
5. 4 Құрылғыны шығаруды ұйымдастыру 21
5. 5 Қайрауды ұйымдастыру, жабдықтарды қалпына келтіру және 22
жөндеу. 22
5. 6 Құралғының зауытта қозғалауы 22
6 ЖӨНДЕУ - ЭНЕРГЕТИКАЛЫҚ ШАРУАШЫЛЫҚТЫ 23
ҰЙЫМДАСТЫРУ ЖӘНЕ БАСҚАРУ
6. 1 Жөндеу шаруашылығының құрамы мен тағайындалуы 23
6. 2 Энергошаруашылықтың құрамы 23
6. 3 Жөндеу түрі және кәсіпорындағы жөндеу 24
шаруашылығының функциясы6. 24
4 Орындалатын жұмыс мен жөндеу түрлері 24
7 КӨЛІК ШАРУАШЫЛЫҒЫН ҰЙЫМДАСТЫРУ ЖӘНЕ БАСҚАРУ 25
7. 1 Кәсіпорындағы көлік шаруашылығының құрамы 25
мен тағайындалуы
7. 2 Көлікпен қамтамасыз етуді жобалау және ұйымдастыру 25
8 ҚОЙМА ШАРУШАЛЫҒЫН ҮЙЫМДАСТЫРУ 26
8. 1 Материалды қабылдау 26
8. 2 Материалдарды сақтау 26
8. 3 Материалдың шығымын бақылау 26
9 ӨНIМНІҢ САПАСЫН БАСҚАРУ 28
9. 1 Өнімнің сапасын басқарғанда жүйелі тіл табуды дамыту 28
10 ЕҢБЕКТІ ҚОРҒАУ ЖҮЙЕСІН БАСҚАРУ 29
10. 1 Еңбекті қорғауды басқару 29
10. 2 Машина жасау өндірісінде еңбекті қорғауды ұйымдастыру. 29
10. 3 Әкімшілік қызметкерлерінің. 30
10. 3 Автоматтандырылған және роботталынған өндірістегі қауіпсіздік
10. 4 Еңбекті қорғау бойынша жоспарлар құру және қаражатпен қамту
1 ӨНДІРІСТІҢ ТЕХНИКАЛЫҚ ДАЙЫНДЫҒЫН МЕҢГЕРУ.
1. 1 Өндірістің техникалық дайындығының бірыңғай жүйесінің негізгі жағдайы
Өндірістің техникалық дайындығында берілген кәсіпорындағы жаңа өнімді өндірістің меңгеруіне керекті дайындық жұмыстардың барлық жиынтығы түсіндіріледі.
Өндірістің құрылымдаулық дайындығы деп жаңа өнімді меңгеру және меңгергеннен соң оны жетілдіру үшін керекті құрылымдаулық құжаттаманы шығаруды қамтамасыз етумен кәсіпорынның құрылымдаулық қызметі мен басқа құрылымдаулық ұйымдастырулары арқылы орындалатын өндірістің техникалық дайындығының бөлімі аталады.
Өндірістің технологиялық дайындығында технологиялық құжаттамамен, жабдықтаулардың дайындалуымен немесе технологиялық процестердің зияндылығымен болатын кәсіпорынның технологиялық қызметі немесе басқа да технологиялық ұйымдастырулар көмегі арқылы орындалатын өндірістің техникалық дайындығының бөлімі түсіндіріледі.
Өндірістің технологиялық дайындығы бойынша реттілігін типтік желілік сызба ретінде көрсетуге болады.
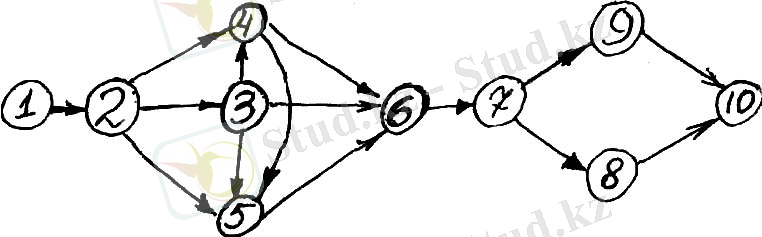
Сурет 1- ТПП желілі үлгісі
1) құрылымдық және техникалық- экономикалық құжаттамаларды алу.
2) технологиялық құрылым пайдаланулы.
3) технологиялық процестер жобаланған.
4) құрылғы жобаланған немесе таңдалған.
5) жабдықтаулар жобаланған.
6) құрылғы мен жабдықтаулар дайын.
7) техникалық процестер пайдаланулы.
8) көмекші операциялардығ және ауысулардың механизациялық және автоматизациялық құралдары дайындаулы (негізгі бұл жүктеу -жүк түсіру)
9) транспорттық жұмыстар.
10) соңғы көрсеткіштер алынған.
Жүйе келесідей негізгі тапсырмаларды шешуді қарастырады:
-типтік, структуралық сызба және типтік жағдай базасындағы өндірістің технологиялық дайындығының ұйымдастырылуын;
-дайындалуға жататын өнімнің технологиялық құрылымының қамтамасыз етілуі;
-өндірістің ұйымдастырылған технологиялық анализін есептеумен, өндірістік қуаттылықты есептеумен, құрылғының қажетті жоспарларының құрылуымен, материалды жіне жұмысты көрсеткіштерді және сол сияқты анықтаумен көрсетілген технологиялық процестердің өңделуі;
Өндірістің технологиялық дайындығы барлық өндірістің техникалық дайындығының функционалды жүйесі болып жабылады және онымен басқару басқа да өндірістік басқарудың функционалды жүйесімен тығыз қарым-қатынас жасауы керек болатынын есептейтін, өндірістің технологиялық дайындығының барлық процесін басқару. Технологиялық процестерді құрудың негізі болып өндірістік процестердің ұйымдастырылуының экономикалық тиімділігі айтылады. Осындай технологиялық процестердің өңдеоуі өндірістің ұйымдастырылуымен тығыз байланысқан.
Жұмыс орынының мамандандыру шартын келесі формуламен анықтауға болады:
Бірыңғай технологиялық процесс үшін:
tшт N = F K, (1)
мұндағы : tшт- қалыпты сағаттағы операцияның бір даналы уақыты
N- берілген көлемдегі пайдалануға жататын бір дана бөлшектің саны
F- сол уақыт кезеңіндегі жұмыс орынының уақыт қоры. Жылдық ағымдағы екі ауысымды жұмыс үшін уақыт қоры 4000 н/сағ -қа тең.
K - жұмыс орынын жүктеу коэффициенті /0, 66- дан төмен алуға болмайды/.
Типтік технологиялық процесс үшін жұмыс орынын мамандандыру шарты мына формуламен анықталады:
Мұндағы: tштi - i типтік мөлшеріндегі өңделген операцияның бір даналық уақыты.
Ni- берілген уақыт кезеңіндегі өңделуге жататын типтік мөлшердегі бір дана бөлшектің саны.
n- берілген типтегі типтік мөлшерлер саны.
Q- н/сағ- тағы типтік мөлшерлік өңделуіне жалпыланған еңбек сыйымдылығы.
Сол F және K мәнінде жаппай өндіріс шарты үшін ортақ өңделуге жататын Q мәні барлық типтік мөлшер үшін еңбек қосындысымен tштN анықталады. Типтік мөлшер саны көбіне маңызды емес.
Q мағынасы жаппай өндіріс үшін бастапқы шаттың мағынасынан айтарлықтай аз, бірақ олар бәрі бір де өте маңызды және ірі сериялылармен сәйкес келе алады немесе улкен сериялы өндіріс типімен салыстырғында. Бір типтік мөлшердегі білдекті екінші түрге құрастыру бұл шартта қиын емес. Типтік технологиялық процестер механикалық өңдеу ортасынан басқа дайындалудағы өндірістеде кең қолданылады, төсеу- термоөңдеу және т. б. үшін . Бұл жағдайда осы процесс арқылы өңделген бір жерде өңделген типтік технология барлығы үшін жұмысшы нұсқаулық құжат ретінде қызмет етеді. Қорытындысында типтік технология дамыды және өндіріске енеді.
Кіші сериялы және бірыңғай типтегі өндіріс шартында типтік технологиялық процесс көмегімен жұмыс орынын мамандандыру, ереже бойынша боа алмайды /көп жағдайда бұл орташа сериялы өндірісте де бола алмайды/.
Онда группалық технологиялық процеске ауысады, жұмыс орынын мамандандыру шарты үшін, толықтырулар арқылы әртүрлі бөлшек типтерінің группасынан көрсетілген келесі түрге ие болады:

(3)
Мұндағы: K, L, Z, D - әрбір типі толықтырылған топқа кіретін типтік мөлшерлеу саны.
D - топқа кіретін оригиналды бөлшектер саны (типтік емес) .
Бірінші топтау әдісі - бір мамандандырылған жұмыс орынында өңделген бөлшек операциялары тобының құрылуы.
Қиын емес бөлшектерді, құрылуы бір ғана операциядан тұратын технологиялық процестерді топтауға болады, мысалы, жаңартпалы білдекте, автоматта және т. б. Және де жеке бөлшек операцияларындағы қиын бөлшектен, бірнеше операциялардан жасалатын технологиялық процестерден тұратын топтарды да құруға болады. Осындай бөлшектердің технологиялық процестердің қалған операциялары өз кезегінде басқа топтар жасай алады немесе бірыңғай технологиялық процестермен орындала алады.
Топтаудың екінші әдісі - барлық технологиялық процесіндегі топтау. Бұл жағдайдағы маңыздысы бөлшекті топтау белгісі /құрастырылған бірлік / - топталған операциялардың топталған бөлшектердің технологиялық процесіне кіретін бірыңғай реттелген өңдеу белгісі.
1. 2 Өндірістік құрылымның мамандануы
Мамандану машина жасау кәсіпорынының өзінде өнім өндірісінде жинақтау базасында, сол сияқты және цехтары мен аумақтары бөлшек өндірісін жинақтау және құрастырылған бірлік базасында үш нұсқау арқылы жүзеге аса алады, маманданудың үш формасының біреуін іске асыра отырып : технологиялық, заттық немесе толық жеткен .
Технологиялық - ішкі заводты мамандандыру технологиялық операцияның тұтастылығы арқылы бір цехта немесе бір аумақта ұйымдастырылады.
Қазіргі уақытта техникалық цехпен және аумақтарды мамандандырудың технологиялық процесі бір екі операциялық технологиялық процеспен берілген өте қарапайым бөлшек үшін немесе жөнделудегі операцияларға біратты қиын жинақталынуы үшін қолданылады.
Заттық форма ішкі заводты мамандандыруда бір өнімді құрастыру үшін арналған әртүрлі бөлшектің бір цехта немесе бір аумақта дайындаудың жинақталынуы жолымен механикалық өңдеуде ұйымдастырылады. Үздіксіз форма кез келген өндіріс сериясында технологиялық процесті ұйымдастыру ішкі заводтық мамандандырудың кез келген формасы негізінде құрыла алады.
Ішкі заводтық мамандандырудағы толық жеткен форма осы немесе басқа өнімге бөлшектің жататынына тәуелсіз тұтастықтың құрылымды технологиялық немесе тек қана технологиялық белгілерін иеленген бірыңғай бөлшектердің бір цехта немесе бір аумақта жасалуының жинақталуындағы механикалық цехта ұйымдастырылады.
Технологиялық процестерді ұйымдастырудың үздіксіз формасының негізгі белгісі болып табылады :
а) жұмыс орынының мамандануы
б) технологиялық операциялардың орындалуына байланысты құрылғыларды орналастырып қою
в) өндіріс ырғақтылығын құру, негізгі қажеттісі қатты ырғақ, бірақ бос ырғақ - күндік, онкүндік және сол сияқты тапсырмалардың орындалуы.
1. 3 Өндірістің ұйымдастырылған жаңа өнімді дайындауы
Өндірістің ұйымдастырылған жаңа өнімді дайындауы таңдау бойынша барлығы өзара байланысқан процестердегі өндірістің жаңа өнімінің біршама тиімді формаларын және ұйымдастыру әдістерін, олардың материалдармен және толықтырушы өнімдермен қамтамасыз етілуін, мамандықтарға және біліктілікке сәйкес келетін кадрларды дайындауы, оперативті - өндірісті жоспарлау үшін негізгі керекті мәліметтер жиынтығын қарастырады. Оның мақсаты -жаңа өнімнің жоғары коэффициенті өндірісі бойынша ұйымдастырушы шарттарды құру.
Кесте 1 - Өндірістің техникалық дайындығының орындалуының кезеңдерінің реттілігі.
2 ҚҮРЫЛЫМДАУЛЫҚ ДАЙЫНДЫКТЫН ТАПСЫНМАЛАРЫ
Жаңа өнімнің жоспарлануы жоспарлы- техникалық және ғылыми-зерттеулі институттармен, ғылыми технологиялық орталықтармен, және де құрылымдық бөлімдермен және зертханалық кәсіпорындармен жүзеге асады.
Өнімді құрылымдаулық дайындаудың негізгі мақсаты болып табылады:
- өнім сапасын үздіксіз жетілдіру
- өнімді дайындаулы қабылдаулы жеңілдету және өндірістің берілген көлемінде дайындаудың прогрессивтік әдісін қолдану мүмкіндігі түсіндірілетін технологиялық құрылым деңгейін көтеру
- өнім құрылымын дайындау және жетілдіру, өнімнің біреуіне кететін материал шығынын азайту, өнімді қолдануға байланысты болатын шығынды төмендету арқылы жаңа өнімнің өзіндік құнын төмендету
- өнімді жоспарлау кезінде бар қалыпта және бірыңғайланған жартылай фабрикаттармен дайындау
- еңбекті сақтауды және техникалық қауіпсіздікті және де жаңа өнімді пайдалану және жөндеу кезіндегі ыңғайлылықты қамтамасыз ету.
2. 1 Құрылымдық дайындық кезеңдері
Жаңа өнімді жобалау үшін негізгісі тапсырыс берушімен оның жобалық ұйымдастыруға тапсыруы арқылы құрылатын жобалау техникалық тапсырмасы болып табылады. Жобалық тапсырмада өнім атаулары, оның белгіленуі, қолданылу аудандары, өндіріс және пайдалану процесіндегі технологиялық және экономикалық көрсеткіштері көрсетіледі. Жобалық тапсырма деңгейінде жаңа құрылымның немесе өнімнің бастапқы шыққаннан принциптік айырмашылығы анықталған, тізімдер және оригиналды өнімні қажеттіліктері келтірілген, тұтынушы үшін қалай есептелсе өндіруші үшін солай есептелген жаңа өнімнің нәтижелігінің нақты есептеулері берілген болуы керек.
3 ӨНДІРІСТІҢ ТЕХНОЛОГИЯЛЫҚ ДАЙЫНДЫҒЫНЫН НЕГIЗГI КЕЗЕНДЕРI ЖӘНЕ БАСКАРУ ЖҮЙЕЛЕРI
Өндірістің технологиялық дайындығы (ӨТД) - өндірістің технологиялық дайындығын қамтамасыз етуші шаралар жиынтығы (ГОСТ 14. 0004-83) . Өндірістің технологиялық дайындығы кезінде орнатылған техникалық- экономикалық көрсеткіштері бар берілген көлемде өнімді шығаруды жүзеге асыру үшін қажетті болатын құрылымдаулық және технологиялық құжаттамалар және технологиялық жабдықтаудың қаражаты барлық толық кәсіпорындағы бар нәрселер түсіндіріледі.
3. 1 Өндірісті технологиялық дайындаудың бірыңғай жүйесі (ӨТДБЖ) .
ӨТДБЖ- мемлекеттік стандартпен орналастырылған ұйымдастыру жүйесі және прогрессивті технологиялық процестердің, стандартты технологиялық жабдықтаулардың және құралдардың, өндірістік процестің механизациясының және автоматизациясының қаражатының, инженерлік техникалық және басқарушы жұмыстың кең қолданылуын қарастыратын өндірістің технологиялық дайындағын басқару.
ӨТДБЖ- ның негізгі мағынасы ГОСТ 14. 001-73-кесәйкес өндірістің технологиялық дайындығының әдістері мен қаражатын қолдану мен таңдаудағы жасалған барлық кәсіпорын мен жүйелік ұйымдастырушылық жақындау үшін, бірыңғай қамтамасыз ететін, ғылыми техниканың және өндірістің жетістіктеріне сәйкес келетін ұйымдастыру жүйесімен және ӨТД процесін басқаруды құрумен бітім жасалады.
ӨТД - ның негізгі тапсырмалары болып өндірісті меңгеру және берілегн мерзімдегі жоғары сапалы және өндірісі мен эксплуатациясы жоғары экономикалық нәтижелілікпен берілген сандары бар жаңа өнімді шығаруды қамтамасыз ету, және өнімді шығарудың әсер етуші технологиясын жетілдіру табылады.
Жаңа өнімді өндірудің технологиялық дайындығы тапсырмаларды шешудің келесідей негізгі функцияларын көрсетеді :
а) өнім құрылысының технологиялылығын қамтамасыз ету
б) қорытындының технологиялық әдістері мен процестерін өңдеу
в) технологиялық жабдықтаулар мен стандартты емес құралдарды жобалау және дайындау
г) ӨТД процесін ұйымдастыру және басқару
Өнім құрылысын технологиялылыққа өтеудің құрылыстық құжаттамасы өңдеудің әртүрлі кезеңіндегі негізгі мазмұндары төменде көрсетілген :
1. Техникалық сөйлем-бұл құрылыстық шешімдердің және құрамдас бөлімдерінің, жаңа материалдың, технологиялық процестердің және технологиялық жабдықтау қаражатының алу мүмкіндігінің табылуы; нұсқаның технологиялығының көрсеткішін есептеу және құрылымдық шешімнің соңғы нұсқасын таңдау ; құрылымдық құжаттаманы технологиялық бақылау ;
2. Эскиздік жоба - бұл құрастыруға және өндіріс шартындағы өнім құрылысының нұсқасын мүшелеуге, техникалық қарау және жөндеуге сәйкес анализ; технологиялық нұсқаулардың көрсеткіштерін есептеу және болашақ өңдеулер үшін керекті өнім құрылысының нұсқасын таңдау; құрылымдаулық құжаттаманың технологиялық бақылауы;
3. Жұмысшы құрылымдаушы құжаттама :
а) тәжірибелі үлгі немесе жеке өндірістегі өнім өнімді құрастыру мүмкіндігі анализін және аралық бөлшектеусіз құралған бөлімін қамтиды; бірліктің, бөлшектің және олардың құрылымдаулық элементтерінің бірыңғайлану мүмкіндігінің табылуы ; элемент бойынша бөлшек құрылысын өтеу және технологиялыққа құрастырмалы бірлік.
б) сериялы өндіріс- жұмыстың өндіріс, эксплуатация және жөндеу кезінде орындау шартын жетілдіру бойынша соңғы шешімді қабылдау, және де сол шешімдерді технологиялық құжаттамаға шегендеу ; өнім құрылысын біршама өнімтал технологиялық процестерді және өнімді технологиялық жабдықтау қаражаттарын қолданумен бірге болатын сериялы өндіріс талаптарына сәйкес келетіндейге дейін жеткізу.
3. 2 Технологиялық процесті өңдеу
ӨТД қызметі үшін құжат болып өнімді шығаруға технологиялық дайындық бойынша шаралардың кезеңдермен орындалуын анықтайтын шара жетекшісінің бұйырығы табылады. Кәсіпорынның жоспарлы - өндірісті бөлім бұйырығының негізін өнімді меңгеру кезеңдерін ЖӨБ бойынша жұмысты және оның орындалуының жалғасуын тізімдеуді, бөліну - орындаушылар құрамын және әрбір бөлімдегі жауапты орындаушыларын орналастыратын желілік және комплексті жоспар- сызба құрастырады.
Есептеуді жүргізу үшін келесі мәліметтерді қолданады : орындалған жұмыс тізімін, орындалған жұмыстың нақты ұзақтығын, еңбек және материалды ресурстар қозғалысы. Есеп құжаттамасына есептеуді жүргізу, беру, қабылдау және сақтаудың мезгілділігі және реттілігі өндірістің нақты шарттарымен анықталады және ӨТД- мен жүзеге асатын кәсіпорынмен орналасады.
3. 3. ИСО сериясы 900 стандартының талаптарына сәйкес келетін жаңа технологилық процестерді өндірісіне өңдеу, қабылдау, жіберу.
Тапсырыс беруші сұранымы негізіндегі орындаушымен құрылған техникалық тапсырма - техникалық процесті өңдеуүшін керекті негізгі құжат. Өңдеуге және технологиялық құжаттарды орындауға қатысатын жақтар тапсырыс берушінің, орындаушының және тұтынушының рөлін орындай алады. Тапсырыс беруші жақ ретінде келісімшарт бойынша немес технологиялық процесс орындалатын ол қабылдаған сұраным бойынша болып табылады. Тапсырыс беруші орындаушыға өңдеуге қатысты негізгі талаптарды ұсынады ; өңдеуге техникалық тапсырмаларды келтіреді; технологиялық процестерді қабылдайды және оларды қолдану аумағын анықтайды. Тапсырыс беруші өңдеуге керекті негізгі мәліметтердің техникалық - экономикалық дәлелділігіне және олардың қазіргі заманға ғылымның, техниканың, өндірістің даму деңгейіне сәйкес келуіне жауап береді.
Орындаушы тапсырыс берушінің талаптарына сәйкес техникалық тапсырмаларды өңдейді, оны тапсырма берушімен және басқада қызықты кәсіпорындармен үйлестіреді, қажетті құжаттамаларды өңдейді, комплектілік, сапа және құжаттаманы тапсырыс берушіге жіберу уақытына жауап береді және оның қолданылу кезінде авторлық қадағалауды жүзеге асырады.
4 МАШИНА ЖАСАУДА АСПАПТЫҚ ШАРУАШЫЛЫҚТЫ БАСҚАРУ ЖӘНЕ ҰЙЫМДАСТЫРУ
4. 1 Технологиялық жабдық
Әрбір машина жасау кәсіпорынында ондаған және жүз мыңдаған атауы бар технологиялық жабдықтар қолданылады және кәсіпорынның өндірісі мен әрекеті оның сапасына және оның жұмыс орындарының уақытылы қамтамасыз етілуіне байланысты.
Жабдықтың бағасына байланысты ТЖ шығыны құрайды:
- жаппай өніргенде - 25-30%;
- сериялы өндіргенде - 10-15%;
- ұсақ сериялы және бірлік - 5%-ға дейін;Шығарылатын өнімнің өзіндік құнына байланысты ТЖ салмағы :
- жаппай өніргенде - 8 - 15%;
- сериялы өндіргенде - 6-8%;
- ұсақ сериялы және бірлік -ға дейін.
Жабдықтың бағасына байланысты жаппай өндіргенде технологиялық жабдық шығыны 25-30%-ға жетеді, ірі сериялы - 10-15%, ұсақ сериялы және бірлікте -5%-ға жетеді.
Өзіндік құнда жабдықтың шығын үлесі сәйкесінше 4, 6, 8 және 15%-ға жетеді. Құралдарға кеткен (жабдықтау) айналымдағы қаражат мөлшері 15-тен 40%-ға дейін зауыттың жалпы айналым сомасына байланысты өзгеріп отырады.
Кәсіпорынның аспаптық шаруашылығының негізгі мақсаттары келесілер:
- жабдықтаудағы қажеттілікті анықтау;
- кәсіпорныды жабдықпен қамтамасыз етуді жоспарлау;
- жабдықтың шығынын мөлшерлеу және олардың қорын тиісті мөлшерде сақтау;
- кәсіпорынды сатымдық жабдықпен қамтамасыз ету;
- жабдықтың жеке өндірісін ұйымдастыру;
- жабдықты есептеу және сақтауды ұйымдастыру;
- жұмыс орындарын жабдықпен қамтамасыз ету;
- жабдықты оңтайлы қолдануды қамтамасыз ету;
- жабдықты қалпына келтіруді ұйымдастыру;
- жабдықты тиімді пайдалануды есептеу және талдау.
4. 2 Аспаптық шаруашылық
Машина жасау кәсіпорынының аспаптық шаруашылығы жобалау кезіндегі орындалатын жұмыс жиынтығын, яғни дайындау және алу, жөндеу, қалпына келтіру, сақтау және жұмыс орындарына құралдарды беру функционалдық өндірістік және жабдықтау бөлімдерінің жиынтығын қамтиды.
Аспаптық шаруашылығының жұмыс істеу мақсаты цехтердің және жұмыс орындарының қажетті мөлшерде жоғары сапалы технологиялық жабдықтармен үздіксіз қамтамасыз етілуі және оны жобалау, алу(немесе дайындау), сақтау, пайдалану, жөндеу, қалпына келтіру және пайдаға асыру кезінде шығынның аз болуы.
Аспаптық шаруашылық қызметінің негізгі мақсаты болып:
- жабдыққа мұқтаждықты табу және оны жобалау;
- жабдық шығынын мөлшерлеу және оның қорын қажетті мөлшерде сақтау;
- кәсіпорынды сатымдық жабдықпен қамтамасыз ету және жоғары өнімді және тиімді жеке өндіріс құру;
- жұмыс орындарын жабдықпен қамтамасыз ету, тиімді пайдалану және қалпына келтіруді ұйымдастыру;
- жабдықты тиімді пайдалануды есептеу және талдау.
Кәсіпорынның аспаптық шаруашылығын орталықтандырылған басқару бас технологқа немесе тікелей бас инженерге бағынышты аспаптық бөлімді жүзеге асырады.
Аспаптық бөлім әдетте келесі топтарды қамтиды:
... жалғасыСіз бұл жұмысты біздің қосымшамыз арқылы толығымен тегін көре аласыз.
- Іс жүргізу
- Автоматтандыру, Техника
- Алғашқы әскери дайындық
- Астрономия
- Ауыл шаруашылығы
- Банк ісі
- Бизнесті бағалау
- Биология
- Бухгалтерлік іс
- Валеология
- Ветеринария
- География
- Геология, Геофизика, Геодезия
- Дін
- Ет, сүт, шарап өнімдері
- Жалпы тарих
- Жер кадастрі, Жылжымайтын мүлік
- Журналистика
- Информатика
- Кеден ісі
- Маркетинг
- Математика, Геометрия
- Медицина
- Мемлекеттік басқару
- Менеджмент
- Мұнай, Газ
- Мұрағат ісі
- Мәдениеттану
- ОБЖ (Основы безопасности жизнедеятельности)
- Педагогика
- Полиграфия
- Психология
- Салық
- Саясаттану
- Сақтандыру
- Сертификаттау, стандарттау
- Социология, Демография
- Спорт
- Статистика
- Тілтану, Филология
- Тарихи тұлғалар
- Тау-кен ісі
- Транспорт
- Туризм
- Физика
- Философия
- Халықаралық қатынастар
- Химия
- Экология, Қоршаған ортаны қорғау
- Экономика
- Экономикалық география
- Электротехника
- Қазақстан тарихы
- Қаржы
- Құрылыс
- Құқық, Криминалистика
- Әдебиет
- Өнер, музыка
- Өнеркәсіп, Өндіріс
Қазақ тілінде жазылған рефераттар, курстық жұмыстар, дипломдық жұмыстар бойынша біздің қор #1 болып табылады.

Ақпарат
Қосымша
Email: info@stud.kz