Біліктерді механикалық өңдеу технологиясы: қызметі, дайындамалары және жону әдістері

Қорқыт Ата атындағы Қызылорда мемлекеттік университеті
Тақырыбы: Бiлiктердi механикалық өңдеу
технологиясы
Орындаған: Амангельди Ж.
Қабылдаған: аға оқытушы Басқанбаева Д.
Қызылорда, 2016ж
Бiлiктердi механикалық өңдеу технологиясы
Жоспар :
I Кіріспе
II Негізгі бөлім
1) Бiлiктердiң қызметтерi және түрлерi
2) Біліктердің дайындамалары
3) Бiлiктердi жону
III Қорытынды
Кіріспе
Білік (аспаптарда -білікше) тісті берілістер, фрикциялық ролик және т. б. механизмдерінде бұйымдарды ұстап тұру үшін қолданылатын айналмалы түтікшеден тұрады. Біліктер энергияны беруге қатысады. Осьтер айналмалы бөліктерді ұстап тұру үшін қолданылады және конструкциясы білікке ұқсайды, бірақ механикалық энергияны беруге қатыспайды. Иілгіш білікшелер тек қана айналмалы моментті береді; оларды әдетте бір біріне қатысты қозғалатын буындар арасында энергияны беру үшін қолданады.
Біліктер және осьтер сатыға тән дайындалады. Біліктердің өлшемін анықтау алдына ала айналуға немесе айналу және иілуге есептеуден басталады. Содан кейін біліктің құрамына кіретін барлық механизм жобаланады. Осылайша біліктің барлық өлшемдерін ала отырып, оны тексеру есебін орындайды. Жалпы жағдайда білік оған бекітілген берілістік элемент күштерінің әсерінен кеңістіктегі иілу, айналу және созылу немесе сығылу деформацияларына ұшырайды.
Біліктер мен осьтердің деформациясы берілістік жұмыс жағдайының нашарлауына, ал көп жағдайларда вибрацияның туындауына да алып келеді. Біліктер мен осьтердің деформациясын және тербелісін есептеу кезінде номограммалар кеңінен қолданылады.
Біліктер мен осьтердің тіректері айналып тұрған бөліктерден корпусқа немесе платаға күш береді. Механизмдер жұмысының сенімділігі және жұмыс істеу дәлдігі көбінесе тірек конструкциясының ерекшелігіне, ондағы айналу кедергісінен туындайтын мәннен және тұрақтылықтан байланысты болады.
Сырғанау тірегін кіші радиалдық өлшемдер алу қажет болған кезде қолданады. Майды сіңірген көпіршікті қосымша бетті пайдаланғанда тіректік түйіннің аса қарапайым конструкциясында айналу кедергісін бірмаша азайтуға болады. Май параметрлерін және сырғанау подшипнигінің өлшемін дұрыс таңдай отырып (мысалы, номограмма көмегімен), аса үлкен жүктемеде гидродинамикалық режимдегі жұмысқа қол жеткізуге болады: білік және тіректің жылжымайтын бөлігі май қабатымен тұтастай ажыратылады, мұндай тірек қарқын және жүріс күшейгенде ғана тозады. Егер үйкеліс күшінің аз моментін алу керек болса, ал білік баяу жылдамдықпен айналып тұрса, онда аспаптарда центрдегі және керндегі тірек қолданылады. ‡йкеліске шығынды одан әрі азайту үшін магниттік және сынапты тіректі, сонымен қоса «Роламайт» тірегін қолдануға болады.
Тербелу үйкелісі бар подшипниктер әсіресе механизмнің үдетілген кезінде аса дәлдікті және кедергі күшінің аз моментін береді. Автоматика және ЭЕМ механизмдерінің тіректерін жобалау кезінде тербелу подшипнігің көрсетілген қасиеті бірінші дәрежедегі мәнге ие болуы мүмкін.
- Бiлiктердiң қызметтерi және түрлерi
Бiлiктер машиналар мен механизмдердiң құрамында, көбiнесе айналмалы қимылдар мен моменттердi, олардың бiр торабынан екiншi торабына беру (өткiзу) үшiн қолданылады. Қызметiне қарай бiлiк жұмыс үстiнде өте күрделi бұралу, майысу, созылу және сығылу деформацияларының әсерiнде болады. Сондықтан бiлiкке орнатылған тетiктердiң жұмыстары дұрыс болуы үшiн, бiлiк материалының сапасы мен серпiмдi қатаңдылығы өте жоғары болуы керек.
Бiлiктiң серпiмдi қатаңдылығы оның геометриялық өлшемдерiне байланысты. Тәжiрибеде, егер бiлiктiң ұзындығының оның орта диаметрiне қатынасы 12-ден кем болса, оны серпiмдi қатаң бiлiк деп есептейдi де, ал одан жоғары болса, майысқақ, осал бiлiктерге жатқызады.
Бiлiктердiң қызметтерiне, конструктивтi пiшiндерiне, өлшемдерiне және материалдарына қарай алуан түрлерi кездеседi.
Бiрақ та, оларды жасау әдiстерiнде көптеген жалпылама технологиялық қағидалар болады, сондықтан нақтылы бiлiктiң технологиясын құруда, бiлiктердiң неше түрлi конструкцияларын жiктеу тұрғысында жасалған типтi үрдiстердi пайдаланған өте абзал.
Машина жасаудың салалары өте мол. Әр саласындағы технологияның өзiндiк ерекшелiк-терi болады.
Жалпы машина жасау саласында бiлiктердiң жадағай, текпiшектi, текпiшектi-белдеушелi, қуыс және бiртұтас шлицтi, тiстi бiлiктер және арнайы түрлерi кездеседi. Бiлiктердiң геометриялық остерiне қарай иiндi, тiзелi, кривошиптi, құлақшалы және эксцентриктi түрлерi болады.
Машина жасау саласына, бiлiктердiң бұл түрлерi онша тән болмағандықтан, бұл оқулықта көбiнесе станок және машина жасау саласында жиiрек кездесетiн жадағай және текпiшектi бiлiктердiң бiраз түрлерiнiң өңдеу технологиялары қамтылған.
Арнайы технологиялық әдебиеттердiң ақпараттары бойынша жалпы машина жасау саласындағы қолданылатын бiлiктердiң 85%-ының ұзындықтары 150-1000 мм арасында.
Бiлiктердегi шлицтi элементтердiң өтпелi ашық және тұйық жабық пiшiндерi кездеседi. Әсiресе тетiктердегi шлицтердiң 65% тұйық жабық пiшiндерi. Шлиц қимасының пiшiнi тiкқабырғалы немесе эвольвенттi болып келедi. Машина құрылысындағы шлицтердiң 85-90%-ының қималарының пiшiндерi тiкқабырғалы.
Қолданылатын материалдар
Көбiнесе бiлiктердiң материалы ретiнде конструкторлық сапалы көмiртектi болаттар 35, 40, 45 және легiрленген болаттар 40Х, 50Х, 40Г2 және т. б. қолданылады.
Бiлiктер берiк, үйкелiске төзiмдi болулары тиiс. Сондықтан оларды арнайы термиялық өңдеулер арқылы, қаттылықтарын НВ 230-260 мөлшерiне дейiн, ал iске шегулi мойын беттерiнiң қаттылығын HRC 45-50 мөлшерiне дейiн жеткiзедi.
Материалы аз легiрленген болаттан жасалған бiлiктiң үйкелiс төзiмдiлiгiн көтеру үшiн, оны алдымен химиялық-термиялық (цементациялау) өңдеп, одан кейiн термиялық өңдеу арқылы бет қаттылығын HRC 50-60 мәнiне дейiн жеткiзедi.
Техникалық шарттар
Бiлiктердiң қиылыстырылатын беттерiнiң (мойындарының) өңдеу дәлдiгi 6 немесе 8-шi квалитеттер мөлшерiнде, ал өңделiнген беттерiнiң кедiр-бұдырлықтары Rα=1, 25-0, 63 мкм, және Rα=2, 5-1, 25 мкм аралықтарында болады.
Мойын беттерi қималарының пiшiндiк ауытқулары, өздерiнiң диаметрлiк өлшемдерiнiң ауытқу шектерiне байланысты, төмендегiдей формуламен есептеледi.
ТФ ≤ (0, 2 - 0, 4) ТD, (1)
Мұнда, ТФ - мойын бет қимасы пiшiнiң ауытқу шегi, ТD - мойын бетiнiң диаметрлiк өлшемiнiң ауытқу шегi. Мойын беттерiнiң соғу (ұру) ауытқулары 10-20 мкм, түп беттерiнiң ең ұзын радиусiндегi остiк ұру ауытқуы 10 мкм-ден аспауы керек.
Шпонкалық паздар мен шлицтiк элементтердiң қабырғаларының оске параллельдiктерi, остiң 1 мм ұзындығында 0, 1 мкм-ден аспауы қажет. Бiлiк әрбiр текпiшектерiнiң ұзындық-тарының ауытқу шектерi 50-200 мкм.
Бiлiктiң осiнiң шектi майысу ауытқуы 0, 03-0, 05 мм/м.
- Дайындамалары
Машина жасау өндiрiсiнде, бiлiк тетiгiне керектi бастапқы дайындаманы негiзгi екi әдiспен алады.
- Материалды пластикалық деформациялау. Осы әдiс негiзiнде машина жасау саласында дайындама жасаудың соқпа, қақтама, штамптау, ротациялық-соқпа машиналарында қысымалдап өңдеу, электрлiк-шөктiру, көлденең-бұрандама әдiсiмен прокаттау атты технологиялық тәсiлдердi кең орын алған.
- Дайын стандартты прокатты кесу арқылы.
1-сурет. Бiлiктiң дайындамалары.
1-суретте әртүрлi әдiстермен алынған дайындамалардың түрлерi көрсетiлген.
Мұнда, 1, а-суретiнде төсеулi штамптарда штамптау әдiсiмен, текпiшектi бiлiктiң дайындамасы; б) - суретiнде көлбей-соқпа машинасында алынған белдеулi бiлiктiң дайындамасы; в) - суретiнде iрi сериялы және жаппай-мол өндiрiсiнде қолданылатын көлденең-бұрандама әдiсiмен прокаттау арқылы алынған текпiшектi бiлiктiң дайындамасы.
Дайындама алудың тиiмдiрек әдiстерiн таңдап алу үшiн, арнайы техникалық және экономикалық есептемелер жүргiзу керек.
Дегенмен дайындамаларды бағдарламаларының (шығару аумағы) көбеюiне қарай материал пайдалану коэффициентiнiң (К ПМ ) мәнi арта түседi.
, (2)
Мұнда, G ТЕТ - тетiктiң салмағы, кг; G ДАЙ - дайындаманың салмағы, кг.
Iрi сериялы және жаппай-мол өндiрiстерде К ПМ мәнi 0, 75-тен 0, 95-ке жетуi мүмкiн.
Кiшiгiрiм және майда өндiрiстерде, дайындамаларды ыссықақталған прокаттардан әзiрлейдi. Нақтылы тетiк жасау үшiн, оларды керектi өлшемдерге алдын ала қиып немесе кесiп алады.
Егер текпiшектi бiлiктердiң диаметрлерiнiң айырмалары әжептеуiр болса, онда олардың дайындамаларын ротациялық соқпа әдiсiмен алған жөн.
2-суретiнде радиальды-қысымдау (ротациялық соқпа) әдiсiнiң жұмыс iстеу жүйесi көрсетiлген.
Мұнда, 3 шпинделiнiң паздарына орналасқан матрицалы 5 соқпа аспаптарының жылжу мүмкiндiктерi қамтылған. Шпиндель айналған кезде центрден тепкiш күштерiнiң әсерiнен радиальды қысымылдаушы 5 аспаптары керiледi. 4 құрсауының тесiктерiнде бос отырған 1 ролик 2 ролигiн қыса бастайды, сол кезде 5 қысымылдаушы аспаптар центрге қарай ығысып 6 дайындамасын жан-жағынан қыса бастайды. Бұл үрдiстi дайындамалардың ыссы және суық күйлерiнде де жүргiзе беруге болады.
Радиальды суық қысымалдаудан кейiн, текпiшектi дайындамалардың диаметрлерiнiң дәлдiк шектерi ± 0, 02-0, 2 мм, ал бет кедiр-бұдырлықтары Rα=0, 63…0, 32 мкм.
Ыссы радиальды қысымалдау кезiнде дәлдiк шегi ± 0, 3 мм-ге, ал ұзындығы бойынша ± 1 мм-ге дейiн жетедi.
Материал пайдалану коэффициентi өте жоғары (0, 85…0, 95) . Үрдiс өте өнiмдi операциялардың ұзақтылығы небәрi 40…70 сек.
11-суретiнде өте прогрессивтi көлденең-бұранда әдiсiмен прокаттау тәсiлiмен текпiшектi дайындамалар алу жүйесi көрсетiлген.
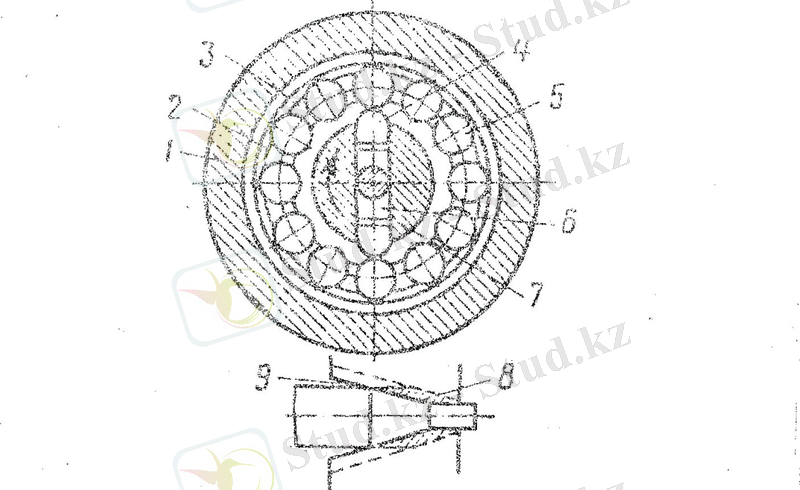
2-сурет. Бiлiк дайындамасын радиальды қысымдау әдiсiмен жасау.
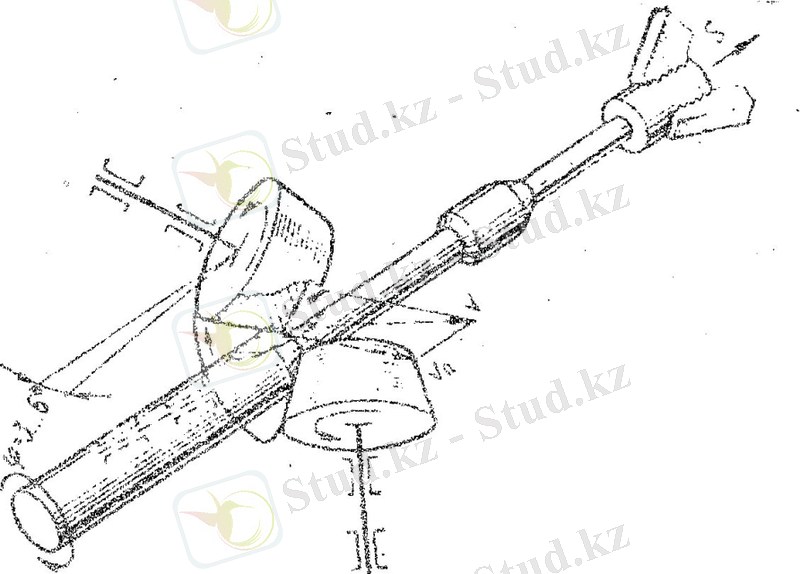
3-сурет. Текпiшектi бiлiк дайындамасын көлденең-бұрандама әдiсiмен прокаттау тәсiлiмен жасау.
Өңдеу технологиясы
Өңдеудiң технологиясы, қолданылатын құрал-жабдықтар, бiлiктердiң жiктеу нұсқасына, өлшемдерiне, серпiмдi қатаңдылықтарына және өнiмдi шығару аумағына байланысты.
Бiлiктiң жұмыс сызбасында көрсетiлген өлшемдер дәлдiктерiнiң және қойылған техника-лық шарттарының дұрыстықтарын тексерiп алу үшiн, ең алдымен бiлiктiң тораптағы қызмет орнын әбден дәйектеп алу қажет.
Ол үшiн нақтылы тораптың жұмыс сызбасын талқыға салып алу абзал.
Осындай талқылау кезiнде бiлiктiң әрбiр өлшемiнiң атқаратын қызметiн, оның әрбiр iске шегулi беттерiнiң, тораптың басқа тетiктерi беттерiнiң өлшемдерiмен байланыстылығын анықтайды. Мұның үстiне тетiктiң әрбiр бетiнiң өңдеу бiрiздiлiгiн, әрекетаралық өлшемдерiнiң дәлдiк шектерiн тағайындауға да кең жол ашылады.
Сөйтiп, торапқа қойылатын әрбiр техникалық шартты шешуге нақтылы бiр объективтi өлшем тiзбегi даярланады.
- Бiлiктердi жону. Бiлiктердi ажарлау.
Бұл текпiшектi бiлiктердi өңдеудегi ең бiрiншi технологиялық әрекет. Мақсаты - базалық беттер туғызу. Өнiмнiң шығару аумағына қарай, бұл әрекеттердi неше түрлi станоктар қолданып жүргiзедi.
Сериялы өндiрiсте, бiлiк дайындамасын призмалық қондырғыларға мойын және түп беттерiмен орнатып, МР71 және МР78 тәрiздес арнайы фрезерлi-центрлiк жартылай автоматтарда өңдейдi. Мұндай станоктардағы өңдеу жүйесi 4-суретiнде көрсетiлген. Бұл беттердi әмбебап станоктар пайдаланып, бөлек-бөлек жасауға да болады. Мысалы, түп беттердi бойлық, көлбеу фрезерлiк станоктарды, ал центрлiк ұяларды бiржақты немесе екiжақты центрлiк станоктарды пайдаланып өңдеу.
4-сурет. Фрезерлi-центрлеу станогында бiлiктердiң түп беттерiн шырпып, центрлiк ұялар салу: а) түп беттердi фрезерлеу (шырпу) позициясы; б) центрлiк ұяларды тесу позициясы; 1 - бiлiк дайындамасын ос бойында тежеуге керектi базалық түп бет.
Жаппай-мол өндiрiсте түп беттер мен центрлiк ұяларды арнайы МР77 және МР78 тәрiздес барабан тектi станоктарды пайдаланып өңдейдi. Кiшiгiрiм өндiрiстерде бұл беттердi кәдiмгi әмбебап токарь станоктарын да өңдей бередi.
Бiлiктердi жону
Өнiмнiң шығару аумағына қарай неше түрлi құрал-саймандарды пайдаланады, олар: кәдiмгi токарь станоктары, бағдарламамен басқарылатын немесе гидрокопирлi суппорттармен жабдықталған токарь станоктары, копирлi токарь станоктары және көпкескiштi станоктар.
Көпкескiштi станоктар өнiмдi келедi. Мұндай операцияларды жобалауда, бiрнеше кескiштердi тиiмдi орналастыру мәселелерiн шешiп алу керек. Осы нышанмен құрылған өңдеу жүйелерi 5 -суретте көрсетiлген.
5, а-суретiнде көрсетiлген жүйеде бiлiктiң әрбiр текпiшегi жеке-жеке кескiшпен өңделедi де, бойлық суппорттың жүрiсi текпiшектiң ең ұзын өлшемiмен анықталады (суретте, нөмiрi 1 кескiш, ал 2 және 3 кескiштер уақытша кесуге жегiлмейдi) .
Егер технологиялық жүйенi текпiшектi бiлiктiң ең қысқа ұзындығымен Еl 3 (5, б-сурет) жобаласақ, онда бiлiктiң басқа ұзынырақ текпiшектерiн бiрнеше кескiштермен өңдеу қажет. Мұнда аспаптар саны текпiшектiң ұзындық қатынастарына байланысты Еl 1 /l 3 және бұл вариант бiрiншiге қарағанда өнiмдiрек, бiрақта өңделiнген беттерде кертiктi ақаулар қалып отырады.
Кертiктi ақаулардың мәнi, аспаптарды орнату дәлдiгiне тiкелей байланысты.
Кескiш аспаптарды, тетiк үлгiлерiн пайдаланып алдын-ала орнатып алады.
Егер текпiшектi бiлiктердi, дөңгелек прокат дайындамаларынан жасаса, онда туатын жасанды әдiптердi бiрнеше кескiштерге бөлу арқылы жүргiзедi. Мұндай жобалау әдiсiн, әдiп бөлу тәсiлi дейдi (5, в-сурет) . Z 1 , Z 2 , Z 3 әдiптерi 1, 2, 3 нөмiрлi кескiштерге бөлiнiп берiлген, бойлық - суппорттың жүрiсi L ұзындығымен анықталады.
Текпiшектi бiлiктердi, көпкескiштi станоктарда өңдеу өте күрделi әзiрлеу жұмыстарын талап етедi, сондықтан да бұл әдiстi iрi-сериялы немесе жаппай-мол өндiрiстерде қолданған жөн.
Машина жасау саласында, жиiрек копирлi жартылай автоматтар қолданылып жүр. Әсiресе олардың 1712, 1722, 1Б732 тәрiздес модельдерi текпiшектi бiлiктер өңдеуге өте тиiмдi. -суретiнде осындай станоктарда өңдеудiң технологиялық жүйесi берiлген. Мұнда бойлық суппорт копир арқылы текпiшектi бiлiктi жонады, ал көлденең суппорт бiлiк ойықтарын жонумен болады. Кейде көлденең суппорт түп беттердi шырпу үшiн де қолданылады.
5-сурет. Бiлiктiң мойын беттерiн жону тәсiлдерi.
Көпкескiштi өңдеумен салыстырғанда, копирлi жонудың көптеген ұтымды жерлерi бар, олар:
- технологиялық жүйенi әзiрлеу мерзiмi 30-35 мин, ал көпкескiштi жүйелерде бұл уақыт 90-100 мин;
- өңдеу дәлдiгi - 9 квалитет, көпкескiштi жонуда - 11 квалитет;
- технологиялық жүйенiң серпiмдi қатаңдылығы жоғарылау;
- өңделген бет сапалы (кертiксiз) ;
- кесу жылдамдықтары басымдау.
Сіз бұл жұмысты біздің қосымшамыз арқылы толығымен тегін көре аласыз.
- Іс жүргізу
- Автоматтандыру, Техника
- Алғашқы әскери дайындық
- Астрономия
- Ауыл шаруашылығы
- Банк ісі
- Бизнесті бағалау
- Биология
- Бухгалтерлік іс
- Валеология
- Ветеринария
- География
- Геология, Геофизика, Геодезия
- Дін
- Ет, сүт, шарап өнімдері
- Жалпы тарих
- Жер кадастрі, Жылжымайтын мүлік
- Журналистика
- Информатика
- Кеден ісі
- Маркетинг
- Математика, Геометрия
- Медицина
- Мемлекеттік басқару
- Менеджмент
- Мұнай, Газ
- Мұрағат ісі
- Мәдениеттану
- ОБЖ (Основы безопасности жизнедеятельности)
- Педагогика
- Полиграфия
- Психология
- Салық
- Саясаттану
- Сақтандыру
- Сертификаттау, стандарттау
- Социология, Демография
- Спорт
- Статистика
- Тілтану, Филология
- Тарихи тұлғалар
- Тау-кен ісі
- Транспорт
- Туризм
- Физика
- Философия
- Халықаралық қатынастар
- Химия
- Экология, Қоршаған ортаны қорғау
- Экономика
- Экономикалық география
- Электротехника
- Қазақстан тарихы
- Қаржы
- Құрылыс
- Құқық, Криминалистика
- Әдебиет
- Өнер, музыка
- Өнеркәсіп, Өндіріс
Қазақ тілінде жазылған рефераттар, курстық жұмыстар, дипломдық жұмыстар бойынша біздің қор #1 болып табылады.

Ақпарат
Қосымша
Email: info@stud.kz