Аглопоритті бетоннан сыртқы бірқабатты панельдердің конвейерлік өндірісінің технологиялық жобасы

Мазмұны
Бет
І. Кіріспе . . . 3
ІІ. Өндіріс туралы мағлұмат . . . 5
ІІІ. Технологиялық бөлім . . . 7
3. 1. Бұйымның номенклатурасы . . . 7
3. 2. Өндірістің технологиялық схемасы мен әдісін таңдау . . . 10
3. 3. Шикізаттар мен жартылай фабрикаттар . . . 21
3. 4. Материалдық балансты есептеу . . . 23
3. 5. Негізгі техникалық, көліктік қондырғыларды таңдау және есептеу. . 29
3. 6. Қондырғылардың өнімділігі және саны . . . 31
3. 7. Сапаны бақылау шаралары . . . 32
3. 8. Жобаның технико - экономикалық көрсеткіштері . . . 35
IV. Қоршаған ортаны және еңбекті қорғау . . . 36
Қауіпсіздік техника шаралары . . . 36
V. Қорытынды . . . 39
VI. Пайдаланылған әдебиеттер . . . 40
VII. Графикалық бөлім:
Технологиялық схема.
І. Кіріспе
Қазақстан Республикасының "Құрылыс индустриясын және құрылыс материалдары өндірісін дамытудың 2010 - 2014 жылдарға арналған бағдарламасында" Қазақстан Республикасы Президенті былай деген:
«Құрылыс саласын одан әрі дамыту, сондай - ақ қазіргі заманғы жағдайда құрылыс өнімінің қауіпсіздігі мен сапасын арттыру мемлекеттің өзекті экономикалық және саяси міндеттері болып табылады. Құрылыс кешені тұтастай алғанда ел экономикасына және маңыздылығы жағынан кем түспейтін әлеуметтік сала жағдайына зор әсер етеді.
Құрылыстың басқа саладан ерекшеленетін және құрылыс өндірісін ұйымдастыру мен басқарудың айрықша нысандарын қажет ететін өзіне тән ерекшеліктері бар. Бұл - құрылыс объектілерінің қайталанбаушылығы, құрылыс өнімінің тұрақты сипаты, құрылыс үдерісіне қатысушылардың алуан түрлілігі, капиталдың салыстырмалы түрде баяу айналушылығы мен тәуекелдің жоғары дәрежесі.
Өнеркәсіп және азаматтық құрылыстар мен ғимараттардың сапасына қойылатын қазіргі заманғы талаптар әлемдік стандарттарға сәйкес келетін жаңа және тиімді құрылыс материалдарын қолдануды алдын ала болжайды.
Құрылыс материалдары өнеркәсібі - бұл шамамен 20 дербес салаларды қамтитын кешенді сала, олардың көпшілігінің құрамында бірнеше өндірістер бар, бұл ретте әрбір сала жалпы құрылыс материалдары нарығының жиынтығын құрай отырып, өз нарығын қалыптастырады.
Қазақстанда цемент, құрастыру темір - бетонын, керамика тақташаларын, жылу оқшаулағыш материалдарын, лактарды, бояуларды, тұсқағаздар мен басқа да бұйымдарды өндіру бойынша кәсіпорындарды қайта жарақтандыру төмен қарқынмен жүзеге асырылуда. Жеке машина жасау дамымаған, жүк көтеру және құрылыс машиналары, көтеру - көлік тетіктері, технологиялық жабдықтар, санитарлық - техникалық бұйымдар, әйнек өндіру зауыттары жоққа тән.
Бүгінгі күні құрылыс материалдарының отандық өнеркәсібі Қазақстанның құрылыс кешені қажеттіліктерінің бір бөлігін ғана қанағаттандыра алады және осының салдарынан құрылыс материалдарының барлық түрлері бойынша тапшылыққа жол бермей, нарықтағы елеулі үлесті импорт өнімі иеленеді.
Күрделі құрылысты индустриялаудағы айтарлықтай жетістіктер ең алдымен бетон және темірбетон бұйымдарының кеңінен қолданылуымен тікелей байланысты. »
Темірбетон ең алғаш Францияда жасалды, бастапқы кезде одан
қарапайым бұйымдар дайындалды: терезе мен есік маңдайшалары, іргетастық блоктар, жабылым плиталары. Кейінірек ғимараттың кейбір элементтерін темірбетоннан құймалы әдіспен дайындай бастады.
Өзінің шығармашылығын темірбетонның эстетикалық қасиеттерін анықтауға арналған тұңғыш сәулетші О. Перре болды.
Қазіргі кезде, темірбетон бұйымдары мен конструкцияларының толып жатқан номенклатураларын жасап шығаратын көптеген өнеркәсіп орындары бар.
Бетон және темірбетон конструкциялары өнеркәсіптерінің дамуы өнеркәсіп жағынан өркендеген басқа елдердегі даму тәжірибесі мен өрлеу дәрежесіне сәйкес келеді және бірқатар көрсеткіштері бойынша дүниежүзілік жетістіктер деңгейіне жоғарыланған.
Қазір бетон және темірбетон неше түрлі үй және ғимараттарды тұрғызу үшін кеңінен қолданылатын материалдар мен бұйымдар. Бұдан былайғы уақытта да, олар құрылыстың барлық сатысында ең көп қолданылатын маңызды материалдар, бұйымдар және конструкциялар болып қала беруінде күмән жоқ.
Бетон құрылыста кеңінен қолданылудағы бастапқы негіз, ол байланыстырушыны және толтырғыштары өндіруге қажет табиғи шикізаттың таусылмас қорының барлығы; байланыстырушы мен толтырушыны жасау үшін өнеркәсіп өндіріс қалдықтарын пайдаланудың экологиялық маңыздылығы; түрлі толтырғыштарды, оның ішінде жасанды кеуекті толтырғыштарды қолдана отырып, бетон орташа тығыздығын кең аралықта өзгерту мүмкіншілігі; азаматтық және өнеркәсіптік құрылыстардың, оның ішінде жерастында, суастында және суүстінде пайдаланатыны, ғимараттардың қатаң және түрлі талаптарын қанағаттандыру мүмкіншілігі. Темірбетон конструкцияларына қажетті архитектуралық және пайдаланарлық қасиеттерін беру мақсатында қолданатын көптеген құрылыс және өңдеме материалдарымен бетонның сыйысушылығы.
Бетон және темірбетон конструкцияларының беріктілігі мен мәңгілігінің жоғарылығы, олардың жоғары температура және агрессивтік орта әсерлеріне тұрақтылығының жоғарылығы, су астында бетонның қатайып мықтылығын жоғарылататын қабылеті, бетонның және темірбетонның үйлерді, ғимараттарды және конструкцияларды арналуына және пайдалануына сәйкестендіре салу және тұрғызу мүмкіншілігі құрылысшыларды ертеден қызықтырған.
ІІ. Өндіріс туралы мағлұмат
Біздің елімізде өндірістік және азаматтық құрылыста 90 % шамасында бірыңғай типті темірбетон конструкциялары қолданылады. Яғни завод талабында технологиясында дайындалған бұйымдар. Бұл талаптарға бұйымның шекті салмағы, оның пішіні және өлшемі, армирлеу түрі және т. б.
Әртүрлі бұйымдар мен конструкцияларды дайындау әдісі номеклатураға, әрбір әдістің технологиялық ерекшеліктеріне және өндіріс көлеміне байланысты таңдалынады. Өндіріс әдісінің ең маңызды көрсеткіші болып бұйым өндірісінің техника-экономикалық көрсеткіші болып табылады.
Темірбетон бұйымының номеклатурасы көп. Өндірістің негізгі шарты болып бұйым түрлерінің максимальді қысқаруы табылады.
Темірбетон конструкциялары келесідей болып жіктелінеді: қолдану аясы бойынша - өндістік, тұрғын-азаматтық және құрылыстың басқа да түрлеріне; ғимараттар мен үймереттерде тағайындалуы бойынша - іргетас, жабын, қабырға және т. б. элементтеріне; геометриялық формасы бойынша - тақталық, блоктық және т. б. ; көлденең қимасының құрылымы және формасы бойынша - тұтас, қуысты, қабатты, массивті және т. б. ; армирлеу сипатына байланысты - бетонды және темірбетонды, бетон түріне байланысты - ауыр, жеңіл, ұялы.
Біртектес бұйымдар типтік өлшеміне, маркасына байланысты бөлінеді.
Дайындау технологиясы бұйым формасына, оның габаритіне және салмағына, бетон түріне және армирлеу сипатына байланысты анықталады.
Кәсіпорынның рентабельділігін қамтамасыз ететін оптимальді қуаты қаржының жұмсалуымен, өнімнің өзіндік құнымен, транспорт шығынымен онықталады.
Құрылыстың белгілі бір түріне (тұрғын, өндірістік) арналған комплекті өнім шығаратын темірбетон зауыттың өнімнің белгілі бір түрін дайындайтын экономикалық жағынан тиімді бірнеше технологиялық линиясы болады.
Номеклатураға және дайындалатын өнім түріне байланысты құрама темірбетон өнеркәсібі кәсіпорынның келесідей түрлеріне бөлінеді: мамандандырылған - үй құрылысы комбинаттары (ДСК) ; үй құрылысына арналған іріпанельді цехтар мен заводтар (КПД) ; үй құрылысына арналған көлемді-блокты зауыттар (ОБД) ; зауыт құрылысы комбинаттары (ЗСК) ; ауылдық құрылыс комбинаттары (ССК) ; тар көлемде мамандандырылған зауыттар және арнайы тағайындалған бұйымдар мен құбыр, ЛЭП опоры, шпал өндіретін цех, темірбетон бұйымдарының универсальды зауыттары, өндіріс кәсіпорындарының комбинаттары, темірбетон бұйымдарының комбинаттары.
Мамандандарылған кәсіпорындар типтік ғимараттар мен үймереттерді монтаждау үшін сериялық бұйымдар мен конструкциялар шығарады. Осындай кәсіпорындардың жекеленген технологиялық линиялары толық мамандандырылған.
Үй құрылысы комбинаты әр түрлі тұрғын үйлерге арналған комплекті бұйымдар мен конструкциялар шығарады - сыртқы және ішкі қабырға панельдері, жабын тақталары, санитарлық-техникалық кабиналар, баспалдақтар, сондай-ақ олардың монтажын шығарады.
Біздің елде ірі панельді үй құрылыстары өте көп және қуаттылығы жылына 9-16 қабатты үй салуға есептелген 100-140 мың м 2 үй ауданы комбинатының жобасы жасалды.
Үй құрылысына арналған көлемді-блокты зауыттар тұрғын және қоғамдық ғимараттарының құрылысы үшін көлемді темірбетон элементтерін дайындайды. Зауыт құрылысы комбинаттары бірыңғайландырылған номеклатурада құрама темірбетон конструкцияларын өнеркәсіптік ғимараттарға өндіруде: фермалар, кранасты бөренелер, бағаналар, қабырға ж әне жабын тақталары және т. б. осындай кәсіпорындардың қуаттылығы жылына 200 мың м 3 құрама темірбетон бұйымдары.
Тар көлемде мамандандырылған зауыттар стандартты, бір түрлі темірбетон конструкцияларын шығарады. Мұндай зауыттарға темірбетон шпал зауыты, ЛЭП және т. б. жатады. Мұндай заары сапалы материалдан жасайды.
Универсалды зауыттар мен полигондар кең көлемдегі номеклатурада әр түрлі бұйымдар шығарады. Мұндай зауыттарда жабдықтар аз механизацияланған, мамндандырылған қондырғылар аз болып келеді.
ІІІ. Технологиялық бөлім
3. 1. Бұйымның номенклатурасы
Темірбетон - бетоннан және болатты арматурадан, монолитті жалғанған және конструкцияда тұрақты жұмыс жасаушы бұйым.
Құрама темірбетон бұйымдарын және конструкцияларын негізінен сызықты, жазықты, блокты және көлемді етіп шығарады. Сызықты түріне бағаналар, фермалар, ригельдер, балкалар, прогондар; жазықты түріне - жабын плиталары, қабырға панельдері және қоршаулар, бункерлер мен резервуарлар қабырғалары және т. б. ; блокты түріне - массивті іргетастар, үй асты қабырғалары және т. б. жатады.
Көліктік жабдықтаудың шарттары бойынша элементтердің ұзындығы ережеге сәйкес 25м аспауы қажет, ені 3м және массасы 25т. Негізінде бұйымдарды пісірілген торлармен, каркастармен және ірілендірілген арматура блоктарымен армирлейді.
Құрама темірбетон конструкцияларын дайындау үшін кең диапазонды бетон қолданылады. Яғни тығыздығы, беріктігі, аязғатөзілімдігі және сусіңіргіштік қасиеті бойынша мықты. Мысалы, көтергіш темірбетон конструкциялары үшін маркасы М150 - М500, тығыздығы 1200 - 2000 кг/м 3 ; қоршау контрукциялары үшін М50 - М100 маркалы жеңіл бетондар қолданылады, тығыздығы 700 - 1000 кг/м 3 .
Негізінен құрама темірбетон бұйымдары мен конструкциялар келесі қасиеттер бойынша жіктеледі: бетон түрі, оның тыңыздығы, армирлеу түрі, ішкі құрылуы және атауы, белгіленуі.
Бетон түріне және байланыстырғыштың қолданылуына байланысты цементті бетондар ауыр кәдімгі тығыз толтырғыш, аса ауыр бетондар және кеуекті толтырғыш негізіндегі жеңіл бетондар, ұялы бетондар және арнайы бетондар - ыстыққа, химиялық төзімді, декаративті болып ажыратылады. Тығыздығы бойынша бетондар аса ауыр 2500 кг/м 3 көп, ауыр бетон тығыздығы 1800 - 2500 кг/м 3 , жеңіл бетондар 500 - 1800 кг/м 3 , өте жеңіл 500 кг/м 3 төмен болып жіктеледі. Армирлеу түріне байланысты алдын ала кернеуленген және кәдімгі арматура болып бөлінеді.
Ішкі құрылымына байланысты бетондар біртұтас және қысты, бір бетоннан дайындаоған түрі - бір, екі немесе көпқабатты әр түрлі шикізат түріне байланысты бөлінеді.
Темірбетон бұйымдарының номенклатурасы.
3. 1. 1. - кесте.
Бір түрлі темірбетон бұйымдарының ерекшелігі бірөлшемдері, мысалы бұрыштық, қабырға блоктары, терезе алды тақтайшасы т. б. Олар маркалар бойынша бөлінеді.
Құрама темірбетон бұйымдары аталуы және белгіленуіне байланысты: тұрғын үй және қоғамдық ғимараттар, өндірістік ғимараттар, ауылшаруашылық үймереттер, тасымалдау, гидротехникаоық құрылыс және жалпы бұйым атауы болып бөлінеді. Бұйым зауыттан максималды күйде дайындарып шығарылады және тұтынушыға аяқталған, жиналған кұйде, қосымша бөліктерді қажет етпейтін күйде тұтынуға жіберіледі.
Аглопориттібетоннан сыртқы бірқабатты панельдерін жаппайлармен немесе терезе және есік ойықтарымен, жеңіл бетоннан бір қабатты етіп жасайды.
Бұйым номенклатурасы.
3. 1. 2. - кесте.
Болаттың шығыны,
кг
3. 1. 1- сурет . Жеңіл бетоннан жасалған қабырғалық панельдер .
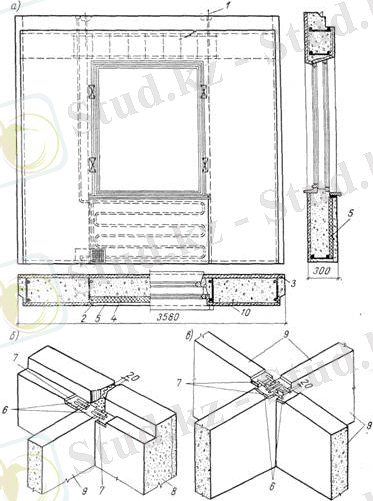
Бірқабатты қабырғалық панель:
а - аглопоритбетоннан жасалған сыртқы бірқабатты қабырға панельі; б - сыртқы қабырға панельдерін ішкі қабырға панельдерімен байланыстыру; в - ішкі қабырға панельдерін бір-бірімен байланыстыру ; 1 - көтеру тетігі; 2- температуралық кеуек; 3 - декоративті бетон; 4 - белсенді жылыту; 5 - жылытқыш панель; 6- қосымша болат төсемелер; 7 - байланыстырушы болат стержендер; 8 - сыртқы қабырға панельі; 9 - ішкі қабырға панельі; 10 - өңдеулік қабат;
Жеңіл бетоннан жасалған қабырғалық панельдер
3. 1. 3 - кесте.
3. 2. Өндірістің технологиялық схемасы мен әдісін таңдау
Құрама бетон және темiрбетон бұйымдардың өндiрiсiнiң технологиялық үдерiсi жеке процесс бiрлестiрiлетiн дербес операциялардың қатарынан тұрады.
Операциялар негiзгi, қосалқы және көлiкке шартты бөледi. Негiзгi операцияларғабетонды даярлау, араластыру, құрайтын материалдардың әзiрлеу; арматуралық элементтер және дайын қаңқалардың жасау; олардың арматуралануына кiретiн бұйымдарды қалыптау; жылумен өңдеу, босауы және кезектi циклге формаларының әзiрлеуi; бұйымдардың кейбiр түрлерiнiң беткi бетiнiң өңдеу және тағы сол сияқтылар.
Негiзгi технологиялық операциялардың әрбiр кезеңiнде басқа қосалқы операциялар өндiрiп алады: алу және берул шикiзат материалдары, шикiзаттар және дайын өнiм, дайын өнiмнiң операциялық бақылау және сапаны бақылауы, су, қысылған ауа, электр энергиясы, жинау негiзгi операциялардың орындауы үшiн қажеттi тағы басқа. Көлiкке олардың күйi және форма материалдар, шикiзаттар және бұйымдардың орын ауыстыруы бойынша операция өзгерiссiз әкетедi.
Құрама темірбетон бұйымдарын бірнеше әдістер бойынша өндіреді: стендтік, агрегатты - ағынды, конвейерлі, кассеталы.
Курстық жобада аглопориттібетоннан сыртқы бірқабатты панельдерді өндіру үшін конвейерлік әдіс тандалды.
Конвейерлі тәсіл - бұл темірбетон бұйымдарының агрегетты ағынды тәсілмен қалыптаудың жетілдірілген түрі. Конвейерлі тәсіл кезінде тезнологиялық процесстер процесс элементтеріне бөлінеді, олар біруақытта жеке жұмыс посттарында орындалады.
Конвейерлі тәсіл кезінде бұйым қалыппен бірге бір посттан екінші постқа арнайы тасымалдау қондырғысымен тасымалданады, әрбір жұмыс орны бекітілген буынмен қызмет көрсетеді. Конвейерлер үшін мәжбүрлі ырғақ жұмысы тән, біруақытта барлық қалыптардың берілген жылдамдығы бойынша тұйықталған сақина технологиясымен орын ауыстырады. Бұйымды дайындаудағы барлық процесс технологиялық операциялароға бөлінеді, және де бір немесе бірнешеуі белгілі посттарда орындалады.
Жылу агрегаттары конвейерлі сақинаның бір бөлігі және оның жүйесі мәжбүрлі ырғақпен жұмыс жасайды.
Конвейерлі тізбек периодты және үздіксіз режимде жұмыс жасай алады. Қалыптау тасымалдау тәсілі кезінде рельсті немесе роликті конвейер көмегімен қозғалады. Үздіксіз болатты лентаны немесе бүйір жабдықтармен бірнеше элементтерді құрайды: жылу агрегаттарының орналасуына байланысты конвейерге пареллель, вертикаль және көлденең жазықтықта, смонымен қатар оның қалыптау бөлігіндегі жармасында орналасқан. периодты режимдегі конвейерлер көп қолданысқа ие болған, ол рельс бойымен қозғалып 6 - 15 постта үздіксіз конвейерлі тізбек құрайды. Бұйымды 12 - 15 мин ырғақпен дайындайды. Араластыру жылдамдығы 0, 9 - 1, 3 м/с; бұйымды қалыптау үшін заманауи машиналар мен қондырғылар қолданылады, керек болған жағдайда өңдеу қабатын төсеу үшін арнайы пост бөлінеді; барлық посттарға шикізаттармен жартылай фабрикаттар беріледі. ( бетон араласпасы, қамыр, арматуралық каркас, беттік тақталар т. б. )
Арбалы конвейерлі тізбек өз арасында бөлінеді қалыптау қондырғыларымен, жылумен өңдеу тәсілімен және жерасты камера тізбегімен, тік орналасқан камера түрімен, камерасыз жылумен өңдеу болып.
Екі сатылы конвейерлі тізбек арнайы пролетте орналасқан, онда қалыптан босату және жинау посттары, эстакадағы аспалы қалыптау қондырғысы, жерасты сызықтыкамерасы, қосымша операциялар үшін манипуляторлар орналасқан. конвейерлі тізбек кезінде кран арқылы тасымалдау аз қолданылады.
Конвейерлі технология бір түрлі және типті қондырғылар үшін қолданылады - жабын және аралықжабын тақталар үшін, ішкі қабырға панельдері үшін шпал және т. б. сонымен қатар конвейрді бағана және ригельдер өндірісі үшін, санитарлы - техникалық кабиналар, блок - бөлмелер үшін қолданылады.
Екіярусты стандегі панельдер өндірісі. Екіярусты стан - бұл жазық темірбетон бұйымдарын дайындауға арналған тік тұйықталған конвейер (3. 2. 1 - сурет ) . Ярустың жоғарғы бөлігінде тезнологиялық посттар қалыптан босату, қалып вагонеткаларын тазалау және майлау; 3, 4, 5 посттар арматурды орнату және төсегіш бөлшектер үшін қыззмет көрсетеді. Ал келесі посттарда бетон араласпасын жайып төсейді және нығыздайды. Сонан соң қалып бұйыммен бірге ұстасу аймағына түседі, бұйымнан қосымша бетті, төсегіш бөлшектің бекіткіштерін және басқа да құрылғыларды алып тастайды және қалып алдын ала өңдеу камерасына орын ауыстырады. Ярус аяғына жеткеннен кейін қалып төмендеткішке түсіріледі, төмендеткіш төменгі ярус қа түсіреді, ол жақта бұйым жылумен өңделеді. Сол кезде камерада орналасқан барлық қалып жылжиды, сонан соң көтергіш платформасына итереді. Көтергіш және төмендеткіш жоғары көтеліп цикл қайталанады.
... жалғасыСіз бұл жұмысты біздің қосымшамыз арқылы толығымен тегін көре аласыз.
- Іс жүргізу
- Автоматтандыру, Техника
- Алғашқы әскери дайындық
- Астрономия
- Ауыл шаруашылығы
- Банк ісі
- Бизнесті бағалау
- Биология
- Бухгалтерлік іс
- Валеология
- Ветеринария
- География
- Геология, Геофизика, Геодезия
- Дін
- Ет, сүт, шарап өнімдері
- Жалпы тарих
- Жер кадастрі, Жылжымайтын мүлік
- Журналистика
- Информатика
- Кеден ісі
- Маркетинг
- Математика, Геометрия
- Медицина
- Мемлекеттік басқару
- Менеджмент
- Мұнай, Газ
- Мұрағат ісі
- Мәдениеттану
- ОБЖ (Основы безопасности жизнедеятельности)
- Педагогика
- Полиграфия
- Психология
- Салық
- Саясаттану
- Сақтандыру
- Сертификаттау, стандарттау
- Социология, Демография
- Спорт
- Статистика
- Тілтану, Филология
- Тарихи тұлғалар
- Тау-кен ісі
- Транспорт
- Туризм
- Физика
- Философия
- Халықаралық қатынастар
- Химия
- Экология, Қоршаған ортаны қорғау
- Экономика
- Экономикалық география
- Электротехника
- Қазақстан тарихы
- Қаржы
- Құрылыс
- Құқық, Криминалистика
- Әдебиет
- Өнер, музыка
- Өнеркәсіп, Өндіріс
Қазақ тілінде жазылған рефераттар, курстық жұмыстар, дипломдық жұмыстар бойынша біздің қор #1 болып табылады.

Ақпарат
Қосымша
Email: info@stud.kz