Тротуар тақталарын дірілмен нығыздау әдісімен өндіру технологиясы мен өндірістік ұйымдастыру

Мазмұны
1. Кіріспе . . . 3
2. Өндіріс туралы мағлұмат . . . 4
3. Технологиялық бөлім . . . 6
3. 1. Бұйымның номенклатурасы . . . 6
3. 2. Технологиялық схеманың жазбасы мен принципиалды схемасы . . . 8
3. 3. Кәсіпорынның, цехтың немесе обьектінің жұмыс істеу режимі . . . 10
3. 4. Шикізат қорын есептеу . . . 13
3. 5. Технологиялық есептеулер . . . 20
4. Еңбекті қорғау және өміртіршілік қауіпсіздігі . . . 25
5. Қорытынды . . . 28
6. Қолданылған әдебиеттер . . . 30
7. Графикалық бөлім:
Технологиялық схема.
Кіріспе
Қазіргі заманғы қаланың сәулеттік көрінісі салынған ғимараттар мен үймереттерге ғана емес, сонымен қатар оларды қоршап тұрған ландшафтыға да көп байланысты.
Осы кезге дейін қала құрылысына қолданылатын дәстүрлі материалдар ретінде темірбетон және асфальт қарастырылып келді. Біртиптік үйлер көңілсіз аулалар мен жаяу жүргіншілер жолын қоршап тұрды. Қазіргі кездекез келген ауланың, алаңның, жаяу жолаушылар жолын, АМС (АЗС) немесе тұрақтарға әдемі түр беретін технологиялар пайда болды.
Сөз жолға арналған тақталар туралы болып отыр, оның танымалдығы оның конфигурациясының алуан түрлілігімен және түстерінің мол болуымен, және асфальтпен салыстырғанда техникалық артықшылығымен түсіндіріледі:
- құмның бетіне салынған плитканың бетіне шалшық су жиналмайды, өйткені су жекелеген тақталардың арасындағы тесіктер арқылы ағып кетеді;
- тақта ыстық күннің сәулесіне ерімейді және зиянды заттар бөлмейді;
- жер асты коммуникацияларына жөндеу жұмыстарын жүргізу қажет болғанда, тақтаны алып, оны қайтадан орнына салуға болады, ол біршама қаражатты үнемдеуге мүмкіндік береді;
- тақталарды қол жетпейтін тар жерлерге де, мысалы канализация құдығы мен ағаштардың маңына әдемілеп салуға болады;
- тақталар аязға төзімді, ал уақыт өткенде кейбір элементтері бүлінген болса, оларды оңай ауыстыруға болады.
Жолға арналған тақталардың жоғарыда аталған қасиеттері оны еліміздің көптеген ірі қалаларының аумағын абатттандыру бойынша бағдарламаның негізіне алынды, ал жеке құрылыста оған балама материал әлі пайда болмаған.
Жолға арналған тақталарды төсеу жол жабынының ең арзан нұсқасы болып саналады. Мысалы жазғы кафе; асфальт немесе бетон стяжкасын жасау қаншама қаражатты қажет етеді, жаз аяқталған кезде асфальт пен бетонды бұзу мүмкін емес болады.
Жер асты коммуникацияларын жөндеу кезінде тақталардан жасалған жол жабынын жинау оңай, жөндеу жұмысы аяқталған кезде тез қайта салуға болады. Тақталардың ең үлкен артықшылығы: олардың әдемілігі және арзандығы.
Жолға арналған тақталардың ұзаққа жарамдылығы оның сапасына және қалай салынғанына байланысты. Ресейде жолға арналған плиткалардың бүлінуі көбіне көктемгі және күзгі мезгілде жиі кездеседі, ол кезде жаңбырдың көп жауып, қардың еру себебінен шалшық судың көп жиналуы себеп болады.
Тәулік ішіндегі жылы температурадан суық температураға ауытқуы жекелеген тақталардың арасына жиналатын судың қатуына және еруіне
әкеп соқтырады. Су қатқан кезде ол жан жағына кернеледі, ол плитканың қысылып, бүлінуіне әкеп соқтырады. Бұл зиянды әсері азайту үшін судың ағып кетуін дұрыс ұйымдастыру қажет.
Су ағарларды дұрыс салуын, плиткалардан су ағарларға қажетті еңіс болуын (уклонын), судың топыраққа сіңуіне қажетті қиыршықтастан жасалған негіздің қажетті көлемін төсеу мүмкіндігін қарастырған жөн.
Негізді судың көп көлемі шайып кетпеуі үшін алаңға бетон стяжка құю қажет және судың канализацияға ағуын қамтамасыз ету қажет.
Барлық қажетті талаптар сақталған жағдайда тротуар плиткалары ұзаққа жарамды болады.
2 Өндіріс туралы жалпы мағлұмат
Өндіріс технологиясын таңдау және негіздеу.
Жолға төселетін тақтаны дірілді нығыздау әдісімен өндіру.
Құм мен қиыршықтас зауытқа карьерлерден автокөлікпен жеткізіледі. Зауытқа құм цемент зауытынан автокөлікпен тасымалданады.
Процестің алдында шикізат құйылатын формалар(қалыптар) дайындалады
Ары қарай шикізатты өлшеуіштер қажетті компоненттердің белгілі мөлшерін өлшейді. Инертті(құм мен қиыршықтас) мөлшерлеу кезінде көлемдік мөлшерлеуді, суды, цементті және қоспаларды мөлшерлеуде-таразымен өлшеу арқылы мөлшерлеу қолданылады.
Бетонараластырғыш арнайы табанға орнатылады. Қоспаның компоненттері бетонараластырғыштың төңгершігіне (скип) тікелей салынады, төңгершік лебедканың көмегімен жоғары көтеріледі, компоненттерді бетонараластырғыштың корпусына төгеді, компоненттер араластырылады (120 . . . 180 секунд инертті компоненттердің типіне қарай) .
Жолға төселетін тақтаны түрлі түсті етіп салу жоспарланған болса, бетон қоспасына бояу пигментін қосады. Бетон қоспасы мен бояйтын пигментті біртекті масаға дейін араластырғаннан кейін, дайын қоспаны таспалы конвейер арқылы дірілдінығыздауыштың жинағыш бункеріне құяды.
Дайын қоспаны тікелей дірілді нығыздауыштың (вибропресс) жинауыш - бункерінен алады. Жинауыш - бункер қоспамен толтырылады, ол азайған кезде бетонараластырғыштан жаңа дайындалған қоспамен толықтырылады. Қалыптау көлемі 1070х480 темір поддонға салынады. Бос табандықтар (поддондар), табандықтардың қорабына салынады. Табандықтар қорабы 10 . . . 12 табандыққа есептелген.
Формалау (қалыптау) циклі басталады.
Темір табандықтар ұстауыштар арқылы гидроитергішпен қалыптау аймағына апарылады; жинауыш - бункерден қоспа мөлшермен жүктеуіш жәшікке беріледі; айдамалы - үдемелі қозғалыс кезінде қоспа матрицаны
толтырады. Матрица технологиялық табандықты пресстің дірілдеткіш алаңына қарай қысады, қалыптағыш қоспаны матрицаға салғаннан кейін, пуансон (престеуге арналған құрал) түсіріледі, және виброалаңның дірілдеткіштері мен пуансонның кареткалары іске қосылады.
Дірілді импульстердің әсерінен материалдың тығыздалуы жүреді. Дірілді нығыздау уақыты 3-5 секундтан аспайды. Одан соң матрица мен пуансон жетекті тетіктер арқылы жоғары көтеріледі, ал дірілді алаңда қалыпқа салын технологиялық табандық қалады.
Қалыптың қалыптасу процесін нығыздаумен аяқтайды. Қалыптаудың толық циклі 30 секунд жүреді. Ары қарай дайын өнім салынған табандықтар қалыптау алаңынан гидроитергіш арқылы шығарылып, рольган бойынша дайын өнімі бар табандықтарды сақтауға арналған кассета-құрылғыға түседі.
Кассетада табандықтар бірінің астына бірі орналасады. Кассета еденнің қуысына орнатылған көтергішке қойылады. Дайын өнімдері бар табандық кассетаға берілгеннен кейін көтергішті бір позицияға жоғары көтереді. Кассета жолына төселетін тақта салынған 7 табандық салынады.
Толтырылған кассета жүк көтергіш механизмінің көмегімен кептірілетін жерге жеткізіледі, ол жерде бұйымдар жылуылғалмен өңдеуден өтеді. Жылу тасымалдауышы ретінде әдетте су буын пайдаланады. Жылумен өңдеу булау камерасында жүргізіледі. Оның ішінде жаяу жүргіншілер жолына арналған тақталар 70-80градуста, 95% ылғалдылықта 6-8 минут ұсталады. Булау нәтижесінде бұйым мықты болып шығады. Және бұл процедура тақтаны нығыздауға қажетті уақытты біршама азайтады.
Біраз уақыттан кейін бұйымдарды табандықтардан босата отырып, қалыптан шығаруды бастауға болады. Бұйымды технологиялық табандықтан бетонның беріктігі 1. 5-2. 0 МПа (5-8 сағат) жеткенде алынады, одан соң босатылған табандықтарды қалыптағыш учаскеге қайтадан жеткізеді және цикл қайталанады.
Бұйымды қалыптан шығарған соң дайын жол тақтасы табандықтарға салынып, орауыш жіппен байланады. Бұйымның тауарлық түрі біраз сақталуын қамтамасыз ету үшін оны стрейчпен, полиэтилен пленкамен жабады. Ары қарай бұйымдар тиелген табандықтарды дайын өнім сақталатын қоймаға жеткізеді.
3 Технологиялық бөлім
3. 1 Бұйымның номенклатурасы
Жолға төселетін тақталар - кез келген өлшемдегі және конфигурациядағы жолдар мен алаңшаларды сәндеуге мүмкіндік беретін технологиялық материал.
Жаяу жүргіншілер жолына төселетін тақталардың номенклатурасы
1-кесте
70
100
70
100
80
100
80
100
80
100
70
100
70
100
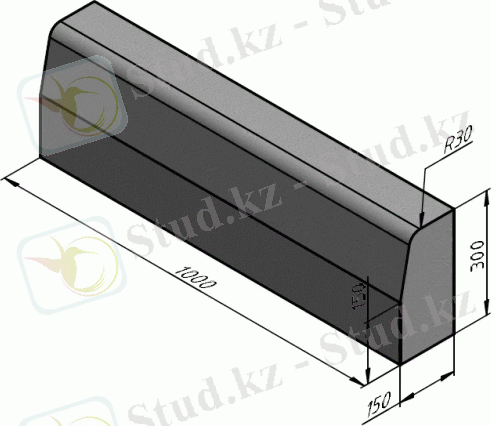

1-сурет. Дайын бұйым
3. 2 Технологиялық схеманың жазбасы мен принципиальды схемасы
Өндірістің технологиялық схемасы
Кәсіпорынның тиімді жұмыс істеуінің маңызды шарттарының бірі өндірісті ұйымдастыруға жұмсалған қаражатын ақтау болып табылады.
Белгілі уақыт ішіндекәсіпорынның экономикалық көрсеткіштерінің төмендеу қаупін болдырмас үшін өндірістен алып тастауға болмайды.
Ағындылықтың жоғары деңгейі болып, өндірістік процестің үздіксіздігі мен біркелкілігі табылады, оның нәтижесінде жұмыс күшінің толық пайдалану және жабдықтың жоғары жүктелуі жүреді. Алдын ала кернеуленген жолына төселетін тақтаны жасау үшін агрегатты-ағынды технологияны пайдаланады.
Бұл технология былай сипатталады: 1) жабдыққа үлесті шығыненның аз жұмсалуы (40-45% конвейерлік схемамен салыстырғанда, қаржы салымының 10-12%) ; 2) жабдықтың төмен өнімділігі; 3) бұйымды дайындаудың жоғары еңбекті қажетсінуі. Бұл схеманы пайдалану өнімді ауыстыру кезінде ыңғайлы, өйткені негізгі жабдық (булау кмералары, дірілдеткіш алаңдар, көлік құралдары, бетонтаратқыштар) универсалды болып табылады, тек қалыптарды ауыстырып тұру қажет болады.
Жаяу жолаушылар жолына төселетін тақтаны шығару үшін екі әдіс қолданылады:судың аз құрамы қамтылған қатты қоспаларды престеу (нығыздау) ; пластиктейтін қоспаларды пайдалану арқылы дірілді құю.
Екі әдіс тебетон қоспасында су құрамсының аз болуына байланысты кеуектілігі төмен бетон тақтасын алуға мүмкіндік береді.
Айтарлықтай бір бірімен салыстырғанда артықшылықтары жоқ, сондықтан олар бәсекелес күрес режимінде.
Бірақ пластиктейтін қоспалары бар қоспаны пайдалану арқылы дірілді құю (вибролитье) әдісін пайдалану кезінде өнімнің кепілді сапасына оңай қол жеткізуге болады. Қазіргі күні пластик формада дірілді құю әдісімен жаяу жолаушылар жолына төселетін тақтаны Ресейдің 100 аса қаласында өндіреді.
Өндірушілер саны қарқынды өсуде, өйткені өндірісті бастау үшін көп нәрсе қажет емес: 100-300м 2 ауданы бар ғимарат, үшфазалы электрмен жабдықтау, 1-2 бетонараластырғыш, 1-2 қалыптамуға арналған үстел, пластик формлардың жиынтығы.
"Бетон тротуар плиткалары» МемСТ 17608-91 бойынша жасалған тақталарға аязға төзімділігі, беріктігіне (30Мпа), су сіңіргіштігіне және мүжілмеушілігіне қатаң талаптар қойылады. Сондықтан материалды қажетті сапада жасау оны дайындайтын сапалы материалдарды табудан басталады.
Бетонды дайындау үшін әдетте клинкерінде С3А 8% аспауы тиіс М500Д0 (МемСТ 10178-85) портландцементін қолданады.
Цементті таңдау кезінде бір белгілі зауытты таңдаған жөн, бетонға пигменттерді қосу кезінде, бояу толтырғыштарды (құм мен шағылтас) емес,
цемент тұтқырын бояйды. Жеткізуші мен цемент сортын ауыстыру бетонды бояудан кейін алынатын түстің өзгеруіне әкеп соқтырады. Оның себебі болып цементтің бастапқы түсіндегі айырмашылық табылады.
Майда толтырғыштар ретінде МемСТ 8736-93 талаптарына сай ірілігі 2 кем емес құрылыс құмдарын пайдаланған дұрыс. Ірі толтырғыштар ретінде 8267-82 сай ірілігі 5-10 мм, магмалық тау жынысынан алынған шағылтасты пайдалануға болады.
Жеткізуші ретінде тиеу кезіндегі түйіршіктері 5мм болатын гидравликалық классификациядағы шағылтасты беруге кепілдік беретін карьерлерді пайдалану қажет.
Шағылтастың маркасы қысу кезінде 1000 төмен болмауы тиіс, аязға төзімділігі бойынша 200 кем емес, шағылтастағы пластикалы және ине формасындағы түйіршілк массасы бойынша 25% кем болмауы тиіс.
Бетон қоспасына қажетті су МемСТ 23732-79 талаптарына сәйкес болуы тиіс. Бетонның аязға төзімділігін, мықтылығын және технологиялық қасиеттерін арттыру үшін бетон қоспасына ауа беретін және суды шығаартын (СНВ или ГКЖ-94) компоненттермен бірге пластиктейтін компонент (С-3 или ЛСТ) компонентті қамтитын кешенді қоспаны қосу қажет.
Көлемді жартылай құрғақ дірілді нығыздау әдісімен шығарылған тротуарға арналған тақталардың құны арзан және асфальт құю немесе дірілмен құю әдісімен жасалған тротуарға арналған тақталарға қарағанда артықшылықтары айқын. Дүниежүзінің көптеген елдерінде қазіргі кезде тротуарға арналған тақталар көлемді жартылай құрғақ құмбетон қоспасын дірілді нығыздау әдісімен шығарылады.
Дірілмен нығыздау технологиясы пресс формадағы бетон қоспасын дірілдету дірілді пресске қысым беру арқылы жасалуымен түсіндіріледі. Бұл әдістің өнімділігі жоғары, толық автоматтандыруға болады, әртүрлі түстерді щығару мүмкіндігін береді.
Құю әдісі формадағы (қалыптағы) бетон қоспасын дірілдету арқылы жасалады, өнімділігі төмен, автоматтандыруға жарамайды, көбіне қол еңбегін қажет етеді.
Дірілмен нығыздау арқылы алынған тақталардың беті кедір-бұдыр, аязға төзімді келеді. Құю арқылы алынған тақталардың беті тегіс болады, ол ауа температурасы 0°С төмен болатын елдерде пайдалану қиын өйткені беті сырғанақ келеді, және аязға төзімсіз.
Дірілмен нғыздалған тақталардың бетін тегістеуге, жылтыратуға болады. Дірілмен құйылған тақталарға оны жасауға болмайды.
Жоғарыда аталғандарды есепке ала отырып, дірілмен құйылған тақталарды пайдаланудың пайдасыз және тиімсіз екені белгілі екенін анықтадық.
Бұл технологияны пайдаланатын кәсіпорындардың тәжірибесі, кейін олардың жартылай құрғақ көлемді дірілмен нығыздау әдісімен тротуар тақталарын шығару бойынша жоғары автоматтандырылған қазіргі заманғы өндіріске анық өтететін көрсетеді.
2-сурет. Жол тақталарын өндірудің технологиялық схемасы
3. 3 Кәсіпорынның жұмыс істеу режимі
Өнеркәсіптің жұмыс режимі жылдың жұмыс күні санымен, тәуліктегі сменалар санымен және жұмыс сменасындағы жұмыс сағатымен анықталады. Цехтағы негізгі агрегаттардың жұмыс түрін, сменалық жұмысты, құрал - жабдықтардың өтпелі және жобалық жөндеу үшін қажетті уақыт резервін және де темірбетон және бетон бұйымдарын өндіретін өнеркәсіптерді техникалық жобалау нормаларын ескере отырып, келесі жұмыс режимін қабылдаймыз:
1. Жылдағы тәулік саны -365
2. Мейрам күндері мен демалыс күндерінің саны -103
3. Жылдық есептік тәуліктер саны -262
4. Апталық жұмыстың ұзақтығы, тәулік -5
5. Тәуліктегі жұмыс сменаның саны -2
6. Ылғалды жылумен өңдеудің жұмыс сменасының саны -3
7. Шикізат пен материалдарды қабылдау және бұйымдардың шығарылуы:
А) темір жол көмегімен -3
Б) автокөлікпен -2
8. Жұмыс сменасының ұзақтығы, сағат -8
9. Негізгі технологиялық қондырғыны пайдалану коэффициенті:
255/262≈0, 95
Негізгі техникалық құрал - жабдықтардың жұмыс уақытының жылдық қоры агрегат - ағымы үшін - 255.
Кәсіпорынның құрамы
Цемент қоймасы: цементті сақтайтын цехты силос типіндегі қйомалармен жабдықтайды. Олар диаметрі 5-10м, сыйымдылығы 25-1500т темірден немесе темірбетоннан жасалған ұяшық-силостардан тұрады.
Шағын қондырғылар үшін көлемі 10-20т. инвентарлық силостарды қолданады. Силостардың көлемін зауыттың қуатымен және есептік қорымен анықталатын қойманың қажетті смыйымдылығына қарай арттырады. Цементтің нормаланған қорын кәсіпорынның 5-10 тәуліктік қажеттілігінің есебінен алады.
Цемент қоймаға әртүрлі көлік құралдарымен жеткізіледі: арнайы автокөліктер(цемент таситын автокөлік, апарып төгетін цемент тасығыштар), цемент таситын вагондар, қарапайым жабық вагондар.
Біздің елімізде цементтің көп бөлігі темір жол вагондарымен немесе цемент таситын автокөліктермен жеткізіледі.
Цемент таситын көліктермен тасау кезіндегі цементтің шығыны жабық вагондармен тасумен салыстырғанда 10 есе артық, және ашық вагондармен тасумен салыстырғанда 40 есе аз.
Бетонараластырғыш цех: бетонараластырғыштар мен қоспаараластырғыштар толтырғыштардан, цементтен, химиялық қоспа және судан тұратын құрылыс қоспалары мен бетондарды дайындауға арналған.
көбісі екіконусты барабанды білдіреді.
Барабан айналған кезде қоспа ауырлық күшінің әсерімен құрамдас бөлшектердің құйылуының арқасында араласады. Бетонараластырғ, ыштардың бұл типі гравитациялық деп аталады. Бұл типтегі негізгі артықшылығы конструкциясының қарапайымдылығы және ірі толтырғыштармен де, құрылыс қоспаларымен де
қоспаларды дайындау мүмкіндігі болып табылады.
Кемшіліктеріне құрғақ күйінде де, қоспаға суды қосқаннан кейін де ингредиенттерді жақсылап араласуын талап ететін қоспалардың араласуының төмен сапасын жатқызуға болады.
Жоғары кластағы бетонараластырғыштар ірі толтырғыштары бар бетон шығаруға мүмкіндік беретін жылжымалы қалақшалармен жабдықталады. Араластырғыштардың кейбір модельдері бетонараластырғышты бірнеше метр биіктікке орналастыруға мүмкіндік беретін скиптік көтергішпен жабдықталады.
Ол биіктіктен дайын бетонды технологиялық желістің қалыптау торабына, өздігінен түсіретін машинаның кузовына, бетон құятын ыдысқа т. б ауырлық күшінің әсерімен беру үшін қажет.
Бұл типтегі артықшылықтары:
- илеудің төмен жылдамдығы (1-2 минут), қондырғының жоғары өнімділігі;
- жоғары жылжымалы және суцемент қатынасы төмен бетон шығаруға болатыны;
- суцемент қатынасының төменболу себебінен бетонның сапасының жоғары болуы;
- күрделі қондырғылардың сенімділігі және күтімді аса қажет етпеуі;
- бетонараластыру торабын компоновкалау.
Ө ж =2м 3
T жыл =q*c*t*k=262*2*8*0, 65=2331сағ
q- жұмыс күнінің саны;
c- ауысым саны;
t- ауысымдағы сағат саны;
k-жабдықты пайдалану коэффициенті
П а =60*Тi*Е/Ц=60*2*8*262*3/5=150912 м 3
Бұл жағдайда жолға арналған тақталар үшін екіқабатты тақта жасалатындықтан мәжбүрлі әсердегі қалақшалы 2 дана пайдаланады. Тақта екі қабатпен құйылады, бірінші қабаты беріктік сипатын және сыртқы түрін қамтамасыз етеді, екінші қабаты бұйымға қажетті қалыңдық береді. Түрлі түсті тақталар шығару кезінде бірінші қабатқа құрғақ пигменттер қосылады. Отандық және шетелдік те өндірушілердің пигменттері қолданылуы мүмкін. Одан кейін тақтаны қалыптарда 18-20 сағат бойы сақтайды.
Дайын өнімдерге арналған қоймалар темір жол бойынша немесе автокөлікпен тұтынушыға дейін тиеуге дейін тексеруден өткен бұйымдарды сақтауға арналған.
Қоймаларды жабдықтау зауыттың негізгі өндірістік корпустарымен тығыз байланысты.
Дайын өнім қоймасы көтергіш көлік механизмдермен жабдықталған ашық алаңды білдіреді.
Қойманың негізгі жабдықтары- көпір крандары, порталды мұнаралы және автокрандар мен тиегіш машиналар. Бұйымдарды штабельдерде немесе сөқрелерде сақтайды.
Дайын өнім қоймасы типтік секциялардан құрылады. Қойма ауданын техникалық жобалау нормаларына және қауіпсіз жұмысты қамтамасыз еттетін ө німді сақтау жағдайына сәйкес анықтайды.
Негізгі корпус бір қабатты ғимарат, типтік құрылыс конструкциясынан тұрғызылады. Негізгі корпустың ұзындығын 144м деп алады.
Тротуарға (жаяу жолаушылар жолына) арналған тақталарды жасау процесі бірнеше кезеңді қамтиды:
- қалыптарды дайындау;
- бетон қоспасын дайындау;
- дірілді үстелде қалыптау,
- формада тәулік бойы ұстау;
- бұйымды қалыптан шығару;
- орау және сақтау.
3. 4 Шикізаттар қорын есептеу
Сапа бақылау шаралары.
Жоғары сапалы және экономикалық тиімді бетон алу үшін өндірісті әрдайым бақылап отыру керек.
Бақылау бетон өндірісінің барлық стадияларында жүргізіледі, яғни шикізат материалдарын дайындау, бетон араласрасын дайындау. Оны нығыздау, қатайту және дайын өнім алынғанға дейін бақылау жүргізіледі. Бақылау үшін әртүрлі тәсілдер мен құрал - жабдықтар қолданылады. Алынған нәтиже бойынша бетонның құрамына, параметрлері мен технологиялық режимдерге керекті жөндеулер енгізеді Бетонның сапасын бақылау өндірісті бақылау негізінде жүзеге асады. Ол үшін эспресс тәсілдер
қолданылады.
Толтырғыштың сапасын стандартты тәсілмен бақылайды. Толтырғыштың ылғалдылығын электрофизикалық және радиациялық тәсілмен нақытауға болады.
Бетон тобының беріктігін анықтау бетонның бақылау үлгілерін сынау негізінде жүргізіледі. Топ құрамына - құрастырмалы бетон мен монолитті конструкциялары кіреді.
Бақылау үшін құрастырмалы конструкциялардан 1 тәулікте 2 сынама алынады. Осылайша лаборанттар объекті сынамалар салады. Әр сынамадан бір сериядан бақылау үшін жіберу, беріліс, аралық және жобалау беріктілікті үлгілер алынады.
Тазалықтағы қалып құрамы, оның жағдайын системалық тексеру, сапалы бояғыштарды қолданылады. Осының бәрі бұйымның сапасын көтеруге септігін тигізеді.
Бетонды төсеу кезінде араласпаның жоғарыдан лақтырылмауын қадағалау керек.
Дайындалған өнімнің жақсы сақталуын қамтамасыз ете керек. Өйткені бетон нәзік материал, тасымалдау және дұрыс емес жағдайда сақтаған кезде сызаттар пайда болуы мүмкін. Осының негізінде транспортта бұйымдар арасындағы қашықтықты сақтау керек.
Бетон араласпасын дайындау кезінде бақылау керек:
- Техникалық қондырғының дұрыс жұмыс істеуін;
- Бетон араласпасының құрамына кіретін шикізаттардың нормативтік құжаттардың талаптарына сай келуін; ъ
- Талаптарға сай толтырғыштарды пайдалануды;
- Бетон араласпасының араласу ұзақтылығын;
- Қыс жағдайында бетон араласпасының температурасын;
- Бетонның беріктілігін.
Бетон араласпасының орташа тығыздығы мен беріктілігін әр топқа тағайындау керек. Бетон араласпасын төсеу әр топ үшін 1 аусымда 1 рет анықталады.
Тасымалданушы бетон аралспасының температурасын термометр арқылы анықтайды. Ол үшін термометрді араласпаға 5 см тереңдікті енгізеді.
Бетон араласпасын төсеу, бетонның қатаюы.
Бетон араласпасын төсеу кезінде басқа параметрлермен енгізілген беріктілікке сәйкес бетон қатаюын бақылау керек. Спасы бойынша бетонды қабылдау беріктілігі, аязға төзімділігі, су өткізбеу және т. б. қасиеттері бойынша жүргізіледі.
Бетонның беріктілігі лабораториялық жағдайда үлгі кубтарды сығуға сынау арқылы анықталады. Бетонның сапасы механикалық және физикалық құралдар бақылайды. Сығу кезінде шарик немесе бойкамен ұрғанда бетонның бетінде қалған іздер арқылы бетонның беріктілігі анықталады. Сынақтың нақтылығы ±15 - 30%.
... жалғасыСіз бұл жұмысты біздің қосымшамыз арқылы толығымен тегін көре аласыз.
- Іс жүргізу
- Автоматтандыру, Техника
- Алғашқы әскери дайындық
- Астрономия
- Ауыл шаруашылығы
- Банк ісі
- Бизнесті бағалау
- Биология
- Бухгалтерлік іс
- Валеология
- Ветеринария
- География
- Геология, Геофизика, Геодезия
- Дін
- Ет, сүт, шарап өнімдері
- Жалпы тарих
- Жер кадастрі, Жылжымайтын мүлік
- Журналистика
- Информатика
- Кеден ісі
- Маркетинг
- Математика, Геометрия
- Медицина
- Мемлекеттік басқару
- Менеджмент
- Мұнай, Газ
- Мұрағат ісі
- Мәдениеттану
- ОБЖ (Основы безопасности жизнедеятельности)
- Педагогика
- Полиграфия
- Психология
- Салық
- Саясаттану
- Сақтандыру
- Сертификаттау, стандарттау
- Социология, Демография
- Спорт
- Статистика
- Тілтану, Филология
- Тарихи тұлғалар
- Тау-кен ісі
- Транспорт
- Туризм
- Физика
- Философия
- Халықаралық қатынастар
- Химия
- Экология, Қоршаған ортаны қорғау
- Экономика
- Экономикалық география
- Электротехника
- Қазақстан тарихы
- Қаржы
- Құрылыс
- Құқық, Криминалистика
- Әдебиет
- Өнер, музыка
- Өнеркәсіп, Өндіріс
Қазақ тілінде жазылған рефераттар, курстық жұмыстар, дипломдық жұмыстар бойынша біздің қор #1 болып табылады.

Ақпарат
Қосымша
Email: info@stud.kz