Темірбетон бұйымдарын өндіру технологиясы, номенклатурасы және өндірістік ұйымдастыру

Жоспары
I. Кіріспе . . . 3
II. Өндіріс туралы жалпы мағлұмат . . . 4
IІІ. Технологиялық бөлім . . . 8
IV. Бұйымның номенклатурасы . . . 11
4. 1. Үлкен конструкцияны стендалық әдіспен өндіру . . . 11
4. 2. Шикізаттар мен жартылай фабрикаттар . . . 14
4. 3. Кәсіпорынның, цехтың немесе объектінің жұмыс істеу режимі . . 16
4. 4. Жылумен өңдеудің әдісін негіздеу және жылумен өңдеу тәртібін таңдау . . . 18
4. 5. Жылумен өңдеуді конструктивті есептеу . . . 22
V. Техника қауіпсіздік ережелері . . . 28
VI. Қоршаған ортаны қорғау . . . 30
VII. Қорытынды . . . 32
VIIІ. Қолданылған әдебиеттер тізімі . . . 33
I. Kiрicпe
Бетон мен темірбетон құрылыстың барлық саласында қолданылады. Басқа материалдармен салыстырғанда оның артықшылықтары көп. Конструкцияның жұмыс істеу уақыты, ағаш, металл және басқа, материалдардан өндірілген бұйымдар мен конструкцияларға қарағанда әлдеқайда ұзақ. Олардың артықшылығы сол, материалдардың (құм, шағыл, су) көп бөлігі (85-90% массасынан) - жергілікті материалдар; бастапқы материалдар мен дайындау әдістердің негізінде, әр түрлі физика - химиялық қасиеті бар бетон мен темірбетоннан кез келген пішін мен өлшемдегі (ірі өлшемді, жұқа қабырғалы, күмбездер мен оралмалы қабыршақтар) бұйымдар, материалдар мен конструкцияларды өндіруге болады.
Ғимараттар мен құрылымдық құрылыстарда құрастырмалы темірбетонды бұйымдар мен конструкцияларды - іргетастық блоктар, қабырғалық панельдер жабылым плиталары мен қабатаралық плиталар, сатылы торлар, колонналар, арқалықар, қақпалар қолданлады.
Темірбетон конструкциялары тағайындалуы мен толтырғыш түріне қарай жеңіл және ауыр, бірқабатты және көпқабатты, әрленген және фактуралы, қабатсыз болып бөлінеді.
Қазіргі кезде құрастрмалы темірбетон мен конструкииялардың бір уақытта массасын азайту мен өлшемдерін ұлғайту бағытында ғылыми -зерттеу жұмыстары жүргізілуде.
Мұндай шешімнің зілзалалы аудандарда ғимараттар мен үйлер салу кезінде маңызы зор, себебі олар жанбайды, шірімейді, пайдалану кезінде жеткілікті түрде тұрақтылығы мен шыдамдылығы бар.
Темірбетон алғаш рет Францияда жасалды, бастапқы кезде одан қарапайым бұйымдар дайындалды: терезе мен есік маңдайшалары, жаблым плиталар, т. б. Кейінірек ғимараттың кейбір элементтерін темірбетоннан құймалы әдісепен дайындай бастады.
Өзінің шығармашылығын темірбетонның эстетикалық қасиетін анықтауға арнаған тұңғыш сәулетші О. Перре болды.
Осы материалдың маңызды артықшылықтарының бірі - тікелей конструкцияны дайындау процесінде әсемдік беттерді алу мүмкіндігін қалыптастыру.
Қазақстан Республикасында құрастырмалы темірбетон бұйымдарын XX ғасырдың 50 - жылдарында гидротехникалық құрылыстардың салынуына орай шығара бастады.
II. Өндіріс туралы жалпы мағлұмат
Құрылыста қолданылатын темірбетон конструкциялары екі әдіспен дайындалады: тікелей объектіде (құймалы) және зауыттар мен полигондарда (құрастырмалы) қалыпталады.
Com денелі конструкцияларды жасау үшін алдымен қалып жинастырылады. Қалыптың іш жағы бетон қоспасы жабысып қалмауы үшін майланады, осыдан кейін арматуралы каркас орнықтырылады және бетон қоспасы төселеді. Ашық ауада 7-10 тәулік қатайған соң, егер конструкция қоспасының беті қыздырылатын болса, онда 26-30 сағаттан кейін қалып ажыратылады. Қыс айларында температура 3-4°С жеткенде цементтің гидратациялану процесі тыйылады. Егер қатаймаған бетон мұзданса, конструкцияның соңғы беріктігі 50-60% дейін азаяды.
Темірбетон элементтері арнайы темірбетон зауыттарында немесе механикаландырылған алаңдарда (полигондар) дайындалады. Құрастырмалы темірбетон элементтерінен тұрғызылды ғимараттардың құндылығы, құймалы темірбетонды ғимараттарға қарағанда едәуір қымбат.
Бетон тура табиғи тас сияқты, қысатын күшке жақсы қарсыласады. Бірақ оның созылу мен майысуға беріктігі табиғи тасты материалдарға қарағанда төмен. Бетонның осы кемшілігін жақсарту үшін, ол болатты арматурмен қаңқаланады. «Арматура» деген латын сөзі, аудармасы -«қарулану», «кернеу» деген мағынаны білдіреді. Егер бетон болатты өзек немесе тормен қаңқаланған болса, оны темірбетон деп атайды.
Ашық ауада қатаю кезінде бетон көлемі шамалы өзгереді - шөгу орын алады. Бетонның шөгуін мына жағдаймен түсіндіруге болады: цемент тасының қатаю процесінде артық суы буланып, бетоннан ұшады. Осының нәтижесінде жүйе қысылады, яғни шөгеді. Мұның өзі қатаю процесінде бетон қоспасы мен арматураның берік тістенуіне септігін тигізеді. Арматураның саны өскен сайын, оның бетонмен жанасып, тістесетін беті көбейеді және темірбетонды конструкцияның беріктігі артады. Қатаю кезінде бетонның арматурамен жабысу беріктігі ұлғаяды.
Тереңдігі 30 см бетон қоспасына орныққан диаметрі 3 cм болатты ілмек, бетон қатайып болған соң, массасы 5-6 т жүкті көтере алады.
Бетонның арматурамен жақсы тістесуі темірбетонның тартылу мен майысуға беріктігін өсіруді қамтамасыз етеді. Әдете, ауданы 1 см 2 ауданына түскен күшті қабылдауға қабілетті. Темірбетон бұйымдарын дайындауда, арматураны коррозиядан сақайтын сыртқы бетонды қабаттың қалыңдығы 1, 0-2, 5 см болады.
Бетонның тартылысқа беріктігі, оның қысқандағы беріктігімен салыстырғанда 15-20 есе аз. Темірбетон бұйымдарында осы кемшілік жоқ, себебі ондағы тартылыс күштерін арматура қабылдайды. Бірақ ұзақ уақыт пайдалану кезінде, темірбетонды конструкцияның тартылыс аймақтарында, өлшемдері 0, 2 мм аз ұсақ жарықшалар пайда болады.
Нормативті құжатардың талаптары мұндай жарықшалардың болуына рұқсат етеді. Бірақ олардың кеңеюіне орай арматураның коррозиясы дами бастайды, себебі бетонның қорғағыш қабаты бұзылады. Осының нәтижесінде барлық темірбетон конструкциясының беріктігі кемиді. Қорғағыш сыртқы қабаттың қалыңдығын 35 мм дейін өсірсек, конструкцияның жалпы массасы ұлғаяды.
Конструкцияда арматура әрқилы функция орындайды. Тартылыс күшін қабылдайтын арматура темірбетон бұйымдарының тартылыс күшін қабылдайтын аймаққа орналасқан. Монтажды арматура арматуралық қаңқа мен бетон конструкциясының жұмыс бірлігін қамтамасыз етіп, конструкцияны көтеріп орнықтыруда, тасымалдау және құрастыруда қажет бөлшек болып табылады. Қамыттар бетон конструкциясында сызаттың пайда болу қауіптілігн азайтады және құрастырғыш пен жұмысшы арматуралардың басын біріктіреді.
Арматуралық қаңқаны бетон дайындайтын қалыпқа қатты бекітіп төсейді. Бұл ретте қалыптау кезінде толтырылатын, арматураны қорғайтын бетон қабатына орын қалдырылады.
Арматуралы каркастарды дайындау. Темірбетон констукцияларын дайындау кезінде әдетте, арматуралық каркастар пайдаланылады. Дәнекерленген арматуралық каркастар көбінесе тұрғын және қоғамдық ғимараттарды тұрғызуда қолданылады. Кішігірім құрылыс объектілерінде, әсіресе, құймалы бетондарда арматуралы каркасты дайындау қолмен құрастыру әдісі арқылы іске асырылады. Мұндай әдісті жақын арада механикаландырылған арматуралық цехтар болмаған жағдайда қолданылады. Бұл ретте өлшемдері бірдей арматураны каркаста жұмсақ болатты сыммен біріктіреді.
Механикаландырылған арматуралық цехтарда арматуралық сымдарды түзеп кеседі, ал диаметрі 14 мм дейінгі арматуралық өзектерді арнайы машиналарда бөлшектейді.
Арматуралық торлар мен каркастарды, арматураларды тікелей бірнеше нүктеде дәнекерлеуге мүмкіндік жасайтын, нүктелі дәнекерлейтін жабдықтарда дайындайды. Ол үшін торлы схема бойынша орныққан арматураларды қиылысу нүктелерінде қысып жақындастырады және олар арқылы ток жіберіледі. Нәтижесінде осы қиылысқан нүктелерде жоғарғы температурада пайда болады және ұзақтығы 0, 5 секунд уақытында арматураның сыртқы қабаты балқиды және пісіп бір - біріне жапсырылады.
Темірбетон конструкцияларын дайындауда жұмысшы арматураларды тиімді пайдалану мақсатымен оларды бетон қоспасын төсер алдында алдын ала кернейді. Арматураны кернеу темірбетон конструкцияларының майысуға беріктігін артыру үшін өте үлкен маңызы бар. Қазіргі уақытта темірбетон зауыттарында арматураны алдын-ала кернеудің бірнеше әдістері қолданылады:
1. Болатты арматура электротермиялық әдіспен кернеледі.
2. Арматуралы өзек домкраттың жәрдемімен кернеледі.
3. Темірбетонды арқалықтар мен фермаларды өндірістік жағдайда дайындау кезінде, олардың ішінде арнайы тесіктер қалдырылады.
Темірбетон дайындау зауытына жатады: цемент, толтырғыш және арматура қосымшалары, арматура, бетонараластыру, қалыптау цехтары, компрессорлық насос, қосымша қызмет бөлігі және т. б.
Жобалау үрдісі жоба шешімдерінің тиімді жолымен негізгі принциптерді сақтап жүргізіледі. Ең маңызды болып вариантты табылады. Онда технико-экономикалық көрсеткішті көтеру және керекті шартты орындау әрекеті орындалады.
Қолайлы вариантты барлық вариантты толық тексеріп, бағалап, ішіндегі әртүрлі критерияға жауап беретін вариант таңдалынады. Қолайлы вариантты таңдағанда негізгі критерия болып табылады: өндіріс сипаттамасы-техникалық қамту дәрежесі және технологиялық үрдістің мінездемесі; көлік, энергетикалық, шикізат және т. б. шарттар. Зиян өндіріс өнім қайтымын жою, табиғи және жасанды жарық дәрежесі, шу, сілкін; өрт сөндіру және арнайы мінездемелер, өртке қауіпті категория үймерет пен ғимараттың отқа төзімділігі, арнайы шарт, жұмыс орнын ұйымдастыру және еңбек шарты-ішкі көлемін және сыртқы сипатын дайындау, ішкі ауданмен сыртқа байланыс жасау. Критерия тобы және оның дәрежесі олардың қажеттілігіне байланысты өзгеруі мүліктің, олар жоба шешімінде тағайындалады.
Негізгі корпустың жобалағанда жобалаушы келесі технологиялық шартты орындау керек: қалыптау тізбегінде жұмыстың ыңғайлылығы көлік ағымының дәлдігі, берілген метрологиялык жағдайды орындау жұмыс орнын жарықпен қамталасыз ету, құрылыс-сәулетті шешімдердін унификациялау шартын және экономика шартын орындау.
Жалпы негізгі корпусты жобалағанда ғимарат енін 18 м, ал биіктігін 12 м алады. Ені бойынша крандар қондырылады салмақ көтергіштерімен 10, 15, 25-негізгі корпус каркасын жаңартылған жиналмалы темірбетон конструкциясынан жасалынады: бағана, ферма, жабу плиталар, кран балкалары. Қабырғасы жиналмалы темірбетон панелінен жасалады. Әрлеу қондырғылады қалыптау цехының дайын бұйым қойма жағынан 6 м биіктікте орналасады. Осы қондарғы астында трансформаторлық подстанция, таратқыш және сантех қондырғылар тұрады. Арматура цехы ұзындығы 144 м бойы бір енін алады. Бұл орта қуатты зауыттарға қолайлы болады. Арматура цех енін салмақ көтергіші 5т кранмен қамтамасыз етеді.
Негізгі корпус іргесіне дайын өнім қоймасы тіркеледі. Қоймаға ең қолайлы ені 24 м; бұндай енімен қойма ауданы толык пайдаға асады және кран саны азаяды. Дайын өнім қоймасына жан жақтан теміржол және авто көлік жолы келуге тиіс. Толтырғыш қоймасы жалпы типті жобалармен қабылдайтын, штабелдің үстінгі және астыңғы галереясымен жабық штабельді қойма, жабық силосты т. б. Ең қолайлысы штабельді қойма болып келеді.
Цемент қоймасында дайын типтерден тағайындайды. Көбінесе қойманы автоматизация силос түрінде алады. Цементті тасымалдау сығылған ауамен жасалынады. Қойма бетонараластырғыш цехының қасында орналасады. Бетон араластыру бөлігі көп қабатты, жылытпалы, қос әйнектелген болып жобаланады. Каркас - жиналмалы темірбетон.
III. Технологиялық бөлім
Темірбетон - бетоннан және болатты арматурадан, монолитті жалғанған және конструкцияда тұрақты жұмыс жасаушы бұйым.
Құрама темірбетон бұйымдарын және конструкцияларын негізінен сызықты, жазықты, блокты жэне көлемді етіп шығарады. Сызықты түріне бағаналар, фермалар, ригельдер, балкалар, прогондар; жазықты түріне - жабын плиталары, қабырга панельдері және қоршаулар, бункерлер мен резервуарлар қабырғалары және т. б. ; блокты түріне - массивті іргетастар, үй асты қабырғалары және т. б. ; көлемді түріне - санитарлы-техникалық кабиналар, блокты бөлмелер, құдықтардың сақиналары жэне т. б. жатады.
Көліктік жабдықтаудың шарттары бойынша элементтердің үзындығы ережеге сәйкес 25м аспауы қажет, ені Зм жэне массасы 25т. Негізінде бұйымдарды пісірілген торлармен, каркастармен және ірілендірілген арматура блоктарымен армирлейді.
Құрама темірбетон конструкциялары үшін тығыздығы, беріктігі, аязға төзімділігі және су өткізбеуі кең диапазондағы бетондарды қолданады. Мысалы, нақты емес т. б. койструкцияларда тығыздығы 2200-2500 кг/м3, М 150-М 800 маркілі ауыр бетонды, тығыздығы 1200-2200 кг/м3 кеуекті толтырғышты конструкциялы М 150-М 500 маркілі бетонды кеңінен қолданылады; ал қоршаушы конструкция үшін тығыздығы 700-1000 кг/м3, М 50-М 100 маркілі бетонды қолданады.
Үлкен талаптар номинальді өлшемді түрлі құрама конструкцияға қойылады, сонымен қатар бетонның арматуралық стержень бетіне дейінгі қорғау қабатының қалыңдығына, бұл өлшемдер әр бұйым түріне стандарт, жұмыс сызбалары және техникалық шарттар бойынша қойылады. Көптеген бұйымдардың шекті ауытқулары (плиталар, панельдер, бағаналар, балкалар 1 және т. б. ) 4-10 мм, ал қорғаушы қабаттары - 3-5 мм-ден аспауы қажет.
Темірбетон фермаларын монтаждау
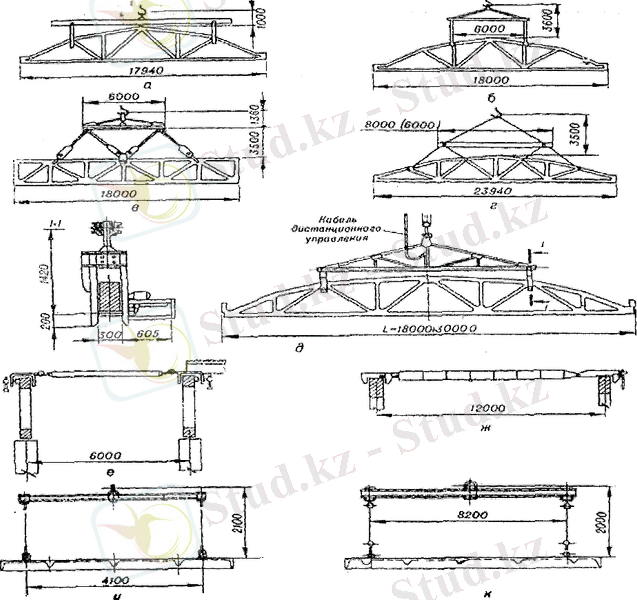
4. 3. 1 - сурет.
Темірбетон формаларына арналған бетон маркалары мен кластары
3. 2 - кесте.
1
дананың
салмағы,
тн
1 а/м үшін
дана
ФБ 18 ІІ - 6К
7
ФБМ 18 II-
6K 7
ФБМ24ІV-
9AIV
IV. Бұйымның номенклатурасы.
4. 1. Үлкен конструкцияны стендалық әдіспен өндіру.
Өндірістің стенділі әдісінде бұйымдарды қалыптау станционарлы қозғалмайтын қалыптарда дайындалады, ал қондырғы бір қалыптан екіншісіне ауысып отырады. Бұйымды жылумен өңдеу, қалыпта, жүзеге асады. Бетон қоспасының тығындалуы аспалы немесе тереңдік дірілдеткіштермен жүзеге асады. Стеділі әдістің айырмашылығы барлық технологиялық үрдістер (арматуралық каркастарды орналастыру, қалыптау, бетонның қатуы қалыпты тазалау және т. б. ) бір орында жасалады. Бұл тәсіл аз шығынды, өте аз сериялы өнім шығаруда үнемді. Стенділі технологияны ашық полигондарда, жабық цехтарда ұзын ауыр конструкцияны өндіруде қолданады. Бетонды тегіс алаңға негізделген жазық стенділер кең тараған. Жұмысты ұйымдастыру тәсілі бойынша стенділерді созылған, пакетті қысқа деп бөледі. Созылмалы стенділерді көлденең қимасы үлкен ұзын бұйымдарды, пакетті көлденең қимасы аз қысқа бұйымдарды өндіргенде қолданады. Қысқа стенд жекелеген қалыптау бөлімдерінен тұрады. Бұларда алдын- ала кернеуленген темір-бетон қалыптары, балкалар және т. б.
Өндірістің стенділі технологияның есебі.
Қысқа және ұзын стенділі сызықтардың негізгі есептеу параметрі болып бұйымды стендіде дайындау технологиялық циклінің ұзақтығы болып табылады, яғни бір стендінің айналым ұзақтығы. Екінші есептеу параметрі болып стендіде бір уақытта қалыптанған бұйымның жалпы саны болып табылады.
Ұзақ және қысқа стенділердің жылдық өнімділігі.
П г = B р hnV / T ст (4. 1. 1)
мұндағы В рһ - жабдық жұмысының жылдық қоры.
V- әр жасалған бұйым көлемі. м 3
n- стендіде бір уақытта қалыптанатын бұйым саны.
Т ст - стендінің бір айналым ұзақтығы. сағ
Т ст = Т п + Т Н +Т а + Т ф + Т у . (4. 1. 2)
мұндағы, Т п - қалыптан босату ұзақтығы, созу уақыты, арматура кесу. стендіден бұйымды түсіру, бөлшектерді тазарту майлау және стендіде орнату ұзақтығы
Т п - арматураны орналастыру, тарату және тарту ұзақтығы.
Т а - кернеуленбеген арматуралар мен қосалқы бөлшектерді, бетондауға дайындау және бақылау кернеуіне дейін арматураны созу ұзақтығы.
Т ф - бетон қоспасын тығыздау мен қалыптау ұзақтығы
Т у - жылумен өндеу және ұстау ұзақтығы.
Стендінің бір тәуліктегі айналу коэффициенті. K об =24/T ст
Мысал 1. 1. 2000м 3 өнімділік үшін стендттің санын және жылдық өнімділігін анықтау керек. Стендіде бір уақытта 2, 54 м көлемді бұйым жасалынады. Есептеу параметрі стендінің бір айналымы үшін 4. 1. 1 кестесінде көрсетілген.
Стендінің айналым ұзақтығын есептеуге арналған параметрлер
4. 1. 1 - кесте.
Қосымша бөлшек ілмешегін орналастыру. T у. п. , caғ
Алдынала кернеуленген. T н. н , caғ
0, 15
0, 05
Шешуі: Стендтің жылдық өнімділігі (м 3 )
П г = В р hпV / Т ст
Т ст = t р. и. + t с. в. + t с. н. + t ч. с. ф + t у. н. + t п. п. + t у. к. + t с. ф. + t у. в. + t о. н. + t б. + t о. п. + t у. к. + t с. ф. + t у. в. + t о. и. + t б + t о. н. + t у. к. + t тво
Мұндағы: t р. и. - қақпақты алуға және бұйымды стенттен босатуға кететін уақыт, сағ:
t с. н. - керуді және арматура қалдығын алуға кететін уақыт, сағ;
t с. и. - көлікпен тасуға және бұйымды алуға кететін уақыт, caғ;
t ч. с. ф. - қалыпты тазалауға және майлауға кететін уақыт, сағ:
t у. п. - қосымша бөлшек ілмешегім орналастыруға кететін уақыт, сағ:
t п. н. - қайта керуте кететін уақыт, caғ;
t у. к. - қосымша бөлшектер және қаңқаны орналастыруға кететін уақыт, сағ;
t с. ф. - қалыпты жинау уақыты, caғ;
t у. в. - вкладышты орналастыру уақыты, caғ:
t о. н. - ақырғы керуге кететін уақыт, caғ;
t б - бетондау уақыты, caғ;
t о. п. - бетті әшекейлеу уақыты, caғ;
t у. к. - қақпақты орналастыруға кететін уақыт, caғ:
t тво - жылуылғалды өңдеуге кететін уақыт, caғ.
Т ст =(0, 15+0, 42 ) +0, 1 2+(0, 13+0, 24) +0, 26+0, 52+0, 15+0, 05+0, 56+0, 5+0, 12+
+0, 05+1, 27+0, 58+0, 15+(2+1+4+7+1) =20, 27 caғ:
П г =255·16·1·2, 54/20, 27=511, 26 м 3
30 000м 3 өнімділік үшін 30 000:511, 26=58, 67=59 стендінің пролеті енгізілген.
... жалғасыСіз бұл жұмысты біздің қосымшамыз арқылы толығымен тегін көре аласыз.
- Іс жүргізу
- Автоматтандыру, Техника
- Алғашқы әскери дайындық
- Астрономия
- Ауыл шаруашылығы
- Банк ісі
- Бизнесті бағалау
- Биология
- Бухгалтерлік іс
- Валеология
- Ветеринария
- География
- Геология, Геофизика, Геодезия
- Дін
- Ет, сүт, шарап өнімдері
- Жалпы тарих
- Жер кадастрі, Жылжымайтын мүлік
- Журналистика
- Информатика
- Кеден ісі
- Маркетинг
- Математика, Геометрия
- Медицина
- Мемлекеттік басқару
- Менеджмент
- Мұнай, Газ
- Мұрағат ісі
- Мәдениеттану
- ОБЖ (Основы безопасности жизнедеятельности)
- Педагогика
- Полиграфия
- Психология
- Салық
- Саясаттану
- Сақтандыру
- Сертификаттау, стандарттау
- Социология, Демография
- Спорт
- Статистика
- Тілтану, Филология
- Тарихи тұлғалар
- Тау-кен ісі
- Транспорт
- Туризм
- Физика
- Философия
- Халықаралық қатынастар
- Химия
- Экология, Қоршаған ортаны қорғау
- Экономика
- Экономикалық география
- Электротехника
- Қазақстан тарихы
- Қаржы
- Құрылыс
- Құқық, Криминалистика
- Әдебиет
- Өнер, музыка
- Өнеркәсіп, Өндіріс
Қазақ тілінде жазылған рефераттар, курстық жұмыстар, дипломдық жұмыстар бойынша біздің қор #1 болып табылады.

Ақпарат
Қосымша
Email: info@stud.kz