Дәріс 9. Темірбетон бұйымдарын қалыптау: қалыптар, бетон салу және нығыздау әдістері

Дәріс 9
Темірбетон бұйымдарын қалыптау
Темірбетон бұйымдарын қалыптау үшін, әдетте, металл қалыптарын қолданады. Бұл қалыптар 1000 айналымға дейін жарамды болады. Темірбетон бұйымдары мен конструкцияларын қалыптауға қолданылатын қалыптар қойылатын бүкіл талаптарға (бұйымдар берілген сызықтық мөлшерде алыну мүмкіншілігі, кейінгі технологиялық процестерде олардың сақталынуы, жинау және бөлшектеу процесінің қарапайымдылығы; бұйымдарды жасау және тасымалдау барысында деформацияға ұшырамайтындай қаттылығы) толығымен сәйкес келеді.
Металл қалыптарының кемістігі олардың меншікті метал сыйымдылығының жоғарылығы. Бұл көрсеткіш жасалынатын бұйымдар түріне және өндірісті ұйымдастыру схемасына байланысты келеді. Ең төмен металсиымдылық стендалық технологиясында шығарылатын бұйымдар көлемінің 0, 3÷ 0, 5 т/м 3 , тасқындық -агрегаттықта - 1÷3 т/м 3 , конвейерлікте -6-8 т/м 3 .
• Қалыпқа арматура қаңқаларын және бетон араласпасын салар алдында оны тазалайды, жинақтайды және бетон қалыпқа жабысып қалуын болдырмау үшін арнаулы құраманы жағады. Майламаны оңды таңдаудың бұйымдар сапасы үшін және қалыптың ұзақ уақыт сақталуына маңызы зор. Бетон араласпасын салу, нығыздау, жылыылғалдылық ортада өңдеу процестерінде майлама қалып бетінде жақсы ұсталуы тиісті, механикалық жолмен бүркуге ыңғайлы, бұйымдардың сырткөрінісін білдірмейтіндей болғаны жөн. Майлама ретінде кальцийланған сода қосылған май эмульсияларын пайдаланады; солярлық (50%) араласын және т. б. қолданады.
• Бұйымдарды қалыптауды қалыпқа арматура қаңқасын салып орнатқаннан кейін жүргізеді. Қалыптау процесі бетон араласпасын қалыпқа жайып салудан және нығыздаудан тұрады.
• Бетон араласпасын қалыпқа салмалыдан (бункерден), бетонтөсегіштен немесе бетонүлестіргіштен салады. Бетон араласпасын бункермен қалыптау орнына жеткізіп, дайын тұрған қалыпқа немесе кассета бөлімшелеріне түсіреді.
Бетонүлестірушіде бункерлерді (қалыпталынатын бұйымдар үстімен) өзі жүретін рамаға орнықтырады. Бетонтөсегіш бетон араласпасын қалыпқа салумен қатар, оны тегістеп жүреді. Ол үшін оларды көлденең бағытта да қозғала алатын бункерлермен жабдықтайды немесе араласты қалып бойынша жаймалайтын қосымша құрылым орнатады. Бұйымдарды қалыптау орындарында өңдеу үшін төсегіштерді аспалы өндегіш құрылымымен жабдықтайды. Бетон араласпасын көлденең қойылған қалыпқа 1 м аспайтын биіктіктен түсірген дұрыс.
Жиналарлық темірбетон бұйымдары өндірісінде негізгі бетон нығыздау тәсіліне дірілдетпе тығыздауы жатады. Қайсы бір бұйымдарды жасарда пресстеуді, прокатты, штамптауды, таптауды. пентрифуганы қолданады. Кейде бірден екі тәсілді қосатынан қолданады (дірілдет - прокат. дірілдетштамптау немесе дірілдете вакуумдау) .
Бетон араласпасын қуаты шамалы жабдықты қолдана дірілдетумен жоғары дәрежеде тығыздау әбден мүмкін. Мысалы, көлемі бірнше кубометр болатын бетон массасын қуаты бар болғаны, 1÷1, 5 кВт дірілдетпемен нығыздауға болады.
Дірілдетпе әсерімен бетон араласпасы уақытша ағымдыққа көшу қабілеті аралас жылжымалығына және оның түйіршіктерінің жарыса қозғалу жылдамдығына байланысты. Жылжымалы араластар лезде-ақ ағымды күйіне көшеді және түйіршіктері қозғалуының жылдамдығын қажет етпейді, бірақ қаттылығы жоғарылаған сайын тербеліс жылдамдығын асыруды қажет етеді, яғни оны тығыздауға энергия шығыны көбірек қажет болады.
Дірілдетпе механизімінің тербелу жиілігі тұрақтысында (көбінесе дірілдетпе алаптарыніке 3000 тер/мин) тербелу жылдамдығын өзгерту үшін амплитудасын өзгертуге тура келеді. Іс жүзінде жылжымалы бетон араласпасы тербеліс амплитудасы 0, 3÷0, 35 мм, ал қаттысы - 0, 5÷0, 7 мм тиімді тығыздалынатыны белгілі.
Дірілдете тығыздау сапасына тек қана дірілдетпе параметрі (жиілігі және амплитудасы) ғана емес, онымен бірге дірілдету ұзақтығы да әсерін тигізеді. Әрбір бетон араласпасы үшін оның жылжымалылығына байланысты өзіне тиісті оптималдық дірілдете тығыздау ұзақтығы бар, осы уақыт ішінде аралас тиімді нығыздалынады; бұл ұзақтықтан артық уақытга энергия шығыны пайдасыз өсу үрдісі жоғарылай түседі, бетон нығыздануы онша өзгермейді. Бұдан былайғы тығыздау бетон тығыздығын мүлде өзгертпейді. Оның үстіне шектен тыс ұзақ дірілдету аралас жіктелуіне, жеке құрамаларына (цемент, ерітіндісіне және ірі толтырғыштарға) даралануына әкеліп тірейді. Осының салдарынан жасалынған бұйым тығыздығы әр жерінде әрқалай болып, тиісінше мықтылығы да төмендеп, әртүрлі болып шығады. Ұзақ дірілдететығыздау экономика жағынан да пайдасыз: электрэнергия шығыны және еңбексыйымдылығы ұлғая түседі, цех өнімділігі төмендеп кетуін туғызады.
Тасқынды - агрегаттық, конвейерлік схемасы бойынша істейтін зауыттарда дірілдетпеалабын қолданады. Дірілдетпсалаптардың типтері және дірілдеткіш конструкциялары бойынша әртүрлі болып ерекшеленеді. Мысалы, практикада кең қолданатын электромеханикалық, электромагниттік, пневматикалық типтегі конструкциялары; тербеліс сипаты бойынша - гармоникалық, соққылық, құрастырылмалык; тербеліс формасы және бағыты бойынша - айналмалык, вертикальдык, көлденеңдік; столдың конструкциялық схемасы - бір немесе екі дірілдетпе біліктерімен стол құрайтын үстіңгі тұтас рамасы бар алап және жеке дірілдетпеблоктардан құрастырылған дірілдетпе жазықтық. Столға қалыптарды мықты орнықтыру үшін пневматикалық құрылым, электромагниттік немесе механикалық бастырма қарастырылған.
Жиналмалық темірбетон зауыттары жүккөтерімділігі 2÷24 т, жиілігі 3000 тер/мин, тербелу амплитудасы 0, 3÷0, 6 мм унифицирланған алаппен жабдықталынған. Бұл дірілдетпе алаптары су шығыны 130÷150 л/м қатты бетон арапаспаларын жақсы нығыздайды. Қатты бетон араласпасын пайдалану цемент шығынын азайтуға, бетон қатаюын жеделдетуте, дайын бұйым сапасын жоғарылатуға септігін тигізеді. Жоғарыда келтірілген дірілдетпе алабында ұзындығы 15 м, ені 3, 6 м конструкцияларын қалыптау мүмкіншілігі бар.
Дірілдетпе алабында қатты бетон араласы, әсіресе кеуекті толтырғыштар негізіндегі жеңіл бетон араласы жақсы нығыздануы үшін түрлі бастырмалық - статикалық, дірілдетпелік, пневматикалык, жүктерін қолданады. Бұлардың ішіндегі ең оңдысы пневматикалық және бастырма жүктері. Бұлар дірілдетпе тиімділігін жоғарылатып, дірілдетпе алабына түсетін жүкті едәуір ұлғайтады және оның пайдалы жүккөтерімдігін төмендетпейді. Бетон араласпа қасиетіне байланысты бастырма жүк шамасын анықтап тағайындайды, жалпылай алғанда, ол 2-5 кПа айналасында ауытқиды.
Бұйымдарды қалыптарда бетон араласпаларымен қалыпты бункерден біртіндеп дірілдетпе нығыздау процесінде толтырды. Дірілдетпе тығыздау процесі оптималдық ұзақтығын тәжірибелік жолмен анықтайды, ол - 1, 5÷5 мин. құрайды.
Жылжымайтын қалыптарда бұйымдар қалыптарда бетон араласпасын тығыздау үшін үстілік және тереңдік дірілдетпелерді, сондай-ақ, қалыптарға бекітілген аспалы дірілдетпелерді қолданады.
Бетон араласпасының жылжымалылығын қалыптар конструкциясына және бұйымдардың арматуралану сипатына байланысты тандайды. Темірбетон бұйымдарын көлденең қалыптарда жасарда қатты және жылжымалылығын шамалы бетон араласпасын пайдаланады. Ал, тік қалыптарда бұймдар - қабырға панельдерін және қалқаларын жасарда жылжымалығы 8 ÷ 10 см болатын бетон араласын пайдаланады, себебі терең және тар қалыпты азжылжымалы бетон араласымен толтырып тығыздау қиынырақ болады.
Құбырларды және электрберу жүйелері тіректерін центрифуталау тәсілімен жасайды. Оның мәнісі мынада: қалыпқа салынған бетон араласпасын роликтерде орналасқан қалыпты айналдыру арқылы жылдамдықта айналма қозғалысына келтіреді. Мұндай жағдайда орталықтан тебетін күш әсерімен бетон араласпасы құбырлық қалыптың ішкі беті бойынша біркелкілікпен үлестеліне төселіп, тығыздалынады. Оның үстіне айналу процесіндегі қалып сілкінісі бетон тығыздалынуына қосымша күш болып табылады.
Қысымды құбыр өндірудің технологиялық схемасы сурет 16. 16. келтірілген.
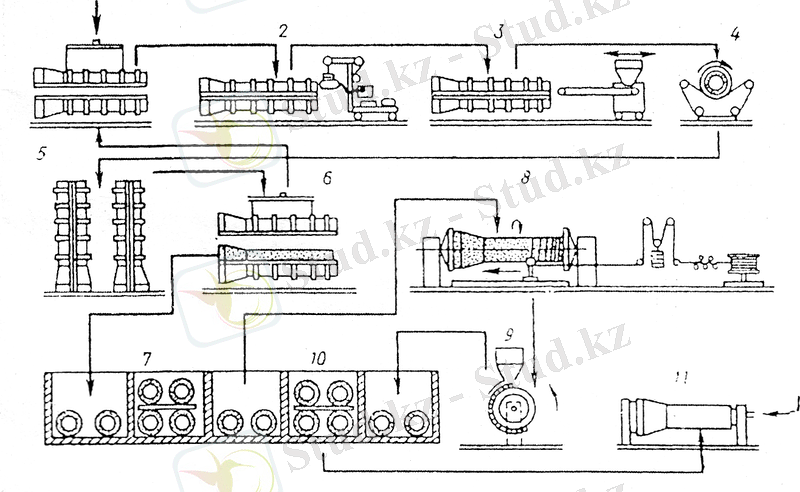
Сурет 16. 16. Қысымды құбырлар өндіру технологиясының схемясы:
1 - қалыпты жинау (құрастыру) ; 2 - байлық арматурасын созу; 3 - қалыпқа бетон араласын беру; 4 - центрифугада нығыздау; 5 - қалыпта жылыылғалдылықпен бетонды қалыпта өңдеу: 6 - құбырларды қалыптан босату; 7 - сулық жылыылғалдылықта өңдеу; 8 - кернеуленген спиральдық арматурасымен орау: 9 - қорғаушы қабатымен бүркеу; 10 - жылы ылғалдылықпен өндеу; 11 -құбырды сынау.
Центрифугалау үшін жылжымалығы конус шөгінуі бойынша 7÷10 см, цемент шығыны 350 - 450 кг/м 3 ; С/Ц 0, 30; 0, 45; 0, 6 тең болуы мүмкін бетон араласпасын қолданады. Бетон араласпасын қалыптық ашық жағынан 1, 5÷2 мин бойы беріледі. Осы уақытта арнаулы станокта орналасқан қалып бетон араласы құбыр - қалыптың ішкі бетіне біркелкі төселуіне қажетті жылдамдықпен (80 - 150 мин -1 ) айнала береді. Сосын айналма жылдамдығын асыра беріп оны 800 -1000 мин -1 дейін жеткізеді. Осылайша тығыздау процесі 8-10 мин. созылады. Осыдан кейін станокты бәсендете тоқтатады да, сұйықтанған цемент жуындысын төгеді. Бұдан әрі кубырды қалпымен кран көмегімен қатаю камерасына әкеліп тиейді. Қатайып болған соң құбырды қалыптан босатып қоймаға немесе одан әрі өндеуге бағыттайды.
Центрифугалап тығыздарда бетондағы ең жеңіл құрамасы ретіндегі судың біраз бөлігі сығыла бөлініп шығады. Сондықтан қалдық С/Ц бастапқы шамасынан төмендеп, шамамен 0, 26; 0, 34; 0, 36 тең болып қалады да қатайған бетон мықтылығы жоғары (40 - 60 МПа) болып шығалы, сусіңірімділігі 3 % аспайтын мәңгілігі жетерліктей қысымды құбыр жасалынады.
• Вакуумдау . Бетон араласпасын 0, 7-0, 08 МПа дейін вакуумдарда ондағы ауа және су жеңіл қозғалатын күйге түседі де, біраз бөлігі бетоннан сорылып алынады. Сөйтіп, бетон тығыздығы жоғарылайды. Оның үстіне вакуум бетон араласына үстінен престеуші әсері арқылы оның нығыздалуына қосымша ықпалын тигізеді.
Әдетте, вакуумдауды дірілдетумен үйлестіре қолданады. Дірілдету процесінде вакуумдалынған бетон араласына босатылған ауа және су орындарына оның қатты түйіршіктері қарқындылықпен сығысып жайласады да, бетон тығыздығын асыра түседі (сурет 16. 17) . Вакуумдаудың ескеруге тұрарлықтай техникалық - экономикалық кемістігі де бар, атап айтқанда - вакуумдау процесі өте ұзақтау, ол бетон араласпасы қасиетіне, бұйымдар қалыңдығы шамасына байланысты. Жасалынатын бұйым қалыңдығының әрбір см 1-2 минөттен уақыт қажет болады. Вакуумдалынатын қабат қалыңдығы 12-15 см аспауы керек. Сондықтан, вакуумдаудағы ең басты мақсат - конструкцияның үстіңгі қабат тығыздығын ерекше асыру болып табылады.
Вакуум - аспаптың басты элементтеріне ауаөткізбейтін коробадан және тікелей бетон үстіне қойылатын жұмысшы жазық беттен тұратын ауалық кеңістік жатады. Вакуум кеңістік қосқатарлы сымдық торларымен (үстіңгі ұялар өлшемі 4 мм және төменгі ұялары 1мм) жабдықталған. Торлар үстінен сүзгіштік мата(бязь) керіп тартады. Мата майда цемент және құм түйіршіктерінің вакуум - аспап ішіне өтіп кетуіне кедергі болады.
Вакуум бетон ақырғы мықтылығын 20-25% жоғарылатады және тығыздығына байланысты болатын бетон қасиеттерін (бетонның арматурамен ілінісуін үйкеліске тұрақтылығын, суөткізбейтіндігін) жақсартады. Әдеттегідей, дірілдете тығыздалған бетонмен салыстырған, вакуумдалынған бетон мықтылығын 2-3 тәулік шағында 40-60% ұлғайтады. Бастапқы тығыздығының жоғары болатындығы арқасында қалыптай сала бірді - жарымды қалыптан босатуға мүмкіндік болады.
Қатты бетон араласынан бұйымдарды қалыптарда оның суөткізбестігін және мықтылығын жоғарылату үшін ерекше тығызбетон алу қажет болған жағдайда ғана, мысалы, жұқа темірбетон плиталарын - гидротехникалық ғимараты үшін сырт қабатын жасарда дірілдетевакуумдау тәсілін қолданады.
•Дірілдетпепрокат . Темірбетон бұйымдарын дірілдетпепрокат тәсілімен қалыптарда, қалыптаушы машинаның катоктар, дірілдетпебілектер, резиналық немесе металл таспасы бұйымның шамалы бөлігінде ғана орналасып, бетон араласын тек қалыптаушы орган немесе қалыптанушы бұйым - қозғалу барысында ғана нығыздайды.
... жалғасыСіз бұл жұмысты біздің қосымшамыз арқылы толығымен тегін көре аласыз.
- Іс жүргізу
- Автоматтандыру, Техника
- Алғашқы әскери дайындық
- Астрономия
- Ауыл шаруашылығы
- Банк ісі
- Бизнесті бағалау
- Биология
- Бухгалтерлік іс
- Валеология
- Ветеринария
- География
- Геология, Геофизика, Геодезия
- Дін
- Ет, сүт, шарап өнімдері
- Жалпы тарих
- Жер кадастрі, Жылжымайтын мүлік
- Журналистика
- Информатика
- Кеден ісі
- Маркетинг
- Математика, Геометрия
- Медицина
- Мемлекеттік басқару
- Менеджмент
- Мұнай, Газ
- Мұрағат ісі
- Мәдениеттану
- ОБЖ (Основы безопасности жизнедеятельности)
- Педагогика
- Полиграфия
- Психология
- Салық
- Саясаттану
- Сақтандыру
- Сертификаттау, стандарттау
- Социология, Демография
- Спорт
- Статистика
- Тілтану, Филология
- Тарихи тұлғалар
- Тау-кен ісі
- Транспорт
- Туризм
- Физика
- Философия
- Халықаралық қатынастар
- Химия
- Экология, Қоршаған ортаны қорғау
- Экономика
- Экономикалық география
- Электротехника
- Қазақстан тарихы
- Қаржы
- Құрылыс
- Құқық, Криминалистика
- Әдебиет
- Өнер, музыка
- Өнеркәсіп, Өндіріс
Қазақ тілінде жазылған рефераттар, курстық жұмыстар, дипломдық жұмыстар бойынша біздің қор #1 болып табылады.

Ақпарат
Қосымша
Email: info@stud.kz