Құрама темірбетон қабырғалық жабын тақталарының өндірістік технологиясы, материалдары және жылу-техникалық есебі

Мазмұны
- Темірбетон қабырғалы жабын тақталарының номенклатурасы
- Негізгі материалы және шикізаты
- Өндірістік технологиясының сипаттамасы
- Кәсіпорынның жұмыс істеу режимі
- Жылу қондырғының жылу - техникалық есебі
- Қажетті жабдықтар, құралдар және құрылғылар
- Техникалық сапасын бақылау
- Графикалық бөлім(Автокад бағдарламасы негізінде және ол А3 форматында жасалуы керек) :
КІРІСПЕ.
Құрама темірбетонның өнеркәсіпте жылдам даму сатысында және өндіріс технология жетілдіру кезеңінде болып табылады. Техниканың және өндірістің технологиясында үздіксіз даму барысында құрама темірбетонның дайындалу процесстері туралы ғылым қарқынды дами бастады.
Құрама темірбетонның кең ауқымда пайдалану барысында құрылыста металл, ағаш және басқа да дәстүрлі материалдардың шығынын азаюына, еңбек өнімділігін арттыруына, ғимарат тұрғызу мерзімін қыскартуға мүмкіндік береді. Болашақта құрылысты дамытуды қарастыру құрама темірбетонды пайдалануды, өндіріс сапасын және тиімділігін әрі қарай арттыруды қажет етеді.
Темірбетонның қолайлы ерекшеліктері:
- Отқатөзімділік;
- Қоршаған ортаға зияынсыздығы;
- Биологиялық және химиялық әсерлерге шыдамдылығы (осы материалдан жасалған бұйымдарға ескіру, шіру, коррозия және уақытша тозу қауіпті емес) ;
- Созымдылық және технологиялылық (бұндай түрдегі конструкцияны өндіру кезінде тапсырушы таңдаған кез келген қалыпты қабылдай алады)
Бұдан басқа, құрылыста темірбетонды қолдану басқа метериалдарға қарағанда, мысалы металдардан (болаттар) арзанырақ болып келеді.
Темірбетонды конструкциялар құрама және монолитті болып бөлінеді. Құрама конструкциялардың екіншіден айырмашылығы оларды бірден зауытта өндіреді және құырылс бөлшектерін жинап құрылыс кезінде құрастырады. Монолитті конструкцияларды құрылыс кезінде дайындайды. Ауыздықталған құрылыс алаңы дайындалып және бетонды арматуралық каркаска құю жүзеге асады.
Бетон және темірбетон негізгі құрылыс материалдары болып табылады. Физико - механикалық қасиеттерінің салдарынан темірбетон төзімділік және өндірістегі технико - экономикалық тиімділігі жағынан жақсы көрсеткіштері бар. Сондай - ақ цемент және бетон алу үшін жеткілікті шикізат қоры болып табылады және құрылыста маңызды орын алады.
- ТЕХНОЛОГИЯЛЫҚ БӨЛІМТЕМІРБЕТОН ҚАБЫРҒАЛЫ ЖАБЫН ТАҚТАЛАРЫНЫҢ НОМЕНКЛАТУРАСЫ
Ауыр бетоннан жасалатын ғимараттарды жылытпайтын сыртқы қабырға жабын тақталар болып ажыратады.
Ғимараттарды жылытатын сыртқы қабырғаны ауыр бетоннан қатпарлы етіп жылуоқшаулағыш қабатымен жасайды. Сыртқы қабырғаны ауыр және де ұялы бетоннан дайындалады. Аралықтарды (армирленген және армирленбеген) барлық бетон түріне жарамды. Бөлмеаралық және салмақ түспейтін аралықтар ретінде темірбетонды үшқабатты аралықтарды қолданады.
Сыртқы қабырға үшін ауыр бетонның панельдері 200 маркасынан төмен, ішкі - 150 ден төмен болмауы тиіс. Армирленбеген аралықтардың бетон маркасы біріңғай плиталарда 50 ден кем емес және қуысденеліде 75 тен кем емес болып табылады.
Темірбетоннан жасалған сыртқы қабырғалық жабын тақталар жылытқыш және біріңғай болып шығарылады. Біріншідегілер жылуоқшаулағыш бетонмен толтырылып (газды - немесе көбікбетонмен) темірбетонды қабықшалы болады; жабын тақталардың алдыңғы жағын керамикалық плиткамен қаптайды. Қаптама ретінде шынылы және пластмасс плиткаларында қолданады, атмосфераға тұрақты бояулармен бояйды және т. б. Қаптаманың қабаты бетонмен байланысы берік болуы тиіс және жарылу, дақ және бетінде тағы да басқа ақаулары болмауы керек. Беттің бұдырлығы 0, 6-1, 2 мм аспауы керек.
Темірбетонды бұйымдардың армирлеу түрлеріне байланысты алдын ала кернеуленген және кәдімгі армирлеу, яғни алдын ала кернеусіз болып бөледі.
Бетонның қолданылуы көлемдік салмақ бойынша бұйымдарды өте ауыр бетоннан көлемдік салмағы 2500 кг/м 3 және ауыр бетоннан көлемдік салмағы 1800 ден бастап 2500 кг/м 3 дейін болып бөлінеді.
Бетонның түріне және бетонда қолданылатын байланыстырғыштан келесі бұйымдар алады: цементті бетоннан - ауыр кәдімгі тығыз толтырғыштан, өте ауыр бетоннан қуысты толтырғыштан. Ішкі құрылым бойынша бұйым тұтас және қуысденелі болады, бірқабатты немесе екіқабатты және көпқабатты бір түрдегі бетоннан жасалады.
Бір қабатты қабырғалық жабын тақталардың жеңіл бетоннан жасалынады, яғни маркасы М50 және беріктілік классы В3, 5 бойынша керамзитобетон болып табылады.
Қабырғалық жабын тақталар ГОСТ 11024 талаптарына сәйкес жасалынады.
Сыртқы қабырғалық жабын тақталар үшін бетон және араласпаға арналған талаптар 1 кестеде келтірілген.
Кесте - 1. Бетон мен араласпаға арналған талаптар
Жеңіл бетоннан жасалған бірқабатты сыртқы қабырғалық жабын тақталарда цементті құмды маркасы М100 араласпасы фактуралық және сылақтау қабаты қарастырылған.
Жабын тақталарға қойылған талаптар 2 кестеде көрсетілген.
Кесте - 2. Жабын тақталарға арналған талаптар.
Ұзындығы бойынша:
Ені ен қалыңдығы бойынша:
Ені, биіктігі және ойықтың орны бойынша:
±5 мм;
±5 мм;
±5 мм
жабын тақталардың барлық ұзындығы бойынша ұзындығы:
2500-4000 мм
4000-8000 мм
4 мм
6 мм

Сурет - 1: 2ПС 60. 33. 35-50Л жабын тақтаның схемасы
Қабырғалық жабын тақталарға қолданылатын бетонның көлемі - 5, 84 м 3 . Бұйымға кететін арматуралық болаттың шығыны - 94 кг.
1. 2. НЕГІЗГІ МАТЕРИАЛЫ МЕН ШИКІЗАТЫ
Темірбетон бұйымдарын өндірудегі негізгі шикізаттардың түрлері:
- Цемент;
- Құм;
- Қиыршық тас және ірі құм;
- Су;
- Арматуралық болат.
Цемент ГОСТ 10178 «Портландцемент және қождыпортландцемент. Техникалық шарттар» талапқа сәйкес болуы қажет, маркасы 400 және жоғары. Цементтің сынамасы елеуіштен өткенде торы №008 ГОСТ 3584 боиынша өту керек кем дегенде 85% массасынан сынаманың елеуішінен. Цементтің ұстасу уақыты 45 мин ке дейін басталуы керек, бітіуі - 10 сағ кеш емес қату процесінен кейін.
Жинактау және цементті сақтау мамандандырылған рельсті қоймаларда сүрленген түрінде өндіріледі. Цемент теміржол арқылы әр түрлі вагондарда(жабық, бункерлі, цементтасығыштар ) қоймаға келіп түсірілерді және өзітүсірілетін автоцистернаға барады. Цементті сақтауға арналған сиымдылықтар ауа жіберу қондырғылармен жабдықталған.
Цементтің қоймасы герментикалық болуы қажет және атмосфералық пен жер ылғалынан сақталып камтамасыз етілуі қажет.
Цементті түрінен және маркалармен ажыратып сүрлемдерде сақтайды. Ұзақ уақыт сақталған цементті бетон қоспасын дайындау кезде оны міндетті түрде белсенділікке тексереді.
Құм ГОСТ 8736 «Құрылыс жұмыстарына арналған құм. Техникалық шарттар» талаптарына сай келу керек.
Тотырғыштардың сақталуы ашық қоймаларда жүзеге асырылады. Қоймаға келген толтырғыштарды арнайы алаңға түсіреді. Әр түрлі толтырғыштарды араластыруға рұқсат етілмейді.
Қоймада толтырғыштарды көлем немесе масса табиғи ылғал күйінде бойынша қабылдайды. Толтырғыштардың көлемін көлік құралдарының өлшеуімен анықтайды; массаны салмақтау арқылы.
Толтырғыштардың жинақтауы мен сақтауын фракцияға бөліп жүзеге асырылады. Қиыршық тас пен әр түрлі фракцияланған ірі құмның жинақтауы мен сақтауы рұқсат етілмейді.
Қиыршық тас және ірі құм ГОСТ 8267 «Қиыршық тас және ірі құм тығыз тау жыныстардан құрылыс жұмыстарына. Техникалық шарттар». Бетон қоспасын даярлау барысында қиыршық тас пен ірі құмның дәндерінің ірілігі 20 дан асуға рұксат етілмейді. Ірі құмнан алынған қиыршық тастың бөлшектелген дәндерінің мөлшері масса бойынша 80% кем болмауы керек.
Ірі құмның құрамында тілімше және ине тәріздес пішінде 35% масса бойынша дәндер болмауы керек.
Ірі құмнан жасалған қиыршық тас құрамында 80% масса бойынша ұсақ дәндері болуы тиіс.
СуСТБ 1114 «Бетон және араласпаларға арналған су. Техникалық шарттар» талабына сәйкес келу керек.
Цемент қамырының ұстасу уақытына, қатаю жылдамдығына, беріктілігіне, аязғатөзімділігіне және су өткізгіштігіне, арматураның коррозиясына тәуілді болғандықтан су құрамында химиялық қосылыстар және қоспалар болмауы керек.
Арматуралық торды әзірлеу үшін АШ (S400) ГОСТ5781бойынша; ТУ РБ 400074854. 001; ТУ РБ 19026671. 001; Bp-1 ГОСТ 6727 бойынша классты арматуралық болат пайдаланылады.
Негізгі бұйымдарды дайындау үшін ГОСТ 380 әдеттегі сапасы бойынша көміртекті болат, ГОСТ 19281 бойынша төмен қоспаланған болат пайдаланылады.
Құрастыру топсасын әзірлеу үшін ГОСТ 5781 бойынша Al (S240) маркалы СтЗсп, СтЗпс және ТУ РБ 04778771. 031 бойынша болат пайдаланылады.
Арматуралық болат пен сымды кластары, диаметрі, жеткізушілер бойынша сұрыпталған бос жүретін жері бар, қатар-қатар байланған немесе сөрелерде, коррозия және ластануды болғызбайтын жабық қоймаларда сақтау қажет. Арматуралық болатты және сымды бастырманың астында ылғалдан қорғау шарттары болған жағдайда сақтауға жол беріледі. Арматуралық болат пен сымды жертөледе, сонымен қатар химиялық заттарға жақын жерде сақтауға жол берілмейді.
Арматуралық болаттың әрбір партиясы зауыт-жеткізушінің атауы, тапсырыстың датасы мен нөмірі, болаттың диаметрі мен маркасы, сынақ жүргізу уақыты мен нәтижелері, партияның салмағы, стандарт нөмірі көрсетілген арнайы құжат-сертификатпен қоса тіркелуі тиіс.
Арматуралық болат пен сымды жинағанда зауыт-дайындаушының тауарлық белгісі, болаттың маркасы, балқытпаның нөмірі, өлшемі, арматуралық болат немесе сымның класын, кг-мен салмағын, тапсырыс нөмірін, қосымша таңбалау көрсетілген жапсырма қағаздың болуын тексеру керек.
1. 3. өндірістік технологиясының сипаттамасы
Бұл әдістің мәні келесіде, бұйымның қалыптауы вертикальді күйде стационарлы алмалы-салмалы группалық металл қалып-кассеталарда өтеді. Бұйым өндіру жұмыс бөлімінде бір кассеталық қондырғыдан екіншіге ауысады, яғни қалып санына сәйкес үздіксіз өндірістік ағын жүзеге асырады.
Кассеталық әдіспен ішкі қабырғалық панельдер, жабын панельдер, балконды плиталар және т. б габариті бар темірбетон бұйымдарын жасайды. Кассеталық қондырғыда қозғалмалы бетон араласпаларын конус шөгуі бойынша 7-9 см және жоғары шекті ірі толтырғышы 20 мм қолданады .
Бұйымды жасау келесі түрде жүзеге асады. Кассеталық қондырғыны тазалап, майлап және жинақтаудан кейін арматуралық каркас пен қосымша бөлшектерді орнатады. Содан кейін бетон араласпасымен толтырады. Бетон араласпасын нығыздау діріл арқылы жүргізеді. Кассеталық қондырғының конструкциясына байланысты бетон араласпаның дірілі арматуралық каркастан берілуі мүмкін. Жоғарғы бетіндегі қалыпталған бұйымдарды нығыздағаннан кейін жылуөңдеу кезіндегі бетонның булануын болдырмау үшін тегістеп қақпақпен немесе полимер қабықшамен жабады .
Жиналмалы білік қондырғысы ауқымды лифтті шахталардың элементтерінің термоөңдеу және қалыптау, коллектор бөлімдерін және пешеход өткелілеріне арналған. Бұйымды жасау циклі 6 сағат құрайды. Бір уақытта 2 лифтті шахтаның элементі немесе 2 коллектордің бөлімі, немесе 1 пешеход өткелінің бөлімі қалыптауы жүзеге асады. Ауқымды элементтерді дайындау үшін қондырғының ерекшелігі жиналмалы біліктің ішкі қалып түзейтін элементтерінің бар болуы болып табылады. Жұмыс жағдайдағы біліктің конфигурациясы қалыпқа және бұйымның ішкі көрініс өлшемдеріне жауап береді. Бұл жағдайда бұйымның қалыптауы және жылу өңдеу жүзеге асады. Бетон араласпасының нығыздалуы бастырма діріл арқылы өтеді. Жылу өңдеу аяқталған соң білік кран арқылы алынады, сонымен бірге оның қалып түзетін элементтері (қабырғалары) автоматты түрде қойылады.
Қондырғы амортизаторға қондырылған біліктен, дірілден, рамаға бекітілген сыртқы ағаштан жасалған қалыптан және рычагты престелген траверстен тұрады. Бұл қондырғы келесі түрде жұмыс істейді: дайын қалыпқа бетон араласпасын құю мен қатар бір уақытта дірілдетеді. Термоөңдеуден кейін кранмен престелген траверсті білікке орнатады, гидроцилиндр қосып тарту арқылы траверстің рычагтарын бұрайды. Рычагтарды бір уақытта бұрап сыртқы щиттар көтеріледі, аналар өз алдына рамаларды. Рама бұйымды 160мм биіктікке көтеріп басады. Бұйымның біліктен ажыратылуы жүзеге асады. Сонан соң қарама қарсы тәртіпте өтеді траверсті алады, сыртқы борттарды ашады, бұйымды біліктен кранмен алып өңдеу конвейеріне орнатады.
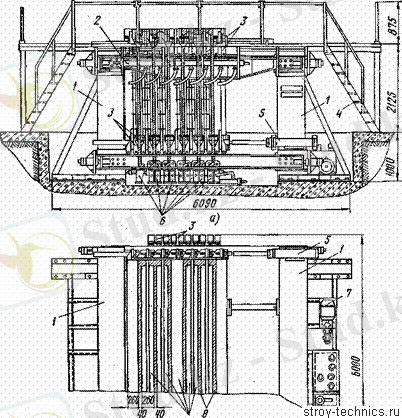
2 - сурет. Кассеталық қондырғының жалпы түрі.
а - бүйіржақ жағынан түрі, б -жоспар; 1 - табаны, 2- жұпты ажырату, 3 - тіреуіш роликті кронштейндер, 4 - қоршауыш басқыш, 5 - гидравликалық домкраттар, 6 - поддоны, 7 - насос жетегі, 8 - ажыратқыш қабырғалар, 9-қалыптайтын панельдер
Бұйымдарды кассетада келесі тәртіпте жүзеге асырады. Бөлетін 8 және бүйір қабырғасын тазалап майлайды. Әр кассетага каркас орнатады. Сонан соң гидравликалық домкратпен 5 ортасына керекті саңылау қалдырып, барлық кассеталарды қысады. Пневмоайдау арқылы кассеталарды бетон араласпасымен толтырады және бір уақытта ішіне 120-130° С температура аралығындағы бу жібереді.
Бетон араласпасының дірілі арматура арқылы кассеталардың бөлетін қабырғаға бекітіп арнаулы траверс немесе дірілдеткіш көмегімен жүзеге асады.
Бетонның 100° С (1, 5-2сағ-тан кейін) температураға жеткеннен кейін бу жіберуді тоқтатады және 4 сағат өткеннен кейін бөлетін қабырғаны дәйекті түрде ажыратып, бұйымды қалыптан алады. Сондай - ақ кассеталық қондырғыда арматураны кассета қабырғасынын кернеу жолымен алдын ала кернеуленген панельдер жасалады. Қазіргі уақытта механикаландырылған және мехникаландырылмаған кассета түрлері көп.
1. 4. КӘСІПОРЫННЫҢ ЖҰМЫС ІСТЕУ РЕЖИМІ
Кәсіпорынның жұмыс тәртібі жыл ішіндегі жұмыс күндерінің санымен, әр цехтың тәуліктегі ауысымымен, ауысымның сағаттық ұзақтығымен сипатталады және еңбек заңдылықтарына сәйкес бекітіледі.
Кәсіпорынның бескүндік жұмыс тәртібімен ұзақтығы 8 сағаттық жұмыс күнімен, әр 8-ші апта жұмыс демалыс күнімен қабылдаймыз. Темірбетон бұйымдарын жылу-ылғадылық өңдеу (ТВО) цехы 3 ауысыммен, қалғандары - екі ауысыммен жұмыс жасайды.
Жұмыс уақытының календарлық қорын F к анықтаймыз:
F к = Д * t c ,
бұл жерде Д - жыл ішіндегі күндер саны,
t c - тәуліктегі сағат саны.
F к = 365 * 24 = 8760 с.
Жұмыс уақытының номиналдық қорын F н анықтаймыз:
F н = [(Д-Д н ) * t см - Д сп * t сп ] * n c
бұл жерде:
Д н - жыл ішіндегі жұмыс емес күндер саны,
t см - ауысым ұзақтығы,
Д сп - демалыс алдындағы күндер саны,
t сп - демалыс алдындағы күндердегі жұмыс ауысымында қысқаратын уақыт,
n c - кәсіпорынның қабылданған ауысым тәртібі.
- жұмысшылар үшін:Fнр=[(365-107) *8-10*1) ] *1 = 2054 с,
- екі ауысыммен жұмыс істейтін қондырғылар үшін:
- Fн2см=[(365-107) *8-10*1) ] *2 = 4108 с,
- ТВО қондырғысы үшін:Fн3см=[(365-107) *8-10*1) ] *3= 6162 с,
Жұмыс уақытының нақты қорын F др анықтаймыз:
- жұмысшылар үшінFдр= Fнр- tn,
где:t n -дәлелді себептер бойынша жұмыс уақытының жоғалтулары
t n = (t опт + t нев ) *t см = 184 с
F др =2054-184=1870 с
- екі ауысыммен жұмыс істейтін қондырғылар үшін:
F До2см = F но2см *К исп = 4108*0, 85=3492 с.
- қондырғылар үшін ТВО:FДо3см= Fно3см* Кисп= 6162*0, 85=5238 с.
Есептеулер нәтижесін 1- кестеге енгіземіз.
3 - Кесте. Кәсіпорынның жұмыс тәртібінің сипаты және жұмыс уақытының жылдық қоры
1. 5. ЖЫЛУ ҚОНДЫРҒЫНЫҢ ЖЫЛУ - ТЕХНИКАЛЫҚ ЕСЕБІ
Жылутехникалық есеп ЖЫӨ-ның жылу балансын құрастыру үшін жасалынады. Шығыс жылудың қосындысының айырымы ∑Q p және ∑Q п қосындысының жылудың қондырғыға келетіні болып табылады.
Q то = ∑Q p - ∑Q п
Бұйымның қызу кезіндегі және қондырғының конструкциясында сағаттық жылу шығыны сағаттық изотермиялық ұсталым шығынынан 5-15 есе арттырады, сондықтан бірінші және екінші кезеңдердің жылу балансын бөлек жасайды.
Қажетті мөлшердегі стендалық қондырғы шығарылатын бұйым мен кассетаның айналым ұзақтылығы, белгіленген жылдық бағдарламаға сәйкес есептелінеді.
Кассеталық қондырғының тәуліктік айналымы:
n об = 24 * K 0 /( t ТО +t ПО ) = 24*0, 9/(9, 5+(1, 2*4) ) =1, 51 (1)
мұндағы t TO -жылу өңдеу циклының ұзықтығы, с; t 2 -дайындау және аяқтатын операциялар берілген уақыт время, с; К 0 - технологиялық процесстердің үшсмендік жұмыстың коэффициенті - 0, 9;
t ПО =t 1 +m(t 2 +t 3 +t 4 ) = 4 с (2)
мұндағы t 1 -дайындау операцияның уақыты, с; m -кассетадағы жылу бөліктердің саны, дана; t 2 - бір бұйымның қалыптан шығару уақыты, с; t 3 -бір бөліктің жинақтауы мен армирлеу уақыты, с; t 4 - кассета бөлігінің қалыптау уақыты, с.
Кассеталық қондырғының бір тәулікте өнімділігі:
П тәул n об *m*V И =1, 51*12(4, 2*4, 2*0, 2) =63, 92 м 3 /тәул (3)
мұнда т- кассеталық қондырғы бөліктерінің жұмысшы саны,
V и -бұйым көлемі, м 3
Өндірістік жобаның орындалуына кажетті кассеталық қондырғының саны:
Nk=П г /(Ф г *П сут *L 3 ) =12000/(260*63, 92*0, 85) =0, 85 (4)
мұндағы Пг - кәсіпорынның жылдық өнімділігі, м 3 Ф г - (ОНТП-07-85) кәсіпорын жұмыс уақытының жылдық қоры, тәул; L 3 -кассета бөліктер жүктеуінің біркелкілік емес коэффициенті (0, 8-0, 9)
ЖЫЛУ БАЛАНС КЕЗІНДЕГІ ҚЫЗУ
Бетонның құрғақ бөлігінің қызуындағы жылу шығыны:Q c1 =(Ц+Қ+Т) /1000*C c *(t Б1 -t Б0 ) =(390+900+1125) /1000*0, 84*(80-10) =142МДж/м 3 ∙жиілік(5)
Ц=280
Қ=1500; m=675
Т=1600; m=1440
мұндағы Ц, Қ, Т - бетондағы цемент, құм, қиыршық тас құрамы, кг/м 3
С с - бетонның құрғақ бөлігінің жылу сыйымдылығы, КДж/кг∙ О С;
t б1 - бұйымдағы бетонның орташа температурасы, О С;
t б0 - бетон араласпасының бастапқы температурасы, О С
Су булануының жылу шығыны:
Q бул =(W/1000) *(2493+1, 97*t орт1 ) =(12/1000) *(2493+1, 97*47, 5) =31, 04МДж/м 3 ∙жиілік (6)
мұндағы W - байқау салмақтау немесе масса алмасу есебімен анықталады (ауыр бетон үшін W 1% масса 1м 3 бетонға тең) ;
t cр1 - камерадағы ортаныңжиіліктегі температурасы (келесі түрде қабылдауға болады t cр1 = (t 0 +t и ) /2, мұнда t 0 - камерадағы өңделудің басталу уақыты кезіндегі ортаның температурасы, t и - изотермиялық ұсталымнын температурасы, О С)
t cp1 =(t 0 +t и ) /2=(15+80) /2=47, 5 (7)
Судың қызуына кететін жылу шығыны:
Q В1 =(B-W) /1000*С В *(t б1 -t б0 ) =(200-12) /1000*4, 19*70=55, 4 МДж/м 3 (8)
С В - судың жылу сыйымдылығы, кДж/кг О С
Q а1 =A/1000*C a *(t a1 -t б0 ) =120, 28/1000*0, 48*75=4, 33 МДж/м 3 (9)
мұндағыА - бұйымдағы болаттың массасы, кг/м 3 ;
С а - /кг∙ О С,
t бо -болаттың температурасы, О С.
Қалыпты қыздыруға кететін жылу шығыны:
Q ф1 =(Ф*С ф *(t ф1 -t ф0 ) ) /1000=(2800*0, 48*70) /1000= 94, 08 МДж/м 3 (10)
Ф - қалыптың меншікті материал сыйымдылығы, кг/м 3 ;
С ф - қалыптың жылу сыйымдылығы, кДж/кг О С
Камераның қоршау конструкциясын қыздыруға кететін жылу шығыны:
Q огр =(7, 2/(1000*n то *V и ) ) ∑λ i *F i *(t ni1 -t ni0 ) *√τ 1 /(3, 14*a i ) =
=(7, 2/(1000*2*3, 5) ) *(0, 06+50) *17, 64*47, 5*√1/(3, 14*0, 0058) = 317 МДж/м 3
мұндағыλ i жәнеа i - жылуөткізгіштік, Вт/м∙ О С, және температура өткізгіштік, м 2 /с, қоршау материалдарына;
F i - қоршау конструкциясының ауданы, м 2 ;
t nio және t ni1 - бастапқы және соңғы кездегі қоршаудің ішкі бетінің орташа температурасы, О С;
τ i - қызу кезінің ұзақтығы, с.
4 - кесте. Кассеталық қондырғының конструкциялық сипаттамасы:
... жалғасыСіз бұл жұмысты біздің қосымшамыз арқылы толығымен тегін көре аласыз.
- Іс жүргізу
- Автоматтандыру, Техника
- Алғашқы әскери дайындық
- Астрономия
- Ауыл шаруашылығы
- Банк ісі
- Бизнесті бағалау
- Биология
- Бухгалтерлік іс
- Валеология
- Ветеринария
- География
- Геология, Геофизика, Геодезия
- Дін
- Ет, сүт, шарап өнімдері
- Жалпы тарих
- Жер кадастрі, Жылжымайтын мүлік
- Журналистика
- Информатика
- Кеден ісі
- Маркетинг
- Математика, Геометрия
- Медицина
- Мемлекеттік басқару
- Менеджмент
- Мұнай, Газ
- Мұрағат ісі
- Мәдениеттану
- ОБЖ (Основы безопасности жизнедеятельности)
- Педагогика
- Полиграфия
- Психология
- Салық
- Саясаттану
- Сақтандыру
- Сертификаттау, стандарттау
- Социология, Демография
- Спорт
- Статистика
- Тілтану, Филология
- Тарихи тұлғалар
- Тау-кен ісі
- Транспорт
- Туризм
- Физика
- Философия
- Халықаралық қатынастар
- Химия
- Экология, Қоршаған ортаны қорғау
- Экономика
- Экономикалық география
- Электротехника
- Қазақстан тарихы
- Қаржы
- Құрылыс
- Құқық, Криминалистика
- Әдебиет
- Өнер, музыка
- Өнеркәсіп, Өндіріс
Қазақ тілінде жазылған рефераттар, курстық жұмыстар, дипломдық жұмыстар бойынша біздің қор #1 болып табылады.

Ақпарат
Қосымша
Email: info@stud.kz