Автомобиль бөлшектеу-құрастыру әдістері: бұрандалы қосылыстарды шығару, престеу технологиялары және иінді-шатунды механизм мен газ тарату жүйесі

Бөлшектеу- құрастыру жұмыстарын орындау тәсілдері
Гайкаларды, болттар мен сүйір кадаларды бұрап шығару және бұрап енгізу. Гайкалар мен болттарды бұрап шығару мен бұрап енгізуде олардың қырларын зақымдамау үшін өлшемдері бойынша дәл таңдалып алынған гайка және сұғындырма кілттерді пайдаланады. Ашылмалы-жабылмалы кілттерді пайдалану ұсынылмайды.
- Тұтқасының ұзындығы қалыпты кілттермен бұрап шығаруға болмайтын, тот басып қалған гайкаларды бұрап шығару үшін мынадай әдістерді пайдаланады:
- гайканы 1/4 айналымға бүрап енгізіп, содан сон, ғана бұрап шығарады;
- гайканың қырларын балғамен жайлап соға отырып, алдын ала тықылдатып байқайды;
- гайканың астыңғы жағына керосин кұйып, 25-30 минуттан кейін оны бұрап шығарып көреді;
бұрап шығару алдында гайканы дәнекерлеуіш лампымен қыздырады.
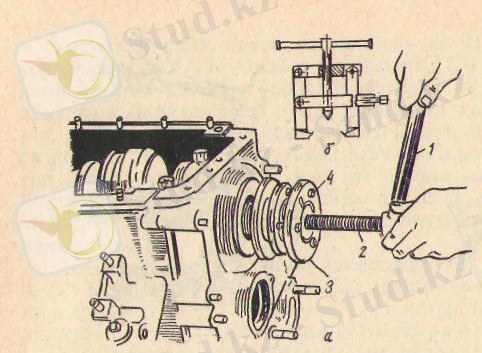
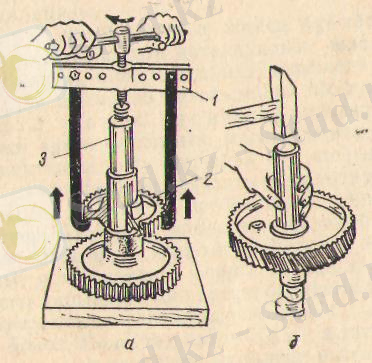
Сүйір қадаларды қысқыш роликті арнаулы кілттермен бұрап шығарып, бұрап енгізеді (1-сурет, а) . Бұл кілттің үш ролигі (2) болады, олар эксцентрикті орналасуының арқасында корпус бұрыл-ған кезде сүйір қаданы қысады. Сүйір қададан кілтті шығару үшін оның корпусын кері бағытта бүру жеткілікті. Сүйір қаданы гайка кілтімен бұрап шығаруға немесе бұрап енгізуге болады. Бұл үшін екі кілтті пайдаланып, сүйір қаданың кесілген бос ұщына бір-біріне тығыз жанасып жататын екі гайканы (1-сурет, б) бұрап кигізеді.
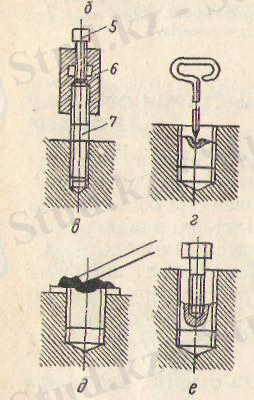
1-сурет. Сүйір қаданы бұрап енгізу және бұрап шығару әдістері:
a - арнаулы кілтпен; б - екі гайкамен; в - тоқтатқыш болтты гайкамен; г - бұрауышпен; д - пісірілген стерженьмен; е - болтпен. 1 және 7 - сүйір қадалар; 2 - қысқыш ролик;
3 - гайка; 4 -қосалқы гайка; 5- тоқтатқыш болт; 6 - алты қырлы гайка.
Сүйір қаданы төменгі гайкасынан кілтпен ұстап бұрап шығарады. Сүйір қаданың ұшына еркін бұрап енгізілетін және болтпен тоқтатылып тұратын алты қырлы биік гайканы пайдалану қолайлы болады. Бұдан кейін гайка китмен сүйір қаданы бұрап шығарады.
Сынған болтты немесе сүйір қаданы мынадай әдістермен шығарады:
- сүйір қаданың (болттың) бүйірінен арамен кесіп немесе ойып тесіп, жырашық жасайды да, сүйір қаданы бұрауышпен бұрап шығарады
(1-сурет, г) ;
- детальдың сыртқы бетіне шығып тұрған сүйір қаданың немесе болттың бүйіріне болат стерженьді пісіреді де, оның жәрдемімен сынық қалдығын бұрап шығарады (1-сурет, д) ;
- сүйір қаданы бұрғылап тесіп, таңбалағышпен кері бағыттағы бұранда салады, одан сол осындай бұрандалы болтты бұрап енгізіп, оны кілтпен айналдыра отырып, сүйір қаданы болтпен бұрап шығарады (1-сурет, е) .
Престеп қысу және престеп шығару. Престеп қысылатын детальды екінші детальдың ішіне қарай жылжытады немесе тығыз (нығыздау) орнату үшін оған жылжытып енгізеді (престейді) . Бұл жағдайда детальдардың жанасатын беттерінде оларды өз ара орын ауыстырудан ұстап тұратын күш пайда болады. Нығыздау шамасы қаншалықты үлкен болса, яғни өз ара жанасатын детальдардын өлшемдеріндегі айырмашылық қаншалықты үлкен болса, бұл күш те соншалық үлкен болады.
Престеп кысуда детальдардын қажалуын болдырмау үшін және күшті олардың бетіне біркелкі орналастыру үшін өз ара жанасатын детальдарды алдына ала минералдық маймен майлайды.
Престеп қысуды жеңілдету үшін қамтылатын детальдың (біліктің) бүйірінде 8- 10° бұрышпен жонылған фаска болуы тиіс, ал қамтитын детальдың (втулканың, күпшектің және т. б. ) бүйірінде 30-45° бұрышпен жонылған фаска болуы тиіс.
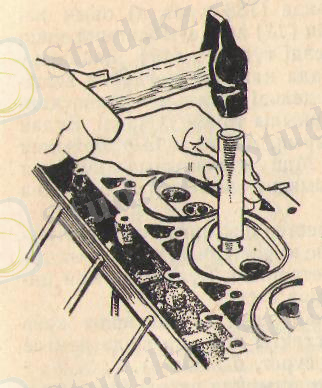
2-еурет. Клапан втулкаларын престеп шығару.
Арнаулы жиекті білікше, қаққыш немесе қондырма (мыс, алюминий, қола немесе ағаш қондырма), босатқыштар арқылы балғамен (шой балғамен) соға отырып, сондай-ақ механикалық қол пресімен немесе гидравликалық преспен престеп қысуға және престеп шығаруға болады.
Цилиндрлер блогының қалпақшасынан бағыттаушы хвостовигі бар арнаулы каққыштың жәрдемімен клапан втулкасын престеп шығару 2-суретте көрсетілген.
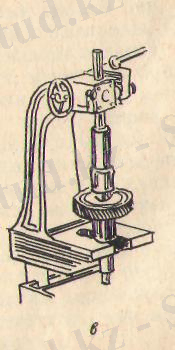
Втулкаларды, гильзалар мен подшипниктерді престеп қысады және престеп шығарады, сондай-ақ майысқан біліктерді гидравликалық және механикалық престерде түзетеді (3-сурет) .
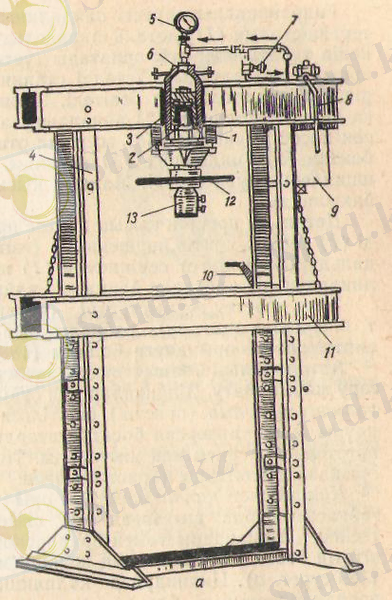
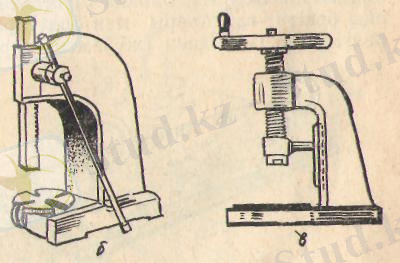
3-сурет. Престер:
а - гидравликалық; б - рейкалы верстакты; в - винтті, верстакты;
1 - көтергіш серіппе; 2 - шпиндель винті; 3 - поршень; 4 - станина; 5 - цилиндр;
6 - манометр; 7 -төмен түсіру вентилі; 8 -насос рычагы; 9 - запас майға арналған бак; 10 - столды көтеруге арналған лебедканың тұтқасы; 11 - көтергіш стол; 12 - маховик; 13 - шпиндель.
Гидравликалық престі пайдаланғанда (3-сурет, а) оның көтергіш столын (11) деталь шпиндельдің (13) астыңғы жағына еркін келіп тұратындай етіп орнатады (үстелді тұтқаны (10) айналдыру арқылы қозғалтады) . Үстелді станинада қажетті жағдайға келтіріп, сүйір қадалармен бекітеді. Шпиндельді детальмен жанасқанға дейін маховикті (12) айналдыру арқылы төмен түсіреді. Бұдан соң насос рычагымен (8) әсер ете отырып, майды құбыр бойымен бактан (9) цилиндрге (5) айдайды. Май қысымының күшімен шпиндель төмен түседі. Майдың қысымын манометр (6) бойынша бақылайды.
Детальды престеп қысып немесе престеп шығарған соң вентильді (7) ашады, сөйтіп поршень (3) (өзіне құрастырылған барлық детальдарымен бірге) серіппемен (1) көтеріледі. Бұл кезде май цилиндрден (5) қайтадан бакқа (9) қайыра өтеді.
Ұсақ престеу жүмыстарын (втулкаларды, саусақтарды және т. б. престеп шығару) рейкалы верстакты қол пресінде немесе винтті преете орындауға болады (3-сурет, б және в) .
Автомобильді бөлшектеуде және құрастыруда детальдарды шығару және орнату. Шпонкалар мен сүйір қадаларға орнатылған, қозғалмастай болып (престік) бекітілген жекелеген детальдарды арнаулы және универсал босатқыштардың, босатқыш болттардың, престердің жәрдемімен шығарады. Төменде кейбір жұмыстарды орындау мысалдары қарастырылған.
Цилиндрлер шалпақшаларын оны бекіту сүйір қадаларының гайкасын бұрап шығарған соң, свечаларға арналған ең шеткі тесікке (клапандары төмен орналасқан двигательдерде) бұрап бекітетін босатқыш-сақинаның жәрдемімен шығару ыңғайлы болады (4-сурет, а) . Цилиндрлер қалпақшасын да босатқыш-сақинаны пайдалана отырып, блокқа орнатады. Қалпақшаны орнатқан соң, оны бекіту гайкалары мен болттарын динамометрлік тұтқамен белгілі бір ізділікпен (жүйемен) тартып бұрайды (4-сурет, б) .
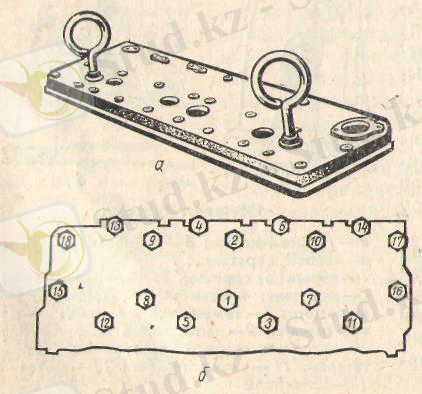
Белгіленген жүйелілікті сақтамау қалпақшаның цилиндрлер блогына жанасып жатуын нашарлатады.
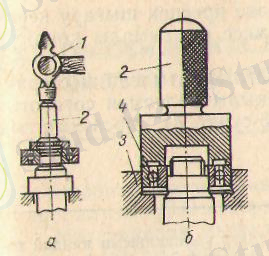
Клапан ершігін мынадай тәртіппен алмастырады. Тозған ершікті блоктан босатқышпен (5-сурет, а) шығарады. Босатқыш табанын (8) ершіктің сақиналы белдеушесінен төмен орналастырып, табанды ершікке қарай жылжытатын және қысатын жазу (ашу) конусын (7) винтпен (4) темен қарай қозғалтады, одан соң керу гайкасымен (2) ершікті шығарып алады. Жөндеу өлшеміндегі (нығыздығы 0, 12- 0, 20 мм) ершікті отырғызуды ескере отырып, цилиндрлер блогындағы үяны сұғындырма фрезамен қайрайды.
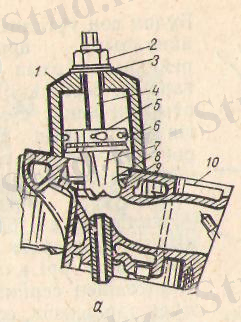
5-сурет. Клапан ершіктерін алмастыру:
а - ершікті босатқышпен престеп шығару; б - ершікті престеп цыеу; 1 - босатқыштың корпусы; 2 - көру гайкасы; 3 -шайба; 4 - жазу (ашу) конусының винті; 5 - үш табанды арнаулы гайка; 6 - тарту серіппесі; 7 - табанның жазу конусы;
8 -босатқыштың табаны; 9 және 12 -алмалы-селмалы ершіктер; 10 -цилиндрлер ңалпақшасы; 11 - оправка.
Сыртқы диаметрі үлкейтілген жаңа ершікті (5-сурет, б) престейді де, оның шеттеріне оправкамен нақыш қондырады.
Алмалы-салмалы ершікті ажарлайды және оған клапанды ысқылайды.
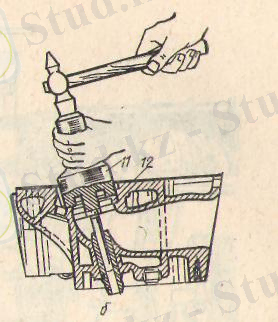
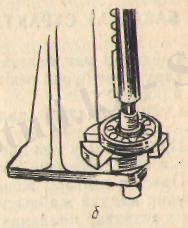
Қозғалмалы рейка (1) (6-сурет) клапан қалпақшасына тірелетіндей, ал босатқыш рамкасының ұшы құлақшасымен (3) серіппенің тәрелкесіне таянып тұратындай етіп орнатылатын арнаулы босатқыштың жәрдемімен клапанды шығарады және орнатады.
6-сурет. Клапанды шығару:
1- рейка; 2 - тұтқа; 3 - аралық сырға; 4- Сухарик
 Бұдан соң тұтқаны
(2)
айналдыру арқылы рейканы тартып шығарады, серіппені осыға отырып, конус сухаригін
(4)
суырып алып, рейканы клапан серіппесі толық босағанға дейін кері бағытқа қозғалтады да, босатқышты шығарып алады. Бұдан әрі клапан стерженінен серіппенің тірек тәрелкесін, серіппені, серіппенің тірек шайбасын шығарып, клапанды босатып алады.
Бұдан соң тұтқаны
(2)
айналдыру арқылы рейканы тартып шығарады, серіппені осыға отырып, конус сухаригін
(4)
суырып алып, рейканы клапан серіппесі толық босағанға дейін кері бағытқа қозғалтады да, босатқышты шығарып алады. Бұдан әрі клапан стерженінен серіппенің тірек тәрелкесін, серіппені, серіппенің тірек шайбасын шығарып, клапанды босатып алады.
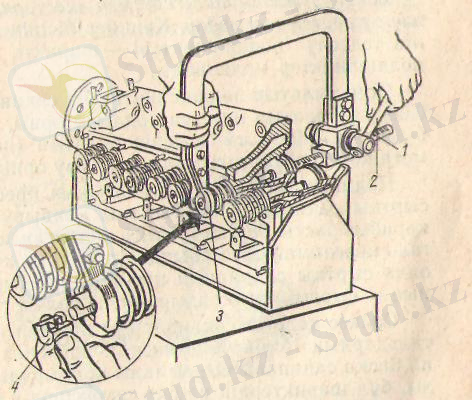
Темір таяқшадан (1), күш винтінен (2), корпустан (3) және үш болттан (4) тұратын босатқыштың жәрдемімен иінді біліктің шкивін престеп нығыздайды (7-сурет, а) . Босатқыштың үш болтын шкивтің бұрандалы тесігіне бұрап енгізеді, ал күш винті иінді біліктің бүйіріне тіреледі. Винтті темір таяқшамен бұраған кезде шкив престеліп нығыздалады. Егер шкивте бұранда тесіктері болмаса, онда оны болттардың орнында қармауы бар босатқышпен престеп нығыздайды (7-сурет, б) .
Теңселу подшипниктері мен шестерня подшипниктерін орнату және престеп нығыздау. Күш берілісінің агрегаттарында түгел дерлік теңселу подшипниктері - шарикті, роликті және ине тәрізді подшипниктер қолданады.
Орнатылатын подшипниктің бір сақинасының нығыздығы 0, 01- 0, 03 мм болатын престеп қондыру орны, ал екіншісінің саңылауы 0-ден 0, 03-0, 04 мм-те дейін болатын (подшипниктің сыртқы диаметріне қарай) сырғымалы қондыру орны болуы тиіс.
Подшипниктің ішкі сақинасынын, престеп қондыру орнын және сыртқы сақинаньщ сырғымалы қондыру орнын агрегат (беріліс қорабы, басты беріліс) білігі айналған кезде қолданады. Егер деталь қозғалмайтын мойында (доңғалақ күпшегі) айналатын болса, онда сыртқы сақинаның престеп қондыру орны, ал ішкі сақинаның - сырғымалы қондыру орны болуы тиіс.
Сәйкес келетін сақиналарды престеп қондыруда айналатын детальдардың (білік мойнының, күштектің) тозуына жол берілмейді, ал басқа сақинаны сырғымалы қондыруда ол біршама бұрыла алады, бұл шариктердің немесе роликтердің сақинаға бір жақты түсіретін күшін (салмағын) жояды, оның тозуын кемітіп қызмет атқару мерзімін арттырады.
Екі сақинаны престеп қондыру шығарып алынатын немесе орнатылатын подшипниктің сөзсіз зақымдануына әкеп соққан болар еді.
8-сурет. Подшивникті престеу;
а -білікке; б -корпусқа; 1-балға; 2-оправкалар; 3-корпус; 4-сыртқы сақина.
9-сурет. Подшивниктерді престеп нығыздау:
а-босатқыштың жәрдемімен, б-преспен.
 Подшипник білігіне престелетін ішкі сақинаға (193-сурет,
а)
мыс жиекті білікшені орнатады және балғамен жайлап соға отырып немесе преске салып қыса отырып, оны қондырады. Подшипниктің шалыстығы болмауын кадағалау қажет. Білікке орнатуға жеңілдету үшін подшипникті температурасы 70-80 С-ге жеткенше май ға салып қыздыру ұсынылады. Подшипниктерді арнаулы босатқыштармен немесе жиекті білікшемен және преспен шығару керек (9-сурет) . Шариктерді, роликтерді немесе сырғымалы қондыру орны бар сақинаны соғуға болмайды.
Подшипник білігіне престелетін ішкі сақинаға (193-сурет,
а)
мыс жиекті білікшені орнатады және балғамен жайлап соға отырып немесе преске салып қыса отырып, оны қондырады. Подшипниктің шалыстығы болмауын кадағалау қажет. Білікке орнатуға жеңілдету үшін подшипникті температурасы 70-80 С-ге жеткенше май ға салып қыздыру ұсынылады. Подшипниктерді арнаулы босатқыштармен немесе жиекті білікшемен және преспен шығару керек (9-сурет) . Шариктерді, роликтерді немесе сырғымалы қондыру орны бар сақинаны соғуға болмайды.
10-сурет: Шестерияпарды шығару:
а -босатқышпен; б - оправкаиың жәрдемімен; в - преспен ; 1 - босатқыш; 2 - шестерня; 3 -білік.
Нығыз білікке, конусқа немесе шпонкаға орнатылған шестерняларды жиекті білікше (10-сурет, б) арқылы балғамен соға отырып немесе преске қыса отырып (10-сурет, в), босатқыштың (10-сурет, а) жәрдемімен шығарады.
Двигательдің жалпы құрылысы
Автомобильдерде қолданылатын двигательдер мынандай бөліктер мен жүйелерден құралады:кривошипті - шатунды және газ тарату механизмдері, қоректендіретін, майлайтын, суытатын жүйелер және оталдыратын қондырғы.
Иінді - шатунды механизм. Иінді - шатунды механизмнің бөлшектерін қозғалатын және қозғалмайтын бөлшектер деп екі топқа бөлуге болады. Қозғалмайтын бөлшектерге цилиндрді, ал қозғалатын бөлшектерге поршень, шатун және иінді білік топтарының бөлшектері жатады. Сонымен двигательдердің иінді - шатунды механизм механизмдері мынандай бөлшектер тобынан құралады:цилиндрлер тобы, поршень тобы, шатун тобы және иінді білік тобы.
Осы көрсетілген бөлшектер тобының әрқайсысы белгілі бір қызметті атқарады. Цилиндрлер тобы - поршеньнің әрі - бері қозғалысы кезінде бағыттаушы қызметімен қоса, оның ішінде процестер жүру үшін қажетті көлем жасап тұрады. Поршень тобының бөлшектері цилиндр мен аралықтағы қозғалуға қажетті болатын саңылауды неғұрлым берәк бітеп, цилиндр ішінде жүретін процестерге байланысты газ қысымын қабылдау қызметтерін атқарады. Шатун тобының бөлшектері поршень мен иінді білікті жалғастырып, поршеньде пайда болған газ қысымының күшін иінді білікке жеткізеді, ал керек болғанда иінді біліктегі күшті поршеньге жеткізеді. Сөйтіп, поршеньнің түзу сызықты қозғалысын, иінді біліктің айналмалы қозғалысына ауыстыру қызметін атқарады. Иінді білік тобы шатуннан келген күштің әсерінен өзі айналмалы қозғалысқа келеді де, сырттағы трансмиссия арқылы жүргізетін дөңгелектерді айналдырады.
Цилиндрлер арнаулы құйылып жасаған блоктағы ұяларға бекітіледі. Егер цилиндр “дымқыл” болса, онда оның төменгі және жоғарғы беттері ғана ұяға жанасады. Ол жерді арнаулы аралыфқ төсемдермен, сұйық ақпайтындай етіп бітейді. Ал құрғақ цилиндрлерді өн бойында бітеу жасалған ұяларға престеп орнатады.
Иінді шатунды механизмнің қозғалатын бөлшектер тобы 11 - суретте көрсетілген.
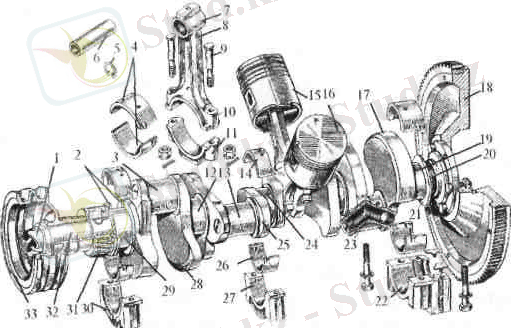
11- сурет. Иінді шатунды механизмнің қозғалатын бөлшектер тобы.
Оларды мынандай бөлшектер тобына бөлуге болады: поршень, шатун тобы және иінді - білік тобы. Олар бір - бірімен арнаулы бөлшектер арқылы жалғасады.
Поршень тобына поршенннің өзі (15), сақиналары және саусағы (6) жатады. Поршень саусағы (6) (11 - сурет) шіші қуыс түтік тәрізді болаттан шыңдап жасалады. Ол екі ұшымен поршеньдегі қалың құйылмаға (3) тығыз кіріп тұрады да, ортасында шатуннның жоғарғы басы (7) (11 - сурет) орналасады. Сонда сол саусақ арқылы шатун бұрылып, бұлғақтаған қозғалыс жасай алады.
Шатун тобының бөлшектері негізгі шатуннан, жоғарғы және төменгі басындағы подшибниктерінен (ішпектерінен) құралады. Шатунның өзі ішінде ішпегі бар жоғарғы басынан (7), сол сияқты төменгі басынан (10, 11) және өзегінен (8) құралады. Жоғарғы басы, ішіндегі ішпегімен (көбінесе қоладан жасалады) поршень саусағына кіріп тұрады да оны поршеньмен жалғастырады. Ол үнемі өзара қозғалып тұратындықтан, үйкелетін саусақ пен ішпек беттерін майлайтын тесік жасалады. Шатун өзегі екі қырлы етіп жасалады.
Шатунның төменгі басы екіге жарылып (10, 11) жасалғандықтан, оны иінді біліктің мойнына кигізуге мүмкіндік туады. Сол сияқты оның ішпегі (4) де екі жартыдан құралады. Шатунның төменгі бөлігін оың қақпағы деп атайды және ол болттар (9) арқылы иінді білік мойнына киілгеннен кейін, шатун басының екінші жартысына бекітіледі.
Қозғалатын бөлшектер тобындағы ең күрделісіне иінді біліктің бөлшектер тобы жатады. Бұлар иінді біліктен, оның ішпектерінен, маховиктен және басқа жүйелердегі механизмдерді іске қосатын шестерня (31) мен шкивтен (33) құралады.
Иінді біліктің негізгі қызметі шатуннан келген күшті иін түрінде жасалған шатун мойны (3, 13) арқылы қабылдап, тірек мойындары (29, 12, 24, 19) арқылы айналмалы қозғалыс жасайды. Тірек мойындары мен шатун мойындарымен жақтау (25) арқылы жалғасып тұрады. Кейбір жақтауларға тірек мойындарын ортадан тебетін күштерден жеңілдету үшін қарсы жүктер (28, 17) бекітіледі.
Иінді біліктің алдыңғы жағынан (32) шестерня (31) бекітіледі. Ол шестерня газ тарату механизмін іске қосады. Онымен қоса белдікті беріліс үшін шкив (33) бекітіледі де онымен суыту жүйесінің, электр генераторларын және тағы басқа осындай қосымша құралдарды қимылға келтіреді. Иінді біліктің артқы жағына (20) арнаулы фланец арқылы маховик (18) бекітіледі.
Иінді біліктің осы көрсетілген бөлшектері біртұтас біріктіріліп болаттан қалыптастыру (штамптау) арқылы жасалынады. Сондықтан олар бөлшектенбейді. Иінді біліктің пішіні двигательдегі цилиндр саны мен жұмыс тәртібіне қарай заводта бір - ақ рет жинақталып құралады. Тірек мойындарындағы ішпектер, жоғарыда айтылған, шатун ішпектері тәрізді жасалады. Олар арнаулы жарты төсемелер (22, 27, 30) арқылы цилиндр блогының картеріне бекітіледі.
Иінді біліктің өн бойында жағар май жүретін қуыстар (23) жасалып, арнаулы бітегіштерімен жабылып қойылған. Сол қуыстар арқылы тірек және шатун мойындары қысыммен келетін маймен майланып тұрады. Әрі сол майлар ортадан тепкіш күштің әсерінен тазаланады, яғни майдың құрамындағы лас заттар сол қуыстардың керегелеріне жабысып қалады. Двигательді капиталдық жөндеу кезінде арнаулы бітегіштерді ашып, сол қуыстарды тазалап отырады.
Газ тарату механизмі. Газ тарату механизмі, иінді шатунды механизмнің жұмысына сәйкес, цилиндр ішінде жүретін процестерді басқарады. Сору процесі кезінде цилиндр ішіне жану қоспасын (карбюраторлы) немесе ауа (дизельді) кіргізеді. Ол үшін сору клапанын ашады. Қысу, жану, ұлғаю процестері кезінде цилиндр ішіне, сырттан қатыстырмай, жауып ұстап тұрады, ал шығару процесі кезінде, шығару клапанын ашып, жанған газды сыртқа шығарып жібереді. Осы аталған қызметтерді атқару үшін газ тарату механизмі негізгі екі топтан тұрады. Олар клапандар тобы мен оларға қозғалыс беретін жетек тобы. Ал осы бөлшектер тобының орналасуына байланысты газ тарату механизмі бірнеше түрге бөлінеді. Олар көбінесе клапандардың орналасуына байланысты, жоғарғы және жандық газ тарату механизмдер болып бөлінеді. Жандық газ таратыу механизмі (12. а - сурет) кезінде клапандар (5) цилиндрдің жанына жасалған ұяда (6) тұрады, ал клапандары (5) (12. б - сурет) жоғарыда орналсқан газ тарату механизмінде цилиндр басындағы ұяда (6) тұрады. Осындай клапандардың орналасу түріне байланысты, олардың жетегі де әртүрлі болады. Жандық орналасқан газ тарату механизмдерде (12. а - сурет) жетек механизмі иінді біліктің шестернясымен (2) үнемі тістесіп тұратын шестернясы (1) бар жұдырықша білікшеден (10), итергіштен (9) және реттегіш болттан (4) құралады. Ал клапандары жоғарыда орналасқан газ тарату механизмінде (12. б - сурет) осыларға қосымша штанга (14), куйенте (11) арнаулы оське (12) бекітіледі.
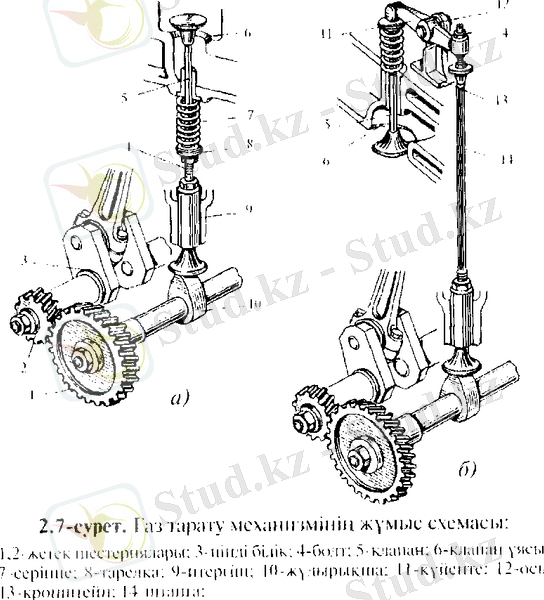
12. -сурет. Газ тарату механизмінің схемасы.
1, 2-жетек шестернялары; 3-иінді білік; 4-болт; 5-клапан; 6-клапан ұясы; 7-серіппе; 8-тарелка; 9-итергіш; 10-жұдырықша; 11-күйенте; 12-ось; 13-кронштейн; 14-штанга.
Автомобиль двигательдерінде көбінде газ тарату механизмі газ тарату фазасын тұрақты ұстап отырады .
Газ таратудағы фазаның диаграммасы - бұл клапандардың ашылу немесе жабылу моменттерінің (фаза) иінді білік бұрылу бұрышымен сипатталған және дөнгелек диаграмма түрінде берілген. Газ таратудағы диаграммада көрсетілген аралықтарды, двигательдің жылдам жүруін ескере отырып береді. Неғұрлым иінді біліктің айналу жиілігі жоғары болса, соғұрлым ол үлкен. Сору және шығару клапандарының бір мезгілде ашылу уақыты кейбір двигательдерде
16° - тан 60° - қа дейін толқып тұрады.
Ең тиімді газ тарату диаграммасын әрбір двигательге эксперимент түрінде анықтайды. Қабылданған газ тарату диаграммасы ( аз ғана ауытқуы) двигательдің үнемділігін және қуатын азайтады.
Механикалық газ тарату механизмді двигательдерде (ГТМ) газ тарату фазасы басқарылмайды немесе шапшаң реттелмейді.
Кейінгі кездерде газ тарату механизмін (ГТМ) ашу және жабу бұрыштарын электронды жүйемен реттеу қолданып жүр.
Көптеген өндірушілер двигательдерде гидромеханикалық, электромеханикалық немесе басқа жолмен басқарылатын жүйесі бар және оның үстіне олар электрондық хабар бергіш жүйесімен жабдықталған қондырғылардың көмегімен басқарылып жұмыс істейтін газ тарату механизмін орнатқандықтан, газ тарату диаграммасын өзгертуге мүмкіндік туады.
Басқарылмайтын газ тарату фазасы төменгі айналу жиілігінде тиімсіз, өйткені мұндай жағдайда цилиндрге ертерек кірген ауа бөліктерін енгізу клапаны жабылар алдында итеріп шығарады, ал шығару клапаны тым ерте ашылады. Соның салдарынан цилиндрден жоғарғы қысымдағы энергиясы толық қолданылып, жұмысқа айналмаған газдар шығып кетеді.
Қазіргі заманғы кейбір двигательдерде цилиндрлерінің жақсы толуын қамтамасыз ету үшін, иінді біліктің айналу жиілігіне байланысты, газ тарату фазасындағы клапандардың ашылу - жабылу кезеңдерін шапшаң реттеледі.
Иінді біліктің айналу жылдамдығының аздығынан, клапандардың ашылуынан жабылуына дейінгі уақыт созылады және цилиндр ауамен немесе жанатын қоспамен жақсы толады.
Цилиндрдегі ұлғаю процесі кезінде поршеньге ұзағырақ әсер етуі үшін шығару клапаны ТӨН жақынырақ ашылуы және ЖӨН кейін аз кешігіп жабылуы керек. Сондықтан, төменгі айналу жиілігі кезінде шығару тактісі жүргенде, поршеньнің ЖӨН қозғалуына қалдық газдардың қарсы қысымы әсер етпейді.
Мұндай батыл қадамға 1993ж бірінші болып Alfa Romeo компаниясы қадам басты. Ол двигательге электрондық жүйе дабылымен басқарылып жұмыс істейтін, екі жоғарғы тарату бөлігінің бастапқы бұрыштық жағдайын бұрылыспен өзгертетін гидромеханикалық жүйесін орнатты. Кейінірек тура осы принцип Daimeer - Benz және Nissan фирмаларында қолданылады.
Двигательдің төмен айналысында бұраушы момент 25 - 35℅, ал номиналды айналыста 5℅ көбейеді. Клапанды ашып - жабуды реттеуде болашағы үлкен жүйе - электромагниттік реттегіштер. Реттеу дәлдігі 0, 005 секунд ішінде жүзеге асады. Осындай газ тарату фазасын басқарушы двигатель клапандарын электро - магнитті басқару жүйесі жасалып және автомобильдерде қолданып жүр.
... жалғасыСіз бұл жұмысты біздің қосымшамыз арқылы толығымен тегін көре аласыз.
- Іс жүргізу
- Автоматтандыру, Техника
- Алғашқы әскери дайындық
- Астрономия
- Ауыл шаруашылығы
- Банк ісі
- Бизнесті бағалау
- Биология
- Бухгалтерлік іс
- Валеология
- Ветеринария
- География
- Геология, Геофизика, Геодезия
- Дін
- Ет, сүт, шарап өнімдері
- Жалпы тарих
- Жер кадастрі, Жылжымайтын мүлік
- Журналистика
- Информатика
- Кеден ісі
- Маркетинг
- Математика, Геометрия
- Медицина
- Мемлекеттік басқару
- Менеджмент
- Мұнай, Газ
- Мұрағат ісі
- Мәдениеттану
- ОБЖ (Основы безопасности жизнедеятельности)
- Педагогика
- Полиграфия
- Психология
- Салық
- Саясаттану
- Сақтандыру
- Сертификаттау, стандарттау
- Социология, Демография
- Спорт
- Статистика
- Тілтану, Филология
- Тарихи тұлғалар
- Тау-кен ісі
- Транспорт
- Туризм
- Физика
- Философия
- Халықаралық қатынастар
- Химия
- Экология, Қоршаған ортаны қорғау
- Экономика
- Экономикалық география
- Электротехника
- Қазақстан тарихы
- Қаржы
- Құрылыс
- Құқық, Криминалистика
- Әдебиет
- Өнер, музыка
- Өнеркәсіп, Өндіріс
Қазақ тілінде жазылған рефераттар, курстық жұмыстар, дипломдық жұмыстар бойынша біздің қор #1 болып табылады.

Ақпарат
Қосымша
Email: info@stud.kz