Автоматты басқару жүйелері: негізгі ұғымдар, құрылымы мен элементтері

Жұмыс түрі: Дипломдық жұмыс
Тегін: Антиплагиат
Көлемі: 69 бет
Таңдаулыға:
1 АВТОМАТТЫ БАСҚАРУ ЖҮЙЕЛЕРІ ЖӘНЕ ОБЪЕКТІЛЕРІ
ТУРАЛЫ ТҮСІНІК
1. 1 Автоматты басқару жүйесінің негізгі ұғымдары мен анықтамалары
Автоматты басқару жүйелері мен объектілері туралы түсінік кибернетика (басқару жүйелеріндегі ақпаратты алу, сақтау және өңдеу ісінің жалпы заңдылықтары жайлы ғылым) саласында қарастырылады. Нақты айтқанда, кибернетика ғылымындағы автоматика саласында айтылады.
Сонымен, автоматика дегеніміз, адамның қатысуынсыз-ақ жұмысты белгілі бір механизмдердің көмегі арқылы басқару. Ол өзіне автоматикалық жүйелер мен сол жүйелер үшін қажетті техникалық жарақтарды құру және жасау үшін қолданылатын автоматты басқару теориясын қосады. Грек тілінен аударғанда «автомат» деген сөз өздігінен «қозғалатын» деген мағынаны білдіреді.
Кез - келген өндірісте технологиялық процестер белгілі бір мәнде шектетілетін физикалық шамалармен сипатталады. Жабдықтардың жұмысы кезінде ол шамалар белгілі бір деңгейде тұрақтануы, не берілген бағдарлама бойынша өзгеріп отыруы тиіс. Кез - келген қондырғыда технологиялық процестің бірқалыпты жүруі белгілі бір ереженің, қызмет алгоритмінің орындалуына байланысты болады. Осы қызмет алгоритмін орындау үшін белгілі бір сыртқы команданы орындайтын қондырғыны, не машинаны басқару объектісі дейді.
Технологиялық процесті жүргізу үшін басқару объектісіне әсер ететін тиімді ықпалды басқару дейді. Егер бұл басқару адамның қатысуынсыз жүзеге асса, оны автоматты, ал адамның қатысуымен болса қолмен басқару деп атайды. Жалпы технологиялық процестер орындалатын барлық өндіріс жабдықтары басқару объектілеріне жатады. Алайда технологиялық процестің өзі де басқару объектісі бола алады. Әр объектіде физикалық шаманың берілген мәнін тұрақтандырып, немесе оны берілген өзгертіп отыратын басқарғыш құрылғысы болады. Басқарғыш органы арқылы объектіге белгіленген қызмет алгоритмін орындауға мүмкіндік беретін арнайы әсерлер беріліп отырады. Технологиялық процесті берілген қызмет алгоритмі бойынша өткізу мақсатында объектіге сырттан берілетін арнайы нұсқаулар (ережелер) жиынтығын басқару алгоритмі дейді.
Басқару объектісіне басқару алгоритміне сәйкес әсер ететін кез - келген техникалық құрылғы автоматты басқару құрылғысы делінеді.
Бір - бірімен байланысты және басқару алгоритміне сәйкес өзара әрекеттесе жұмыс жасайтын автоматты басқару құрылғысы мен басқару объектісінің жиынтығы автоматты басқару жүйесі (АБЖ) деп аталады.
Жүйелерде өтетін процестердің физикалық негізінде тәуелсіз техникалық (технологиялық, өндірістік) процестерді басқару мен бақылау функцияларын адамның тікелей қатысуынсыз орындайтын, автоматты жүйелердің есептеу тәсілдері мен құру принциптерін зерттеумен шұғылданатын ғылыми -
техникалық пен автоматты басқару теориясы (АБТ) делінеді.
Ол сонымен бірге жалпы автоматика ғылымының негізі болып саналады және автоматика жүйелерімен бірге жүйенің бөлшектерін, элементтерін зерттеумен шұғылданады.
Жұмыс барысында автоматты басқару жүйесіне әртүрлі ішкі және сыртқы әсерлер ықпал жасайды. Автоматты жүйенің бір бөлігінен келесі бөлігіне технологиялық процестің бірқалыпты өтуін қамтамасыз ететін әрекеттің тізбекті желісін құрайтын әсерді ішкі әсер деп атайды. Оларды басқарушы әсер дейді. Ал сыртқы әсер екіге бөлінеді. Технологиялық процестің тиянақты өтуіне қажет бірінші әсер қызмет алгоритміне сәйкес жүйе кірісіне беріледі де, жоспарланған немесе тапсырыстық әсер деп аталады. Ал, екінші әсер жүйеге немесе басқару объектісіне сыртқы ортадан беріледі. Ол жүйе жұмысында алдын-ала есепке алынбайды да, кездейсоқ сипатта болып, басқару процесін қиындатады. Сол себепті оларды қобалжытқыш әсер деп атайды.
Технологиялық процестің дұрыс өтуіне сәйкес басқарылатын шаманың берілген уақыт аралығында ұстап отыруға керекті мәнін алдын-ала берілген мән деп, ал фактілі, яғни процестің өлшенген мәнін нақты (қазіргі) деп атайды. Реттелетін шаманың алдын-ала жоспарланған және нақты мәндерінің арасындағы айырмасын келісілмеген (айырымдық) шама дейді.
Технологиялық жабдықтардың қай-қайсысы болмасын тұрақты (тағайындалған) режимде жұмыс істеуі керек. Бірақ нақты пайдалану жағдайында әртүрлі сыртқы қозулардың әсерінен тағайындалған режим ұдайы бұзылатындықтан, технологиялық процестің параметрлері өзгереді. Сол себепті өндірістік жабдықтарды (басқару объектісін) басқарып отыру қажет, яғни басқарылатын шама қоздырушы әсердің ықпалына қарамастан берілген ереже (программа) бойынша өзгеретіндей дәл есеппен басқарушы әсерді қалыптастыру керек. Ол ақпарат кейбір байланыс арналары ( адамның нерв жүйесі, электр сымдар т. с. ) арқылы қабылдаған ақпаратты басқару сигналына түрлендіріп тұратын органға келіп түседі. Басқару сигналы технологиялық процестің жүрісіне әрекет етеді.
Жалпы түрде автоматты басқару жүйесінің блок - схемасын (1. 1 суретіне сәйкес) - дегідей көрсетуге болады.
f(t)
g(t) u(t) y(t)
Сурет 1. 1. Автоматты басқару жүйесінің блок - схемасы
Мұндағы, g(t) - реттелінетін шаманың тағайындалған мәні,
u(t) - басқару әсері, f(t) - ауытқушы әсері, y(t) - реттелінетін шаманың (температураның, қысымның, жылдамдықтың т. с. с ) нақты мәні.
Технологиялық процестерді толық жетілдіре түсу және оны басқару өндірістік объектілердің тиімділігін арттыра түседі.
Технологиялық процесс - біртекті немесе ұсақ бұйымдар жасау үшін жоспарлы түрде орындалатын технологиялық операциялар жиынтығы және жалпы өндірістік процестің бөлігі. Өндірістік процестің мазмұнына қарай технологиялық процесс әр түрлі тәсілдермен орындалатын құрама бөліктерден тұрады. Мысалы, пісірудің технологиялық процесі детальдарды дайындау, орнату, пісіру және пісірілген жапсарды тазалап өңдеу операцияларынан құралады. Пайдалану мақсатына, орындалу тәсіліне т. б. сипаттамаларына сәйкес технологиялық процестің жобалық, жұмыстық, бірлік, типтік, стандарттық, мерзімдік т. б. түрлері бар. Ғылым мен техниканың соңғы жетістіктеріне сүйене отырып, өндірісті тиімді ұйымдастыру негізінде жүзеге асырылатын технологиялық процесс жоғары техникалық - экономикалық дәрежеге жетуде маңызды рөл атқарады.
1. 2 Автоматты басқару жүйесінің құрылымы
Автоматты басқару жүйесі құрылымы жағынан әр түрлі болуы ықтимал. Жалпы жағдайда бұл құрылымға белгілі бір ерекше қасиеттерімен және аралық әсер беру жолдарымен жіктелген автоматты жүйені түзетін дербес бөліктердің жиынтығы жатады. Автоматты басқару жүйесінің алгоритмдік, функционалдық және конструкциялық құрылымдары болады.
Автоматты басқару жүйесінің алгоритмдік құрылымы деп, әр бөлігі ақпаратты түрлендірудегі белгілі бір алгоритмді орындауға арналған құрылымды айтады. Сигналды түрлендірудің элементар алгоритміне сәйкес келетін автоматты жүйенің алгоритмдік құрылымының бір бөлігін элементар алгоритмдік буын деп атайды. Әрбір элементар буын бір ғана математикалық немесе логикалық операцияны орындайды. Схемада элементар буынды ішінде сигналды түрлендіруге сәйкес оператор жазылған тікбұрышпен кескіндейді. Кей кезде оператордың орнына шығыстық сигнал мен кірістік сигнал аралығындағы байланысты көрсететін график немесе өтпелі функция қисығы көрсетіледі. Элементар буындар статикалық, динамикалық, арифметикалық және логикалық болып ажыратылады.
Статикалық буынның шығыстық сигналының лездік мәні кірістік сигналдың уақыт ағымындағы өзгеруінің сипатына емес, оның тек осы мезеттегі мәніне ғана тәуелді болады. Статикалық буын ретінде, мысалы, екіпозициялық релені алуға болады.
Динамикалық буынның мысалы ретінде дифференциалдауыш буынды алуға болады.
Арифметикалық буын қосу, алу, көбейту, бөлу арифметикалық амалдарының біреуін іске асырады. Автоматикада, сигналдарды алгебралық қосындылайтын арифметикалық буын, қосындауыш жиі қолданылады.
Логикалық көбейту («ЖӘНЕ»), қосу («НЕМЕСЕ»), логикалық терістеу («ЕМЕС») және т. б. логикалық операцияларды орындайтын буынды логикалық деп атайды. Жалпы логикалық буынның кірістік және шығыстық сигналдары дискретті болады да логикалық айнымалылар ретінде қарастырылады.
Автоматты басқару жуйесінің фунционалдық құрылымында әрбір бөлік белгілі бір қызметті атқарады. Қызмет ретінде автоматты басқарушы құрылғының ақпарат алу, оны өңдеу т. б. осы секілді негізгі қызметін, сонымен бірге сигналды беру, оларды салыстыру, ақпаратты беру түрін өзгерту тәрізді дербес қызметін айтуға болады. Егер автоматты басқару жүйесі құрылымының әр бөлігі жеке конструкциялық тұтастық құратын бөлік болса, ондай құрылымды конструкциялық кұрылым деп атайды.
Басқару жүйесінің құрылымын график бойынша кескіндеуді құрылымдық схема дейді. Белгілі бір ерекшеліктерімен топталған автоматты жүйе бөлігін график түрінде, ішінде бұл жүйенің оның қандай бөлігі екендігін білдіретін шартты белгісі бар төртбұрышпен кескіндейді.
Автоматты жүйенің бөліктерінің арасында берілетін әсер жолын, сол әсер берілетін бағыт бойымен бағыттауыш сызықпен кескіндейді. Автоматты басқару жүйесінің, не автоматты құрылғының құрылымдық схемасындағы бөліктері арасындағы берілетін әсердің бағыты мен жолын көрсететін қарапайым құрамдас бөлігін құрылымдық схеманың байланысы деп атайды.
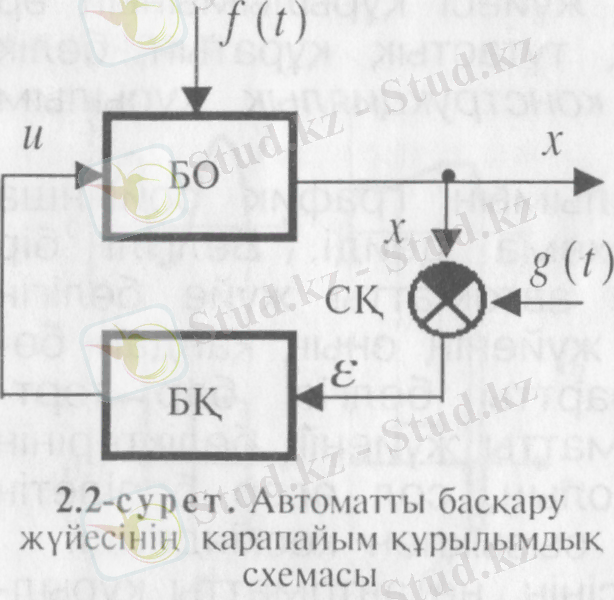
Сурет 1. 2. Автоматты басқару жүйесінің қарапайым құрылымдық схемасы
Автоматты жүйенің құрылымдық схемасының байланысы негізгі, қосымша және кері байланыстар болып ажыратылады.
Негізгі байланыс деп, автоматты басқару жүйесінің негізгі тізбегі бойындағы бөліктерінің арасындағы түзілетін байланысты айтады.
Қосымша байланыс деп, негізгі тізбекке не оның қайсыбір бөлігіне қосалқы түрде әсер берілу жолын түзетін автоматты басқару жүйесінің құрылымдық схемасының байланысын айтады.
Мысал ретінде (1. 2 суретіне сәйкес) басқару объектісінен (БО), басқарушы (БҚ), және салыстырушы (СҚ) құрылғысынан тұратын автоматты басқару жүйесінің қарапайым құрылымдық схемасы көрсетілген. Автоматты басқару жүйесінің кірісі және шығысы болады.
Кіріс деп, сырттан жүйеге не құрылғыға, оның жеке бөліктеріне тікелей әсер берілетін автоматты басқару жүйесінің әсер тізбегінің бөлігін айтады.
Шығыс деп, автоматты жүйеде не оның элементтерінде қызмет алгоритміне сәйкес қалыптасқан әсерді сырт жаққа беретін автоматты басқару жүйесінің әсер тізбегінің бөлігін айтады.
Автоматты басқару жүйесінің әсер тізбегі деп ішкі және сыртқы әсерлер берілетін жеке жолдардың жиынтығын айтады.
Құрылымдық схемада әсер тізбегінің жеке жолдары тұтас және бағыттауыш сызықтармен кескінделеді.
Автоматты басқару жүйесінің не оның қарастырылатын бөлігінің шартты түрде бөлінген, кірісінен шығысына қарай бағытталған әсер тізбегін жүйенің негізгі әсер тізбегі деп атайды.
Негізгі әсер тізбегі автоматты жүйені немесе жүйе бөлігін қандай мақсат үшін пайдаланатынына қарай іріктелінеді. Жалпы алғанда, автоматты жүйенің басқарушы құрылғысы негізгі әсер тізбегіндегі фукнционалды құрылғысынан
1. 3 Автоматты жүйелерінің құрылымдық талдауы
Құрылымдық талдаудың негiзгi есептерi:
-буындардың арасындағы қосу әдiстерiнiң зерттеуi және бұл қосулар
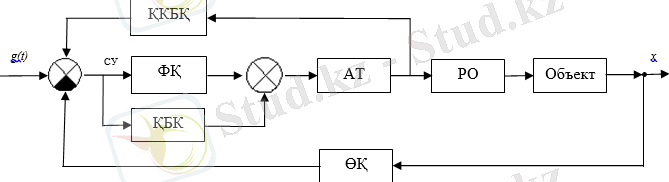
Сурет 1. 3. Автоматты басқару жүйесінің жалпы функционалдық схемасы
(ФҚ), қосымша байланыс құрылғысынан (ҚБҚ) және қосымша кері байланыс құрылғысынан (ҚҚБҚ) тұрады. Басқарушы құрылғы өзінің шығыс тізбегінде тұрған атқарушы тетікке (АТ) әсерін тигізеді, я ол өз кезегінде реттеуші орган (РО) арқылы басқарылатын объектіге (БО) әсер етеді. Басқарылатын шама өлшеуіш құрылғысымен (ӨҚ) өлшенеді.
ықпалының буындарының қасиеттерi;
-барлық жүйенiң қасиеттерiн буындар және олардың қосуларының ықпалының зерттеуi табандатқан;
-көп контурлы құрылым - динамикалық схемалардың өрнектелуi, сол бойынша баламалы бiр контурлы схемаларға анықтау мақсатымен тиiстi берiлiс функциялардың келесi талдау үшiн орнықтылықты және басқару процессінің сапасы.
Автоматты жүйелердің құрылымдық талдауының негiзі құрлымды- динамикалық схемасын құрастыру болып табылады.
Құрылымдық схема қорытынды әдетте талдау функция схемасы негiзінде келесi алгоритмі бойынша жасалады;
-басқару объектісiнің байланыс теңдеуiн және элементтердi құрау бағдарлауыш құрылымы;
-байланыстың теңдеулерiне байланыстың алған теңдеулерiнiң формасында өту жанында Лапластың өрнектеулерi нөлдiк бастапқы шарты;
-сәйкес салынған схемалар өзара қосу сигналдардың өтуiмен және iзделiп отырған құрлымды-динамикалық схемасының жүйенi алу.
 Схемада динамикалық буындар кiрiс және шығыс шамалардың нұсқауы бар тiк төртбұрыштың түрлерiнде белгi қояды, жадында операторлық формада нөлдiк бастапқы шарты бар. Тiк төртбұрыш ішiнде берiлiс функция жазылады. Бiрнеше бағыттарға өтетін нүктелер тарамданудың түйiндерi немесе орамның
Схемада динамикалық буындар кiрiс және шығыс шамалардың нұсқауы бар тiк төртбұрыштың түрлерiнде белгi қояды, жадында операторлық формада нөлдiк бастапқы шарты бар. Тiк төртбұрыш ішiнде берiлiс функция жазылады. Бiрнеше бағыттарға өтетін нүктелер тарамданудың түйiндерi немесе орамның
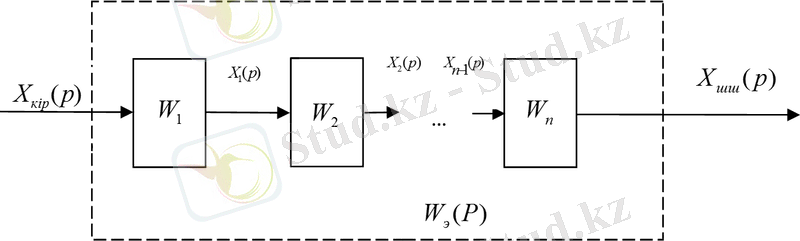
беріліс функциянын тізбектелген буындары беріліс функцияның буындарының көбейтіндісіне тең.
 (1)
(1)
Сурет 1. 4. Буындардың тiзбектi қосылуы
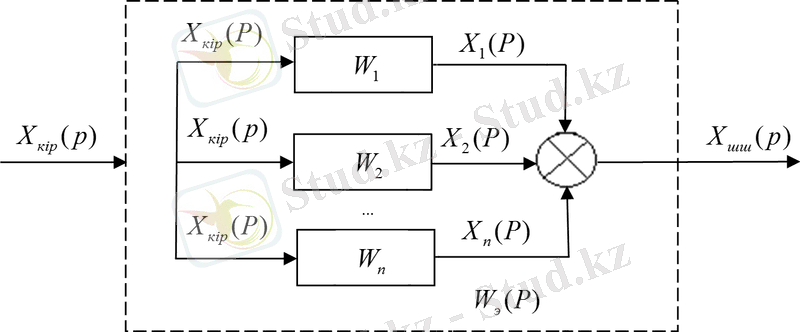
Параллельді, барлық буындардың кiруге бiр уақытта және де бiрге кiретiн
сигнал, ал шығатын сигнал осы алгебралық дабылдарға қосылады (1. 5 суретіне сәйкес) ортақ демалыс шамасын құрастыра жинақтайды.
Беріліс функциянын параллель буындары беріліс функцияның буындарының алгебралық қосындысына тең.
 (2)
(2)
Сурет 1. 5. Буындардың параллель қосылуы.
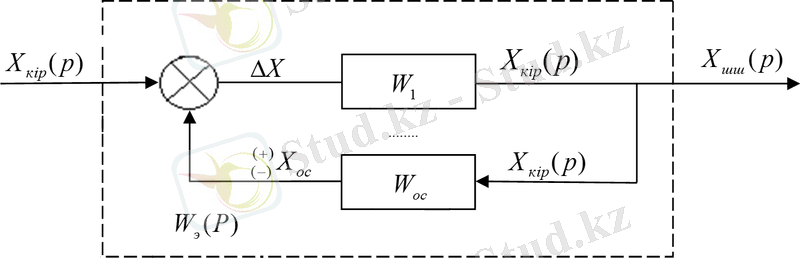
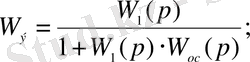
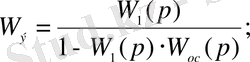
Беріліс функциясының керi байланысы, буынның шығуы мен кіруі беріліс функциямен қосылады нәтижесінде берiлуi әсерлердiң тұйық контуры
 құрастырылады. (1. 6 суретіне сәйкес)
құрастырылады. (1. 6 суретіне сәйкес)
Cурет 1. 6. Керi байланыс
Беріліс функцияның кері байланысы:
Кері байланыстың терісі
 (3)
(3)
 (4)
(4)
Мысал:
Оның (1. 7 суретіне сәйкес) құрылымдық схемасы бойынша жүйенiң берiлiс функциясын табу керек.
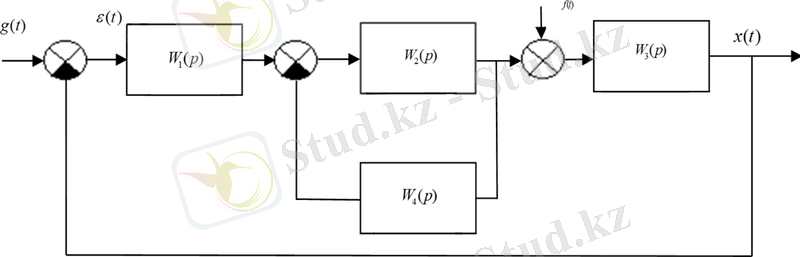
Сурет 1. 7. Кемеңгер құрылымдық схемасы
Шешiм:
Бiр контурлыға құрылымдық схеманы келтiремiз. Бұрыла буындар берiлiс функциялармен
 аламыз.
аламыз.
 (5)
(5)
Алшақ салынған жүйенiң сонда берiлiс функциясы
 (6)
(6)
Берiлiс функциясы бойынша алшақ салынған жүйенiң қоздырушы әсері
 (7)
(7)
Берілетiн әсер бойынша тұйық жүйенiң берiлiс функциясы
 (8)
(8)
Қате сигналы бойынша жүйенiң берiлiс функциясы
 (9)
(9)
Қоздырушы әсер бойынша тұйық жүйенiң берiлiс функциясы
 (10)
(10)
Ең жетілген жалпы автоматика жүйесі болып автоматты реттеу жүйесі болып табылады. Автоматты реттеу дегеніміз кейбір объектінің жағдайын сипаттайтын тағайындалған ( берілген, тапсырылған) шаманы бір қалыпта қолдану немесе оны белгілі заң бойынша өзгерту процесі. Ол процесс объектінің жағдайын немесе оған әрекет етіп отыратын ауытқушы әсерлерді өлшеу және реттеу органына әрекет ету арқылы іске асырылады.
Жалпы жағдайда автоматты реттеу жүйесінің құрылымын атқарушы тетігінде қосымша байланыс тізбегі бар, функционалды схема түрінде көрсетуге болады.
Автоматты жүйелер өзінің арналуына және конструкторлық орындалуына қарай әртүрлі болып келеді. Дегенмен олардың қайсысын болмасын екі негізгі бөлшектерге бөлуге болады: басқарылатын объектіге, басқару құрылғыға (автоматты реттеуішке) . Оларды жүйенің функционалдық сызбаларында көрсету үшін келесі шартты белгілерді қолданылады.
Сурет 1. 8. Шартты белгілер
Бұл жерде көрсетілген қысқарған белгілер: БО - басқарылатын объект, БҚ - басқару құрылғысы (автоматты реттеуіш) . Нұсқамалар мен сигналдың өту бағыты көрсетілген.
Басқарылатын (реттелінетін) объект дегеніміз техникалық (технологиялық) процесті жүзеге асыратын құрылғы немесе құрылғылардың жиынтығы. Басқару объектісі жылжитын және жылжымайтын болуы мүмкін. Автоматты басқару жүйесінің жылжитын объектісіне мына төмендегілер жатады: кемелер, поездар, ұшқыш аппараттар, ұшақтар, ракеталар, ғарыштық аппараттар, жасанды жер серіктері. Ал жылжымайтын объектілерге агрегаттар немесе механизмдер, технологиялық пен энергетикалық процестер және тағы басқа жылжымайтын қондырғылар ( бу қазандары, металл жұқартқыш стандар, айнымалы пештер т. т) жатады.
Автоматты реттеу жүйесінің жалпы схемасы мына төмендегідей болып келеді.
А) басқару
бақылау
Б)
сигнализация бақылау
басқару
В)
Сурет 1. 9. Автоматты реттеу жүйесінің схемасы
(Сурет 1. 9) схемалардың элементтерінің атқаратын қызметтерін түсіндіре кетейік. Автоматты реттеу жүйесінде өлшеуіш орган (датчик Д) өлшенетін шаманы өлшейді. Өлшеуіш орган элементтері ретінде датчик қолданылады, ол реттелетін шаманы оған пропорционал басқа физикалық шамаға айналдырады. Датчиктерге тахогенератор (айналу жылдамдықты ЭҚҚ немесе токка айналдырады), термопара (температура өзгеруін қозғалысқа айналдырады), мембрана (қысым өзгеруін қозғалысқа айналдырады) және т. б. жатады. Беруші орган (БО) реттелетін шаманың орнатылған мәнін береді. Бұл орган функцияларының қарапайым элементтеріне реле, кнопка, сап жатады, егер тапсырма тұрақты болса, оларға күрделі элементтер жатады. Тексеру органы (ТО) реттелетін нақты шаманың берілген шамадан ауытқуын анықтайды. Тексеру органы жұмыс істеу үшін өлшенетін және беру органдарының шығыс параметрлері бірдей физикалық шамаға ие болу қажет. Нақты мәннің берілген мәннен ауытқуы орын алғанда Тексеру органы атқарушы органға әсер береді, ол реттеу объектісінің реттеу шамасын қалпына келтіреді. Осылайша автоматты реттеу жүйесінің әсерлесудің тұйықталған жүйесін құрайды: объект - өлшеуіш орган (датчик) - тексеру орган - атқарушы орган - реттеу объектісі.
1. 4 Автоматты жүйе элементтері
Автоматты жүйе өзара байланысқан және белгілі бір қызмет атқаратын дербес конструкциялық элементтерден тұрады, оларды автоматика элементтері не құралдары деп атайды. Элементтерді жүйеде атқаратын қызметіне қарай салыстырушы, түзетуші, қабылдаушы, жоспарлаушы, түрлендіруші және атқарушы деп ажыратады.
Қабылдаушы элементтер не бастапқы түрлендіріп бергіштер (датчиктер) технологиялық процестердің басқарылатын шамаларын өлшейді де, оларды бір физикалық түрден екінші бір физикалық шамаға түрлендіреді (мысалы, термоэлектрлік термометр температура айырымын термоЭҚК-не түрлендіреді) .
Жоспарлаушы элементтер (баптау элементтері) арқылы жүйеге реттелетін шаманың
 қажет мәні беріледі; оның нақты мәні осы берілген мәнге сәйкес келуі тиіс.
қажет мәні беріледі; оның нақты мәні осы берілген мәнге сәйкес келуі тиіс.
Салыстырушы элементтер реттелетін шаманың берілген мәнін
 нақты мәнімен X салыстырады. Бұл элементтің шығысында алынатын айырымдық сигнал
нақты мәнімен X салыстырады. Бұл элементтің шығысында алынатын айырымдық сигнал
 атқарушы элементке тікелей не күшейткіш арқылы беріледі.
атқарушы элементке тікелей не күшейткіш арқылы беріледі.
Түрлендіруші элементтер сигналдың пайдалануға ыңғайлы түрге түрлендірілуін және оның қуатын магниттік, электрондық және т. б. күшейткіштер арқылы үдетуін жүзеге асырады.
Атқарушы элементтер басқару объектісіне берілетін басқару әсерін тудырады. Олар басқару объектісіне берілетін не одан алынатын энергия немесе заттар санын өзгерту арқылы басқарылатын шаманы берілген мәніне сәйкес етіп ұстап отырады.
Түзетуші элементтер басқару процесінің сапасын жақсарту үшін қажет.
Автоматты жүйелерде көрсетілген негізгі элементтерден басқа қосалқы элементтер де болады, оларға ауыстырып қосқыш құрылғылар мен қорғау элементтері, резисторлар, конденсаторлар, сигнал беру жабдықтары жатады.
2. ТЕХНОЛОГИЯЛЫҚ БӨЛІМ
- Мыс металлургиясы
Қазақстан мемлекеті дамыған 30 елдің қатарына кіру үшін біз өз елімізде
индустриямызды дамытуымыз қажет деп халыққа жолдауында елбасымыз Н. Ә. Назарбаев айтқан. Ол үшін бізге қара және түлі түсті металдар қажет. Дүние жүзі бойынша 70 - тен астам түсті металдардың балқытылатыны барлығымызға мәлім. Сонымен қатар оларды 14 сала өндіретіні де белгілі. Олардың барлығы қосылып түсті металлургияны құрайды. Түсті металдар ғылыми - техникалық революцияның нәтижесінде кеңінен пайдаланыла бастады, бірақ олардың қарқынды түрде қолданысқа түскеніне көп уақыт бола қойған жоқ. Заман талабына сай келетін реактивті ұшақтарды, ғарыш кемелерін және атом реакторларын жасау үшін ерекше қасиеттері ие болатын және конструкциялық тұрғысынан мүлдем жаңа материалдар қажет болды.
Осындай қасиеттерге тек ғана түсті металдар ғана ие. Қорғасынның, никельдің және қалайының жемірілуге (коррозияға), титанның ыстыққа төзімді келетіні, ал күмістің, мыстың және алюминийдің жоғары электр өткізгіштігімен ерекшеленетіні баршамызға мәлім. Сондықтан, олардың қолдану аясы өте ауқымды: медициналық аспаптар мен материалдан бастап қүрделі электроника мен ядролық техника осы материалдардан жасалады және әр металл «өз кәсібін тапқан».
Біздің жыл санауымызға дейінгі II мың жылдықта адамдар металдардың арасынан алғашқы болып мысты қолдана бастады. Себебі оның рудадан тез еритін және оңай бөлінетін қасиеттерін білгендіктен оны ерте кезден қолдана бастады. Сол кездердің өзінде қалайы мен мыс қосындысының нәтижесінде қола алынып, одан қару- жарақ жасаған. Бұл адамзат тарихында қола дәуірі ретінде белгілі. Сонымен қатар адамдар мыстан тиын жасап, оны сауда саттық жасағанда қолданды.
Мыстың латынша Cuprum атауы Кипр аралына байланысты шыққан. Кипрде біздің жыл санауымызға дейінгі II мың жылдықтан бастап мыс рудниктері қолданылып олардың балқытылғаны тарихтан белгілі. Ежелгі грек еліндегі Страбон жазбаларында мыс Эбвей жеріндегі Халкида қаласының атауымен Халкос деп атағаны белгілі. Грек елінде мыстан және қоладан жасалған ұсталық заттар мен құймалар қолданыста болды және ұсталық өндіріс қарқынды дамыды.
Қазақстанда да мысты ерте заманнан қолданған. Оған себеп мысқа байланысты елді мекендердің атауларының бары. Ол атауларды ерте кезде өмір сүрген ата - бабаларымыз қойған, және де осы күнге дейін сол аттарын сақтап қалған. Мысалы, Мыстау, Мыстөбе, Жезді т. б. сол сияқтылар.
... жалғасыСіз бұл жұмысты біздің қосымшамыз арқылы толығымен тегін көре аласыз.
- Іс жүргізу
- Автоматтандыру, Техника
- Алғашқы әскери дайындық
- Астрономия
- Ауыл шаруашылығы
- Банк ісі
- Бизнесті бағалау
- Биология
- Бухгалтерлік іс
- Валеология
- Ветеринария
- География
- Геология, Геофизика, Геодезия
- Дін
- Ет, сүт, шарап өнімдері
- Жалпы тарих
- Жер кадастрі, Жылжымайтын мүлік
- Журналистика
- Информатика
- Кеден ісі
- Маркетинг
- Математика, Геометрия
- Медицина
- Мемлекеттік басқару
- Менеджмент
- Мұнай, Газ
- Мұрағат ісі
- Мәдениеттану
- ОБЖ (Основы безопасности жизнедеятельности)
- Педагогика
- Полиграфия
- Психология
- Салық
- Саясаттану
- Сақтандыру
- Сертификаттау, стандарттау
- Социология, Демография
- Спорт
- Статистика
- Тілтану, Филология
- Тарихи тұлғалар
- Тау-кен ісі
- Транспорт
- Туризм
- Физика
- Философия
- Халықаралық қатынастар
- Химия
- Экология, Қоршаған ортаны қорғау
- Экономика
- Экономикалық география
- Электротехника
- Қазақстан тарихы
- Қаржы
- Құрылыс
- Құқық, Криминалистика
- Әдебиет
- Өнер, музыка
- Өнеркәсіп, Өндіріс
Қазақ тілінде жазылған рефераттар, курстық жұмыстар, дипломдық жұмыстар бойынша біздің қор #1 болып табылады.

Ақпарат
Қосымша
Email: info@stud.kz