Операциялық күшейткіштерді зерттеуге арналған зертханалық стендті жөндеу және монтаждау

ДИПЛОМДЫҚ ЖОБА
Тақырыбы: «Операциялық күшейткіштерін зерттеу» зертханалық стендін жөндеу және монтаждау»
г. Актобе 2016
- Есеп беру - түсініктеме хаты
Әзірлеуге қажетті сұрақтар тізімі:
Кіріспе
1. Операциялық күшейткіштерін зерттеу зертханалық макетінің құрылым сұлбасы
2. Зертханалық стендті монтаждау
3. Зертханалық стендін жөндеу
4. Сенімділікті есептеу
5. Техника-экономикалық есебі
6. Электрмонтаждық жұмыстарындағы ЕҚ және ТҚ
Қортынды
Әдебиеттер
ІІ. Графикалық бөлім. Графикалық материалдың тізімі (оның ішінде электронды нұсқадағы) :
1. Операциялық күшейткіштер
2. Зертханалық стендтің құрылым сұлбасы
3. Зертханалық стендін конструкциясы
ІІІ. Практикалық бөлім:
1. Зертханалық стендті монтаждау
2. Зертханалық стендін жөндеу
Дипломдық жобаны орындау
Кестесі
МАЗМҰНЫ
Кіріспе
1. Операциялық күшейткіштер
2. Зертханалық стендтің сұлбасы
3. Зертханалық стендін жөндеу және монтаждау
4. Сенімділікті есептеу
5. Техника-экономикалық есебі
6. Электрмонтаждық жұмыстарындағы ЕҚ және ТҚ
Қортынды
Әдебиеттер
КІРІСПЕ
Бүгінгі күндегі өндіріс бақылау - өлшеуіш аспаптары және автоматика сыз мүмкін емес. Адамның бұрынғы орындаған функцияларын, бүгін өндірістік автоматика және оның құралдары атқарады. Бақылау - өлшеуіш аспаптары және автоматика дегеніміз - ол белгілі диапазонда өлшеу шамасының мәнін алуға арналған өлшеу құралдары. Осы құралдар өндірістік жабдықтарының жұмысын бақылауға, сұйықтықтардың және газдардың шығынын реттеуге, технологиялық үрдістің параметрлерінің өзгерілуі, ақаулық жағдайлар туралы журнал жүргізуге көмек береді. Бақылау - өлшеуіш аспаптары және автоматика маманының негізгі міндеті - технологиялық жабдықтарының жөнделуін, реттелуін, қалыпына келтірілуін және бақылау - өлшеуіш аспаптары мен автоматика құрылғыларының көмегімен өндірістк, технологиялық үрдісті басқаруды қамтамасыз ету.
Өндірістк үрдісті басқару деп осы үрдістің қолайлы жұмыс тәртіптемесін қамтамасыз етуге арналған талапты бағытталған әсер.
Үрдісті басқару басқару операциясы негізгі үш элементтерден тұрады:
- Басқарылатын технологиялық үрдістің нақты жағдайы туралы акпаратты алу және өңдеу;
- Үрдістің нақты жағдайы туралы акпаратты талдау және жұмыс тәртіптемесінің талабынан ауытқуған жағдайда оған мақсатты әсер ету;
- Қабылдаған шешімді жүзеге асыру, яғни технологиялық үрдіске тура әсер ету.
Басқарылатын нысанның жағдайы ұрдістің параметрлері деп аталатын шамалардың мәндері мен сипатталады.
Бақылау - өлшеуіш аспаптары және автоматика маманы өзінің жұмысында қол өлшеуіш аспаптары мен құрылғыларды пайдаланады (амперметрлер, вольтметрлер, термометрлер, мөлшер өлшеуіштер т. б. ) . Сонымен бірге бақылау - өлшеуіш аспаптары және автоматика маманы аналитикалық және техникалық ойы, көру мүшесі, есту қаблеті, иіс сезімі, сезу қаблеті дамыған болуы тиісті. Бақылау - өлшеуіш аспаптары және автоматика маманының қызметі ережелер мен, жетекші материалдар мен, аспаптар мен құралдардың пайдалану құжаттары мен, еңбекті қорғау және қауіпсіздік техникасы нормалары мен анықталған және айқын сипатты. Бақылау - өлшеуіш аспаптары және автоматика слесарьі, шебері, инженері - ол әр түрлі бақылау - өлшеуіш аспаптары мен автоматты басқару жүйелеріне жөндеу және пайдалану қызметін көрсететін әмбебап мамандар. Бақылау - өлшеуіш аспаптары және автоматика мамандарын сапалы даярлау үшін зертханалары мен шеберханаларының материалдық базаларын әрдайым дамыту қажет. Сол себептен осы диплом жобасында «Операциялық күшейткіштерін зерттеу» зертханалық стендін жөндеу және монтаждау мәселесі көтерілуде. Жасалған стенд Ақтөбе байланыс және электротехника колледжінің «Бақылау - өлшеуіш аспаптары және автоматика» мамандығы бойынша оқу үрдісінде қолданылады.
- ОПЕРАЦИЯЛЫҚ КҮШЕЙТКІШТЕР
Операциялық күшейткіш дегеніміз - күшейту коэффициенті жоғары (10 5 - 10 6 аралығында), тұрақты жұмыс істеуді және нөлдің дрейф әсерін төмендетуін қамтамасыз ететін терең теріс кері байланысы бар тұрақты токты электрондық күшейткіш. Операциялық күшейткіш аналогты ЭЕМ және автоматтандырылған жүйелерде математикалық операцияларды орындауға қолданылады. Күшейту коэффициенті жоғары болған сайын және нөлдің дрейфі азайған сайын операциялық күшейткіштің дәлдігі жоғарлайды.
Операциялық күшейткіштерінің электірлік сұлбаларда шартты графикалық белгіленуі 1 - суретте көрсетілген. Инверсиялық кірісі «минус» символымен, ал инверсиялық емес кірісі «плюс» символымен белгіленеді. Осы символдар операциялық күшейткіштің шығыс потенциалының оның кірістеріне берілген потенциалдарына реакциясын көрсетеді.
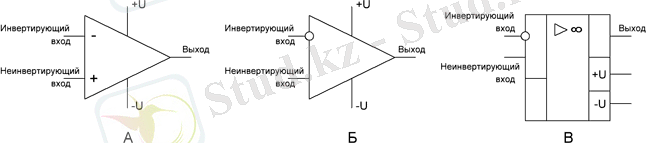
1. Сурет. Операциялық күшейткіштерінің шартты графикалық белгіленуі
Операциялық күшейткіштерінің шартты графикалық белгіленулерінде үшбұрыш немесе тікбұрыш түрінде белгілеу қолданылады (1 - сурет) . Электірлік сұлбаларында операциялық күшейткіштерінің инверсиялық және инверсиялық емес кірістерінің орындарын алмастыруға болады, алайда дәстүрлі - инверсиялық кірісі жоғарыда, инверсиялық емес кірісі төменде орналасады.
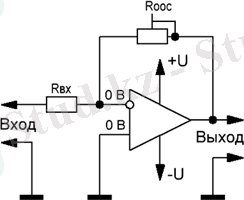
Операциялық күшейткішіндегі кері байланыстың түрі шығысынан алынған сигналды инверсиялық немесе инверсиялық емес кірісіне берілуіне байланысты. Егер кері байланыс сигналы операциялық күшейткіштің инверсиялық кірісіне берілсе - кері байланыс теріс (ООС), ал инверсиялық емес кірісіне берілгенде - кері байланыс оң (ПОС) болып табылады.
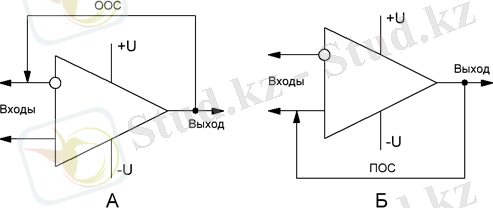
2. Сурет. Операциялық күшейткіштеріндегі кері байланыстың түрі
Бірінші жағдайда (ООС) шығыс сигналы кіріс сигналынан айырбасталған соң операциялық күшейткіштің күшейту коэффициенті төмендейді. Екінші жағдайда (ПОС) шығыс сигналы кіріс сигналына қосылады да операциялық күшейткіштің күшейту коэффициенті жоғарлайды.
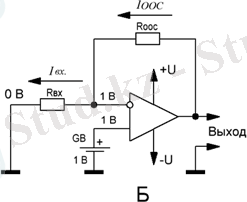
Операциялық күшейткіштерді сигналдар күшейткіштері ретінде қолданғанда оларда тек қана теріс кері байланысы қолданылады. Операциялық күшейткіштерінің теріс кері байланысын қолданып қосылу сұлбалары 3 - суретте көрсетілген.
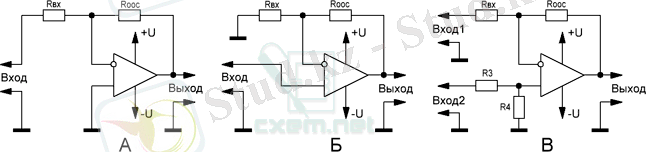
3. Сурет. Операциялық күшейткіштерінің теріс кері байланысын қолданып қосылу сұлбалары
а) (3, а - сурет) - инверсиялық қосылу сұлбасы: сигнал инверсиялық кірісіне беріледі, ал инверсиялық емес кірісі тіректі потенциалға қосылады (қолданбайды) ;
б) (3, б - сурет) - инверсиялық емес қосылу сұлбасы: сигнал инверсиялық емес кірісіне беріледі, ал инверсиялық кірісі тіректі потенциалға қосылады (қолданбайды) ;
в) (3, в - сурет) - дифференциалдық қосылу сұлбасы: сигналдар екі кірісіне бірдей беріледі.
Операциялық күшейткіштерінің жұмысын талқылағанда келесі ережені сақтау қажет: операциялық күшейткіштің шығысындағы кернуінің, оның кірісіндегі кернеулерінің айырмашылығы нөлге тең болуына ұмтылуы. 4 - суретте инверсиялаушы күшейткіштің сұлбасы көрсетілген.
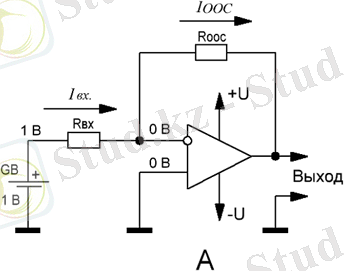
4. Сурет. Инверсиялаушы күшейткіш
Инверсиялаушы күшейткіштің күшейту коэффициенті:
Ку = - Uвых / Uвх = - Rоос / Rвх.
Теңдеудің алдындағы минус белгісі шығыс сигналының кіріс сигналымен салыстырғанда инверсияланғанын көрсетеді.
Rоос және Rвх кедергілері бір біріне тең болса операциялық күшейткіштің шығысындағы кернеуі кіріс кернеуіне тең болады, бірақ бір бірімен инверсияланған. Мұндай сұлба инверсиялаушы қайталағыш ретінде жұмыс жасайды.
Rоос кедергісі Rвх кедергісінен жоғары болса сұлба инверсиялаушы күшейткіш ретінде жұмыс жасайды. Егер Rоос тұрақты кедергінің орнына айнымалы кедергі орнатса күшейту коэффициенті айнымалы инверсиялаушы күшейткіштің сұлбасы пайда болады.
5. Сурет. Күшейту коэффициенті айнымалы инверсиялаушы күшейткіш
Rоос айнымалы кедергісінің жылжымалы түйіспесін ақырғы сол жағына орнатқанда операциялық күшейткіштің күшейту коэффициенті кіріс сигналының кез келген мәнінде нөлге тең болады. Осы сұлбаның мұндай қасиеті дыбыс сигналының күшейткіштерінде кеңінен қолданылады, мысалы микшерлерде.
Инверсиялаушы емес күшейткіштің сұлбасы 6 - суретте көрсетілген.
6. Сурет. Инверсиялаушы емес күшейткіш
Инверсиялаушы емес күшейткіштің күшейту коэффициенті:
Ку = Uвых / Uвх + 1.
7 - суретте операциялық күшейткішті кернеу қайталағыш сұлбасы көрсетілген.
7. Сурет. Операциялық күшейткішті кернеу қайталағыш сұлбасы
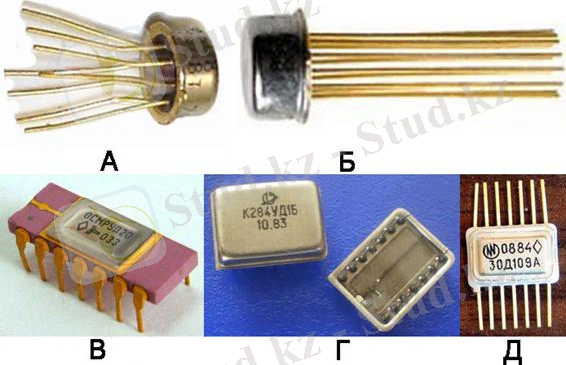
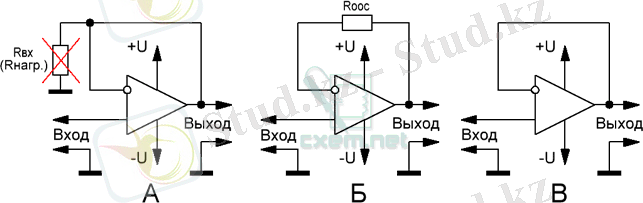
8. Сурет. Операциялық күшейткіштерінің корпустары
Бүгінгі күндегі операциялық күшейткіштерінің коррекциялаушы тізбектері кристаллда орнатылғандарына байланысты олардың түйіспелік ұштары аз болады.
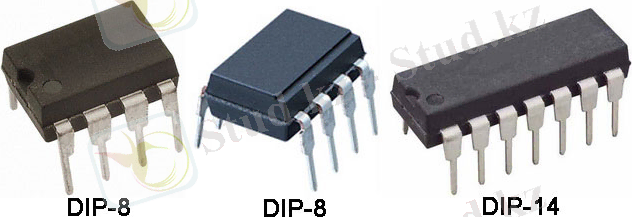
9. Сурет. Екі қатарлы пластикалық корпусты операциялық күшейткіштер
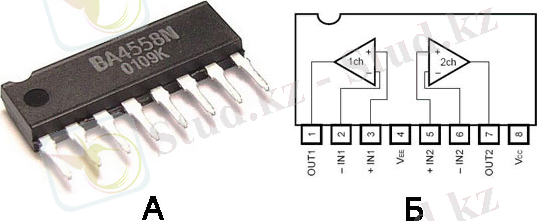
10. Сурет. Бір қатарлы пластикалық корпусты операциялық күшейткіштер
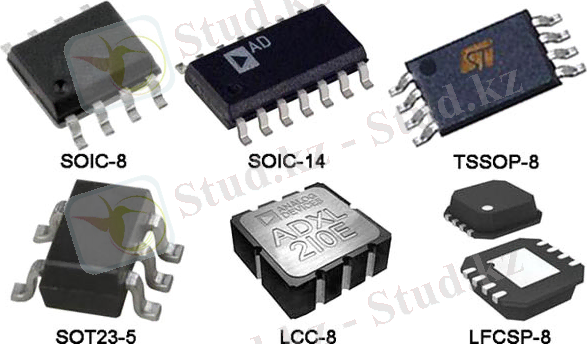
11. Сурет. Сыртқы монтажға арналған корпусты операциялық күшейткіштер
2. ЗЕРТХАНАЛЫҚ СТЕНДТІҢ СҰЛБАСЫ
Зерханалық стенд операциялық күшейткіштердің негізгі параметрлерін және олардың негізінде құрылған күшейткіштерді зерттеуге мүмкіндік береді. Кіріс сигналдар көзі ретінде жоғарғы жиілікті генератор мен калибрленген кернеу бөлгіш түріндегі тұрақты ток көзі қолданылады. Зерттелетін сұлбаның кірісіндегі кернеу, кернеу бөлгіштің ауыстырып - қосқышың көмегімен 10 немесе 100 есе бөлініп беріледі. Шығыстағы кернеу тұрақты немесе айнымалы ток вольтметрінің көмегімен өлшенеді. Шығыстағы сигналдың бұрмалануы және зерттелетін сұлбаның шығысында генерацияның жоқтығы осциллографтың көмегімен бақыланады.
Операциялық күшейткіш тұрақты токтан бастап күшейтеді. Күшейткіштің жиіліктер өткізу жолағы оның жоғарғы кесу fср жиілігі мен шектеледі. Кесу fср жиілігі жиілік жолағындағы күшейткіштің күшейту коэффициенті төмендей бастайтын жиілігіне тең. Операциялық күшейткіштің жиіліктік қасиеті күшейту коэффициенті бірге түсетін дара күшейту жиілігімен f 1 бағаланады.
Операциялық күшейткіштің кернеу бойынша күшейту коэффициенті шығыс кернеуінің екі кірісі арасындағы өлшенген кернеудің салыстырмасы болып табылады:
K u =
Күшейту коэффициенті тұрақты немесе айнымалы токпен өлшенуі мүмкін.
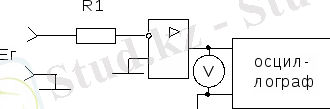
Операциялық күшейткіштің кірісінде кернеу берілмеген жағдайда оның шығысындағы кернеуді жоқ қылатын кернеуді U СДВ ығыстыру кернеуі деп атайды. Ығыстыру кернеуді 12 - суретте көрсетілген сұлбасы бойынша өлшейді.
12. Сурет. Ығыстыру кернеуді өлшеу сұлбасы
Сұлбаның элементтерінің параметрлерін - R1=100 Ом, R2=10кОм таңдаса, күшейткіштің күшейту коэффициенті 100 тең болады. Операциялық күшейткіштің бір кірісі жерге тұйықталған болғандықтан, кірісте тек қана U СДВ ығыстыру кернеуі әсер етуде. Шығыстағы кернеуді өлшеп қарапайым түрде ығыстыру кернеуін табуға болады:
Uсдв = .
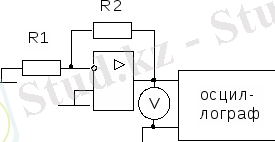
Операциялық күшейткіштің амплитудалық - жиілікті сипаттамасын Ku=F(f) 13 - суретте көрсетілген сұлбасы бойынша өлшейді.
13. Сурет. Амплитудалық - жиілікті сипаттамасын өлшеу сұлбасы
Амплитудалық - жиілікті сипаттамасын өлшеу тәртібі келесі:
- операциялық күшейткішке коррекциялаушы тізбекті қосу;
- Г4-106 генераторында Eг=0, 5 мВ кіріс кернеуін орнату;
- Генератордың жиілігін 10 кГц тен 5 МГц дейін өзгертіп Uвых шығыс кернеуін өлшеу;
- әр өлшенген жиілікке күшейту коэффициентін келесі формуласымен есептеу:
K u =
Инверсиялаушы күшейткішті 14 - суретте көрсетілген сұлбасы бойынша зерттейді.
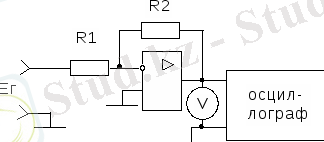
14. Сурет. Инверсиялаушы күшейткішті зерттеу сұлбасы
Сұлбаның элементтерінің R1 және R2 параметрлерін таңдап күшейткіштің күшейту коэффициенті 10 тең болуына келтіру қажет. Инверсиялаушы күшейткіштің күшейту коэффициенті келесі формуласымен есептеледі:
Ku=-R2/R1.
Инверсиялаушы емес күшейткішті 15 - суретте көрсетілген сұлбасы бойынша зерттейді.
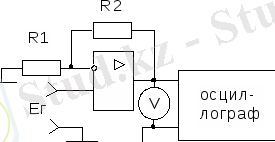
14. Сурет. Инверсиялаушы емес күшейткішті зерттеу сұлбасы
Сұлбаның элементтерінің R1 және R2 параметрлерін таңдап күшейткіштің күшейту коэффициенті 10 тең болуына келтіру қажет. Инверсиялаушы күшейткіштің күшейту коэффициенті келесі формуласымен есептеледі:
Ku=1+R2/R1
3. ЗЕРТХАНАЛЫҚ СТЕНДІН ЖӨНДЕУ ЖӘНЕ МОНТАЖДАУ
«Операциялық күшейткіштерін зерттеу» зертханалық стендін жөндеу және монтаждау үрдісінің мақсаты оны тоқтаусыз және сенімді жағдайға келтіру. Стендті қорек беруші желіге қосу алдында - сұлбаның дұрыс жиналуын, монтажының нақты жасалуын және мультиметрдің көмегімен сұлбаның элементтерінің жөнділігін тексеру қажет.
Зертханалық стендтің жұмысқа қабілеттілігін келесідей тексереді:
- ығыстыру кернеуді өлшеу сұлбасын жинақтау және тәжірибелік жұмысты орындау;
- амплитудалық - жиілікті сипаттамасын өлшеу сұлбасын жинақтау және тәжірибелік жұмысты орындау;
- инверсиялаушы күшейткішті зерттеу сұлбасын жинақтау және тәжірибелік жұмысты орындау;
- инверсиялаушы емес күшейткішті зерттеу сұлбасын жинақтау және тәжірибелік жұмысты орындау.
Тәжірибелік жұмыстарының орындалуы бойынша жалпы зертханалық стендтің жұмыс жасауына қортынды шығару.
4. СЕНІМДІЛІКТІ ЕСЕПТЕУ
Жобалаушы құрылғының қызмет көрсету сапасының маңызды көрсеткіші - ол оның сенімділігі.
Жүйенің анықталған қызмет көрсету жағдайларда тапсырылған функцияларын нақты орындау қасиетін - сенімділігі деп атайды.
... жалғасыСіз бұл жұмысты біздің қосымшамыз арқылы толығымен тегін көре аласыз.
- Іс жүргізу
- Автоматтандыру, Техника
- Алғашқы әскери дайындық
- Астрономия
- Ауыл шаруашылығы
- Банк ісі
- Бизнесті бағалау
- Биология
- Бухгалтерлік іс
- Валеология
- Ветеринария
- География
- Геология, Геофизика, Геодезия
- Дін
- Ет, сүт, шарап өнімдері
- Жалпы тарих
- Жер кадастрі, Жылжымайтын мүлік
- Журналистика
- Информатика
- Кеден ісі
- Маркетинг
- Математика, Геометрия
- Медицина
- Мемлекеттік басқару
- Менеджмент
- Мұнай, Газ
- Мұрағат ісі
- Мәдениеттану
- ОБЖ (Основы безопасности жизнедеятельности)
- Педагогика
- Полиграфия
- Психология
- Салық
- Саясаттану
- Сақтандыру
- Сертификаттау, стандарттау
- Социология, Демография
- Спорт
- Статистика
- Тілтану, Филология
- Тарихи тұлғалар
- Тау-кен ісі
- Транспорт
- Туризм
- Физика
- Философия
- Халықаралық қатынастар
- Химия
- Экология, Қоршаған ортаны қорғау
- Экономика
- Экономикалық география
- Электротехника
- Қазақстан тарихы
- Қаржы
- Құрылыс
- Құқық, Криминалистика
- Әдебиет
- Өнер, музыка
- Өнеркәсіп, Өндіріс
Қазақ тілінде жазылған рефераттар, курстық жұмыстар, дипломдық жұмыстар бойынша біздің қор #1 болып табылады.

Ақпарат
Қосымша
Email: info@stud.kz